离轴抛物面镜的单件加工技术_钱煜
第3期1998年5月 光学技术O PT IC AL T ECHN O L O GY
N o.3
M a y 1998
离轴抛物面镜的单件加工技术
钱 煜 潘君骅
(无锡市机械工业新技术公司,无锡214001) (南京天文仪器研制中心,南京210042)
摘 要:介绍了单件加工离轴抛物面镜的基本过程。主要是先按公式算出起始球面半径,并磨好这个球面。然后计算出最大非球面修磨量,根据其大小决定修改非球面从细磨开始还是直接用抛光修改。用刀口检验离轴抛物面时的要点是一定要用直角刀口。修磨时要先修误差最突出的地方。关键的问题是避免出现马鞍形的局部误差。
关键词:加工,离轴抛物面。
Abaxial parabolic mirror unit -processing technique
Qian Yu
(Wuxi N ew Engineering Indust rial Technolog y Co rpo ration,W ux i 214001)
Pan Junhua
(N anjing Astro no mical Instrument Dev elo pment Ce nt re ,N anjing 210042)
Abst ract :The unit-processing o f a bax ia l pa rabo lic mirr or is intro duced.It ’s basic process mainly in-v o lv es ,first ,ca lcula ting the initial spherical radius acco rding to g iv en fo rm ulas a nd g rinding the spherica l surface,and then wo r king o ut the maximum g rinding amo unt of the no n-spherica l surface befo re deter -mining whether to modify th e no n -spherica l surface by fine g rinding o r dir ectly by po lishing .The point in testing the abaxial pa raboloid is to make sur e that a right-ang led blade is used.In fig uring ,it is impo rtant to star t w her e the er ro r appea rs most co nspicuo us .And the key problem lies in tr ying to av oid pa rtial er -ro r in the shape of a saddle.
Keywords :processing ,abaxial pa raboloid .
一、前 言
离轴抛物面镜是近年来应用很广的一种光学零件,在一般情况下它是加工一块轴对称的大抛物面镜,取其离轴的一部分而成的,这样做的成本很高,因为轴对称的母抛物面镜的尺寸比所要的离轴抛物面镜要大很多
,尤其在其口径较大时。为了降低制造成本,我们不采取这种加工方法,而采取单件加工的方法,主要是靠手工修磨,摸索到一些经验。现从起始球面的确定、离轴抛物面的加工及检验等方面作些介绍。
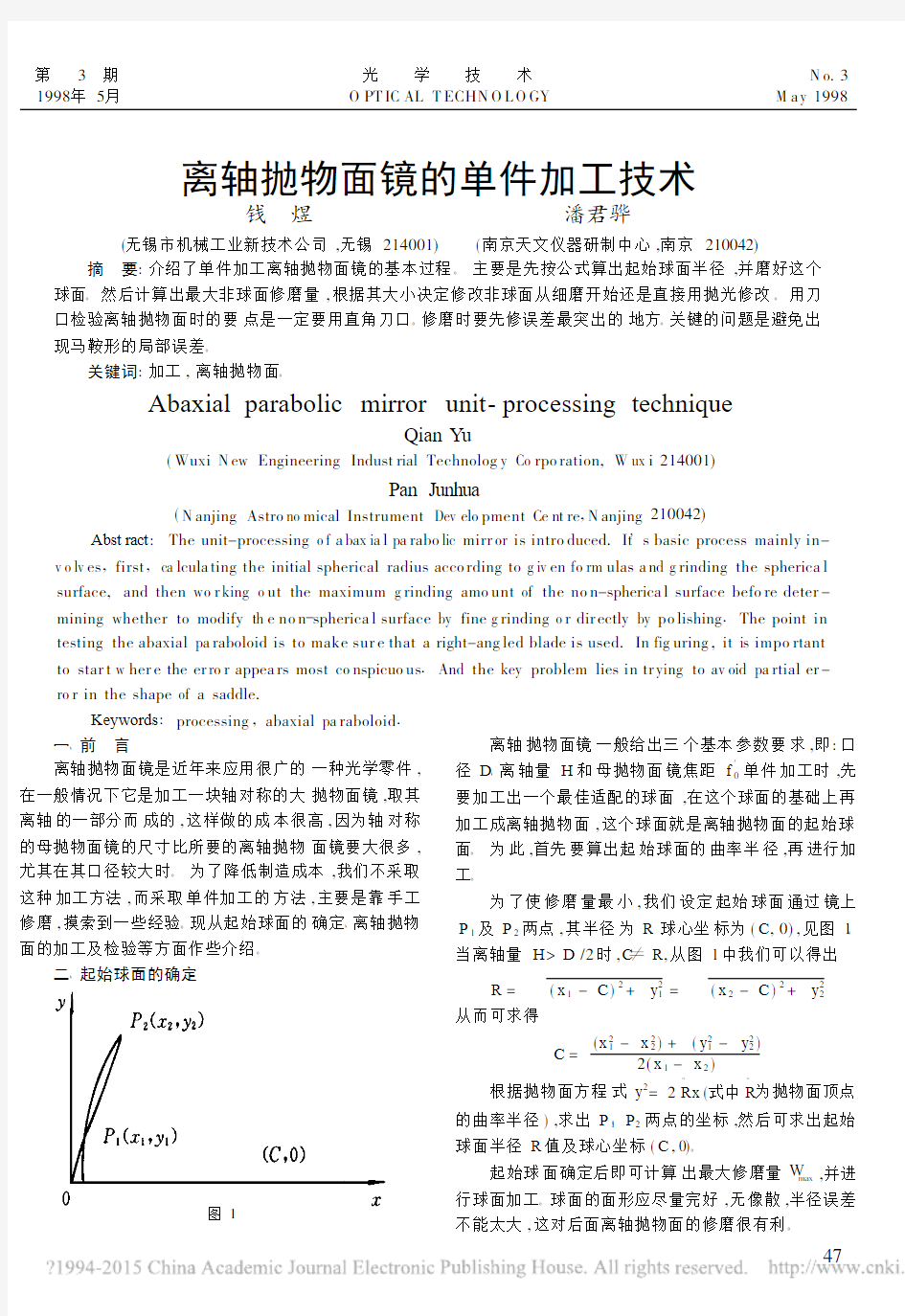
二、起始球面的确定
图1
离轴抛物面镜一般给出三个基本参数要求,即:口径D 、离轴量H 和母抛物面镜焦距f ′0单件加工时,先要加工出一个最佳适配的球面,在这个球面的基础上再加工成离轴抛物面,这个球面就是离轴抛物面的起始球面。为此,首先要算出起始球面的曲率半径,再进行加工。
为了使修磨量最小,我们设定起始球面通过镜上P 1及P 2两点,其半径为R 、球心坐标为(C ,0),见图1
。当离轴量H >D /2时,C ≠R ,从图1中我们可以得出
R =(x 1-C )2+y 21=(x 2-C )2+y 22
从而可求得
C =
(x 21-x 22)+(y 21-y 2
2)
2(x 1-x 2)
根据抛物面方程式y 2=2R °
x (式中R °
为抛物面顶点的曲率半径),求出P 1、P 2两点的坐标,然后可求出起始球面半径R 值及球心坐标(C ,0)。
起始球面确定后即可计算出最大修磨量W max ,并进
行球面加工。球面的面形应尽量完好,无像散,半径误差
不能太大,这对后面离轴抛物面的修磨很有利。
47
DOI:10.13741/https://www.360docs.net/doc/105376619.html, k i .11-1879/o4.1998.03.016
三、离轴抛物面的加工
在加工离轴抛物面前首先要进行修磨量的计算。通常我们只计算在子午面内的修磨量,因为我们把离轴抛物面作为轴对称抛物面的一部分。从图1中可看出修磨量为起始球面与离轴抛物面沿x 轴方向的差值,即起始球面的矢高减去抛物面的矢高再加上C -R 之值,用公式表示修磨量
W =(R -R 2-y 2)-y 2
2R
°+(C -R )最大修磨量位于y -=
R 2-R °
2处。对于凹的离轴抛物面求出修磨量为负数,P 1、P 2点为0,y -处负数最大,在实际加工时各点要加上W max 这样y -带为不磨带,P 1、P 2点
的修磨量为最大。
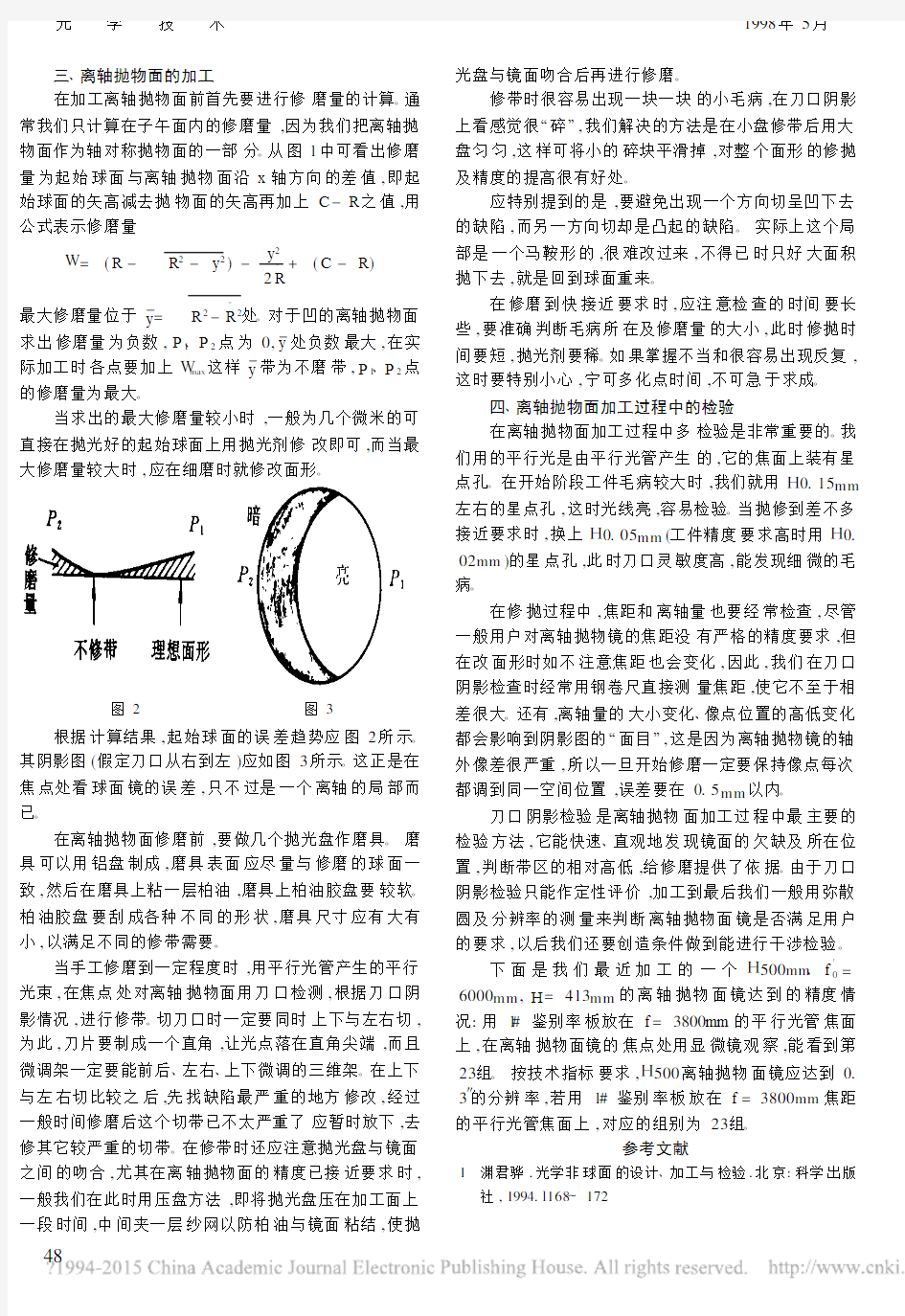
当求出的最大修磨量较小时,一般为几个微米的可直接在抛光好的起始球面上用抛光剂修改即可,而当最大修磨量较大时,应在细磨时就修改面形
。
图2 图3
根据计算结果,起始球面的误差趋势应图2所示。其阴影图(假定刀口从右到左)应如图3所示。这正是在焦点处看球面镜的误差,只不过是一个离轴的局部而已。
在离轴抛物面修磨前,要做几个抛光盘作磨具。磨具可以用铝盘制成,磨具表面应尽量与修磨的球面一致,然后在磨具上粘一层柏油,磨具上柏油胶盘要较软。柏油胶盘要刮成各种不同的形状,磨具尺寸应有大有小,以满足不同的修带需要。
当手工修磨到一定程度时,用平行光管产生的平行光束,在焦点处对离轴抛物面用刀口检测,根据刀口阴影情况,进行修带。切刀口时一定要同时上下与左右切,为此,刀片要制成一个直角,让光点落在直角尖端,而且微调架一定要能前后、左右、上下微调的三维架。在上下与左右切比较之后,先找缺陷最严重的地方修改,经过一般时间修磨后这个切带已不太严重了应暂时放下,去修其它较严重的切带。在修带时还应注意抛光盘与镜面之间的吻合,尤其在离轴抛物面的精度已接近要求时,一般我们在此时用压盘方法,即将抛光盘压在加工面上一段时间,中间夹一层纱网以防柏油与镜面粘结,使抛
