混料罐的PLC控制
(三)工艺过程及控制流程:
1、工艺过程:SI4中液位有信号,按起动按钮S01,初始状态所有泵均关闭,进料泵1打开S07=1选配方1:进料泵1关进料泵2开进料 ,S07=0选配方2:进料泵1、2均开出料泵开、至中液位混料泵关泵1、2关,混料泵打开,延时3秒,混料泵关、出料泵开,SI1低液位有信号,此时出料泵失电完成一次循环。
2、控制流程:有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、 SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。
混料罐用于实现多种液体自动混合,每种液体的加入量由液面传感器控制,实验中液面传感器用霍尔传感器来模拟;液体的注入过程由装盘转动来模拟;启动、停止用动合按钮来实现;液体A阀门、液体B阀门、混合液阀门的打开与关闭以及搅匀电机的运行与停转用发光二极管的点亮与熄灭来模拟。
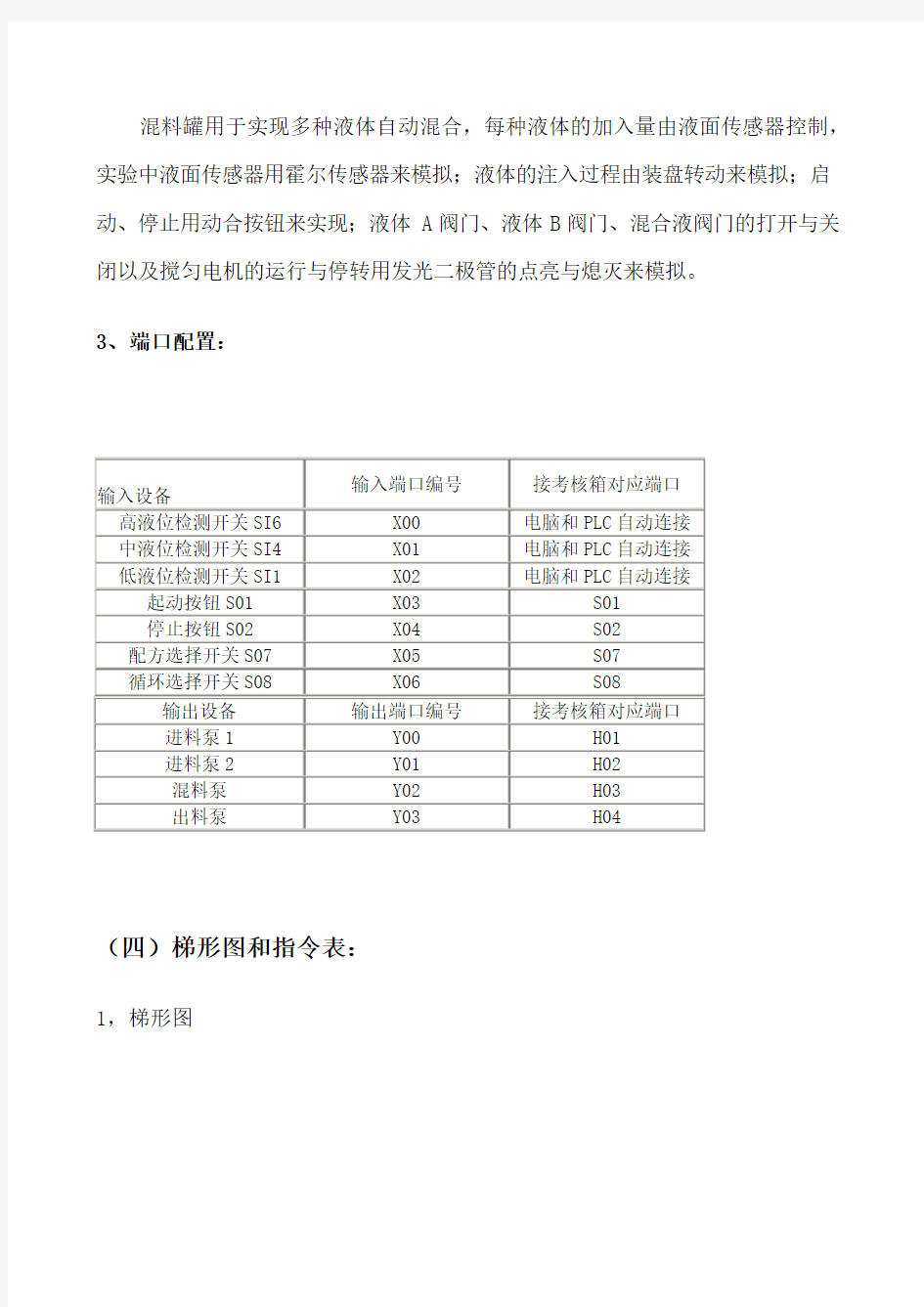
3、端口配置:
输入端口编号接考核箱对应端口
输入设备
高液位检测开关SI6 X00 电脑和PLC自动连接
中液位检测开关SI4 X01 电脑和PLC自动连接
低液位检测开关SI1 X02 电脑和PLC自动连接
起动按钮S01 X03 S01
停止按钮S02 X04 S02
配方选择开关S07 X05 S07
循环选择开关S08 X06 S08
输出设备输出端口编号接考核箱对应端口
进料泵1 Y00 H01
进料泵2 Y01 H02
混料泵Y02 H03
出料泵Y03 H04
(四)梯形图和指令表:
1,梯形图
2,指令表
(五)总结:
进入PLC程序,先开进料泵1,低液位报警出料泵关,进料泵1开,中液位报警进料泵1关,进料泵2开,高液位报警进料泵2关,混料泵开,3秒后,混
料泵关,出料泵开,运行PLC程序,进入WINDOWS,运行PLC辅助程序,点击“混料灌图标”,观察结果。有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。在操作面板设有一个混料配方选择开关S07,用于选择配方1或配方2。设有一个起动按钮S01,当按动S01后,混料罐就按给定的工艺流程开始运行。设有一个停止按钮S02作为流程的停运开关循环选择开关S08作为流程的连续循环与单次循环的选择开关。2、混料罐的工艺流程初始状态所有泵均关闭进料泵1打开S07=1选配方1:进料泵1关进料泵2开进料S07=0选配方2:进料泵1、2均开出料泵开、至中液位混料泵关泵1、2关,混料泵打开混料泵关、出料泵开为止,此时出料泵失电完成一次循环。A.混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环; B.混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行; C.连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止;按工艺要求画出控制流程图;写出梯形图程序或语句程序用FX2系列PLC简易编程器或计算机软件进行程序输入;用电脑软件模拟仿真进行调试。输入输出端口配置输入设备输入端口编号接考核箱对应端口高液位检测开关SI6 X00 电脑和PLC自动连接中液位检测开关SI4 X01 电脑和PLC自动连接低液位检测开关SI1 X02 电脑和PLC
自动连接起动按钮S01 X03 S01 停止按钮S02 X04 S02 配方选择开关S07 X05 S07 循环选择开关S08 X06 S08 输出设备输出端口编号对应端口进料泵1 Y00 H01 进料泵2 Y01 H02 混料泵 Y02 H03 出料泵 Y03 H04。
以上就是我们混料罐的工作过程。
上世纪80年代至90年代中期,是PLC发展最快的时期,年增长率一直保持为30~40%。在这时期,PLC在处理模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,PLC逐渐进入过程控制领域,在某些应用上取代了在过程控制领域处于统治地位的DCS系统。
PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。PLC在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。
PLC在应用时及使用中我们也应该注意一些问题,如:运动控制、数据处理、通信及联网。还有PLC的应用特点:1.可靠性高,抗干扰能力强,2.配套齐全,功能完善,适用性强,3.易学易用,深受工程技术人员欢迎,4.系统的设计,工作量小,维护方便,容易改造,问题如下为:1.工作环境:(1)温度、(2)湿度、(3)震动、(4)空气、(5)电源。 2.控制系统中干扰及其来源:(1)干扰源及一般分类、(2)PLC系统中干扰的主要来源及途径、(3)正确选择接地点,完善接地系统、(4)对变频器干扰的抑制。
在编辑指令的同时我们也要了解指令的一些基本知识:§1 基本指令系统特点,§2 编程语言的形式,§3 编程器件,§4 FX2N系列的基本逻辑指令:一、输入输出指令(LD/LDI/OUT),二、触点串连指令(AND/ANDI)、并联指令(OR/ORI),三、电路块的并联和串联指令(ORB、ANB),四、程序结束指令(E ND)。
PLC控制系统中的干扰是一个十分复杂的问题,因此在抗干扰设计中应综合考虑各方面的因素,合理有效地抑制抗干扰,才能够使PLC控制系统正常工作。随着PLC应用领域的不断拓宽,如何高效可靠的使用PLC也成为其发展的重要因素。21世纪,PLC会有更大的发展,产品的品种会更丰富、规格更齐全,通过完美的人机界面、完备的通信设备会更好地适应各种工业控制场合的需求,P LC作为自动化控制网络和国际通用网络的重要组成部分,将在工业控制领域发挥越来越大的作用。
小组人员:马超王荣吴康为
混料罐操作规程示范文本
混料罐操作规程示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
混料罐操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.准备工作 1.1清理混料器及环境卫生。 1.2校正计量器具。 1.3按下料单准备原材料。 2.配料 2.1按下料单称取原材料。 2.2把物料加入到混料罐,加料顺序,按配料单的顺序 加料。 3.混料 3.1按下料单时,要求设定混料时间。 3.2合上上盖,按启动按钮,观察机器是否有噪音和振 动,到达预置的时间机器自动停止。
