手工焊接作业指导书(初版)
123
4
5
6
11
23
45更改标记编制更改人签名
审
核
生
效
日
期
清理工作台 , 戴好防静电腕连带,焊接设备需接地;
温度测试每天由管理人员安排指定人员按照要求测试;
接触到PCB的某些部位及CCD时,注意不要直接用手,要带上手指套和腕连带以防腐蚀器件;
移开烙铁头的时间、方向和速度,决定着焊接点的焊接质量,正确的方法是先慢后快,烙铁头移开沿45°角方向移动,及时清理烙铁头;
每天实测一次电烙铁温度合格品投入使用,并将结果记录于电烙铁温度测量点检表;
批准操作者根据相应的(样品)和(PCB板元件布局图)将要焊接的元器件摆放在工作台上;
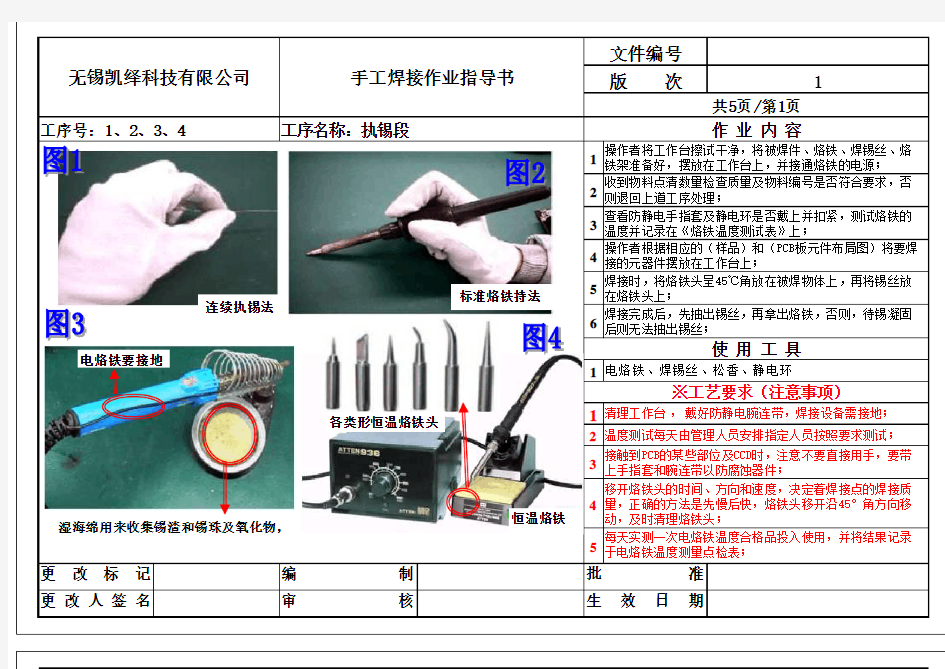
焊接时﹐将烙铁头呈45℃角放在被焊物体上﹐再将锡丝放在烙铁头上;
焊接完成后﹐先抽出锡丝﹐再拿出烙铁﹐否则,待锡凝固后则无法抽出锡丝;
使 用 工 具
电烙铁、焊锡丝、松香、静电环
※工艺要求(注意事项)
工序号:1、2、3、4
工序名称:执锡段
作 业 内 容
操作者将工作台擦试干净,将被焊件、烙铁、焊锡丝、烙铁架准备好,摆放在工作台上,并接通烙铁的电源;收到物料点清数量检查质量及物料编号是否符合要求,否
则退回上道工序处理;查看防静电手指套及静电环是否戴上并扣紧,测试烙铁的温度并记录在《烙铁温度测试表》上;
文件编号
版 次
1
共5页/第1页无锡凯绎科技有限公司
手工焊接作业指导书
标准烙铁持法
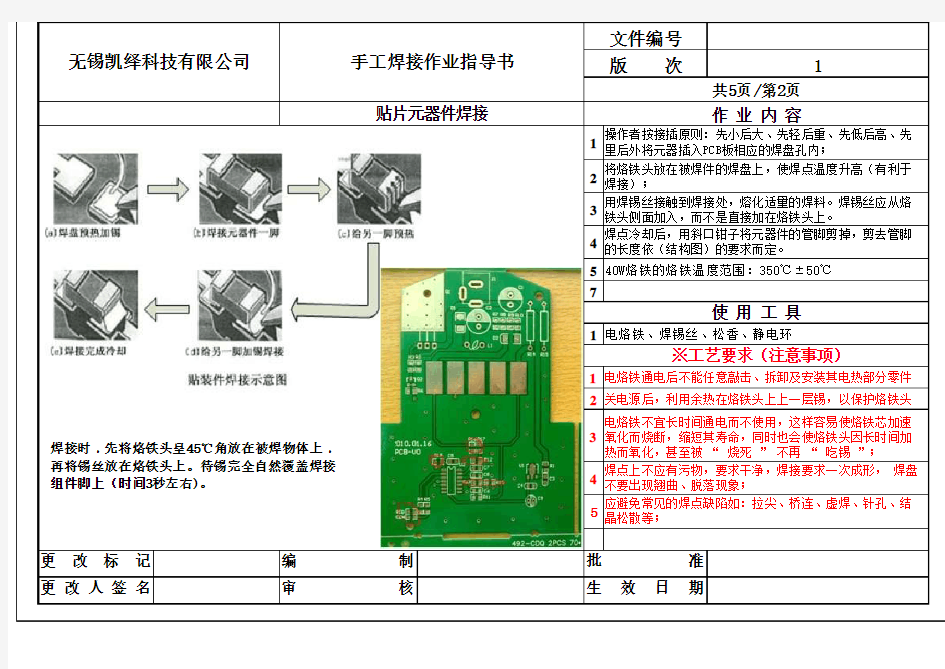
恒温烙铁
各类形恒温烙铁头
电烙铁要接地
湿海绵用来收集锡渣和锡珠及氧化物,
连续执锡法
