JIS B 4050 JIS B 0419 普通公差标准
机制05几何量公差与检测试卷及答案
《互换性原理与技术测量》 一、填空题 (共20分,每空1分) 1.一个孔或轴允许尺寸的两个极端称为。 2. 一零件表面切削加工要求轮廓的算术平均偏差Ra为6.3μm,在零件图上标注为____________。 3.配合基准制分__________和__________两种。一般情况下优先选用______________。 4.滚动轴承内圈与轴的配合采用基制,而外圈与箱体孔的配合采用基_________制。 5. 现代工业对齿轮传动的使用要求归纳起来有四项,分别为____________、 _______________ 、________________、________________ 。 6. 普通螺纹结合的基本要求为__________、__________。 7. 零件的尺寸合格,其________ 应在上偏差和下偏差之间。 8.公差原则分__________和相关要求,相关要求包括____________、 _______________ 、________________、________ 四种。 9. 在同一尺寸段内,从IT01~IT18,公差等级逐渐降低,公差数值逐渐。 二、选择题(共10分,每题1分) 1.当孔与轴的公差带相互交叠时,其配合性质为()。 A. 间隙配合 B. 过渡配合 C. 过盈配合 2.公差带的大小由()确定。 A.实际偏差 B. 基本偏差 C. 标准公差 3.下列孔与基准轴配合,组成间隙配合的孔是()。 A.孔两个极限尺寸都大于基本尺寸 B.孔两个极限尺寸都小于基本尺寸 C.孔最大极限尺寸大于基本尺寸,最小极限尺寸小于基本尺寸 4.基本偏差是()。 A.上偏差 B .下偏差 C. 上偏差和下偏差 D. 上偏差或下偏差
公差与配合实用标准表123
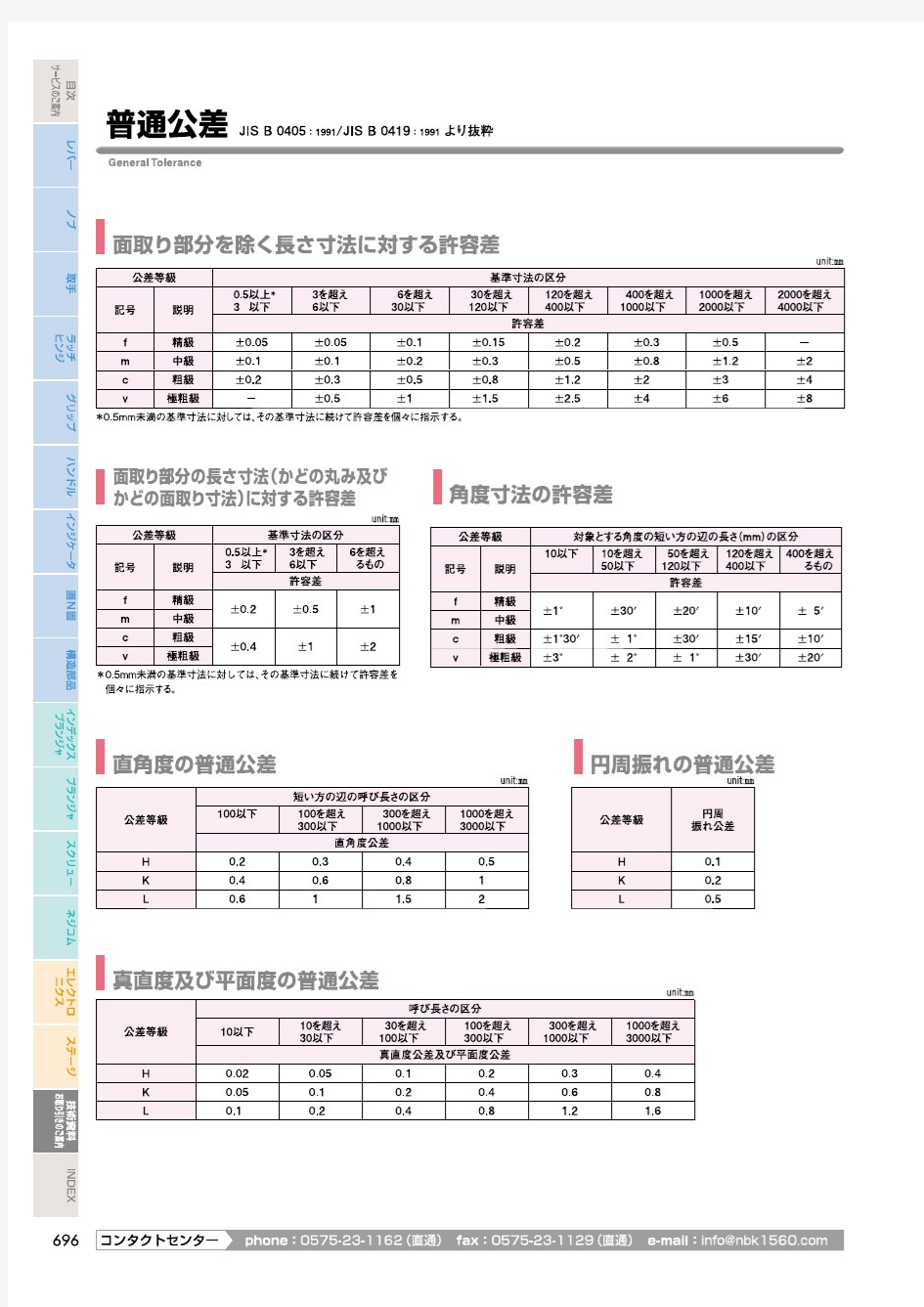
公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1°±30′±20′±10′±5′ 中等m 粗糙c ±1°30′±1°±30′±15′±10′ 最粗v ±3°±2°±1°±30′±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5
几何量公差与检测考试卷及问题详解
《互换性原理与技术测量》试题一 一、填空题 (共20分,每空1分) 1.一个孔或轴允许尺寸的两个极端称为 极限尺寸 。 2. 一零件表面切削加工要求轮廓的算术平均偏差Ra 为6.3μm ,在零件图上标注为 ____________。 3.配合基准制分_基轴制和__基孔制两种。一般情况下优先选用____基孔制_。 4.滚动轴承圈与轴的配合采用基基孔制制,而外圈与箱体孔的配合采用基基轴制制。 A. 间隙配合 B. 过渡配合 C. 过盈配合 A . 实际偏差 B. 基本偏差 C. 标准公差 A .孔两个极限尺寸都大于基本尺寸 B .孔两个极限尺寸都小于基本尺寸 C .孔最大极限尺寸大于基本尺寸,最小极限尺寸小于基本尺寸 6.3
7.如被测要素为轴线,标注形位公差时,指引线箭头应(B )。 A.与确定中心要素的轮廓线对齐 B. 与确定中心要素的尺寸线对齐 C. 与确定中心要素的尺寸线错开 8. 最大实体尺寸是指( D )。 A.孔和轴的最大极限尺寸 B.孔和轴的最小极限尺寸 C.孔的最大极限尺寸和轴的最小极限尺寸 D.孔的最小极限尺寸和轴的最大极限尺寸 9. 径向全跳动公差带的形状与( A )的公差带形状相同。 A. 圆柱度 B. 圆度 C. 同轴度 D. 线的位置度 10、孔、轴公差带的相对位置反映( B )程度。 A.加工难易 B.配合松紧 C.尺寸精度 三、判断题(共10分,每题1分) (×)1 .在ф60H7/f6 代号中,由于轴的精度高于孔,故以轴为基准件。 (×)2.测表面粗糙度时,取样长度过短不能反映表面粗糙度的真实情况,因此越长越好。 (√)3. 螺纹的公称直径是指螺纹的大径。 差等级。 1.(10分)已知下列配合,画出其公差带图,指出其基准制,配合种类,并计算极限
