换向火花等级表
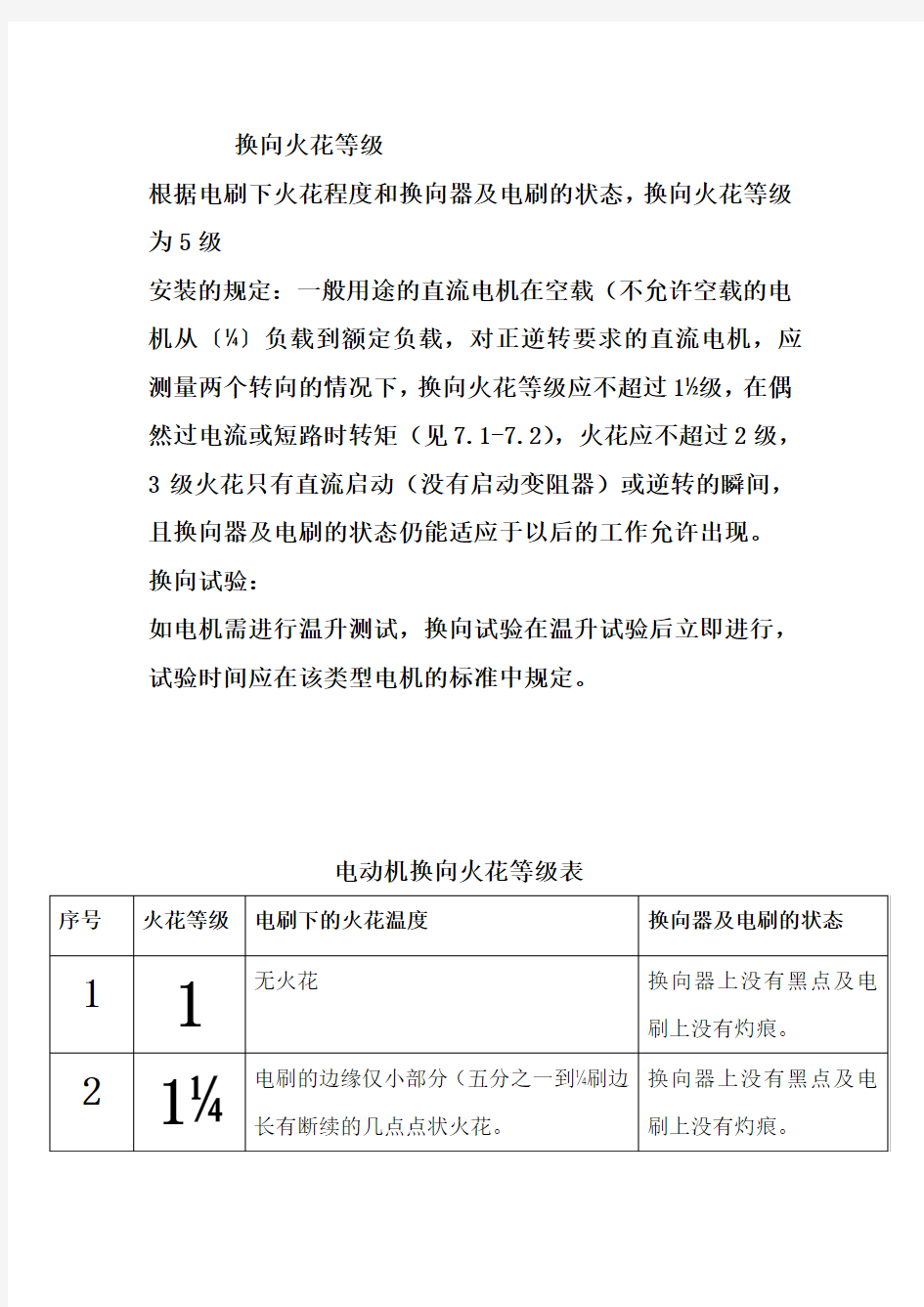
换向火花等级
根据电刷下火花程度和换向器及电刷的状态,换向火花等级为5级
安装的规定:一般用途的直流电机在空载(不允许空载的电机从〔?〕负载到额定负载,对正逆转要求的直流电机,应测量两个转向的情况下,换向火花等级应不超过1?级,在偶然过电流或短路时转矩(见7.1-7.2),火花应不超过2级,3级火花只有直流启动(没有启动变阻器)或逆转的瞬间,且换向器及电刷的状态仍能适应于以后的工作允许出现。
换向试验:
如电机需进行温升测试,换向试验在温升试验后立即进行,试验时间应在该类型电机的标准中规定。
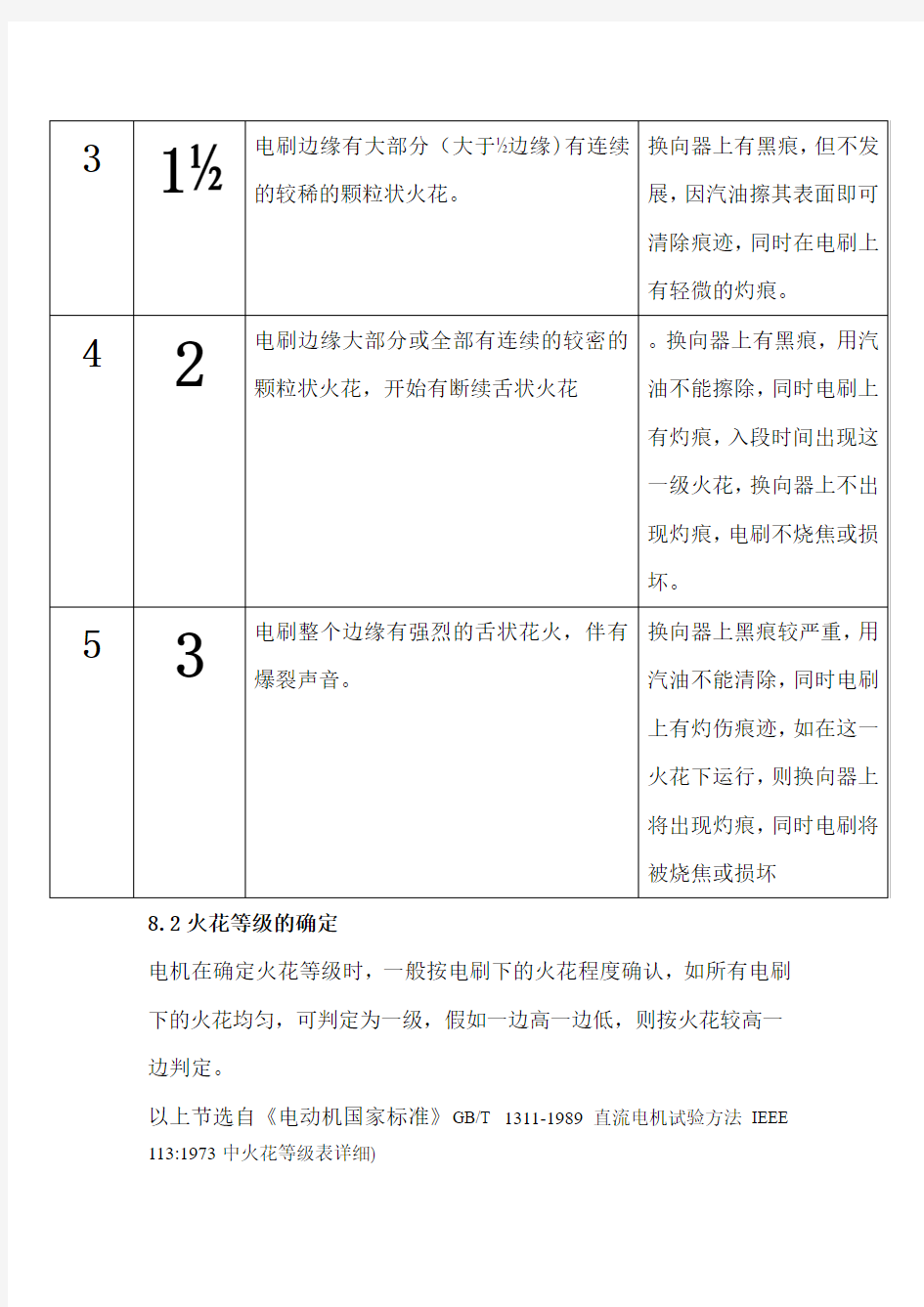
电动机换向火花等级表
8.2火花等级的确定
电机在确定火花等级时,一般按电刷下的火花程度确认,如所有电刷下的火花均匀,可判定为一级,假如一边高一边低,则按火花较高一边判定。
以上节选自《电动机国家标准》GB/T 1311-1989直流电机试验方法IEEE 113:1973中火花等级表详细)
国内摩托车火花塞对应型号
国内摩托车火花塞对应型号 THREAD SXC BOSCH CHAMPION NGK SIZE REACH 10mm 12.7mm 1/2" A6T A7TC UR3AS UR2AS Z10 Z8 C6HSA C7HSA 12mm 19mm 3/4" D7 D8TC D8RTC X5DC X4DC XR4DC A10 A8 A6 RA6 D7EA D8EA DR8EA 14mm 9.5mm 3/8" G3TC G6 L7T W9F W8EC WS7F J14Y J7 CJ8Y BP4S B6S BPM6A 11mm 7/16" H5 H7T Z4C Z8C M5 M7 WS8E WS5E H10 H8 CJ11 CJ8 CJ6 CJ4 B4L BP6L BM6A BM7A 12.7mm 1/2" E5C E6C E7C E5T E6TC E7TC E7RTC W8AC W7AC W4AC W8BC W7BC W6BC WR6BC L9G L7 L5 L95YC L92YC L87YC L82YC RL82YC B5HS B6HS B7HS BP4HS BP5HS BP6HS BP7HS BPR7HS 19mm 3/4" F5C F6C F7C F5TC F6TC F7TC F7RTC F7TJC W8CC W7CC W5CC W9DC W8DC W7DC WR7DC W7DTC N6 N4 N3 N14YC N13YC N12YC N11YC N10YC N9YC RN9YC N10BYC B5ES B6ES B7ES BP4ES BP5ES BP5ES BP6ES BP7ES BPR6ES BP5ET 19mm 3/4" Hex 16mm K6TC K7TC K6RTC F8DC F7DC FR8DC C10YC C9YC RC12YC BCP5ES BCP6ES BCPR5ES 18mm 10.9mm Hex 20.8mm T4T T5RTC D9BC DR8BC F11Y RF9YC AP5FS APR6FS
表面处理技术简介
手机常用工艺简介 作者:杨波发表人:中国手机研发网添加日期:2007-9-19手机常用工艺简介 一、金属装饰件的类型及工艺 随着消费者审美标准的提高,以及手机工艺的快速发展,为了丰富手机外观颜色搭配和提升质感 的表达效果,越来越多的各种类型的手机装饰件被应用于手机上。大致分为电铸件、铝装饰件、不锈 钢装饰件、粉末冶金件、水晶标牌、钻石及人造宝石等几类。 电铸件: (一)特点 金属感强,档次高,耐磨性好。能进行超精密加工、容易加工出形状复杂的零件;零件和模具一体。(二)工艺 刻模具(材料铜,钢,镍),也称为原始模具。模具与零件反型。采用立体雕刻机或者精密 CNC 加工。将原始模具放置到电解槽中镀镍,厚度由电解时间和电流大小决定,得到的模具和零件一样。 将电镀出的零件剥离,作为模具再镀 10~12 小时,得到的模型与零件反型,此为一级模一级模再电镀一次,称为二级模,进行微处理后,得到的模具和零件一样。二级模处理成为三级模,与零件反型。 三级模处理成为四级模,与零件一样,样件是 2~5 件。在四级模的基础上复制成凸模,再复制成凹模,循环复制,把所有的凹模连板焊接成为模具。电铸出的产品用切割机切割成产品。一张模具的使用寿 命不超过 10 次就需要报废。(在前面几级模具中,每一套都要进行微处理,处理成光面和麻面两种效果;光面用砂纸或抛光机抛光,麻面则可采用喷砂、腐蚀、电火花等工艺。) (三)表面处理及效果 镭射效果:镭射雕刻的图案一般是凹进去,其七彩效果是靠表面的细碎面进行光的反射达到的。 雕刻深度不超过 3mm,拔模在 10 度以上。夏新手机上的龙和蝴蝶是镭射雕刻,图案一般凹进去,镭 射的面很细微,容易磨损,一般做凹进去的效果,凸出来容易磨损掉。镭射加工,类似防伪标记, 但防伪标记达不到这种装饰件效果。 颜色效果:银色,为本色;黄色,镀金;黑珍珠色,镀黑珍珠镍。电铸件只能镀出三种颜色:银 色、金色、黑色。其它色只能通过后期喷涂达到 (四)设计要点 浮雕或隆起部分边缘处应留有拔模斜度,最小为10°,随产品高度增加,拔模斜度也相应增大。 字体的拔模斜度应在15°以上。铭牌的理想高度在3mm 以下,浮雕或凸起部分在0. 4~0.7mm 间。字 体的高度或深度不超过0.3mm。若采用镭射效果则高度或深度不超过0.2mm,最佳高度或深度为 0.1mm。板材的平均厚度为0.2±0.05,若产品超过此高度则应做成中空结构,并允许产品高度有 0.05mm 的误差;由于板材厚度是均匀结构,产品表面的凸起或凹陷部分背面也有相应变化。