2
3
457
112345更改标记编制更改人签名
审
核
操作者按接插原则:先小后大、先轻后重、先低后高、先里后外将元器插入PCB板相应的焊盘孔内;
无锡凯绎科技有限公司
手工焊接作业指导书
1
应避免常见的焊点缺陷如:拉尖、桥连、虚焊、针孔、结晶松散等;
批准生
效
日
期
电烙铁、焊锡丝、松香、静电环
※工艺要求(注意事项)
电烙铁通电后不能任意敲击、拆卸及安装其电热部分零件关电源后,利用余热在烙铁头上上一层锡,以保护烙铁头
电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 “ 烧死 ” 不再 “ 吃锡 ”;
焊点上不应有污物,要求干净,焊接要求一次成形, 焊盘不要出现翘曲、脱落现象;
将烙铁头放在被焊件的焊盘上,使焊点温度升高(有利于焊接);
用焊锡丝接触到焊接处,熔化适量的焊料。焊锡丝应从烙铁头侧面加入,而不是直接加在烙铁头上。
焊点冷却后,用斜口钳子将元器件的管脚剪掉,剪去管脚的长度依(结构图)的要求而定。
40W烙铁的烙铁温度范围:350℃±50℃使 用 工 具
版 次
1
共5页/第2页贴片元器件焊接
作 业 内 容
文件编号
焊接时﹐先将烙铁头呈45℃角放在被焊物体上﹐再将锡丝放在烙铁头上。待锡完全自然覆盖焊接组件脚上(时间3秒左右)。
无锡凯绎科技有限公司
手工焊接作业指导书
12
工序号:1、2、3、4、5
通孔元器件焊接
作 业 内 容
?
操作者按接插原则:先小后大、先轻后重、先低后高、先里后外将元器插入PCB板相应的焊盘孔内;插装到位后用镊子将穿过孔的引脚向内折弯,以免元器件掉出,然后进行焊接操作。
文件编号版 次
1
共5页/第3页