(完整版)第三章孔、轴公差与配合
第三章孔、轴公差与配合 目的:从基本几何量的精度项目入手,了解几何量线性尺寸、角度尺寸的基本概念,掌握常用孔、轴国家标准的构成,常用孔、轴公差与配合的选择,大尺寸孔、轴公差与配合及线性尺寸的未注公差。 重点:掌握尺寸精度及配合的选用;孔、轴公差与配合在图样上的标注。 难点:尺寸精度及配合的选用; 课次3:基本几何精度概念及精度设计 基本要求 ? 基本内容:本课题主要论述几何量的基本概念,有关几何量精度的基本术语和定义,几何参数误差,线性尺寸精度,角度尺寸精度。 要求深刻理解与熟练掌握的重点内容有: 1、几何量精度的基本术语及定义; 2、尺寸公差标准; 3、常用孔、轴国家标准的构成---基本偏差系列、标准公差系列; 4、会画尺寸公差带图与配合公差带图; 5、在已知相同字母孔(轴)极限偏差的基础上,能求出与之相配的轴(孔)的极限偏差; 难点:几何参数误差的项目、评定。 ? 学时:6学时+习题课2学时 基本几何量精度(一) ? 几何量:包括长度、角度、几何形状、相互位置和表面粗糙度等几何参数。 ? 几何量精度:是指这些几何参数的精度。几何量精度设计的主要任务是要使机械产品能够满足几何参数互换性的要求。 ? 本次课主要论述:几何量的基本概念,有关几何量精度的基本术语和定义,长度即线性尺寸精度。简述角度尺寸精度。 有关几何量精度的基本术语和定义: ? 孔和轴 ? 尺寸:尺寸、基本尺寸、实际尺寸、作用尺寸、极限尺寸、实体尺寸 ? 偏差与公差 ? 尺寸公差带图 ? 加工误差与公差的关系 ? 合格性判定原则 孔和轴 ? 在满足互换性的配合中,孔和轴具有广泛的含义,即: ? 孔指圆柱形内表面及其它内表面中,由单一尺寸确定的部分,其尺寸由D表示; ? 轴指圆柱形的外表面及其它外表面中由单一尺寸确定的部分,其尺寸由d 表示。 ? 即:孔为包容面,轴为被包容面。如下图所示
美国欧洲几何尺寸和公差(gd&t)高级培训
课程简介 上海美国/欧洲几何尺寸和公差(GD&T)高级培训 美国/欧洲几何尺寸和公差(gd&t)高级培训-2天强化 (美国和欧洲机械图纸理解和提高-新版asme y14.5m-2009) 二天课程,3600元/人。 近期开班时间:2011年4月25-26日 该课程根据美国机械图纸形状和位置公差(gd&t)标准asme y14.5m-2009和欧洲机械图纸iso1101关于形状和位置公差的要求和具体内容,详细说明了北美制造业对gd&t要求,并结合奥曼克公司在北美汽车行业的丰富的案例,剖析gd&t以及相关基准在设计,生产,公差分配和计算以及检具设计,检测过程(包括传统检测,投影仪和cmm测量中的基准建立、测量数据分析和判定)的应用和理解,并比较北美gd&t标准asme y14.5m-2009 与欧洲形位公差标准(iso1101)以及中国形位公差标准(gb/t 1182) 的主要差异。gd&t广泛的应用于设计和质量部门,包括机械图纸读图,解释和理解。gd&t是产品实现过程的重要工具,是实现和理解客户要求的专业语言。 培训特色 根据客户提供及奥曼克提供的大量北美汽车行业案例,介绍gd&t的具体内容和要求,以及在设计,生产和cmm/投影仪检测中的实际应用,并提供现场的辅导,包括图纸理解、检具设计、cmm测量等。 参加人员: 项目经理,设计、质量,工艺和制造工程师,质量检验员。直接负责准备ppap的人员或apqp小组成员。 培训教材: 每位参加人员将获得一套培训手册,小组练习及案例精选。 课程内容 新版asme y14.5m-2009的主要更新