光盘与镜面吻合后再进行修磨。
修带时很容易出现一块一块的小毛病,在刀口阴影上看感觉很“碎”,我们解决的方法是在小盘修带后用大盘匀匀,这样可将小的碎块平滑掉,对整个面形的修抛及精度的提高很有好处。
应特别提到的是,要避免出现一个方向切呈凹下去的缺陷,而另一方向切却是凸起的缺陷。实际上这个局部是一个马鞍形的,很难改过来,不得已时只好大面积抛下去,就是回到球面重来。
在修磨到快接近要求时,应注意检查的时间要长些,要准确判断毛病所在及修磨量的大小,此时修抛时间要短,抛光剂要稀。如果掌握不当和很容易出现反复,这时要特别小心,宁可多化点时间,不可急于求成。
四、离轴抛物面加工过程中的检验
在离轴抛物面加工过程中多检验是非常重要的。我们用的平行光是由平行光管产生的,它的焦面上装有星点孔。在开始阶段工件毛病较大时,我们就用H 0.15mm 左右的星点孔,这时光线亮,容易检验。当抛修到差不多接近要求时,换上H 0.05mm (工件精度要求高时用H 0.02mm )的星点孔,此时刀口灵敏度高,能发现细微的毛病。
在修抛过程中,焦距和离轴量也要经常检查,尽管一般用户对离轴抛物镜的焦距没有严格的精度要求,但在改面形时如不注意焦距也会变化,因此,我们在刀口阴影检查时经常用钢卷尺直接测量焦距,使它不至于相
差很大。还有,离轴量的大小变化、像点位置的高低变化都会影响到阴影图的“面目”,这是因为离轴抛物镜的轴外像差很严重,所以一旦开始修磨一定要保持像点每次都调到同一空间位置,误差要在0.5mm 以内。刀口阴影检验是离轴抛物面加工过程中最主要的检验方法,它能快速、直观地发现镜面的欠缺及所在位置,判断带区的相对高低,给修磨提供了依据。由于刀口阴影检验只能作定性评价,加工到最后我们一般用弥散圆及分辨率的测量来判断离轴抛物面镜是否满足用户的要求,以后我们还要创造条件做到能进行干涉检验。下面是我们最近加工的一个H 500mm 、f ′0=6000mm ,H =413mm 的离轴抛物面镜达到的精度情况:用1#鉴别率板放在f =3800mm 的平行光管焦面上,在离轴抛物面镜的焦点处用显微镜观察,能看到第23组。按技术指标要求,H 500离轴抛物面镜应达到0.3″的分辨率,若用1#鉴别率板放在f =3800mm 焦距的平行光管焦面上,对应的组别为23组。
参考文献
1 渊君骅.光学非球面的设计、加工与检验.北京:科学出版社,1994.l168~172
48
光 学 技 术 1998年5月
普通车床加工细长轴工艺制作和加工方法
普通车床加工细长轴工艺制作和加工方法 一般工件长度与直径25:1时称为细长轴。干过车工的人都知道,细长轴是机床加工中最难加工的一种零部件。过去在机械加工行业当中有句俗话:“车工怕车杆,钳工怕挫眼”。“杆”就是指细长轴。“眼”,指的是孔。实际上这句话现在来讲也不过时。细长轴始终是困扰着机床加工中的一项技术难题。 下面根据我多年干车工的实际经验给大家讲一讲在普通车床上车削细长轴的工艺制作和加工方法: 一,下料:细长轴的下料尺寸和一般零部件的下料尺寸有一些区别,通常的零部件下料长度加长5-6mm,直径加大2-3mm即可。而细长轴就不同了,由于细长轴的刚性差,主轴旋转起来所产生的离心力比较大,工件在加工过程中,很容易脱落,造成机械事故和人伤亡事故。为了安全起见,卡盘爪加持的长度一般不少于20mm。下料尺寸一般为30长,直径最少加大5-6mm。 二,粗车:也就是除锈,主要是给调质打基础,除锈的方法一般的分三种:1),锉刀挫。2),砂布打。3),车刀车。一般的前两种不用。用车刀车一下见光
为止。注意,在编排工艺的时候一定要注明不准打中心孔。 三,调质,硬度可根据技术要求而定。 四,校直,1),在平板上用锤子敲打的方法。2),用压力机校直的方法。 五,时效,一般在空气中放置一段时即可。 六,车:一般的可分为粗车、半精车、精车三种。细长轴的装卡方法,可分为一夹一顶、两顶和一加一拉的方法。 今天我给大家讲的是一夹一顶的方法加工细长轴。首先平端面,打中心孔,最好是两头打中心孔,但不能同时把两头的中心孔打出来。 由于细长轴本身的刚性差,故在车削过程中过程中会常常出现以下问题: 1在切削过程中,工件受热会产生弯曲变形,甚至会使工件卡死在顶尖间而无法加工。 2工件受切削力作用产生弯曲,从而引起震动影 响工件的精度和表面粗糙度。 3由于工件的自重、变形、振动影响工件圆柱度和表面粗糙度。 4工件在高速旋转时,在离心力的作用下,加剧工件弯曲与振动。因此,切削速度不宜过高。
细长轴的加工技术方法
车工技师论文 车工职业文章 文章类型:技师论文 文章题目:细长轴的加工技术方法 姓名:杨强 职业:不落轮镟床工 准考证号: 工作单位:长沙市轨道交通运营有限公司 2015年9月8日
细长轴的加工技术方法 长沙市轨道交通运营有限公司杨强 摘要:由于细长轴在加工中刚性差,在切削时受切削力、重力、切削热等因素影响产生弯曲变形,产生震动、锥度、腰鼓形和竹节形等缺陷,难以保证加工精度。通过分析细长轴加工各关键技术问题对细长轴加工的影响,找到改进方法,从而提高细长轴加工的精度,保证合格率。 关键字:细长轴技术问题加工方法精度 引言 通常轴的长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴。这类零件一般在车床上进行加工。在车削加工过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度。同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。 在切削力、重力和顶尖顶紧力的作用下, 横置的细长轴很容易弯曲甚至失稳, 因此, 车削细长轴时必须改善细长轴的受力问题。加工方法:采用反向进给车削, 选用合理的刀具几何参数、切削用量、一夹一顶和轴套式跟刀架、中心架等一系列有效措施。 一、提出问题 细长轴是机器上的重要零件之一。用来支配机器中的传动零件,使传动零件有确定的工作位置,并且传递运动和转矩。当轴的长度与直径之比L/D>25时,轴称为细长轴。“车工怕杆。钳工怕眼’’是人们熟悉的口头语。也就是说,由于细长轴的加工精度要求高,但细长轴本身的结构特点使之刚性差、振动大,所以加工起来存在一定的难度。其加工特点如下: 1、细长轴刚性很差。在车削加工时,如果装夹不当,很容易因
15-2~15-3抛物面镜与球面镜
15-2~15-3拋物面鏡與球面鏡maulin 探照燈:燈置於球面鏡心、拋物面鏡焦距。?像的觀察法: (A)映像法(B)視線交會法(C)視差法 ?球面鏡