产品的 外型轮廓使用冲床加工,为防止冲偏伤到产品或产品冲切变形,其外缘切边宽度平均为0.07mm,尽 量保证冲切部分在同一平面或尽量小的弧度上,避免用力集中而造成产品变形。冲切是只能在垂直产 品的方向作业。铭牌表面效果,可采用磨砂面、拉丝面、光面、镭射面相结合的方式。光面多用于图 案或者产品的边缘,产品表面应该避免大面积的光面,否则易造成划伤;磨砂面和拉丝面多用于铭牌 底面,粗细可进行调整;在实际的生产中,磨砂面的产品要比拉丝面的产品不良率低,但是开发周期 长一些。镭射面多用于字体和图案,也可用于产品底面。若产品表面需要喷漆处理,应该提供金属漆 的色样。由于工艺的限制,应允许最终成品的颜色与色样有轻微的差异若铭牌装配时为嵌入的结构, 请提供机壳的正确尺寸及实样。若铭牌的尺寸过大过高,应在机壳上相应的部位加上支撑结构。 铝装饰件 (一)特点 效果及颜色多样化 (二)工艺 铝板拉丝
碳刷的火花产生的原因和排除的方法
碳刷的火花产生的原因和排除的方法 本文转载自湘电集团有限公司https://www.360docs.net/doc/1712038663.html,/ 碳刷磨损到一定程度要更换新的电刷,碳刷最好一次全部更换,如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换碳刷,势必影响生产,可以选择不停机,我们通常建议客户的做法是每次更换20%的碳刷(即每台电机的每个刷杆的20%),每次间隔时间为1-2周,待磨合再逐步更换其余电刷,以保证机组的正常连续运行。 导致原因处理方法 a 附加极调整不良----------用分流或调整附加极气隙,或改换电刷型号。 b 云母突出-------------下刻云母或使用磨蚀性较大的电刷 c 换向器升高片连接处断开------重新焊接 d 碳刷位置不正确----------调整刷握至正确位置 e 刷握的间距或排列不匀-------纠正刷握的间距和排列 f 换向器或集电环偏心---------最好在额定转速下车削或重新研磨 g 换向器松动,换向片有高低------紧固一下,车削或重新研磨 h 换向片有油污------------清扫换向片和密封轴承 i 碳刷粘附或滞留在刷握里--------检查电刷尺寸是否正确,清扫电刷和刷握除去任何毛刺 j 碳刷磨合不佳-------------磨合电刷 k 碳刷型号不适合电机 关于电刷的颤震 原因处理方法
a 换向片或云母突出-----------紧固换向器,下刻云母 b 刷握离开换向器或离集电环太远-----调整刷握至换向器的距离为2毫米 c 换向器或集电环椭圆----------车削或重新研磨换向器或集电环 d 刷握安装松动-------------安装紧固片 e 碳刷在刷握内太松-----------如果刷握磨耗,需更换新的 f 碳刷型号不合适 关于电刷磨损不均匀的问题 故障处理方法 a. 电机过载---------------降低和限制电机负荷 b. 换向器或集电环上有油污--------清扫换向器或集电环 c. 碳刷和刷杆间的电阻不均等-------清扫和紧固连接处 e. 碳刷接触面有磨蚀粒子---------重新磨合和清扫电刷表面 f. 电流分配不均匀------------调整电刷压力 g. 碳刷型号混用-------------只可安装一种型号的碳刷
造成碳刷磨损产生火花的几个原因解析
造成碳刷磨损的几个原因解析 碳刷比较容易磨损,是很多电机使用者都知道的事情。因此,看碳刷的磨损率就能决定碳刷的质量性能的好坏。而决定碳刷的使用寿命的重要依据也是碳刷的磨损率。磨损率越小,则表明碳刷的使用寿命越长。那么,造成碳刷磨损的原因都有哪些呢?我们来了解一下。 滑环表面的光洁度。滑环表面的光洁度越高,其摩擦系数越小,碳刷的磨损率就越低。另外,滑环的表面上有1层氧化膜,对降低磨擦系数,减少碳刷的磨损也是很有利的。压簧压力的影响。压簧压力过大,会造成碳刷的机械磨损增大;同时候压簧压力过小,虽然碳刷与滑环间摩擦小了,但接触不良容易产生火花,同样不可取。电流的影响。一般,对于石墨碳刷,正极碳刷流过的电流要比负极碳刷流过的电流要大,因而正极碳刷磨损要比负极碳刷磨损大。且正极滑环的磨损要多于负极滑环,故每次机组大修,需将碳刷正负极性电缆头进行调整。碳刷的材质影响。不同厂家、不同型号的碳刷的成分构造不同,磨损率也不同。选择同一种碳刷可以减少碳刷自身磨损率的不均衡。所以,在选择碳刷的时候,一定要选择正规厂家生产的碳刷,且在使用时及时对碳刷进行维护和保养都是可以减小碳刷的磨损率的。 更换碳刷时需要注意的细节分析 更换碳刷相对来说还是危险性比较高的一项工作,很多工作人员在更换碳刷的时候造成对身体的伤害者也不在少数,因此,在进行更换碳刷 的时候,要注意一些什么样的细节呢?怎样判断碳刷是否需要更换呢? 碳刷严重磨损没有具体的时间限制,差不多是整体的三分之一;损坏严重,是由于碳刷的质量差和碳刷使用过程中温度高造成,在使用的过程中还有很对的情况是需要跟换碳刷的碳刷有很多的更换方法,也有很多要注意的事项。在更换碳刷时需要二个人同时进行,可是两个人又不能同时工作需要一个人监督一个人进行操作。工作中工作人员防止导体的接触,在更换的过程中要站在绝缘垫上。在更换碳刷时不要同时进行多块碳刷的更换,一个一个进行。更换碳刷是还要更换原型号的碳刷,要保证和换下俩的碳刷是一致的。每次更换的碳刷每级是不能超过3块的。工作也要细心仔细特备的注意在更换的过程中不要碰到正在转动的部件,所以工作人员要在工作的时候扣紧袖口,设备是有容易被挂住的地方,防止伤到工作人员,在工作的时候需要戴上绝缘手套,最好员工戴有安全帽。因此,在更换碳刷时,工作人员一定要注意自身的安全,确保安全的情况下再进行碳刷的更换。 电机的碳刷磨损快火花的问题
博世火花塞总汇--型号说明、应用对照表(部分)