o增加了新的概念和符号,例如: 双边不对等公差标注 移动基准(moveable datum target) 自由轮廓基准 o澄清或拓展了1994版的概念,例如: 尺寸公差、规则#1,理论尺寸、同轴度控制o解释了1994版混淆和含糊的概念 o导入了美国asme y14系列中其它概念 ?gd&t介绍,符号和术语 o历史,目的,范围 o工程图纸 (engineering drawing) o标注标准 (dimensioning standard) o实体原则和补偿因子 (material condition) o公差调整因子 (modifier) o传统正负公差对标注位置的弊端 o gd&t与传统坐标的关系和差异 o gd&t 层次(gd&t hierarchy) o形位公差之间的等级和相互约束关系 o半径和可控半径 (controlled radius) 公差介绍 (tolerancing introduction) ?规则和概念 (rules and concept) o规则#1, #2 (rule #1, #2) o基本尺寸 (basic dimension) o实效边界条件 (virtual condition) o材料实体原则: mmc/lmc/rfs o公差补偿 (bonus tolerance) ?基准 (datum) o基准的定义, 基准形体(feature) o基准的定义原则:装配、检测、加工、设计? o基准的正确标注:杜绝含糊的基准标注 o基准错误标注对零件检测的影响 o基准要素误差对零件检测结果判断的影响 o基准模拟(datum simulator) o符号位置(symbol placement) o基准目标(datum target) o基准指导(datum guidline) o自由状态(free state) o基准偏移 (datum shift) o实体基准应用: rfs (fos datum: rfs) o实体基准应用: mmc (fos datum: mmc) o基准最大实体和最小实体对检具的影响 o基准的实体补偿对位置公差检测的影响
最新公差与配合标准表
公差与配合标准表(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 标准公差值(基本尺寸大于6至500mm) 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12
孔的极限差值(基本尺寸由大于10至315mm)μm
公差带级 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状和位置公差(摘自GB1182~1184-80) 分类形状公差位置公差 项目 直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动符号 圆度和圆柱度公差μm 主参数d(D)图例 公 差 等 级 主参数d(D) mm 应用举例>6 ~ 10 >10 ~18 >18 ~30 >30 ~50 >50~ 80 >80 ~ 120 >120 ~ 180 >180 ~250 >250 ~315 >315 ~400 >400 ~500 5 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚 动轴承的配合 面,通用减速器 的轴颈,一般机 床的主轴。 6 2.5 3 4 4 5 6 8 10 12 13 15
公差计算方法大全
六西格玛机械公差设计的RSS分析 2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS 模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS 模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:
实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
公差计算方法全套汇编