1.在何種情況下,可以用球面鏡來代替拋物面鏡? 小孔徑,鏡面範圍小 A 2.何謂孔徑角? θ=AB/r θ r B 3.孔徑角π徑,曲率半徑r的凹面鏡,其鏡面積若干? 2πr2 4.下列各名詞您能否清楚指出意義或繪圖表示? (a)鏡頂 (b)主軸 (c)焦點 (d)焦平面 (e)曲率半徑 (f)孔徑 (f)鏡邊緣的直徑 5.曲率半徑R的击面鏡,其最大孔徑若干? 2R (一般不可能) 6.有人說平面鏡是击面鏡或凹面鏡之特例,你認為如何? 當球面鏡 R→∞時,可視為平面鏡 7.在孔徑角甚小情況下,下列各入射光其反射光各如何? (a)射到鏡心 (b)經過焦點 (c)經過曲率中心 (d)平行主軸 8.試以數學證明在小範圍時,球面鏡幾近拋物面鏡? y2=4cx…………………………..拋物線 y2+(x-2c)2=(2c)2……球方程?y2=4cx-x2?y2?4cx (當x很小) 9.如圖M為拋物面鏡,F為焦點,則a,b,c三點發出平行主軸之光到焦點, 何者路徑最短? 一樣長
10.若物體距離球面鏡之焦點為So,像距離球面鏡焦點S i,焦距為f(曲率半徑之半為f) 試證S0×S i=f2 11.試由上題證明放大率為M=f/S0=S I/f,並繪出以S0,S i為軸的直角坐標函數圖。 12.若一人由 向凹面鏡之鏡面靠近到達鏡面,其像之運動情形如何? 像的大小如何? 人與像有幾次相遇? 在曲率中心與鏡面共兩次 13.物置於焦距為12cm之凹面鏡前 (a)15em處 (b)9cm處像的位置,性質,放大率各如何?並繪圖示之。 (a)60cm M=4 (b)-36cm M=0.5 14.物置於曲率半徑50cm之击面鏡前 (a)25cm處 (b)15cm處像的位置,性質,放大率各如何? 以圖示之? (a)12.5cm M=1/2 (b)-9.375cm M=5/8 15.若物體於球面鏡前其放大率(橫向放大率)為M,則縱向放大率若干?(即沿主軸方向之放大率) M2 16.物置於球面鏡前會產生一實像時,若將物改置於剛才像的位置,試證明新的像生在原來物的位置。(共軛像) 畫圖(光的可逆性)且實像才有共軛像 17.有一凹面鏡(f=20cm)與击面鏡(f=10cm)同軸而立相距55cm,物距凹面鏡30cm如圖,則二次反射之像位置如何? 凹面鏡前29.5cm倒立時像 . 18.击面鐃之焦距為f,則其像距鏡面之最大值為: (A)f (B)2f (C)3f (D)f/2 (E)f/4 (A)
普通车床细长轴车削加工工艺
普通车床细长轴车削加工工艺 (总7页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
( 长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴。这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度.同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。在切削力、重力和顶尖顶紧力的作用下,横置的细长轴是很容易弯曲甚至失稳,提高细长轴的加工精度问题,就是控制工艺系统的受力及受热变形的问题。因此,采用反向进给车削,配合以最佳的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施。以提高细长轴的刚性,得到良好的几何精度和理想的表面粗糙度,保证加工要求。 2细长轴车削的工艺特点 细长轴车削的工艺特点细长轴车削的工艺特点细长轴车削的工艺特点: ①细长轴刚性很差,车削时装夹不当,很容易因切削力及重力的作用而发生弯曲变形,产生振动,从而影响加工精度和表面粗糙度。 ②细长轴的热扩散性能差,在切削热作用下,会产生相当大的线膨胀。如果轴的两端为固定支承,则工件会因伸长而顶弯。 ③由于轴较长,一次走刀时间长,刀具磨损大,从而影响零件的几何形状精度。④车细长轴时由于使用跟刀架,若支承工件的两个支承块对零件压力不适当,会影响加工精度。若压力过小或不接触,就不起作用,不能提高零件的刚
度:若压力过大,零件被压向车刀,切削深度增加,车出的直径就小,当跟刀架继续移动后,支承块支承在小直径外圆处,支承块与工件脱离,切削力使工件向外让开,切削深度减小,车出的直径变大,以后跟刀架又跟到大直径圆上,又把工件压向车刀,使车出的直径变小,这样连续有规律的变化,就会把细长的工件车成“竹节”形。造成机床、工件、刀具工艺系统的刚性不良给切削加工带来困难,不易获得良好的表面粗糙度和几何精度 3引起细长轴产生弯曲变形的原因 在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是细长轴的一端用卡盘夹紧,另一端用车床尾架顶尖支承(一夹一顶);另一种方式是细长轴的两端均由顶尖支撑(双顶尖)。主要分析一夹一顶的装夹方式.其力学模型如图1所示。 图1 一夹一顶装夹方式及力学模型 切削力导致变形
加工工艺过程卡片及工序卡
湖南科技大学机械加工工艺过程卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共 3 页第 1 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺 20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺 50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺 60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺 80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺 90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶 面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 1 / 26
浅谈细长轴车削加工方法
细长轴车削变形因素及解决方法探讨 周秀香 华亭煤业集团公司砚北煤矿 摘要:通过对细长轴类零件车削加工时产生弯曲变形的原因分析,阐述了保证细长轴加工质量的工艺方法、切削用量以及刀具几何角度的选择。 在机械加工过程中,有很多轴类零件的长径比L/d>25。在切削力、重力和顶尖顶紧力的作用下, 横置的细长轴很容易弯曲甚至失稳, 因此, 车削细长轴时必须改善细长轴的受力问题。加工方法:采用反向进给车削, 选用合理的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施。 一、车削细长轴产生弯曲变形的因素分析 在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是:一夹一顶安装;另一种方式是:两顶尖安装。这里主要分析一夹一顶的装夹方式。如图1所示。 图1 一夹一顶装夹方式及受力分析 通过用普通车床实际加工分析,车削细长轴弯曲变形的原因有: 1、切削力导致变形 在车削过程中,产生的切削力可以分解为轴向切削力PX、径向切削力PY及切向切削力PZ。不同的切削力对车削细长轴时产生弯曲变形的影响是不同的。