【火花塞型号及标识说明】火花塞应根据发动机厂家规定的适用型号选择安装,方能发挥其最佳工作特性。 例一:B①P②5③E④S⑤-11⑥ ①【螺丝直径】——火花塞的型号按照螺丝直径,适用于不同的发动机缸体。分为:A——18m m B——14m m C——12m m D——10m m E——8m m B C——14m m(六角对边为16.0m m)D C——12m m(六角对边为16.0m m)
②【内部构造特征】——应当与发动机正常工作要求规定数据相符。K——按照国际规格(ISO)尺寸制造的产品,从火花塞密封圈面到终端螺丝帽的长度比B C P型号短2.5m m P——绝缘体凸型R——电阻U——半沿面或沿面放电型 ③【热值】——由发动机长期工作保持的运转转速的工作条件相符。转速较低的发动机,要求热值度越低;转速越高的发动机,要求冷却热值越高。普通家用小型车,通常在5~7度之间选择。2——易热型4——↑5——↑6——○7——↓8——↓
10——↓11——↓12——冷却型 ④【螺纹长度】——外形应当与发动机安装要求相符,长度选择错误,点火的最佳点则被改变,效率降低。E——19.0m m H——12.7m m F——圆锥形密封圈A-F——10.9m m B-F——11.2m m B-E F——17.5m m B M-F——7.8m m ⑤【外部构造特征】——不同的发动机,要求不同的最佳构造特征,以期得到最佳配合。S——标准型
Y——中心电极V——V字形切口中心电极I X——I X型火花塞V X——V X型火花塞K——外侧两极电极T——外侧三极电极M——外侧两极电极(转子发动机专用)Q——外侧四极电极(转子发动机专用)B——C V C C发动机专用J——两极斜放电极A——特殊规格C——斜放电极P——白金片式电极U——半沿面型
铱金火花塞参数对照表
NGK—DENSO火花塞规格(换装对照表) 一. NGK 和DENSO 火花塞规格 NGK型号编制:(1)—(2)—(3)—(4)—(5) (1)、螺纹公径: B—14mm、六角对边20.6mm C—10mm、六角对边16mm D—12mm、六角对边18mm (2)、火花塞类型:P—绝缘体突出型 L—短座型 R—带阻尼电阻型 S—屏蔽型 (3)、热值:热←————————————————→冷 2、4、6、7、8、(8.5)、9、(9.5)、10 (4)、螺纹长度:L—11.2mm H—12.7mm(赛车型12.5mm) E—19mm(赛车型18mm) 无标注—12mm(φ18mm)/9.5mm(φ14mm) (5)、使用特征:A—专用 B—本田专用 C—赛车专用 S—铜芯电极 W—钨电极 ?—其他使用及构造特征 例:BR9ES表示螺纹公径14mm、螺纹长度19mm、热值9、带阻尼电阻、铜芯电极型火花塞。DENSO型号编制:(1)—(2)—(3)—(4) (1)、螺纹公径:M—18mm、六角对边25.4mm W—14mm、六角对边20.6mm X—12mm、六角对边18mm U—10mm、六角对边16mm (2)、热值:热←—————————————————————————冷 4、9、14、16、17、20、22、24、2 5、27、29、31、34、37 (3)、螺纹长度:E—19mm F—12.7mm L—11.2mm 无标注—12mm(φ18mm)/9.5mm(φ14mm) (4)、火花塞类型:P—绝缘体突出型 L—短座型 S—普通型 R—带阻尼电阻型 N—赛车型 M—小型 U—U型槽电极型 ?—其他使用及构造特征 例:W24ER表示螺纹公径14mm、螺纹长度12.7mm、热值24、带阻尼电阻型火花塞。
浅谈励磁机电刷火花的产生原因及解决方法
励磁机电刷火花的产生原因及解决方法 单位:北京东方石油化工有限公司东方化工厂作者:李常英
摘要 发电机作为东方的重要利润增长点,同时为生产设备的运行起到了重要的保障作用。励磁机是与同步发电机同轴旋转的直流发电机。直流发电机发出的电给同步发电机提供励磁。励磁机在运转时,在电刷和换向器之间很难完全避免火花的产生,产生火花的原因有电磁、机械和化学等因素。在一定程度内,火花并不影响电机的正常运行工作,若无法消除可允许其存在,如果所发生的火花大于某一程度,尤其是放电性的红色电弧火花,会加速电刷与换向器的磨损,甚至励磁机损坏,必须及时检查纠正。如果能够减小励磁机转子片间直流电阻,尽量避免励磁机直流电阻增大而引起的电刷火花现象的发生,则能够有效地延长电刷使用周期,减小电网波动,提供稳定,优质的电能。 关键词:励磁机,换向器,火花,转子直流。
励磁机转子换向器片间直流电阻增大引起的电刷火花所谓“励磁机”,是与同步发电机同轴旋转的直流发电机。直流发电机发出的电供给同步发电机转子励磁电流,这种励磁方式,是同步发电机中最老而现在仍广泛使用的同轴电机励磁方式。同步发电机在正常运行中或事故状态下,都需要调节励磁电流以达到调节发电机电压与无功功率的目的,并维持与之并联运行发电机的稳定性。励磁机在运转时,在电刷和换向器之间很难完全避免火花的产生,产生火花的原因有电磁、机械和化学等因素。在一定程度内,火花并不影响电机的正常运行工作,若无法消除可允许其存在,如果所发生的火花大于某一程度,尤其是放电性的红色电弧火花,会加速电刷与换向器的磨损,甚至励磁机损坏,必须及时检查纠正。要维护好励磁机电刷的火花并非一件容易的事情,从我厂的发电机组运行情况来看,励磁机电刷的火花一直在困扰着我们,而无法得到有效的解决,究其原因,有以下几个方面: 1.从污水处理站发出的硫化氢气体,对铜导体污染腐蚀严 重。 2.励磁机生产制造厂家产品工艺技术有缺陷。 3.发电机组与锅炉、煤场距离较近,粉尘大。 一、励磁机电刷火花原因分析
电刷火花