2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:
实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
几何量公差重要语句
教材中可能命题的语段 互换性要用公差来保证。 标准化是互换性生产的基础。 完全互换适用于厂际协作,不完全互换适用于厂内。 优先系数的使用原则:先疏后密。 量块按“等”使用,比按“级”使用测量精度高。 量块组合使用时,一般不超过4块。 公差是一个绝对值,无负,零。 标准公差决定因素:标准公差等级和公称尺寸。 公差等级要求较高时,孔与高一级的轴配合。 孔的基本偏差数值换算原则:通用规则和特殊规则。 未注公差等级:f精密级,m中等级,c粗糙级,v最粗级。 标注配合应考虑:基准制的选择,公差等级的确定,配合的选择。 配合制优先选基孔制。 特殊情况下选基轴制:冷拉钢材直接作轴,结构上需要一轴多孔,轴承外圈与箱体 标准公差等级的选择原则:在满足使用要求的前提下,尽量选较低的标准公差等级。 标准公差等级选择需考虑:工艺等价性,相配件的结构精度,配合精度及加工成本。 几何要素分为:组成要素(轮廓要素)和导出要素(中心要素)。 形状公差带只有形状和大小,无方位,无基准。 位置公差带的被测要素为中心要素(轴线),基准也为中心要素(轴线)。 跳动公差带的被测要素为组成要素,基准要素为中心要素(轴线)。 跳动公差包括:圆跳动公差和全跳动公差。 公差原则包括:独立原则和相关要求。 相关要求包括:包容要求○E,最大实体要求○M,可逆要求。 未注几何公差与尺寸公差关系采用独立原则。 未注公差等级分为H,K,L三级,H最高,L最低。 粗糙度对零件工作性能的影响方面:耐磨性,配合性质稳定性,耐疲劳性,抗腐蚀性。 粗糙度评定参数:算术平均偏差Ra,最大高度Rz,轮廓单元平均宽度RSm。RSm不能独立采用。 16%原则:在同一评定长度范围内幅度参数全部实测值中,大于上极限的个数不超过实测值总数的16%,小于下极限的个数不超过实测值总数的16%,则认为合格。 最大原则:整个被测表面幅度参数的所有实测值皆不大于上限值,合格。 极限值默认16%原则,评定长度默认为5,传输带默认0.0025---0.8。 粗糙度的检测:比较法Ra,针描法Ra,光切法Rz,显微干涉法Rz。 滚动轴承工作时满足:必要的旋转精度,合适的游隙。 滚动轴承配合:外圈基轴制(与同名配合性质相同),内圈基轴制(稍紧)。
公差与配合标准表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
公差带级 >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 K 5 +9 +1 +11 +2 +13 +2 +15 +2 +18 +3 +21 +3 +24 +4 +27 +4 ▼6 +12 +1 +15 +2 +18 +2 +21 +2 +25 +3 +28 +3 +33 +3 +36 +4 7 +19 +1 +23 +2 +27 +2 +32 +2 +38 +3 +43 +3 +50 +4 +56 +4 M 5 +15 +7 +17 +8 +20 +9 +24 +11 +28 +13 +33 +15 +37 +17 +43 +20 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号
GBT1804一般公差
GBT1804一般公差 本标准等效采用国际标准ISO 2768-1 :1989《一般公差——第1 部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角
3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。 4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m 。