径向切削力PY的影响:径向切削力是垂直作用在通过细长轴轴线水平平面内的,由于细长轴的刚性较差,径向切削力将会把细长轴顶弯,使其在水平面内发生弯曲变形.径向切削力对细长轴弯曲变形的影响,见图1。 轴向切削力PX的影响:轴向切削力是平行作用在细长轴轴线方向上的,它对工件形成一个弯矩。对于一般的车削加工,轴向切削力对工件弯曲变形的影响并不大,可以忽略。但是由于细长轴的刚性较差,其稳定性也较差,当轴向切削力超过一定数值时,将会把细长轴压弯而发生纵向弯曲变形。如图2所示。 图2 轴向切削力的影响及受力分析 2、切削热产生的影响 车床加工工件时产生的切削热,会引起工件热变形伸长。由于在车削过程中,卡盘和尾架顶尖都是固定不动的,因此两者之间的距离也固定不变。这样细长轴受热后的轴向伸长量受到限制,导致细长轴受到轴向挤压而产生弯曲变形。 由此可以看出,提高细长轴的加工精度问题,实质上就是控制工艺系统的受力及受热变形问题。 二、解决细长轴加工变形问题的措施 在细长轴加工过程中,为提高加工精度,应根据不同的生产条件,采取不同的措施,才能保证细长轴的加工精度。 1、选择合适的装夹方法 在普通车床上车削细长轴的两种传统装夹方式中,采用双顶尖装夹,工件定位准确,容易保证同轴度。但用这种方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动.因此只适宜于安
离轴抛物面镜
第三篇望远镜系统 第十九章离轴抛物面镜 当需要对反射光强度作光度测量时,在平行光管及天文望远镜中使用离轴抛物面镜是特别有价值的。因为光源位于有限远处,用离轴抛物面镜可以制成一台优质的平行光管作为透镜的检测系统。 用独特的方法一次可以制造多块离轴小抛物面镜。通常用一块低焦比的大口径反射镜钻下三块或四块小反射镜,并用石膏将反射镜胶进凹孔中。为消除膨胀和应力等不稳定因素,可以用细磨、抛光或酸蚀小反射及开沉孔等新的方法。这些技术,包括细磨和抛光大反射镜毛坯的背面都有助于消除泰曼效应。生产这些产品的光学公司,用同样大小的反射镜毛坯作为框架,并将磨边后的反射镜毛坯放入框架原来所的孔内。一块12in的反射镜毛坯能够制造出四块3.5in 的离轴抛物面镜。这些元件的F数一般较小(f/14~f/5.5)。为了得到较大的相对孔径,离轴抛物面镜变大,其主镜的直径成比例增大就产生加工困难。 反射镜的设计、制造和使用方面已有了一些成果。这些反射镜尺寸中等(直径20.3~30cm),焦比为f/8。最近马科斯.布朗已经制造出一种焦比为f/6,直径为12in的反射镜,并已获得了广泛的应用。关于离轴抛物面镜的一些制造方法已作过介绍,望远镜的业余爱好者可以按此仿制。 1.设计与计算 离轴抛物面的设计取决于光轴的孔间距或孔的位置。小孔是大凹面标准镜的一部分,图19.1 说明了四等分的位置。应特别注意图19.2上的实际光源 位于大凹面镜的轴上,而不是在较小的正在加工的反射 镜上。因此,必须在离轴抛物面镜上刻一个基准记号, 图19.1 一块大的抛物面反射镜上的四个 小的离轴抛物面镜的分布图图19.2一台反射式离轴平行光管的设计 与用于制造小抛物面镜组的大抛物镜一样其轴平面总是明确的。图19.2是作为平行光管离轴抛物镜装置,平行光管带有针孔光源。图25.8c介绍了精确安装针孔光源的方法。如果用在天文望远镜上,则目镜应位于光源的位置上。 复习一下制造大的抛物面及其细磨模的曲率半径时,铣磨机倾角的计算方法,并假设蓝图上的离轴抛物面的数据为:大凹抛物面镜的直径为12in(球面顶点离孔中心是4in、曲磨半径为92.45in)。好的制造工艺是四个高精度离轴抛物面镜中的每一个必须置于大反射镜的一个象限内(参见图19.1)。方程(19-1)是已知工件曲率半径,计算金刚石磨轮的倾角公式。它适用于加工凹的和凸的镜面SinA=D/2R 式中:A为磨轮倾角的度数;D为磨轮的直径;凹面指磨轮的外刃表面;R是要求的曲率半径。 例如:磨轮直径为10in,R为92.45in时试计算A值? SinA=25.4/2*234.84=0.054079 查正弦函数表求出角度为3°6′。应该注意,机床游标尺的读数精度低于2′。3°6′为金刚
细长轴的加工方法
细长轴的加工方法 细长轴的长径比大于20,刚性差,在加工中产生的切削力、切削热、振动等因素都将直接影响工件的尺寸精度和平行精度。加工难度较大,当用较高的切削速度加工长径比大于100的细长轴时,则加工难度更高。细长轴常规加工法为一夹一顶或两顶。 以前我们在一线加工长径大于40,直径公差、形位公差为6级的细长轴,采用常规的加工方法装卡加工,很难达到加工要求,且经常造成产品在精加工时报废,而影响产品交付日期,大大提加工成本。我经过多次分析、试验,在零件热处理、装卡、加工方法,刀具等方面采取了一定技术措施,可以加工出长径比大于80,直径公差、形位公差较高的细长轴。 由于细长轴的长径比很大,刚性很差。在切削时,受切削力、装卡力、自身重力、切削热、振动等因素的影响,容易出现以下问题: 1、切削是生产的径向切削力与装卡径向分力的合力,会使工件弯曲,工件旋转时引起振动,从而影响加工精度和表面质量。 2、由于工件自重变形而加剧工件的振动,影响加工精度和表面质量。 3、工件转速高时,离心力的作用,加剧了工件的弯曲和振动。 4、在加工中,在切削热作用下,会引起工件弯曲变形。 因此,在车削细长轴时,无论对刀具、机床、辅助工具、切削用量的选择,工艺安排和技术操作有较高的要求,要求合理选择切削参数,合理选择切削用量。车削时,一般当V=30~70m/min,在此速度范围内,容易产生振动,此时相应的振幅有较大值,高于或低于这个速度范围,振动呈现减弱趋势。当加工直径小于10mm时,取V≤30m/min;当加工直径大于10mm时,取V≤70m/min,是极限切削宽度与切削速度的变化关系曲线。在高速或低速范围进行切削,自振就不易产生。特别是在高速范围内进行切削,既可提高生产率,又可避免颤振,是值得采用的方法。进给量f的选择,振动强度随进给量f的增大而减小。宽度随进给量的增大而增大。为了避免颤振的产生,在许可的情况下,如:机床有足够的刚度,足够的电机功率,工件的表面粗糙度参数较低等,应该取大的进给量。粗车时取f=0.15mm,半精车时取f=0.1mm,精车时f=0.06mm。切削深度aP的选择,车削时,切削量不宜过大。当切削深度和进给量不变时,随主偏角的增大,振幅逐渐减小,这是因为径向切削力减小了,同时实际切削宽度将减小。在精加工细长轴时取Kr=75~80°,精车时dr=85~90°刀具进行切削,可避免或减小振动。后角对切削稳定性无多大影响,但当后角减小到2~3°时,使振动有明显的减弱,再生产中也发现,后刀面有一定程度的磨损后,会有明显的减振作用。刀具刀尖圆弧半径rS增大时,径向力量随之增大,为避免自振rS越小越好。但随的减小,将会使刀具寿命降低,同时也不利于表面粗糙度的改善。故加工时,断