3.3出料前,检查是否有色差,如果出现色差,立即查找原因,等待原因查清楚以及色差纠正后再出料。 4.交接班 4.1换班时,必须有清楚的交接班记录。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
混料灌PLC控制实训
成绩评定表
课程设计任务书
摘要 MCGS是北京昆仑通态自动化软件科技有限公司研发的基于Windows平台的,用于快速构造和生成上位机监控系统的组态软件系统,主要完成现场数采集与监测、前端数据的处理与控制,可运行于Microsoft Windows 95/98/Me/NT/2000/xp等操作系统。具有功能完善、操作简便、可视性好、可维护性强的突出特点。通过与其他相关的硬件设备结合,可以快速、方便的开发各种用于现场采集、数据处理和控制的设备。用户只需要通过简单的模块化组态就可构造自己的应用系统,如可以灵活组态各种智能仪表、数据采集模块,无纸记录仪、无人值守的现场采集站、人机界面等专用设备。 可编程序控制器(Programmable Controller,英文缩写为PC,后又称为PLC)是以微处理器为基础,综合了计算机技术,半导体集成技术,自动控制技术,数字技术和通信网络技术发展起来的一种通用工业自动控制装置。它面向控制过程、面向用户、适应工业环境、操作方便、可靠性高,是现代工业控制的支柱之一。 随着现代工业技术的快速发展,物料混合的应用更加的广泛,对于物料体混合控制技术的研究有着广泛的经济价值。普通的人工操作和半自动化控制难以达到较高要求的控制目的,基于MCGS的混料罐PLC控制系统可以达到更加可靠的控制目的。 本次实训的题目为基于MCGS的混料罐PLC控制实训,系统针对两种物料按比例的混合进行设计,此系统由上位机和下位机两部分组成,采用PLC作为下位机进行直接控制设备和获取设备状况,在PC上利用组态软件MCGS模拟PLC的控制对象制作上位机监控界面显示各种信号变化。主要内容包括混料罐PLC控制系统问题描述、系统电气图、PLC的输入输出分配表、PLC程序(梯形图)、MCGS组态过程、MCGSD 的运行画面、MCGS和PLC的通讯等。 关键字:MCGS;混料罐;PLC;实训
03 用PLC进行混料罐的控制线路设计,并进行模拟调试
用PLC进行混料罐的控制线路设计,并进行模拟调试 一、实验目的 熟练使用各条基本指令,通过对工程事例的模拟,熟练地掌握PLC编程和调试。 二、液体混料罐控制模拟实验面板图: 图1 三、控制要求 从面板图可知,本装置为两种液体混合的模拟。SB1用于启动装置,SB2用于停止装置,开关S1用于选择配方,S2用于流程的循环选择,SL1、SL2、SL3为三个液面传感器,液体A、B及排液泵阀门由YV1、YV2、YV3控制,M为搅拌电机,由KM控制 控制要求如下: 初始状态:装置投入运行时,液体A、B阀门关闭,排液阀打开 3 秒。 启动操作:按下启动按钮SB1,装置开始按照以下约定的规律操作: 液体A阀门打开,液体A流入混料罐,当液位升到SL2时,(若选配方1,S1=1)A阀门关闭,B阀门打开;(若选配方2,S1=0)A阀门、B阀门均开。 当液位升到SL1时,A阀门、B阀门关闭,搅拌机运行3秒,运行时间到,(配方1)排液阀YV3开,液位降至SL2时,搅拌机关;(配方2)搅拌机停止,排液阀YV3打开。液位降到SL3时,延时3秒,混料罐放空,YV3关闭,此时完成一个工作循环,若S2=0,装置继续下一个工作循环,若S2=1,装置停止运行。 四、编制梯形图并写出程序,实验梯形图参考图2 指令表
五、 将PTS-11挂件上PLC输出端的COM,COM0,COM1,COM2相接。将PWD-42挂件上的液体混合装置控制模拟模块的SB1、SB2、SL1、SL2、SL3、S01、S02分别接至PTS-11挂件上的X0、X1、X2、X3、X4、X5、X6,YV1、YV2、YV3、YKM 分别接至 PTS-11挂件上的Y0、Y1、Y2、Y3,+24V、COM分别接至PWD41挂件上的+24V
混料罐的PLC控制
(三)工艺过程及控制流程: 1、工艺过程:SI4中液位有信号,按起动按钮S01,初始状态所有泵均关闭,进料泵1打开S07=1选配方1:进料泵1关进料泵2开进料 ,S07=0选配方2:进料泵1、2均开出料泵开、至中液位混料泵关泵1、2关,混料泵打开,延时3秒,混料泵关、出料泵开,SI1低液位有信号,此时出料泵失电完成一次循环。 2、控制流程:有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、 SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。
混料罐用于实现多种液体自动混合,每种液体的加入量由液面传感器控制,实验中液面传感器用霍尔传感器来模拟;液体的注入过程由装盘转动来模拟;启动、停止用动合按钮来实现;液体A阀门、液体B阀门、混合液阀门的打开与关闭以及搅匀电机的运行与停转用发光二极管的点亮与熄灭来模拟。 3、端口配置: 输入端口编号接考核箱对应端口 输入设备 高液位检测开关SI6 X00 电脑和PLC自动连接 中液位检测开关SI4 X01 电脑和PLC自动连接 低液位检测开关SI1 X02 电脑和PLC自动连接 起动按钮S01 X03 S01 停止按钮S02 X04 S02 配方选择开关S07 X05 S07 循环选择开关S08 X06 S08 输出设备输出端口编号接考核箱对应端口 进料泵1 Y00 H01 进料泵2 Y01 H02 混料泵Y02 H03 出料泵Y03 H04 (四)梯形图和指令表: 1,梯形图
PLC课程设计:液体混合装置控制的模拟
上海电机学院 课程设计 2015~2016学年第一学期 课程名称可编程控制器原理及应用 设计题目液体混合装置控制的模拟(一) 院 (系) 电气学院 专业电气工程及其自动化(港口自动化方向) 学生姓名任书洋 学号 151101190241 设计时间 2016年 1月 18日 指导教师龚建芳 提交日期年月日