电刷火花 1、附加极调整不良。用分流或调整附加极气隙,或改换电刷型号。 2、云母突出。下刻云母或使用腐蚀性较大的电刷。 3、换向器升高片连接处断开。重新焊接。 4、电刷位置不正确。调整刷握至正确位置。 5、刷握的间距或排列不匀。纠正刷握的间距和排列。 6、换向器或集电环偏心。最好在额定转速下车削或重新研磨。 7、换向器松动,换向片有高低。紧固换向器,车削或重新研磨换向器。 8、换向片有油污。清扫换向片和密封轴承。 9、电刷粘附或滞留在刷握里。检查电刷的尺寸是否正确,清扫电刷和刷握;并去除任何毛刺。 10、电刷磨合不佳。按我们所推荐的方法磨合电刷。 11、电刷型号不适应电机和工况。询问电碳厂。 电刷颤震 1、换向片或云母突出。紧固换向器,下刻云母,车削或重新研磨换向器。 2、云母突出。不刻云母或使用磨蚀性较大的电刷。 3、换向器或集电环椭圆。车削或重新研磨换向器或集电环。 4、刷握安装松动。安装紧固片或询问电机制造厂。 5、电刷在刷握内太松。如果刷握磨耗,则更换新的,并订购标准尺寸的电刷。 6、电刷型号不合适。改换电刷型号并询问我厂。 电刷磨损不均匀 1、电机过载。降低和限制电机负荷。 2、换向器或集电环上有油污。清扫换向器或集电环。 3、电刷和刷杆间的电阻不均等。清扫和紧固连接处。
4、电刷接触面有磨蚀粒子。重新磨合和清扫电刷表面。 5、电流分配不均匀。调整电刷压力。 6、电刷型号混用。只可安装一种型号的电刷。 电刷和刷握过热 1、电机过载。降低和限制电机负荷。 2、电刷和刷杆间的电阻不均等。清扫和紧固连接处。 3、电枢绕组或均压线连接处有故障。找出并消除故障或询问电机制造厂。 4、电流分配不均匀。调整电刷压力。 5、接头连接处松动或脏。清扫接头和接线板,紧固螺栓。 电刷边角碎裂或刷体破损 1、外界原因引起的震动,如在锻锤机附近等。找出并消除震动源,或安装避震器。 2、云母突出。下刻云母或使用磨蚀性较好的电刷。 3、换向器松动。紧固换向器。 4、刷握离开换向器或集电环太高。调整刷握至换向器的距离为2毫米。 5、电刷在刷握里太松。如果刷握磨耗,则更换新的,并订购标准尺寸的电刷。 6、电刷型号不合适。改换电刷型号并询问我厂。 不能形成氧化膜 1、换向或集电环上有油污。清扫换向器或集电环。 2、内部引起的震动,即不平衡等。平衡电枢各检查轴承的磨损情况。 3、电刷接触面有磨蚀粒子。重新磨合和清扫电刷表面。 4、云母突出。下刻云母。 5、大气中有尘埃或酸雾。尽可能消除根源或加装过滤器。
电机火花标准
电机国家标准GB755-87规定的火花等级如下表 火花等级电刷下火花程度换向器及电刷状态 1 无火花换向器上没有黑痕及电刷没有灼痕 1—1/4 电刷边缘大部分有点状火花(约1/5至1/4刷边只有断续几点) 1—1/2 电刷边缘大部分(大于1/2刷边)有连续的较稀的颗状火花换向器少年宫有黑痕,但不发展,用汽油擦其表面即能消失,同时在电刷表面有轻微灼痕 2 电刷边缘全部或大部分有连续的,较密的颗粒火花,开始有断续的舌状火花换向器上有黑痕,用汽油不能擦除,同时电刷上有灼痕,如短时出现这一火花,换向器上不出现灼痕,电刷不烧焦或损坏 3 电刷整个边缘有强烈的舌状火花,伴与爆裂的声音换向器黑痕较严重,用汽油不能擦除,同时电刷上有灼痕。如在这一火花等级下短时运行,则换向器将出现灼痕,同时电刷将被烧焦或损坏 可以看出,GB755-87标准规定的火花等级,是用两种方法加以判别的,一是电刷下火花特征,即火花大小、亮度和密集程度;二是火花对换向器表面和电刷的损害程度。 在上述火花等级标准中可以看出,1级和1—1/4级是无害火花,1—1/2级火花虽然在换向器和电刷表面产生轻微灼痕,但仍允许长期运行,不致造成对电机的威胁,2级火花的电弧能量较大,会造成对换向器和电刷的灼伤,只允许在过载时短时出现,3级火花是危险火花,它能导致环火事故,不允许经常出现。 关于换向火花允许等级,国内各制造厂和使用单位,通常规定如下;从空载到额定负载,换向火花应不大于1—1/2级;在最大工作过载时,换向火花不应大于2级,这种规定实际上是认为1—1/2级以下的火花为无害火花,因此允许电机长期连续运行,2级火花是有害火花,只允许在过载时短时出现,3级火花则是十分危险的,有可能导致环火,不允许经常出现。 当支流电机采用晶闸管供电时,换向火花通常会比电池或机组供电大一些,原因是晶闸管供电电动机火花中含有交流分量,用眼睛观察到火花亮度虽然大一些但是实际上其电弧能量较小。
火花塞对照表
厂家车种车型发动机型式电装火花塞IRIDIUM POWER IRIDIUM TOUGH 花冠COROLLA 1.8L ZZE1221ZZFE K16R-U11IK16VK16卡罗拉COROLLA 1.6JL AT 2ZR-FE SC20HR11--花冠(旧)COROLLA EF100L/105L 4A QJ16AR-U IQ16VQ16厂家车种车型发动机型式电装火花塞IRIDIUM POWER IRIDIUM TOUGH 花冠(旧)COROLLA EF100L/105L 4A QJ16AR-U IQ16VQ16VCV103VZ-FE PQ20R IQ20VQ20SXV105S-FE PK20R11IK20VK20ACV3#1/2AZ-FE SK20R11IK20VK20凌志 IS200GXE101GFE SK20R11IK20VK20凌志 LS430UCF303UZFE SK20R11IK20VK20凌志 LS400UCF10,201UZ-FE PK20R11IK20VK20凌志 ES300VCV103VZ-FE PQ20R IQ20VQ20赛利卡CELICA ZZT2312ZZGE SK20R11IK20VK20RAV 4ACA2#1AZFE SK20R11IK20VK20亚洲龙AVALON MCX101MZFE PK20TR11IK20VK20YS132L 4Y W16EXR-U IW16VW16YS1203Y