普通车床细长轴车削加工工艺
普通车床细长轴车削加工工艺( 长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴。这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度.同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。在切削力、重力和顶尖顶紧力的作用下,横置的细长轴是很容易弯曲甚至失稳,提高细长轴的加工精度问题,就是控制工艺系统的受力及受热变形的问题。因此,采用反向进给车削,配合以最佳的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施。以提高细长轴的刚性,得到良好的几何精度和理想的表面粗糙度,保证加工要求。 2细长轴车削的工艺特点 细长轴车削的工艺特点细长轴车削的工艺特点细长轴车削的工艺特点: ①细长轴刚性很差,车削时装夹不当,很容易因切削力及重力的作用而发生弯曲变形,产生振动,从而影响加工精度和表面粗糙度。 ②细长轴的热扩散性能差,在切削热作用下,会产生相当大的线膨胀。如果轴的两端为固定支承,则工件会因伸长而顶弯。 ③由于轴较长,一次走刀时间长,刀具磨损大,从而影响零件的几何形状精度。 ④车细长轴时由于使用跟刀架,若支承工件的两个支承块对零件压力不适当,会影响加工精度。若压力过小或不接触,就不起作用,不能提高零件的刚度:若压力过大,零件被压向车刀,切削深度增加,车出的直径就小,当跟刀架继续移动
后,支承块支承在小直径外圆处,支承块与工件脱离,切削力使工件向外让开,切削深度减小,车出的直径变大,以后跟刀架又跟到大直径圆上,又把工件压向车刀,使车出的直径变小,这样连续有规律的变化,就会把细长的工件车成“竹节”形。造成机床、工件、刀具工艺系统的刚性不良给切削加工带来困难,不易获得良好的表面粗糙度和几何精度 3引起细长轴产生弯曲变形的原因 在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是细长轴的一端用卡盘夹紧,另一端用车床尾架顶尖支承(一夹一顶);另一种方式是细长轴的两端均由顶尖支撑(双顶尖)。主要分析一夹一顶的装夹方式.其力学模型如图1所示。 图1 一夹一顶装夹方式及力学模型 3.1切削力导致变形 切削力导致变形切削力导致变形切削力导致变形在车削过程中,产生的切削力可以分解为轴向切削力PX、径向切削力PZ。不同的切削力对车削细长轴时产生弯曲变形的影响是不同的。 3.1.1径向切削力 径向切削力是垂直作用在通过细长轴轴线水平平面内的,由于细长轴的刚性较差,径向力将会把细长轴顶弯,使其在水平面内发生弯曲变形.径向切削力对细长轴弯曲变形的影响,见图1。 3.1轴向切削力PX的影响 轴向切削力是平行作用在细长轴轴线方向上的,它对工件形成一个弯矩。对于一般的车削加工,轴向切削力对工件弯曲变形的影响并不大,可以忽略。但是
如何车削细长轴
如何车削细长轴 【内容提要】工件的长度L与直径d之比(即长径比)大于25(L/d?25)的轴类零件称为细 长轴。由于细长轴本身刚性差(L/d值越大,刚性越差),因此在车削过程中会出现工件受 切削力、自重和旋转时离心力的作用,会产生弯曲、振动,严重影响其圆柱度和表面粗糙度 以及在切削过程中,工件受热伸长产生弯曲变形,使车削难以进行本文从加工工艺方面入手,讲述了细长轴车削的三个关键基本技术方法。 【关键词】细长轴车削关键技术 一、工件的装夹 1.使用中心架支撑车削细长轴 使用中心架支撑车削细长轴,关键是使中心架与工件接触的三个支撑爪所决定圆的圆心与车 床的回转中心重合。车削时,一般是用两顶尖装夹或一夹一顶方式安装工件,中心架安装在 工件的中间部位并固定在床身上。 2. 跟刀架的选用 跟刀架一般固定在床鞍上跟随车刀移动,承受作用在工件上的切削力。细长轴刚性差,车削 比较困难,如采用跟刀架来支撑,可以增加刚性,防止工件弯曲变形,从而保证细长轴的车 削质量。从跟刀架用以承受工件上的切削力F的角度来看,只需两支支撑爪就可以了。切削 力F可以分解F1与F2两个分力,它们分别使工件贴紧在支撑爪上。但是工件除了受F力之外,还受重力Q的作用,会使工件产生弯曲变形。因此车削时,若用两爪跟刀架支撑工件, 则工件往往会受重力作用而瞬时离开支撑爪,瞬时接触支撑爪,而产生振动;若选用三爪跟 刀架支撑工件,工件支撑在支撑爪和刀尖之间,便上下、左右均不能移动,这样车削就稳定,不易产生振动。所以选用三爪跟刀架支撑车削细长轴是一项很重要的工艺措施。 二、减少工件的热变形伸长 车削时,由于切削热的影响,使工件随温度升高而逐渐伸长变形,这就叫“热变形”。车削细 长轴时,为了减少热变形的影响,主要采取以下措施: 1. 细长轴应采用一夹一顶的装夹方式 卡爪夹持部分不宜过长,一般在15mm左右,最好用钢丝圈垫在卡盘爪的凹槽中,这样以点接触,使工件在卡盘内能自由调节其位置,避免夹紧时形成弯曲力矩。这样,在切削过程中 发生热变性伸长,也不会因卡盘夹死而产生内应力。 2.使用弹性回转顶尖来补偿工件热变形伸长 弹性回转顶尖由前端圆柱滚子轴承和后端的滚针轴承承受径向力,有推力球轴承承受轴向推力。在圆柱滚子轴承和推力球轴承之间,放置两片碟形弹簧。当工件变形伸长时,工件推动 顶尖,使碟形弹簧压缩变形(即顶尖能自动后退)。经长期生产实践证明,车削细长轴时使 用弹性回转顶尖,可以有效地补偿工件的热变形伸长,工件不易产生弯曲,使车削可以顺利 进行。 3. 采取反向进给方法 车削时,通常纵向进给运动的方向是床鞍带动车刀由床尾向床头方向运动,即所谓正向进给。反向进给则是床鞍带动车刀由床头箱向床尾方向运动。正向进给时,工件所受轴向切削分力,使工件受压(与工件变形方向相反),容易产生弯曲变形。而反向进给时,作用在工件上的 轴向切削分力,使工件受拉力(与工件变形方向相同),同时,由于细长轴左端通过钢丝圈
在普通外圆磨床上磨削细长轴的一种工艺汇总
在普通外圆磨床上磨削细长轴的一种新工艺 【论文摘要】本文介绍了一种在普通外圆磨床上高效磨削高精度、低粗糙度细长轴(空筒件)的新工艺——,其特点是操作简便,容易掌握,对工人技术水平要求低,在磨削过程只需进行粗、精磨两工序,这种工艺非常适用于长径比L/D≥50的细长轴、难加工材料和较硬材质的超精磨削。 ----------在普通外圆磨床上磨削细长轴的一种新工艺---------- 在普通外圆磨床上超精磨削细长轴一直是老大难问题,易产生灼伤、振纹、落沙,圆轴度超差等缺陷,特别是,当工件的长径比超过30(L/D>30)时,尤为困难。国外机械工业发达地方的中小型机械修造公司(厂)的长期实践表明,只要检修、调整好普通外圆磨床,合理地选择砂轮、磨削用量和工艺过程,就能满足细长轴的技术要求。本论文介绍在普通外圆磨床一种超精磨削细长轴的缓进恒压力磨削工艺方法。 二.磨削前的几项准备工作: 1. 校直
细长轴校直方法有热校和冷校两种方法,热校比冷校理想。校直后的弯曲度应控制在工件每1000mm长度,其弯曲度<0.15mm,圆轴度<0.05mm。 2. 中心孔 细长轴两端的中心孔是细长轴的定位装夹基准,细长轴经过车加工、热处理和校直后,中心孔将会产生变形。对细长轴两端的中心孔进行研磨,使用多棱的60°硬质合金顶尖挤研,60°锥孔与磨床顶尖的接触面大于80%,圆度<0.001t等标准要求。 3. 检修机床 保证检修后的外圆磨床各项精度达到如下指标。
4. 调整机床 主要是调整头架与尾架间的中心距离。将工件顶在两顶尖间,用手旋转工件。感觉不松不紧为好,如果尾座顶尖是弹簧式的,可使弹簧顶尖压缩0.5~2mm,再顶住工件中心孔。 5. 检查工件 两顶尖顶住工件,先用百分表对细长轴的全长作径向跳动检查,特别是对中间弯曲度最大的地方,观察其跳动量方向是否一致。然后再用千分尺检查工件的磨削余量和各项尺寸。细长轴的磨削余量取较小值为宜,粗磨为0.20-0.25mm.精磨为0.05-0.10mm。 三:砂轮及磨削用量的选择 1. 砂轮的选择 图1 砂轮形状(代号:P) 根据细长轴材料的不同,选择不同磨料、硬度、粒度的砂轮,这是很重要的。磨细长轴的砂轮硬度应稍软,粒度应稍粗。砂轮的形状如图1所示,可以减少细长轴在旋转中产生自激振动,砂轮的选择见表1,砂轮宽60mm。
普通车床细长轴车削加工工艺
普通车床细长轴车削加 工工艺 文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
普通车床细长轴车削加工工艺( 长度与之直径比大于20~25(即L/d≥20~25)的轴称之为细长轴。这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度.同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。在切削力、重力和顶尖顶紧力的作用下,横置的细长轴是很容易弯曲甚至失稳,提高细长轴的加工精度问题,就是控制工艺系统的受力及受热变形的问题。因此,采用反向进给车削,配合以最佳的刀具几何参数、切削用量、拉紧装置和轴套式跟刀架等一系列有效措施。以提高细长轴的刚性,得到良好的几何精度和理想的表面粗糙度,保证加工要求。 2细长轴车削的工艺特点 细长轴车削的工艺特点细长轴车削的工艺特点细长轴车削的工艺特点:①细长轴刚性很差,车削时装夹不当,很容易因切削力及重力的作用而发生弯曲变形,产生振动,从而影响加工精度和表面粗糙度。 ②细长轴的热扩散性能差,在切削热作用下,会产生相当大的线膨胀。如果轴的两端为固定支承,则工件会因伸长而顶弯。 ③由于轴较长,一次走刀时间长,刀具磨损大,从而影响零件的几何形状精度。④车细长轴时由于使用跟刀架,若支承工件的两个支承块对零件压力不适当,会影响加工精度。若压力过小或不接触,就不起作用,不能提高零件的刚度:若压力过大,零件被压向车刀,切削深度增加,车出的直径就小,当跟
细长轴加工方法
车削细长轴 1、细长轴的加工特点 通常认为在机械中做旋转运动的、长度大于直径的圆柱零件,叫做轴; 而长度为直径20倍以上的轴,叫做细长轴。 车削细长轴和一般轴类相比,又有其特点,例如加工35x4095或10x1300毫米细长轴时,它们毛坯的直径与长度之比达1:100、1:150左右,工件的刚性很差,给切削加工带来困难,不易获得良好的表面光洁度及几何精度。以下简单介绍几种加工细长轴的方法,如果使用得当,可以获得比较满意的加工结果。 2、工件装夹方法的改进 2.1、在卡盘的每只卡爪下面横向垫入4x20毫米的钢丝,夹入长度为15~2毫米,使工件与卡爪之间的夹持转变为线接触,避免工件被卡爪夹死,如图1. 图1 细长轴工件的装夹 2.2、在尾座上改用弹性顶针,以使在工件受到切削热而膨胀伸长时,顶针能轴向压缩,避免工件弯曲变形。 3、跟刀架结构的改进 3.1普通车床跟刀架的两个支撑块,与工件的接触面小,刚性差,不能满足高速切削细长轴的要求,如改用图2所示结构的跟刀架,就可获得比较好的效果。 图2 车削细长轴的跟刀架 这种跟刀架配备三只支撑块,用角耐磨的QT60-2球墨铸铁制成。支撑
块的圆弧R,应经粗车后与工件外圆研磨,宽度B大于工件直径,一般取B=(1.2~1.5)D。车削时,工件外圆被夹持在刀具和三个滑配合的支撑块之间,组成两对径向压力,限制工件上下,左右移动,只能绕轴线旋转,故而能有效底减少切削振动和工件的变形。 3.2、除了装置跟刀架外,还可根据工件长度,在工件下面垫放不等距的木块(在切削中随放随取,保证托板正常进给),如图3所示,木块直接放在床身上,其厚度以能轻微拖牢工件为宜,木块制成半圆弧凹坑,运转时加机油润滑。这种垫块还具有消振作用。另外对直径较小的细长轴,还可采用托架支承如图4所示。 图3 车削细长轴的垫块 图4 车削细长轴的托架 4、细长轴的车削方法及车刀 4.1细长轴的车削方法 车削细长轴,在上述夹紧方式下,应采用反向进给车削,以使工件受轴向力后,能向弹性顶尖处伸缩图5,减小车削变形。 4.2细长轴车刀 4.2.1粗车刀及其特点
典型轴类零件加工工艺标准规范标准分析
阶梯轴加工工艺过程分析 图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。
(一)结构及技术条件分析 该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。 (二)加工工艺过程分析 1.确定主要表面加工方法和加工方案。