5 线性尺寸的一般公差的表示方法采用GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m 附录A 线性尺寸的一般公差的概念和作用 (参考件) A 1 概述
几何量公差与检测试卷及标准答案
几何量公差与检测试卷及答案
————————————————————————————————作者:————————————————————————————————日期:
《互换性原理与技术测量》 一、填空题(共20分,每空1分) 1.一个孔或轴允许尺寸的两个极端称为。 2. 一零件表面切削加工要求轮廓的算术平均偏差Ra为6.3μm,在零件图上标注为____________。 3.配合基准制分__________和__________两种。一般情况下优先选用______________。 4.滚动轴承内圈与轴的配合采用基制,而外圈与箱体孔的配合采用基_________制。 5. 现代工业对齿轮传动的使用要求归纳起来有四项,分别为____________、 _______________ 、________________、________________ 。 6. 普通螺纹结合的基本要求为__________、__________。 7. 零件的尺寸合格,其________ 应在上偏差和下偏差之间。 8.公差原则分__________和相关要求,相关要求包括____________、 _______________ 、________________、________ 四种。 9. 在同一尺寸段内,从IT01~IT18,公差等级逐渐降低,公差数值逐渐。 二、选择题(共10分,每题1分) 1.当孔与轴的公差带相互交叠时,其配合性质为()。 A. 间隙配合 B. 过渡配合 C. 过盈配合 2.公差带的大小由()确定。 A.实际偏差 B. 基本偏差 C. 标准公差 3.下列孔与基准轴配合,组成间隙配合的孔是()。 A.孔两个极限尺寸都大于基本尺寸 B.孔两个极限尺寸都小于基本尺寸 C.孔最大极限尺寸大于基本尺寸,最小极限尺寸小于基本尺寸 4.基本偏差是()。 A.上偏差 B .下偏差 C. 上偏差和下偏差 D. 上偏差或下偏差
尺寸链计算方法-公差计算
尺寸链计算 一.基本概念 尺寸链是一组构成封闭尺寸的组合。 尺寸链中的各个尺寸称为环。零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。反之为减环。 补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。 传递系数ξ:表示各组成环对封闭环影响大小的系数。增环ξ为正值,减环ξ为负值。通常直线尺寸链的传递系数取+1或-1. 尺寸链的主要特征: ①.尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。 二.尺寸链的分类 1.按应用范围分 工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链。 装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链。 2. 按构成尺寸链各环的空间位置分 线性尺寸链:各环位于平行线上 平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列。 空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算。 3.按尺寸链的形式分 a)长度尺寸链和角度尺寸链 b)装配尺寸链装、零件尺寸链和工艺尺寸链 c)基本尺寸链与派生尺寸链 基本尺寸链指全部组成环皆直接影响封闭环的尺寸链 派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链 三. 