W16EXR-U IW16VW16MS122/1205M W16EXR-U IW16VW16JZS1332JZ-GE PK20R11IK20VK20PB20L 22R W16EXR-U IW16VW16RZB40/RZB503RZ-F K16R-U IK16VK16TCR10,202TZ-FE PK16R11IK16VK16ACR302AZ-FE SK20R11IK20VK203.4L VX 5VZ-FE K16TR11IK16VK162.7L GX 3RZ-F K16R-U IK16VK16FZJ100L 45001FZ-FE K16TR11IK16VK16UZJ100L 47002UZ-FE K20R-U IK20VK204.0L GRJ120L 1GR-FE K20HR-U11IKH20VKH202.7L TRJ120L 2TR-FE SK20HR11IKH20VKH20海狮HIACE 2.7L THR213L/223L 2TR-FE SK20HR11IKH20VKH20柯斯达COASTER 2.7L RZB54L 3RZ K16R-U IK16VK162.5L V6FK20HBR11--3.0L V6FK20HBR11--皇冠CROWN 3.0L GRS182L 3GR FK20HR11--威驰VIOS 1.3/1.5L AXP428A-FE/5A-FE K16R-U IK16VK16花冠COROLLA 1.8L ZZE1221ZZFE K16R-U11IK16VK16 陆地巡洋舰LAND CRUISER 霸道PRADO 锐志佳美CAMRY 皇冠CROWN 考斯特COASTER 大霸王PREVIA 霸道PRADO 丰田TOYOTA 四川丰田 天津一汽丰田
电火花表面强化
第一章电火花表面强化技术电火花表面强化理论最早由前苏联学者拉扎连科于1943年提出。随后在1950年,苏联中央电气科学研究院成功研制出了уир系列电火花表面强化机,使该技术得以在工业上得到应用。到了19世纪60年代中期,电火花技术在我国开始推广应用。如今电火花强化技术已经广泛应用于航空航天、能源、军事、电力、医疗等众多领域。 1.1电火花表面强化原理 电火花表面强化技术,也称为电火花沉积,电火花合金化等,它是一种表面处理技术,其原理是通过电火花放电将电极材料熔渗到工件表层,并与表层金属发生合金化作用,以得到结合牢固的强化层。如图1-1为电火花强化表面原理示意图。在工具电极和工件之间接上直流或交流电源,在振动器的作用下,电极与工件之间的距离周期性地发生变化,当两者之间距离很小时,空气被击穿并产生电火花,使电极和工件表面局部区域熔化,形成强化层。 1-1电火花表面强化原理示意图
图1-2为电火花强化过程示意图。如图可知电火花强化过程可分为三个阶段,即工具电极远离工件,工具电极与工件之间的距离达到火花放电的临界值,以及工具电极与工件接触短路。当工具电极与工件之间距离较大时[如图1-2(a)],电源将经过电阻R对电容C进行充电,此时无电火花产生。在振动器的作用下,工具电极逐渐向工件表面靠近,当二者之间间隙达到一个临界值时[如图1-2(b)],将发生火花放电。此时产生的热量使工具电极和工件局部区域开始熔化甚至气化,并伴随发生一系列复杂的化学反应。当工具电极继续向工件靠近并接触时[如图1-2(c)],火花放电停止,从工具电极与工件接触点流过的短路电流,使该处持续加热。由于振动器的下压,此时接触点还受到来自工具电极的压力,这有利于熔化了的材料之间相互粘结 图1-2 电火花强化过程示意图 ,扩散,进而形成合金以及新的化合物。当振动器向上运动时,将带动工具电极离开工件表面[如图1-2(d)]。由于火花放电热影响区很小,故当工具电极离开工件后,工件的放电部位快速冷却。这样经多次放电后,并相应地移动电极的位置,就可以在工件表面形成结合牢固的强化层。
直流电机火花等级、电刷
绝缘等级: 电机的绝缘等级就是绝缘材料耐温能力高低等级。 目前国内常用的绝缘等级为B、F、H级,耐热温度分别为130℃、155℃、180℃, 当电机长期处于最高允许温度之下时绝缘材料一般有15-20年寿命。 换向 电机的换向是一个复杂的物理和电化学过程,换向火花是直流电机换向不良的最明显的标志,轻微的火花不会对电机运行造成危害,但有害火花会破坏电刷和换向器的滑动接触,烧伤电刷镜面和氧化膜,使两者磨损剧增,造成换向恶性循环,构成对直流电机运行的威胁。 换向火花在实际是电刷和换向片脱离接触时换向元件中释放的电磁能量,根据换向火花的危害程度划分了换向火花的等级标准。 在日常应用中用两种方法来判别:1.火花特征 2.火花对换向器表面和电刷的损害程度 电机火花的允许等级:空载带额度换向火花不大于11/2级 最大过载时换向火花不大于2级 11/2级火花是无害火花,允许长期连续运行 2级火花是有害火花,只允许过载时出现 换向火花产生的因素很多,可归结为: 1.电磁原因---换向元件内的电抗电势和换向电势的合成不等于零,使 元件内的电磁能以火花的形式释放 2.机械原因---换向器工作面的状态不良,主要表现为:换向器凸片和 变形、电枢平衡不好、运行时振动、片间云母凸出、电刷材质及压
力不合适、电刷刷握间隙不合适、电刷刷握工作不良等 3.电机负载和周围环境---电机过载、冲击性负载、电流变化率过高、 湿度太低、有害气体、含尘量过高将造成氧化膜平衡破坏,无法保持正常的滑动接触而产生火花。 火花等级分类
电刷(导电滑动接触体)
D1---- 石墨基电化石墨电刷 D2----- 焦碳基电化石墨电刷 D3----- 焦碳基电化石墨电刷 M、N 表示浸有各类有机浸渍剂的符号 B------- 变型符号 接触压降一般:2—3.5V;摩擦系数:0.25;50小时磨损量:0.15mm;单位压力:200-400 g/cm;电流密度:10-12 A/cm 电刷常见故障