传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小(Ra0.8μm),最终加工应采用磨削。其加工方案可参考表3-14。 2.划分加工阶段 该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。各加工阶段大致以热处理为界。 3.选择定位基准 轴类零件的定位基面,最常用的是两中心孔。因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。 但下列情况不能用两中心孔作为定位基面: (1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。 (2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。 ①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔;
细长轴车削加工工艺
细长轴车削加工工艺
细长轴车削加工工艺 作者:焦文凯 专业:车工 年级: 08数控 1
摘要 针对影响加工细长轴零件精度不高等因素,分析了如何提细长轴零件的加工精度,给出解决问题的具体方法 关键词: 细长轴变形装夹精度 一.细长轴车削的工艺特点: ①细长轴刚性很差,车削时装夹不当,很容易因切削力及重力的作用而发生弯曲变形,产生振动,从而影响加工精度和表面粗糙度。 ②细长轴的热扩散性能差,在切削热作用下,会产生相当大的线膨胀。如果轴的两端为固定支承,则工件会因伸长而顶弯。 ③由于轴较长,一次走刀时间长,刀具磨损大,从而影响零件的几何形状精度。 ④车细长轴时由于使用跟刀架,若支承工件的两个支承块对零件压力不适当,会影响加工精度。若压力过小或不接触,就不起作用,不能提高零件的刚度:若压力过大,零件被压向车刀,切削深度增加,车出的直径就小,当跟刀架继续移动后,支承块支承在小直径外圆处,支承块与工件脱离,切削力使工件向外让开,切削深度减小,车出的直径变大,以后跟刀架又跟到大直径圆上,又把工件压向车刀,使车出的直径变小,这样连续有规律的变化,就会把细长的工件车成“竹节”形。造成机床、工件、刀具工艺系统的刚 1
性不良给切削加工带来困难,不易获得良好的表面粗糙度和几何精度。 二. 引起细长轴产生弯曲变形的原因 在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是细长轴的一端用卡盘夹紧,另一端用车床尾架顶尖支承;另一种方式是细长轴的两端均由顶尖支撑。主要分析一夹一顶的装夹方式。 1. 切削力导致变形 在车削过程中,产生的切削力可以分解为轴向切削力PX、径向切削力PZ。不同的切削力对车削细长轴时产生弯曲变形的影响是不同的。 径向切削力PZ的影响 径向切削力是垂直作用在通过细长轴轴线水平平面内的,由于细长轴的刚性较差,径向力将会把细长轴顶弯,使其在水平面内发生弯曲变形.径向切削力对细长轴弯曲变形的影响。 轴向切削力PX的影响 1
长径比大于80的细长轴类零件的切削加工工艺
长径比大于80的细长轴类零件的切削加工工艺 默认分类 2007-10-02 18:30 阅读22 评论0 字号:大中小 对于长度与直径之比(长径比)大于80的细长轴,在切削过程中由于其刚性差而极易产生弯曲和振动,难以获得良好的加工精度和表面粗糙度。且热扩散差,线膨胀大,当工件两端顶紧时受热变形影响易产生弯曲,因此,长径比大于80的细长轴是轴类零件中较难加工的零件。在实际生产中,可通过采用三支承跟刀架、弹簧顶尖、改进刀具的几何角度或采用宽刃精车刀、选择热硬性好及高耐磨的刀具材料、增设合理的辅助工具等方法达到满意的加工效果。 1、细长轴加工前的准备工作 加工前应先调整机床,校直工件。 机床调整 主轴中心和尾座顶尖中心连线与导轨全长平行;主轴中心与尾座顶尖中心的同轴度公差小于0.02;大、中、小拖板的间隙合适(过松会扎刀)。 棒料校直 采用热校直法校直棒料,不宜冷校直,忌锤击。装夹时,防止预加应力产生变形,夹持方法有两种:一是在一端车出8~10mm的卡脚档;二是在卡盘爪与工件间垫入直径为f3~f5mm的钢丝(绕工件放置)或钢柱(顺工件放置),使工件与卡盘为线接触。 2、切削方法 采用三支承爪的跟刀架及弹簧顶尖,切削方法有以下两种。 高速切削法 常采用75°粗车刀、93°半精车和精车刀。75°粗车刀材料为YT15,YW2,刀片代号A127;93°精车刀材料为YT30、YW1,刀片代号A127。粗车切削用量:n=290~450r/min,f=0.4~0.6mm/r,ap=3~4m m;半精车切削用量:n=380~600r/min,f=0.2~0.4mm/r,ap=1.5~2.5mm;精车切削用量:n=450~6 00r/min,f=0.15~0.3mm/r,ap=0.5~1.5mm。 因增加了一个支承爪,在车刀切入工件后,应按上、下、外顺序调整支承爪。 反向低速大进刀精车法 采用弹簧伸缩顶尖,反向切削。精车、半精车仍用高速切削法,精车用低速大走刀。采用的刀具与高速切削法相同。粗车切削用量n=230~450r/min,f=0.5~0.8mm/r,ap=3~8mm;半精车切削用量n=29 0~6OOr/min,f=0.3~0.6mm/r,ap=1.5~3.5mm;精车切削用量n=12~24r/min,f=10~20mm/r,ap=0. 02~0.05mm。f、ap、V选取最大值的顺序依次为ap、f、V。 操作方法:靠卡盘处车出跟刀架支承档,修磨好支承爪后,在轴尾端倒角45°,以防止车削结束时刀具崩刃。支承爪的调整顺序依次是下侧、上侧、外侧。接刀应准确,在轴径接刀处要有1:10左右的锥度。逐步增加刀刃的切削力,以避免突然增加造成让刀或扎刀,产生径向误差而引起振动,或出现多边形及竹节形。 为防止工件振动,跟刀架支承爪的轴向长度选40~50mm,径向宽度为10~15mm。为便于散热和排屑,在支承爪的轴向和径向上各钻一个T形通孔,支承爪材料宜用QT60-2球墨铸铁。
细长轴的加工工艺
图片: 描述:图2 轴向切削力的影响及力学模型图片: 描述:图3 一夹一顶装夹方式的改进 图片: 描述:图4 轴向夹拉车削及力学模型 图片:
图片: 描述:图6 双刀加工及力学模型 图片: 细长轴车削加工研究 作者:河南工业大学李永祥武文斌李世明 引言 在粮油机械的加工过程中,有很多零件的长径比l/d>20。例如:高方平筛的主转动轴、蝶片滚筒精选机的蝶片转动轴等。通常把这类零件称之为细长轴。这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度.同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。 1 引起细长轴产生弯曲变形的因素 在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是细长轴的一端用卡盘夹紧,另一端用车床尾架顶尖支承(一夹一顶);另一种方式是细长轴的两端均由顶尖支撑(双顶尖)。作者主要分析一夹一顶的装夹方式.其力学模型如图1所示。 图1 一夹一顶装夹方式及力学模型
通过分析研究,车削引起细长轴弯曲变形的原因主要有: 1) 切削力导致变形 在车削过程中,产生的切削力可以分解为轴向切削力PX、径向切削力PY及切向切削力P Z。不同的切削力对车削细长轴时产生弯曲变形的影响是不同的。 径向切削力PY的影响 径向切削力是垂直作用在通过细长轴轴线水平平面内的,由于细长轴的刚性较差,径向力将会把细长轴顶弯,使其在水平面内发生弯曲变形.径向切削力对细长轴弯曲变形的影响,见图1。 轴向切削力PX的影响 轴向切削力是平行作用在细长轴轴线方向上的,它对工件形成一个弯矩。对于一般的车削加工,轴向切削力对工件弯曲变形的影响并不大,可以忽略。但是由于细长轴的刚性较差,其稳定性也较差,当轴向切削力超过一定数值时,将会把细长轴压弯而发生纵向弯曲变形。如图2所示。 图2 轴向切削力的影响及力学模型 2) 切削热产生的影响 车削加工产生的切削热,会引起工件热伸长。由于在车削过程中,卡盘和尾架顶尖都是固定不动的,因此两者之间的距离也是固定不变的。这样细长轴受热后的轴向伸长量受到限制,导致细长轴受到轴向挤压而产生弯曲变形。 因此可以看出,提高细长轴的加工精度问题,实质上就是控制工艺系统的受力及受热变形的问题。 2 提高细长轴加工精度的措施 在细长轴加工过程中,为提高其加工精度,要根据不同的生产条件,采取不同的措施,以提高细长轴的加工精度。 1) 选择合适的装夹方法 在车床上车削细长轴采用的两种传统装夹方式中,采用双顶尖装夹,工件定位准确,容易保证同轴度。但用该方法装夹细长轴,其刚性较差,细长轴弯曲变形较大,而且容易产生振动.因此只适宜于安装长径比不大、加工余量较小、同轴度要求较高的工件。 加工细长轴通常采用一夹一顶的装夹方式。但是在该装夹方式中,如果顶尖顶得太紧,除了
细长轴的加工工艺
文字〖大中小〗自动滚屏(右键暂停) 引言 在粮油机械的加工过程中,有很多零件的长径比l/d>20。 例如:高方平筛的主转动轴、蝶片滚筒精选机的蝶片转动轴等。通常把这类零件称之为细长轴。这类零件一般在车床上进行加工。在车削过程中,由于其刚性差,在切削力和切削热的作用下,细长轴很容易产生弯曲变形,这样就破坏了刀具和零件相对运动的准确性,使加工出来的细长轴产生中间粗、两头细的形状,严重影响零件的加工精度.同时细长轴产生弯曲变形后,还会引起工艺系统振动,影响零件的粗糙度。 1 引起细长轴产生弯曲变形的因素 在车床上车削细长轴采用的传统装夹方式主要有两种:一种方式是细长轴的一端用卡盘夹紧,另一端用车床尾架顶尖支承(一夹一顶);另一种方式是细长轴的两端均由顶尖支撑(双顶尖)。 通过分析研究,车削引起细长轴弯曲变形的原因主要有: 1) 切削力导致变形 在车削过程中,产生的切削力可以分解为轴向切削力PX、径向切削力PY及切向切削力PZ。不同的切削力对车削细长轴时产生弯曲变形的影响是不同的。 径向切削力PY的影响 径向切削力是垂直作用在通过细长轴轴线水平平面内的,由于细长轴的刚性较差,径向力将会把细长轴顶弯,使其在水平面内发生弯曲变形.径向切削力对细长轴弯曲变形的影响. 轴向切削力PX的影响 轴向切削力是平行作用在细长轴轴线方向上的,它对工件形成一个弯矩。对于一般的车削加工,轴向切削力对工件弯曲变形的影响并不大,可以忽略。但是由于细长轴的刚性较差,其稳定性也较差,当轴向切削力超过一定数值时,将会把细长轴压弯而发生纵向弯曲变形。 2) 切削热产生的影响 车削加工产生的切削热,会引起工件热伸长。由于在车削过程中,卡盘和尾架顶尖都是固定不动的,因此两者之间的距离也是固定不变的。这样细长轴受热后的轴向伸长量受到限制,导致细长轴受到轴向挤压而产生弯曲变形。
细长轴加工方法
一、细长轴的定义 当工件长度跟直径直比大于20~25倍(L/d>20~25)时,称为细长轴。 二、由于细长轴本身刚性差(L/d值愈大,刚性愈差),在车削过程中会出现以下问题: 1、工件受切削力、自重和旋转时离心力的作用,会产生弯曲、振动,严重影响其圆柱度和表面粗糙度。 2、在切削过程中,工件受热伸长产生弯曲变形,;车削就很难进行,严重时会使工件在顶尖间卡住。 因此,车细长轴是一种难度较大的加工工艺。虽然车细长轴的难度较大,但它也有一定的规律性,主要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择车刀几何形状等三个关键技术,问题就迎刃而解了。 三、使用中心架支承车细长轴 在车削细长轴时,可使用中心架来增加工件刚性。一般车削细长轴使用中心架的方 法有: 1、中心架直接支承在工件中间当工件可以分段车削时,中心架支承在工件中间, 这样支承,L/d值减少了一半,细长轴车削时的刚性可增加好几倍。在工件装上中 心架之前,必须在毛坯中部车出一段支承中心架支承爪的沟槽,表面粗糙度及圆柱 度误差要小,否则会影响工件的精度。车削时,中心架的支承爪与工件接触处应经 常加润滑油。为了使支承爪与工件保持良好的接触,也可以在中心架支承爪与工件 之间加一层砂布或研磨剂,进行研磨抱合。 2、用过渡套筒支承车细长轴用上述方法车削支承承中心架的沟槽是比较困难 的。为了解决这个问题,可加用过渡套筒的处表面接触,见图(9—2)。过渡套筒 的两端各装有四个螺钉,用这些螺钉夹住毛坯工件,并调整套筒外圆的轴线与主
轴旋转轴线相重合,即可车削。 四、使用跟刀架支承车细长轴 跟刀架固定在床鞍上,一般有两个支承爪,跟刀架可以跟随车刀移动,抵消径向切 削时可以增加工件的刚度,减少变形。从而提高细长轴的形状精度和减小表面粗糙度。 从跟刀架的设计原理来看,只需两只支承爪就可以了(图9--4),因车刀给工件的 切削抗力F`r,使工件贴住在跟刀架的两个支承爪上。但是实际使用时,工件本身有一个向下重力,以及工件不可避免的弯曲,因此,当车削时,工件往往因离心力瞬时离开支承爪、接触支承爪而产生振动。如果采用三只支承爪的跟刀架支承工件一面由车刀抵住,使工件上下、左右都不能移动,车削时稳定,不易产生振动。因此车细找轴时一个非常关键的问题是要应用三个爪跟刀架。 五、减少工件的热变形伸长 车削时,由于切削热的影响,使工件随温度升高而逐渐伸长变形,这就叫“热变形”。 在车削一般轴类时可不考虑热变形伸长问题,但是车削细长轴时,因为工件长,总 伸长量长,所以一定要考虑到热变形的影响。工件热变形伸长量可按下式计算。 △L=aL△t 式中a—材料线膨胀系数,1/℃; L—工件的总长,mm; △t—工件升高的温度,℃。 常用材料的线膨胀系数,可查阅有关附录表。 例车削直径为25mm,长度为1200mm的细长轴,材料为45钢,车削时因受切削热的影响,使工件由原来的21℃上升到61℃,求这根细长轴的热变形伸长量。 解已知L=1200mm;△t=61℃-21℃=40℃;查表知,45钢的线膨胀系数a=11.59×10-6 1/℃