目录 1. 简介------------------------------------------------------------------------------------------1 1.1课题概况-----------------------------------------------------------------------------------1 1.2设计要求-----------------------------------------------------------------------------------1 1.3设计内容----------------------------------------------------------------------------------------------1 2. 系统总体方案设计------------------------------------------------------------------------2 2.1总体方案选择说明-----------------------------------------------------------------------2 2.2 控制方式选择----------------------------------------------------------------------------2 2.3 操作界面设计----------------------------------------------------------------------------2 3. PLC控制系统的硬件设计---------------------------------------------------------------3 3.1 PLC的选型-------------------------------------------------------------------------------3 3.2 用户存储器容量的估计----------------------------------------------------------------3 3.3 I/O点数的估算---------------------------------------------------------------------------3 3.4电源模块选择-----------------------------------------------------------------------------3 3.5 I/O分配表---------------------------------------------------------------------------------4 3.6电气原理图设计--------------------------------------------------------------------------4 4.PLC控制系统系统程序设计-----------------------------------------------------------5 4.1状态分配表---------------------------------------------------------------------------------5 4.2 控制程序顺序功能图设计--------------------------------------------------------------6 4.3 控制程序设计思路-----------------------------------------------------------------------6 5.系统调试及结果分析---------------------------------------------------------------------------13 5.1 系统调试及解决的问题----------------------------------------------------------------13 5.2 结果分析----------------------------------------------------------------------------------28 6.系统的使用说明书-------------------------------------------------------------------------------28 7.课程设计体会--------------------------------------------------------------------------------------29 8.参考文献-----------------------------------------------------------------------------------30 9.附录-----------------------------------------------------------------------------------------30 控制系统电气原理图-----------------------------------------------------------30
混料罐控制程序设计
课程设计(论文)任务书 机械工程院(部)测控教研室
年月日
课程设计(论文)成绩评定表 前言 目前人们已经意识到以工业控制机为核心的PLC控制系统的重要性,纷纷将或准备将组态控制技术类如自己的发展方向。 本设计将在充分了解配料车控制系统研究的基础上,结合实际操作要求,充分利用PLC 功能强大、操作简单、界面人性化的特点采用模块的形式,并立足现实制作出自动的动态控制。通过PLC直接控制配料车的运行,故该设计具有一定的理论研究和工程实用价值。