整流子和滑环上电刷产生火花的原因及消除办法
整流子和滑环上电刷产生火花的原因及消除办法 QF-6-2型发电机是我厂非常重要的节能环保装置,年发电量约三千万度,为工厂节约电费近一千五百万元。发电机的安全、稳定运行对我厂利润指标的完成有着非常重要的意义。 励磁系统的主要作用供给同步发电机励磁绕组直流电源,它的正常运行对发电机可靠的发供电起着重要的作用,它对同步发电机的作用主要是: (1)调节励磁,可以维持电压恒定。 (2)可以使各台机组无功功率合理分配。 (3)采用完善的励磁系统及其自动调节装置,可以提高输送功率极限,扩大静态稳定运行的范围。 (4)在发生短路时,强行励磁又有利于提高动态稳定能力。(5)在暂态过程中,同步发电机的行为在很大程度上取决于励磁系统的性能。 我厂QF-6-2型发电机采用的是ZLG-45型同轴直流励磁机提供直流电源。直流发电机供电的励磁方式,目前在中小型发电机组上仍广泛应用,这种励磁方式有着独立、稳定、励磁响应速度较快的特点,但由于存在换相器(即整流子)和电刷,所以维护工作量较大,可靠性较差。尤其是整流子和滑环上电刷火花的产生,对励磁系统的稳定运行造成非常大的影响,如何消除电刷下的火花,一直是一个老大难问题。在电力生产企业,每年都会出现多起因整流子或滑环上电刷故障引发的停机事故,给企业造成较大的经济损失。因此对励磁系统进
行经常的检查、维护是十分必要的,运行人员
应按照运行规程要求的项目,认真进行工作。下面,我结合自己多年的实践工作经验,就整流子和滑环上电刷产生火花的原因和消除办法作一详尽论述。 一、对火花的认识 整流子和滑环上电刷产生火花的原因很多,归纳起来有电磁性原因、机械性原因、化学性原因等。在正常情况下电刷下有微弱的火花并无危害,这是不可避免的。但如果火花范围大和程度剧烈,将会灼伤整流子、滑环和电刷,甚至会使励磁机、发电机无法正常运行。关于火花强弱程度和是否容许电机继续运行,应根据火花等级来判断(表1)。按照我国技术标准,电刷下火花可分为五级,电机正常运表1 行时,火花不应超过1又1/2级。短时过载,火花不应超过2级,3级火花是“危险的火花”。在发电机正常运行中,若电刷的滑出边常常出现较小的白色或天蓝色点状火花,且范围较小,这是没有危险的。如在较多的电刷下有浅黄色而又细长的火花时,表示换向不正确。如
NGK火花塞车型对照表
NGK火花塞车型对照表 NGK火花塞车型对照表 推荐铱合金IX火花推荐NGK火花塞推荐VX火花塞厂家车种车型塞波罗 1.4L SVW7144 PZFR5D-11 ——高尔 1.6L SVW7165BNi BPR5ES BPR5EVX BPR5EIX 1.8L SVW77183A/B BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 1.8L SVW7183D/F PFR6Q BKR6EVX BKR6EIX 帕萨特 2.0L BUR6ET BPR6EVX BPR6EIX 2.0L BUR6ET BPR6EVX BPR6EIX 2.0L ZFR5P-G —— 2.8L SVW7283HKI BKR6EKUB —— 上海大众 1.6L SVW716 BPR5ES BPR5EVX BPR5EIX 桑塔纳 1.8L SVW718 1.8L BP6ET BPR6EVX BPR6EIX 1.8L SVW7182 BKR5E BKR5EVX BKR5EIX 桑塔纳2000 1.8L 1.8L BPR5ES BPR5EVX BPR5EIX 1.8L 桑塔纳3000 1.8L BKR5E BKR5EVX BKR5EIX 1.8L 1.8T PFR6Q BKR6EVX BKR6EIX 途安 2.0L ZFR5P-G —— 1.8T A200 BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 1.8T A4 CVT PFR6Q BKR6EVX BKR6EIX
1.8L A6 BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 1.8T A6 PFR6Q BKR6EVX BKR6EIX 奥迪 2.4L A6 BKR6EKUB —— 2.4L/2.6L A200 BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 一汽大众 2.6L A100 BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 2.8L A6 BKR6EKUB —— 3.0L A4 AT BKR6EKUB ——开迪 1.6L BKR6E BKR6EVX BKR6EIX 1.8L BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 宝来 1.8T PFR6Q BKR6EVX BKR6EIX 1.6L BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 1.6L BKR6E BKR6EVX BKR6EIX 新宝来 1.8L BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 1.6L BKR6E BKR6EVX BKR6EIX 速腾 1.8L PFR6Q BKR6EVX BKR6EIX 1.6L BP6ET BPR6EVX BPR6EIX 1.6L BP6ET BPR6EVX BPR6EIX 捷特 1.6L FV7160 BKR6E BKR6EVX BKR6EIX 1.6L FV7160 BKR6E BKR6EVX BKR6EIX 1.6L BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 高尔夫 1.8L BKUR6ET-10 BKR6EVX-11 BKR6EIX-11 1.8T PFR6Q BKR6EVX BKR6EIX 2.5L V6 ITR4A15 ——别克(BUICK) 3.0L V6 ITR4A15 —— 3.0L GL8 ITR4A15 —— 1.6L SL BPR6EY BPR6EVX BPR6EIX 赛欧 1.6L SLX AT BPR6EY BPR6EVX BPR6EIX 凯越上海通用 1.6L&1.8L (EXCELLE)