基本尺寸的计算 把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。是设计中尺寸链计算时首先应该进行的工作。 目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误。特别是测绘设计的产品。由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算 四.解尺寸链的主要方法 根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。 为了提高零件的装配精度,与其有关各零件表面形成的尺寸链环数必须最少。 a)极值法(完全互换法) 各组成环的公差之和不得大于封闭环的公差 即Σδi≤δN 不适合环数很多的尺寸链 b)概率法(不完全互换法) 设A表示组成环的算术平均值,σ表示均方根偏差,则一般各环的公差取±3σ。 σ=∑- i n A Xi/) ( c)选配法 将尺寸链中组成环的公差放大到经济可行的程度,然后选择合适的零件进行装配。 尺寸链计算程序 ①基本尺寸计算依据产品标准、产品装配图、零件图 ②公差设计计算可以先按推荐的公差等级标准选取公差值,然后按互换法进 行计算调整,决定各组成环的公差与极限偏差。 ③公差校核计算校核封闭环公差与极限偏差。 五. 计算举例
几何量公差与检测试卷及答案(4套)
1?一个孔或轴允许尺寸的两个极端称为 ___________ 。。 2零件表面切削加工要求轮廓的算术平均偏差Ra为6.3 μ m ,在零件图上标注为_ 3. ________________ 配合基准制分 ________________________________________ 和两种。一般情况下优先选用 _______ 。 4?滚动轴承内圈与轴的配合采用基制,而外圈与箱体孔的配合采用基—制。 5. 现代工业对齿轮传动的使用要求归纳起来有四项,分别为__________ 、_______ 、_ 6. 普通螺纹结合的基本要求为 ___________ 、___________ 。 7. 零件的尺寸合格,其________ 应在上偏差和下偏差之间。 &公差原则分 ________ 和相关要求,相关要求包括 _____ 、____ 、_____ 、—四种。 9.在同一尺寸段内,从IT01~IT18,公差等级逐渐降低,公差数值逐渐。 二、选择题 1. 当孔与轴的公差带相互交叠时,其配合性质为( )。 A.间隙配合 B.过渡配合 C.过盈配合 2 ?公差带的大小由()确定。A. 实际偏差 B.基本偏差C.标准公差 3 ?下列孔与基准轴配合,组成间隙配合的孔是()。 A ?孔两个极限尺寸都大于基本尺寸 B ?孔两个极限尺寸都小于基本尺寸 C ?孔最大极限尺寸大于基本尺寸,最小极限尺寸小于基本尺寸 4. 基本偏差是()。A.上偏差 B.下偏差 C.上偏差和下偏差 D.上偏差或下偏差 5. 标准规定形状和位置公差共有()个项目。 A. 8 B. 12 C. 14 D. 16 6 .垂直度公差属于()。A .形状公差 B.定位公差 C.定向公差 D.跳动公差 7 ?如被测要素为轴线,标注形位公差时,指引线箭头应()。 A.与确定中心要素的轮廓线对齐 B.与确定中心要素的尺寸线对齐 C.与确定中心要素的尺寸线错开 8、最大实体尺寸是指()。 A.孔和轴的最大极限尺寸 B.孔和轴的最小极限尺寸 C.孔的最大极限尺寸和轴的最小极限尺寸 D.孔的最小极限尺寸和轴的最大极限尺寸 9、径向全跳动公差带的形状与-的公差带形状相同 A圆柱度B圆度C同轴度D线的位置度 10、孔、轴公差带的相对位置反映()程度。 A.加工难易 B.配合松紧 C.尺寸精度
公差等级表
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
6 西格玛标准公差计算公式.
六西格玛管理系列讲座之一 什么是6西格玛管理?当人们谈论世界著名公司-通用电器(GE)的成功以及世界第一CEO-杰克.韦尔奇先生为其成功制定的三大发展战略时,都会不约而同地提出这样的问题。 如果概括地回答的话,可以说6西格玛管理是在提高顾客满意程度的同时降低经营成本和周期的过程革新方法,它是通过提高组织核心过程的运行质量,进而提升企业赢利能力的管理方式,也是在新经济环境下企业获得竞争力和持续发展能力的经营策略。因此,管理专家Ronald Snee先生将6西格玛管理定义为:“寻求同时增加顾客满意和企业经济增长的经营战略途径。” 如果展开来回答的话,6西格玛代表了新的管理度量和质量标准,提供了竞争力的水平对比平台,是一种组织业绩突破性改进的方法,是组织成长与人才培养的策略,更是新的管理理念和追求卓越的价值观。 让我们先从6西格玛所代表的业绩度量谈起: 符号σ(西格玛)是希腊字母,在统计学中称为标准差,用它来表示数据的分散程度。我们常用下面的计算公式表示σ的大小: 如果有两组数据,它们分别是1、2、3、4、5;和3、3、3、3、3;虽然它们的平均值都是3,但是它们的分散程度是不一样的(如图1-1所示)。如果我们用σ来描述这两组数据的分散程度的话,第一组数据的σ为1.58,而第二组数据的σ为0。假如,我们把数据上的这些差异与企业的经营业绩联系起来的话,这个差异就有了特殊的意义。 假如顾客要求的产品性能指标是3±2(mm),如果第一组数据是供应商A所提供的产品性能的测量值,第二组数据是供应商B所提供的产品性能的测量值。显然,在同样的价格和交付期下,顾客愿意购买B的产品。因为,B的产品每一件都与顾客要求的目标值或理想状态最接近。它们与顾客要求的目标值之间的偏差最小。 假如顾客要求的产品交付时间是3天。如果第一组数据和第二组数据分别是供应商A和B每批产品交付时间的统计值,显然,顾客愿意购买B的产品。因为,B每批产品的交付时间与顾客要求最接近。尽管两个供应商平均交付时间是一样的,但顾客的评判,不是按平均值,而是按实际状态进行的。 假如顾客要求每批产品交付数量是3件。如果第一组数据和第二组数据分别是供应商A和B每批产品
标准公差表经典.doc
标准公差表 线性和角度尺寸未注公差 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: ?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于:
?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。 形状位置公差 零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。 形状公差 形状公差是指单一实际要素的形状所允许的变动全量。 形状公差用形状公差带表达。形状公差带包括公差带形状、方向、位置和大小等四要素。 形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。 位置公差
位置公差是指关联实际要素的位置对基准所允许的变动全量。 定向公差 定向公差是指关联实际要素对基准在方向上允许的变动全量。这类公差包括平行度、垂直度、倾斜度3项。 定位公差 定位公差是关联实际要素对基准在位置上允许的变动全量。这类公差包括同轴度、对称度、位置度3项。 跳动公差 跳动公差是以特定的检测方式为依据而给定的公差项目。跳动公差可分为圆跳动与全跳动。零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。 分类项 目 符号简要描述 形状公差直 线 度 直线度是表示零件 上的直线要素实际形 状保持理想直线的状 况。也就是通常所说 的平直程度。 直线度公差是实际 线对理想直线所允许 的最大变动量。也就 是在图样上所给定 的,用以限制实际线 加工误差所允许的变 动范围。 