目录 第一章引言 1.1 设计目的及意义-------------------------------------------------3 1.2 设计背景-------------------------------------------------------3 1.3 设计要求 ------------------------------------------------------4 第二章 PLC简介 2.1 介绍PLC-------------------------------------------------------5 2.2 PLC特点-------------------------------------------------------5 2.3 PLC基础知识---------------------------------------------------6 2.4 PLC应用领域---------------------------------------------------7 2.5 PLC的国内外状况-----------------------------------------------8 2.6 PLC构成-------------------------------------------------------10 2.7 PLC系统的其他设备---------------------------------------------11 2.8 PLC未来展望---------------------------------------------------13 第三章系统硬件设计 3.1 PLC选型-------------------------------------------------------14 3.2 试验台介绍-----------------------------------------------------16 3.3 所用模块关系---------------------------------------------------16 3.4 实验板组成及使用方法-------------------------------------------17
PLC课程设计混料罐的单次与连续
JINGCHU UNIVERSITY OF TECHNOLOGY 《PLC控制技术》 课程设计报告 混料罐的单次与连续控制 班级11电气自动化技术2班 学号20 姓名孙奎奎 指导教师喻剑平 提交日期 成绩 目录 1 设计任务和要求 (3) 1、1控制过程要求 (3) 1、2设计任务流程 (4) 2 硬件设计 (5) 2.1输入/输出设备的选型 (5) 2.2 主电路设计 (5) 2.3 PLC选型 (6) 2.4 PLC 输入/输出分配表 (7) 2.5 PLC的输入/输出电气接口图 (7) 3 软件设计 (7) 3.1控制程序的流程图 (7) 3.2控制程序的设计思路 (9) 3.3软件调试及结果分析 (9) 4 课程设计总结 (12) 5 参考文献 (13)
1 设计任务和要求 1、1控制过程要求如下所示: 有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关S1、S2、S3,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。 有一个混料配方选择开关SA1,用于选择配方1或配方2。设有一个起动按钮SB1,当按动SB1后,混料罐就按给定的工艺流程开始运行。设有一个停止按钮SB2作为流程的停运开关。混料罐连续循环与单次循环可按SA2自锁按钮进行选择,当SA2为“0”时混料罐连续循环,当SA2为“1”时混料罐单次循环。 1、2设计任务流程: PLC 试验台的本系统的实验图片如下图所示: 2 硬件设计 2.1 输入/输出设备的选型 输入设备选择时,按照要求本系统进行给予输入分配如下表格所示: 表1 对于输出设 备的选择如下表所示: 2.2 主电路设计 2.3 PLC 选型 对于选型,不仅要要节省资源,而且要节俭设备的损耗,因为本系统的要求的输入输出的数量比较的少,所以可以直接的 进行PLC 选型:FX1N-14MR-001 输入点: 8, 6点继电器输出 所以选择该类型的PLC 完全可以实现本实验的要求,而且输入输出口不用的也较少。8点输入,6点输出。 下图为PLC 试验台的真实图: 2.4 PLC 输入 /输出分配表 分配表如表1所示: 表3
plc控制混料罐
课程设计实验报告 课程名称:PLC控制混料罐 院(系):电子工程与自动化学院 专业:自动化 学生学号: 学生姓名:*** 指导教师:** *** *** 2012年5月17日
摘要 随着科技的发展,PLC 的开发与应用把各国的工业推向自动化、智能化。强大的抗干扰能力使它在工业方面取代了微型计算机,方便的软件编程使他代替了继电器的繁杂连线,灵活、方便,效率高。本次设计主要是对两种液体混合搅拌机 PLC 控制系统的设计,在设计中针对控制对象: 本设计从控制系统的硬件系统组成,软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接通信等),旨在对其中的设计及制作过程做简单的介绍和说明。 关键词:液体混料装置,自动控制,搅拌器,PLC Abstract With the development of science and technology, the development and application of PLC to the industrial countries to the automation and intelligence. Strong anti-jamming capability it replaced by a micro-computer industry, facilitate the programming of the software instead of the complicated connection of the relay, flexible, convenient, and high efficiency. This design is mainly of two liquids mixing and blending machine PLC control system design, design for the control object: This design is from the control system hardware systems, software selection to the system design process (including design, design process, design requirements, the ladder design, external connections, communication, etc.) designed to do a simple design and production process introduction and description Keywords ; liquid mixing device, automatic control, blender, PLC
高职组-现代电气控制系统安装与调试赛项题库 任务书01-混料罐.