电火花表面强化技术及其应用
电火花表面强化技术及其应用 摘要:电火花表面强化技术是一种具有独特优势的材料表面技术,其在机械零件表面改性和表面修复等方面具有广阔的应用前景。本文介绍了电火花表面强化技术的基本原理和特点、工艺的发展,总结了用于电火花表面强化的电极材料和其制备,研究了电火花表面强化设备的发展状况,阐述了电火花表面强化技术的国内外发展概况,分析了该技术在实际工程中的应用,指出了该技术今后的研究方向和发展趋势。 关键词:电火花;表面强化;强化工艺;应用 1 前言 随着工业现代化的发展,对各种装备零部件表面性能的要求越来越高。在高速、高温、高压、重载和腐蚀介质等条件下,零部件材料的破坏往往自表面开始,如磨损、腐蚀、高温氧化等,表面的局部破坏经常使整个零部件失效,最终导致整个装备的瘫痪。利用各种物理、化学或机械的工艺规程能够使零部件表面获得特殊的材料成分、组织结构和性能,提高产品质量[1]。表面工程是改善机械零件基体材料表面性能的一门工程技术学科。 统计结果表明,世界钢材的10%因腐蚀而损失,70%的机电产品因磨损和腐蚀而失效,在机电产品制造和使用中约三分之一的能源消耗于摩擦磨损。这些损失的关键在“表面”,磨损和腐蚀都从表面开始。因此,用一定的技术措施提高零部件材料表面性能,预防和减缓表面失效,是表面工程领域所要解决的关键问题。目前主要有几种表面处理的技术,如电火花表面强化、电镀、激光熔覆、等离子弧热喷焊及热喷涂等手段[2]。电火花强化技术具有强化层厚度深,与基体冶金结合性能好,耐磨性,抗腐蚀性、硬度、导热、导电性能都良好。其它几种处理技术存在不足,如电镀的涂层较薄,与基体的结合力差;激光熔覆的熔覆层虽然与基体的结合性能好,但设备成本高,熔覆层表面光洁度差;等离子弧热喷焊焊层与基体层冶金结合牢固,但热影响范围大;热喷涂的涂层对基体热影响小,但结合力小,抗磨粒磨损和冲蚀磨损性能差。相比以上各种技术的优缺点,本文旨在研究其中的电火花表面强化技术。电火花表面强化技术是利用瞬间的高能量脉冲电能,在电极与基体材料间形成高温、高压区域,并将电极材料熔涂到基体表面,形成满足物理、化学和机械性能要求的处理技术。这一技术在近几年来得到广泛认可,迄今为止,已在机械、航空航天、电力等领域得到广泛应用,取得了可观的经济效益。 2 电火花表面强化技术的基本原理与特点 电火花表面强化技术的基本原理是储能电源通过电极以10~2000Hz 的频率在电极与零部件之间产生火花放电,在10 ~10 s内电极与零部件接触的部位即达到5000~10000℃的高温,使该区域的局部材料熔化、气化或等离子体化,将电极材料高速过渡并扩散到工作表
电刷的维护保养
电刷的日常维护保养及更换 一、电刷种类 电刷的工艺,现在国内的电刷牌号按照成分来分,一般分为3种。 1、金属石墨类 该类电刷的主要材料是电解铜和石墨。根据使用需要有时也采用银粉(精密仪器上用的,非常贵)、铝粉等其他金属,这些电刷里面又有含黏结剂和不含黏结剂之分。这类电刷既有石墨的摩擦特性又有金属的高导电性,因此,适用于高负荷和换向要求不高的低电压电机。其圆周速度不超过30米/秒。 2、天然石墨类 天然石墨是该类电刷的主要原材料黏结剂采用沥青或树脂,经过烘焙或1000度烧结而成。这类电机有良好的润滑性能和集流性能。多数用于运行平稳的中小型直流电机和高速汽轮发电机集电环。 3、电化石墨类 主要成分是碳黑、焦碳和石墨等各种碳素粉末材料组成,经2500度高温处理,使转化为微晶型人造石墨。这类电刷具有优异的换向性和自润滑性能,广泛用于各类交直流电机不但寿命长,而且对换向器的磨损小。 二、我国电刷型号 1、天然石墨电刷:S3、S4、S5、S6B、S6M、S7、S26、S201、251、S253、S255、S270等; 2、电化石墨电刷:D104、D172、D172N/M、D202、D21 3、D21 4、D21 5、D252、D280、D308、D308L、D309、D374、D374B、D374D、D374N、D374F、D374S、D374L、D37 6、D376N、D376Y、D464F、D479等; 3、金属石墨电刷:J101、J102、J103、J105、J113、J151、J16 4、
J201、J203、J204、J205、J206、J213、J220、J252、J260、J265等。注:1、S代表天然石墨电刷,S后的数字为顺序号; 2、D代表电化石墨电刷,D后的第一位数字表示: 1- 代表石墨基(即原材料以石墨为基础); 2- 代表焦炭基(即原材料以焦炭为基础); 3- 代表炭黑基(即原材料以炭黑为基础); 4- 代表木炭基(即原材料以木炭为基础); 其余数字为顺序号。 3、J代表金属石墨电刷,J后第一位数字表示: 1- 代表无粘结剂电刷; 2- 代表有粘结剂电刷。 其余数字为顺序号。 4、字尾M、NM、L、N、F、S、Y分别表示刷体浸渍的不同有机物。 三、电刷型号的选择 对整个电机的运行稳定起很关键的作用,固定式直流电机原则如下: 1、平云母: 工业规格——————————————D308\D374L\D214 分马力———————————————D308\D374L\D214 2、下刻云母: 无附加极——————————————D214\D308\D374b 有附加极: 小型——10千瓦以下———————--D104\D214\D172 中型——小于500千瓦: 速度低于18米/秒———————---D172\D214