平 面 度 平面度是表示零件 的平面要素实际形 状,保持理想平面的 状况。也就是通常所 说的平整程度。 平面度公差是实际 表面对平面所允许的 最大变动量。也就是 在图样上给定的,用 以限制实际表面加工 误差所允许的变动范 围。 圆 度 圆度是表示零件上 圆的要素实际形状, 与其中心保持等距的 情况。即通常所说的 圆整程度。 圆度公差是在同一 截面上,实际圆对理 想圆所允许的最大变 分 类 项 目 符号简要描述 位 置 公 差 定 向 平 行 度 平行度是表示零 件上被测实际要素 相对于基准保持等 距离的状况。也就 是通常所说的保持 平行的程度。 平行度公差是: 被测要素的实际方 向,与基准相平行 的理想方向之间所 允许的最大变动 量。也就是图样上 所给出的,用以限 制被测实际要素偏 离平行方向所允许 的变动范围。 垂 直 度 垂直度是表示零 件上被测要素相对 于基准要素,保持 正确的90°夹角状 况。也就是通常所 说的两要素之间保 持正交的程度。 垂直度公差是: 被测要素的实际方 向,对于基准相垂 直的理想方向之 间,所允许的最大 变动量。也就是图 样上给出的,用以 限制被测实际要素 偏离垂直方向,所
最新公差计算方法大全资料
六西格玛机械公差设计的RSS分析2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS 模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS 模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况
的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk: 实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
几何量公差与检测实验指导书.docx
几何量公差与检测实验指导书 程飞月 武汉理工大学教材中心 2006年 6月 1.了解立式光学计的测量原理; 2.熟悉用立式光学计测量外径的方法。 立式光学计是一种精度较高而结构简单的常用光学量仪,用量块作为长度测 量基准,按比较测量法来测量各种工件的外尺寸。 图 1-1 为立式光学计外形图,它由底座1、立柱 5、支臂 3、直角光管 6 和工作台 11 等几部分组成,光学计是利用光学 杠杆发大原理进行测量的仪器,其光学系统如图1-2(b)所示。照明光线经反射镜 1 照射到刻度尺 8 上,再经直角棱镜2、物镜 3,照射到反射镜 4 上。由于刻度尺 8 位于物镜 3 的焦平面上,故从刻度尺 3 上发出的光线经物镜 3 后成为平行光束。 若反射镜 4 与物镜 3 之间相互平行,则反射光线折回到焦平面,
刻度尺像 7 与刻度尺 8 对称。若被测尺寸变动使测杆 5 推动反射镜 4 绕支点转动某一角度 , (图 1-2a),则反射光线相对于 入射光线偏转2, 角度,从而使刻度尺像7 产生位移t (图1-2c),它代表被测尺寸的变动量。物镜至刻度尺8 间的距离为物镜焦距f ,设b 为测杆中心至反射镜支点间的距离, s 为测杆 5 移动的距离,则仪器的放大比 K 为: tftg2,K,, Sbtg, tg2,,2,,tg,,,当, 很小时,,因此: 2fK, b 光学计目镜放大倍数为12,f,200mm,b,5mm,故仪器的总放大倍数n 为: 2f2 , 200n,12k,12,12 ,,960 b5 由此说明,当测杆移动0.001mm时,在目镜中可见到0.96mm的位移量。 1.测头的选择:测头有球形、平面形和刀口形三种,根据被测零件表面的几 何形状来 选择,使测头与被测表面尽量满足点接触。所以,测量平面或圆柱面工件时, 选用球形测头。 测量球面工件时,选用平面形测头。测量小于10mm的圆柱形工件时,选用刀口形测头。 2.按被测零件的基本尺寸组合量块。