2016年全国职业院校技能大赛现代电气控制系统安装与调试 (总时间:240分钟) 工 作 任 务 书 场次号工位号
注意事项 一、本任务书共11页,如出现缺页、字迹不清等问题,请及时向裁判示意,进行任务书的更换。 二、在完成工作任务的全过程中,严格遵守电气安装和电气维修的安全操作规程。电气安装中,低压电器安装按《电气装置安装工程低压电器施工及验收规范(GB50254-96)》验收。 三、不得擅自更改设备已有器件位置和线路,若现场设备安装调试有疑问,须经设计人员(赛场评委)同意后方可修改。 四、竞赛过程中,参赛选手认定竞赛设备的器件有故障,可提出更换,器件经现场裁判测定完好属参赛选手误判时,每次扣参赛队3分;若因人为操作损坏器件,酌情扣5-10分;后果严重者(如导致PLC、变频器、伺服等烧坏),本次竞赛成绩计0分。 五、所编PLC、触摸屏等程序必须保存到计算机的“D: \场次号-工位号”文件夹下,场次号和工位号以现场抽签为准。 六、参赛选手在完成工作任务的过程中,不得在任何地方标注学校名称、选手姓名等信息。 七、比赛结束后,参赛选手需要将任务书以及现场发放的图纸、资料、草稿纸等材料一并上交,不得带离考场。
请按要求在4个小时内完成以下工作任务: 一、按“混料罐系统控制要求”,设计电气控制原理图,制定相应的IO分配表,并按图完成器件选型计算、器件安装、电路连接(含主电路)和相关元件参数设置。 二、按“混料罐系统控制要求”,编写PLC程序及触摸屏程序,完成后下载至设备PLC及触摸屏,并调试该电气控制系统达到控制要求。 三、根据赛场设备上所提供的故障考核装置,参考T68镗床/X62W 铣床电气原理图,排除机床电气控制电路板上所设置的故障,使该电路能正常工作,同时完成维修工作票。 本次工作任务请在YL-158GA1型现代电气控制系统安装与调试实训考核装置上完成,该装置的结构介绍及使用方法请参考用户说明书。
混料罐的PLC控制.
混料罐的PLC控制 (一)本次课程设计的目的: 1、熟悉PLC编程原理及方法,初步掌握PLC的使用方法。 2、掌握基本指令系统特点、编程语言的形式、编程软件、FX2N系列的基本逻辑指令。 2、采用混合控制系统方法,实现混料罐的控制。 3、了解PLC的发展历程,PLC的构成,PLC的系统的其他设备。 4、掌握液位控制技巧。 5、了解传感器原理及使用方法。 6、了解如何使用定时器。 (二)选择的设备和拟采取的方法: 1、CPU的PLC软件(FXGPWIN) 2、初始状态泵均关闭进料泵1打开 {S07=1选配方1:进料泵1关,进料泵2开 }; {S07=0选配方2:进料泵1,2均开}-------------------------→S16高液位有信号:进料泵1,2关混料泵开-----→延迟3秒到---------------→{出料泵开,至中液位混料泵关} {混料泵关,出料泵开}----------------------→S11低液位有信号-----→此时出料泵失电完成一次循环
(三)工艺过程及控制流程: 1、工艺过程:SI4中液位有信号,按起动按钮S01,初始状态所有泵均关闭,进料泵1打开S07=1选配方1:进料泵1关进料泵2开进料 ,S07=0选配方2:进料泵1、2均开出料泵开、至中液位混料泵关泵1、2关,混料泵打开,
延时3秒,混料泵关、出料泵开,SI1低液位有信号,此时出料泵失电完成一次循环。 2、控制流程:有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、 SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。 混料罐用于实现多种液体自动混合,每种液体的加入量由液面传感器控制,实验中液面传感器用霍尔传感器来模拟;液体的注入过程由装盘转动来模拟;启动、停止用动合按钮来实现;液体A阀门、液体B阀门、混合液阀门的打开与关闭以及搅匀电机的运行与停转用发光二极管的点亮与熄灭来模拟。 3、端口配置:
PLC和WinCC控制的混料罐系统设计
PLC和WinCC控制的混料罐系统设计 摘要:采用S7-200和组态软件WinCC,以液体混料控制系统为中心,从控制系统的硬件组成、软件设计出发,介绍了该系统的设计过程。 关键词:PLC;组态软件;混料罐;监控 引言 在炼油、化工、制药等行业中,多种液体混合是必不可少的工序,而且也是其生产过程中十分重要的组成部分。这些行业中多为易燃易爆、有毒有腐蚀性的介质,以致现场工作环境十分恶劣,不适合人工现场操作。另外,生产要求系统要具有混合精确、控制可靠等特点,这也是人工操作和半自动化控制所难以实现的。本设计借助PLC来控制混料罐,对提高企业生产和管理自动水平有很大的帮助,同时又提高了生产线的效率、使用寿命和质量,减少了企业产品质量的波动,因此具有广阔的市场前景。 1 混料罐控制原理 搅拌机控制过程:启动后开阀,液体A经低液位再注入至中液位,关A;放液体B至高液位,关B;启动搅拌电机M,搅拌时间到,停止搅拌,开阀放出混合液体C,低液位后延时时间到,放空后关阀;重复上述过程。要求工作过程中按下停止按钮后搅拌机不立即停止工作,对当前混合操作处理完毕后才停止。 2 控制系统硬件构成 为了提高整个系统的可靠性指标,满足工业现场对低故障率和性价比的要求,选用 S7-200 CPU222。 I/O点地址定义如表1所示。