表面处理工艺
表面处理工艺 一、概述: 表面处理在基体材料表面上人工形成一层与基体的机械、物理和化学性能不同的表层的工艺方法,表面处理的目的是满足产品的耐蚀性、耐磨性、装饰或其他特种功能要求,表面处理的意义:能有效提高工件表面的硬度、耐磨性能和外观色彩等. 金属件,比较常用的表面处理方法是,机械打磨,化学处理,表面热处理,喷涂表面,这类表面处理保护产品外观,延长使用寿命,美化,装饰产品.包括:钢铁表面处理,铜及铜合金表面处理,铝及铝合金表面处理,各类钣金表面处理,金属材料的表面装饰等. 塑料产品的表面处理技术,比较多,第一类是通过改变模具表面来实现,比如化学腐蚀,改变模具表面的形态以获得所需的表面外观。包括:抛光,火花纹,化学蚀纹,喷沙,电镀.第二类是对塑胶产品后期进行处理,常用的办法有喷漆,丝印,喷涂,烫金,表面硬化,金属效果等,以获得丰富多彩的表面外观,满足消费者不同的需求. 表面处理随着现代技术的发展,处理方式已经非常丰富,现就我公司经常涉及到的金属钣金和塑料产品的表面处理进行简单的介绍,以便将来公司对每个系列的产品多样化时选用. 二、塑料产品表面处理: 1)模具表面处理 抛光,喷砂,皮纹和火花纹都属于模具表面处理范畴. 抛光:利用柔性抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工。抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的。 类型抛光材料抛光等级表面粗糙度 钻石抛光 (非常适合镀镍和镀铬)#1钻石膏,光学要求,高质量外观或者镜 片模具. #3钻石膏,镜面,良好脱模和外观. #1 0-1 #6钻石膏,镜面,良好脱模,外观无需高 光. #2 1-2 #15钻石膏,镜面2-3 砂纸抛光600目砂纸,光面#3 2-3
防爆等级详解
防爆等级 目录 防爆概念 危险区域的等级分类 防爆标志解析 防爆标准及选型 外壳防护等级(IP)代码 几种常见物质的爆炸特性 本安型传感电路的供电限制 EH仪表所遵循的主要防爆标准 防爆等级标准术语 防爆概念 1、爆炸必须具备的三个条件: (1)爆炸性物质(flammable air flammable dust):能与氧气(空气)反应的物质,包括气体、液体和固体。(气体:氢气,乙炔,甲烷等;液体:酒精,汽油;固体:粉尘,纤维粉尘等。) (2)空气或氧气(air or oxygen)。 (3)点燃源(source of ignition):包括明火、电气火花、机械火花、静电火花、高温、化学反应、光能等。 易爆物质:很多生产场所都会产生某些可燃性物质。煤矿井下约有三分之二的场所有存在爆炸性物质;化学工业中,约有80%以上的生产车间区域存在爆炸性物质。 氧气:空气中的氧气是无处不在的。 点燃源:在生产过程中大量使用电气仪表,各种磨擦的电火花、机械磨损火花、静电火花、高温等不可避免,尤其当仪表、电气发生故障时。 客观上很多工业现场满足爆炸条件。当爆炸性物质与氧气的混合浓度处于爆炸极限范围内时,若存在爆炸源,将会发生爆炸。因此采取防爆就显得很必要了。 2、防爆:防止爆炸的产生必从三个必要条件来考虑,限制了其中的一个必要条件,就限制了爆炸的产生。 在工业过程中,通常从下述三个方面着手对易燃易爆场合进行处理: (1)预防或最大限度地降低易燃物质泄漏的可能性; (2)不用或尽量少用易产生电火花的电所元件; (3)采取充氮气之类的方法维持惰性状态。 危险区域的等级分类
危险场所区域的含义,是对该地区实际存在危险可能性的量度,由此规定其可适用的防爆型式。 1、国际电工委员会/欧洲电工委员会划分的危险区域的等级分类 0区(Zone 0):易爆气体始终或长时间存在;连续地存在危险性大于1000小时/每年的区域; 1区(Zone 1):易燃气体在仪表的正当工作过程中有可能发生或存在;断续地存在危险性10~1000小时/每年的区域; 2区(Zone 2):一般情形下,不存在易燃气体且即使偶尔发生,基存在时间亦很短;事故状态下存在的危险性0.1~10小时/每年的区域; 中国划分的有效区域和以上相同。 2、易爆区域等级划分,国际标准与美国标准的对照比较 I.E.C. N.E.C. 气体Zone 0 Class I, Division I Zone 1 Class I, Division I Zone 2 Class I, Division II 粉尘Zone 10 Class II, Division I Zone 11 Class II, Division II I.E.C.:国际电工技术委员会(Internaional Electrotechnical Commission) N.E.C.:美国电气规程(National Electrical Code, U.S.A.) 防爆标志解析 1、气体组别 典型的危险性气体欧洲电工 标准化委员会 EN50014EC 北美 NEC500条款 CLASS1表气 中国 GB-3836-1 最小点燃能量 (微焦) 乙炔ⅡC A ⅡC 20 氢气ⅡC A ⅡC 20 乙烯ⅡB C ⅡB 60 丙烷ⅡA D ⅡA 180 注:中国GB3836标准规定ⅡC级最小点燃能量为19微焦耳,ⅡA级最小点燃能量为2 00微焦耳。 气体分组和点燃温度,在一定环境温度和压力下与可燃性气体和空气的混合浓度有关。 根据可能引爆的最小火花能量,我国和欧洲及世界上大部分国家和地区采用的国际电工委员会(IEC)标准将爆炸性气体分为四个危险等级: