五金连续模PFMEA制程失效模式分析
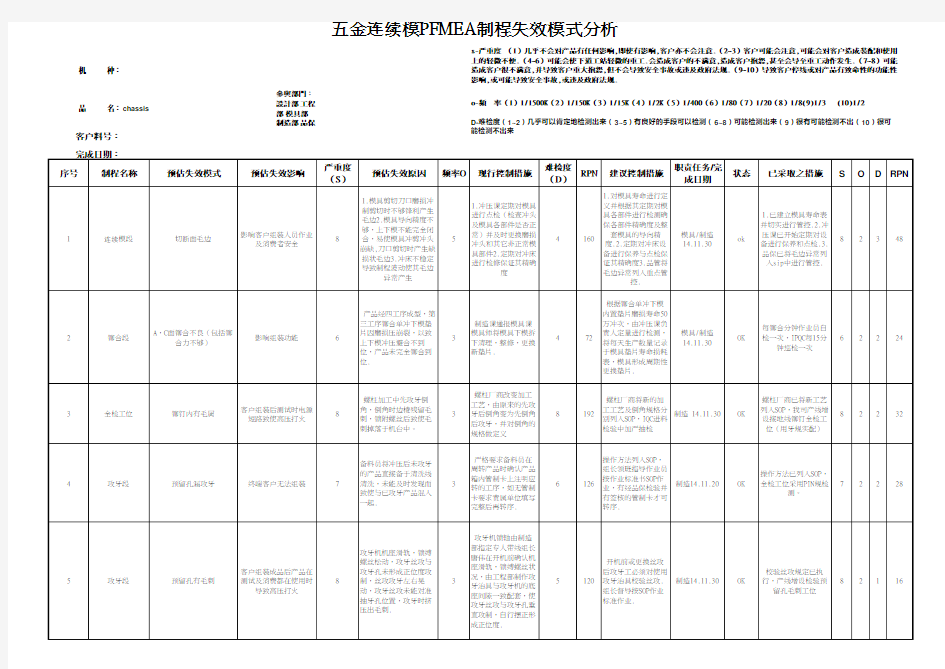
外观不良
每日上班前当机台
机冲压工对模具进
行保养点检,并记
录于《设备点检表
》,制程中生产对
模具每半小时使用
风枪清理一次,
IPQC严格按每15分
钟抽验一次,打包
好的产品拆包进行
检测,一个栈板重
工完后对其再抽验
检测一次,检测结
果确认OK,在制程
管制卡上签章.
制造14.11.30
4
制程折弯工序下模间隙
中有废料残留,折弯成
型后产生压伤现象
4
对折弯模具进行清
理保养,折弯成型
后半成品安排专人
查检外观,判定合
格后转入下一工序.
3OK
冲压课对模具的定期
点检方案已执行,管
制卡管制方案已寻入
42
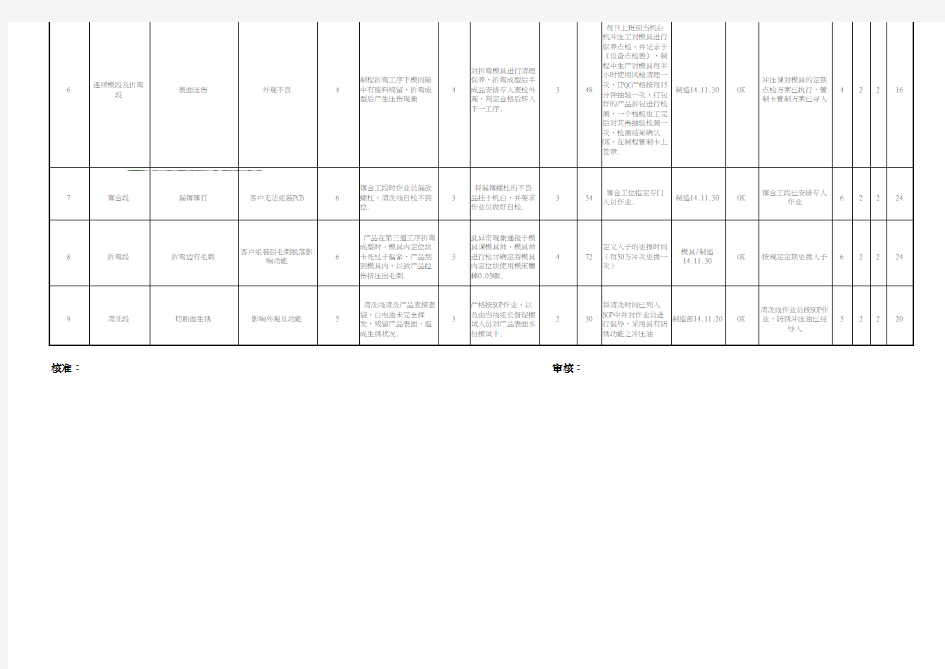
7铆合段漏铆铆钉客户无法组装PCB
216 48
6连续模段及折弯
段
表面压伤
2
354
铆合工位指定专门
人员作业.
制造14.11.30
6
铆合工段时作业员漏放
螺柱,清洗线自检不到
位.
3
将漏铆螺柱的不良
品挂于机台,并要
求作业员做好自检.
产品在第三道工序折
弯成型时,模具内定位
块卡死过于偏紧,产品
刮到模具内,以致产品
拉伤挤压出毛刺.
3
此异常现象通报于
模具课模具师,模
具师进行检讨确定
将模具内定位块使
用模床磨掉0.05MM.
OK
铆合工段已安排专人
作业
6
72
定义入子的更换时
间(每50万冲次更
换一次)
模具/制造
14.11.30
4
224
8折弯段折弯边有毛刺客户组装后毛刺脱落影
响功能
624
2
2
9清洗段切断面生锈影响外观及功能5 清洗线清洗产品直接
套袋,白电油未完全挥
发,残留产品表面,造
成生锈状况.
3
严格按SOP作业,以
及由当线组长督促
擦试人员对产品表
面水份擦试干.
OK
2
230
将清冼时间已列入
SOP中并对作业员进
行倡导,采用具有
防锈功能之冲压油
制造部
14.11.20
按规定定期更换入子6
核准: 审核:
220 OK
清冼线作业员按SOP
作业,防锈冲压油已
经导入
5
相关主题