混料罐控制系统主要由上位PC机、触摸屏、PLC、传感器、控制器件等组成,如图1所示。 3 控制系统软件编程 3.1软件的选用 本系统采用STEP7-Micro/WIN32编程,用LAD (梯形图) 在Program Block中对MAIN(OB1)主程序块进行编程,共运用了T45计时器巧妙地完成控制任务。同时采用西门子公司的WinCC V6.0对系统进行监控,以达到精确控制的目的。 3.2混料罐控制流程 混料罐控制流程图如图2所示。初始准备阶段,容器空、阀门关、搅拌机关;按下起动按钮I0.0,开阀1(Q0.0得电),进A液;液体A到I位,开阀2 (Q0.1得电),关阀1(Q0.0失电),进B液;液体B到H位,关阀2(Q0.1失电),启动搅拌机(Q0.3得电);搅拌时间到,停止搅拌机(Q0.3失电),输出混合液,开阀3(Q0.2得电);当混合液低于L位时,启动输出延时;延时时间到,关阀3 (Q0.2失电)。按下停止按钮I0.1后,不会立即停止,而是完成当前工作循环后才会自动停止。 3.3上位机监控软件设计
PLC控制混料罐
综合实验课题一 PLC 控制混料罐 一、实验要求: 要求:根据给定的设备和仪器仪表,完成程序的设计、安装、调试等工作,达到课题规定的要求。 二、设计原则: 按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。 三、课题内容: 1、有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。见下图: 在操作面板(见考核箱)设有一个混料配方选择开关S07,用于选择配方1或配方2。设有一个起动按钮S01,当按动S01后,混料罐就按给定的工艺流程开始运行。设有一个停止按钮S02作为流程的停运开关(其工作方式见考核要求2选定);循环选择开关S08作为流程的连续循环与单次循环的选择开关。 2、混料罐的工艺流程 初始状态所有泵均关闭 进料泵1 打开 选配方1:进料泵1关, 进料 选配方2:进料泵1、2 出料泵开、至中液位混料泵关泵1、2关,混料泵打开 混料泵关、出料泵开 为止,此时出料泵失电完成一次循环。 四、设计要求: 1、编程方法由实验老师指定: 按起动按钮S01 SI4中液位有信号 SI6高液位有信号 延时3秒到 SI1低液位有信号
⑴用欧姆龙系列PLC简易编程器编程;⑵用计算机软件编程 2、工作方式: A.混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环; B.混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行; C.连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止; 3、按工艺要求画出控制流程图; 4、写出梯形图程序或语句程序; 5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入; 6、在考核箱上接线,用电脑软件模拟仿真进行调试。 五、输入输出端口配置 六、问题: 工作方式设定: A.混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环; B.混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行; C.连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止; 1、按工艺要求画出控制流程图: 2、写出梯形图程序或语句程序: 3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。
基于PLC的液体混料罐控制系统设计
目录 摘要 (1) 关键字 (1) 一、概述 (2) 1.1液体混合系统的发展前景 (2) 1.2液体混合系统的应用价值 (3) 二、混料罐控制系统方案设计 (4) 2.1 方案设计原则 (4) 2.2 系统的总体设计要求 (4) 2.3 总体结构设计方案 (5) 2.4 控制对象分析 (5) 三、混料罐控制系统的硬件设计 (6) 3.1 选择PLC............................................. . (6) 3.2 选择接触器 (7) 3.3 选择搅拌电机 (8) 3.4 小型三极断路器的选择 (9) 3.5 液位传感器的选择 (10) 3.6 选择电磁阀 (11) 3.7 选择热继电器 (12) 3.8 PLC I/O点分配 (12) 3.9 主电路的设计 (13) 四、混料罐控制系统的程序设计 (15) 4.1 分析控制要求 (15) 4.2 梯形图执行原理分析 (16) 五、总结....................................................错误!未定义书签。参考文献. (23)
基于PLC的液体混料罐控制系统设计 摘要 随着科技的发展,PLC的开发与应用把各国的工业推向自动化、智能化。强大的抗干扰能力使它在工业方面取代了微型计算机,方便的软件编程使他代替了继电器的繁杂连线,灵活、方便,效率高。 本设计主要是对两种液体混合搅拌机PLC控制系统的设计,在设计中针对控制对象:三只传感器监视容器高、中、低液位,设三电磁阀控制液体A、B输入与混合液体C输出,设搅拌电机M。工艺流程是:启动后放入液体A至中液位后,关A,放液体B 至高液位,关B,启动搅拌电机M,当搅拌电机正反转3次后停止搅拌,开阀放出混合液体C,当到达低液位后延时2S放空后关阀,又重复上述过程,要求工作过程中按下停止按纽后搅拌器不立即停止工作,完成当前工作循环后再停止搅拌器。 关键字:液体混料装置自动控制PLC 电动机传感器
电工实习---plc编程混料罐控制实验
电工实习总结报告 一.综述由可编程序控制器控制的工业生产系统的设计 1.设计原则 1)完全满足被控对象的控制要求。 2)在满足控制要求,技术指标的前提下,尽可能使PLC 控制系统简单,经济。 3)确保整个控制系统安全可靠。 4)为了适应生产控制系统柔性的要求,在设计时,控制系统的容量,功能等应有适当的裕度,以利调整 扩充。 2.设计内容 (1)根据被控对象的特性,使用者的要求,拟定PLC控制系统的设计指标,技术条件。并用设计任务书的形式将他们加以确定,这是整个PLC控制系统设计的依据。 (2)选择开关种类,传感器类型及一次仪表,电气传动形式,继电器线圈容量,电磁阀等执行机构(请参照相关产品资料)。(3)选择PLC的型号及程序容量,确定各种模块的类型和数
量等。 (4)绘制PLC的输入输出端子的接线图,并形成相应文档。(5)设计PLC控制系统的梯形图并编程。 (6)程序调试,最后根据设计任务书进行测试并提交测试报告。(7)如果需要的话,还需设计操作台,电气柜,模拟显示盘和非标准电器元部件。 (8)编写设计说明书等设计文档。 二.总体设计过程 PLC控制系统的总体设计步骤如下: (1)深入详细了解和分析被控对象的工艺条件和控制要求。(2)根据对象对PLC控制系统的技术指标,确定所需输入输出信号的点数,选配适当类型的PLC。 (3)分配PLC的输入输出端子,绘出接线图并接线施工,完成硬件设计。 (4)根据生产工艺要求,绘出工序循环图,对较复杂的控制系统,如有必要可再绘出详细的顺序控制系统流程图 (SFC)。 (5)根据工序循环图表或顺序控制系统流程图设计出梯形图。(6)根据梯形图用相应的指令编程,完成软件设计。 (7)用编程器或计算机输入程序,并将之传送到PLC的程序存储器中。 (8)调试程序,先进行模拟调试,然后再进行系统调试。
工业混料系统PLC控制系统的摘要
题目:工业混料系统PLC控制系统设计 摘要 工业混料系统是一种比较典型的机械成套装置,在化工、筑路和建筑行业中都有很广泛的应用。本设计的主要目的为将PLC控制应用于工业混料系统中,在了解工业混料系统的生产工艺流程以及控制要求之后,明确各个环节对电气控制的具体要求,由此确定电气控制系统的总体方案,在此基础上设计了工业混料系统操作面板以及完成主电路的设计。在设计PLC控制电路中,我选择了西门子系列的S7-200作为主控制器,根据输入/输出点数和控制要求,本控制系统由S7-200-CPU 226 AC/DC/RELAY基本单元和EM 222 DO 8×RELAY数字量扩展模块组成,根据课题实际要求列出了输入输出(I/O)地址分配表,设计并绘制了控制系统电路图。根据各电路组成选择电器元件。最后,本设计根据对生产工艺流程、3个泵的工作能力和控制要求等进行综合分析,可以得到系统运行的时序图,并设计梯形图程序。 在设计初期,我查阅大量设计数据和工具书,工业混料系统的设计过程有了初步的完成。按照本设计中的电气控制的具体要求,我们确定了一个总体方案.方案如下: 1. A、B罐的搅拌器及泵A、B、C分别由电动机M1、M2、M3、M4、M5拖动。电机M5功率较大,需要采用Y-△降压启动。 2. 电机M1~M5每路均安装电容器和热继电器。 3. 由于泵A和泵B每转所排出的液体体积恒定不变(仅对定容积泵而言),所以可以采用测量电机转数的方法(电机与泵直联,两者转数相同)间接测出泵入A罐的液体的量,实现准确的配料。采用广州三峰科技有限公司提供的增量式光电编码器(PIB-1024-G05E)计数,采用PLC的高速计数器计数。 4. 工艺参数(如两种料的配比等)的调整是通过PLC程序现实的。 5. 灌顶液位传感器LS2、LS4用于安全保护,以防止溢罐;罐底液位传感器LS1、LS3用于系统控制,如步序切换控制等。 6. 电气控制箱置于专门的操作室。电器板与控制板之间,以及电控箱与执行系统之间的连接,采用接线板进出线方式。 根据上述总体方案的要求我们确定了操作面板如下: 1.为了便于随时观察系统的运行状况,每个阀、泵、搅拌器均装有运行行状态指示灯;对应于两个罐的高/低位,均装有“溢出”、“罐空”报警指示灯。 2.用一个两档选择开关切换系统工作模式——“运行”和“调试”,并用两个指示灯来指示当前所处工作模式。 3.根据控制要求(2)设置一个“启动/停止”按钮和一个工作指示灯。
机电一体化专业精品毕业论文--基于FX1N的液体混料罐控制系统设计
摘要 随着科技的发展,PLC的开发与应用把各国的工业推向自动化、智能化。强大的抗干扰能力使它在工业方面取代了微型计算机,方便的软件编程使他代替了继电器的繁杂连线,灵活、方便,效率高。 本次设计主要是对两种液体混合搅拌机PLC控制系统的设计,在设计中针对控制对象:三只传感器监视容器高、中、低液位,设三电磁阀控制液体A、B输入与混合液体C输出,设搅拌电机M。搅拌机是一种将两种或多种以上材料搅拌混合的系统,对搅拌机的控制,关系到产品的质量,工艺流程是:启动后开阀放出混合液体C,低液位后延时20S 放空后关阀,放入液体A经低液位再注入至中液位,关A,放液体B至高液位,关B,启动搅拌电机M,搅60S后停,开阀放出混合液体C,低液位后延时20S 放空后关阀,又重复上述过程,要求工作过程中按下停止按纽后搅拌器不立即停止工作,对当前混合操作处理完毕后才停止搅拌器。本设计采用日本三菱公司的FX1N系列PLC以液体混料控制系统为中心,从控制系统的硬件系统组成,软件选用到系统的设计过程(包括设计方案、设计流程、设计要求、梯形图设计、外部连接通信等),旨在对其中的设计及制作过程做简单的介绍和说明。 关键词:液体混料装置,自动控制,PLC,电动机,传感器
LIQUID MIXING TANK FX1N BASED CONTROL SYSTE DESIGN ABSTRACT With the development of technology, PLC development and application of the industrial countries into the automation and intelligence.Strong anti-interference ability to make it in the industry replaced the micro-computer to facilitate software programming to enable him to replace the relay of complex connections, flexible, convenient and efficient. The system is mainly of two liquids mixing and blending machine PLC control system, for controlling the object in the design: three sensors Jianshirongqi high, medium and low level, She three solenoid control liquid A, B input and the mixed liquid C output, set stirring motor M. Mixer is a two or more above the mixing material system, on the mixer control, related to the quality of the product, process is: A post placed in the liquid to be injected by the low level of liquid level, the relevant .A up to high level of liquid B, Guan B, start stirring motor M, after mixing 60S stop, open mixed liquid release valve C, the low level off after the delay after 20S emptying valve, then repeat the process, the course work required.Press the Stop button to stop working immediately after the mixer is not on the current operations have been disposed of to stop mixing blender. This design uses the Japanese Mitsubishi company to liquid mixture FX1N series PLC control system for the center, from the control system hardware system components, software used to the system design process (including design, design process, design requirements, ladder design, external Connect Communications, etc.), aims to design and manufacturing process which presents a brief introduction and explanation. KEY WORDS: liquid mixing equipment, automatic control, PLC, motor, sensor
PLC课程设计参考答案
课题一 PLC控制运料小车 一、要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试 等工作,达到课题规定的要求。 二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结 果进行评价。 三、课题内容: 其中启动按钮S01 用来开启运料小车,停止按钮S02 用来手动停止运料小车(其工作 。按S01 小车从原点起动, KM1 接触器吸合使小车向前运行直到碰方式见考核要求2选定) SQ2 开关停,K M2 接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰 SQ3 开关停,此时K M3 接触器吸合使乙料斗装料3秒,随后K M4 接触器吸合小车返回原点直到碰S Q1 开关停止,KM5 接触器吸合使小车卸料 5 秒后完成一次循环。 四、设计要求: 1、编程方法由实验老师指定: ⑴用欧姆龙系列P LC 简易编程器编程
⑵用计算机软件编程 2、工作方式: A.小车连续循环与单次循环可按S07 自锁按钮进行选择,当S07 为“0”时小车连续循环,当S07 为“1”时小车单次循环; B.小车连续循环,按停止按钮S02 小车完成当前运行环节后,立即返回原点,直到碰S Q1 开关立即停止;当再按启动按钮S01 小车重新运行; C.连续作3次循环后自动停止,中途按停止按钮S02 则小车完成一次循环后才能停止; 3、按工艺要求画出控制流程图; 4、写出梯形图程序或语句程序; 5、用欧姆龙系列P LC 简易编程器或计算机软件进行程序输入; 6、在考核箱上接线,用电脑软件模拟仿真进行调试。 五、输入输出端口配置: 六、问题: 小车工作方式设定: A.小车连续循环与单次循环可按S07 自锁按钮进行选择,当S07 为“0”时小车连续循环,当S07 为“1”时小车单次循环; B.小车连续循环,按停止按钮S02 小车完成当前运行环节后,立即返回原点,直到碰SQ1 开关立即停止;当再按启动按钮S01 小车重新运行; C.连续作3次循环后自动停止,中途按停止按钮S02 小车完成一次循环后才能停止。 1、按工艺要求画出控制流程图: 2、写出梯形图程序或语句程序 3、用欧姆龙系列P LC 简易编程器或计算机软件进行程序输入及调试。