三角尾自攻螺丝
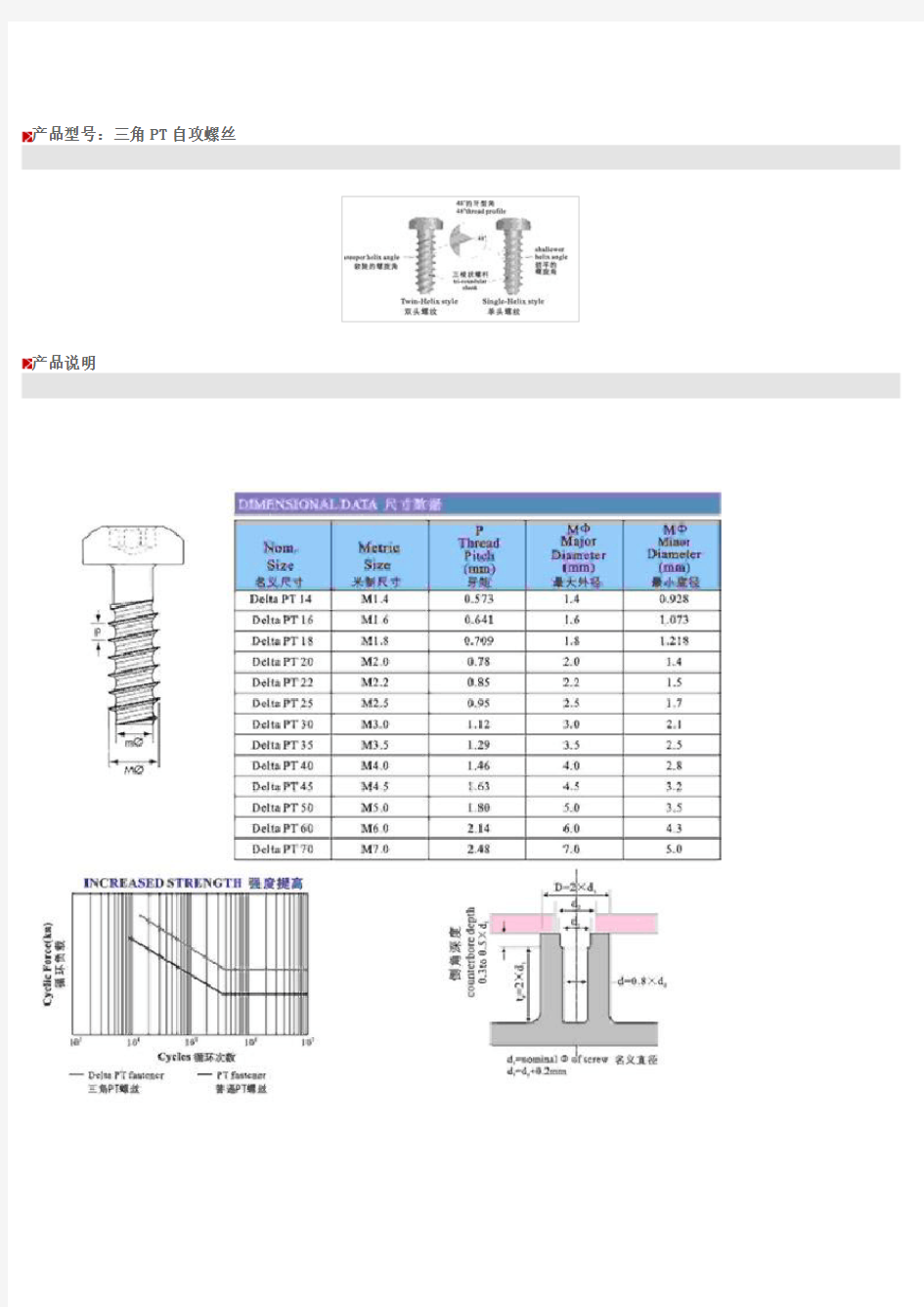
产品型号:三角PT自攻螺丝
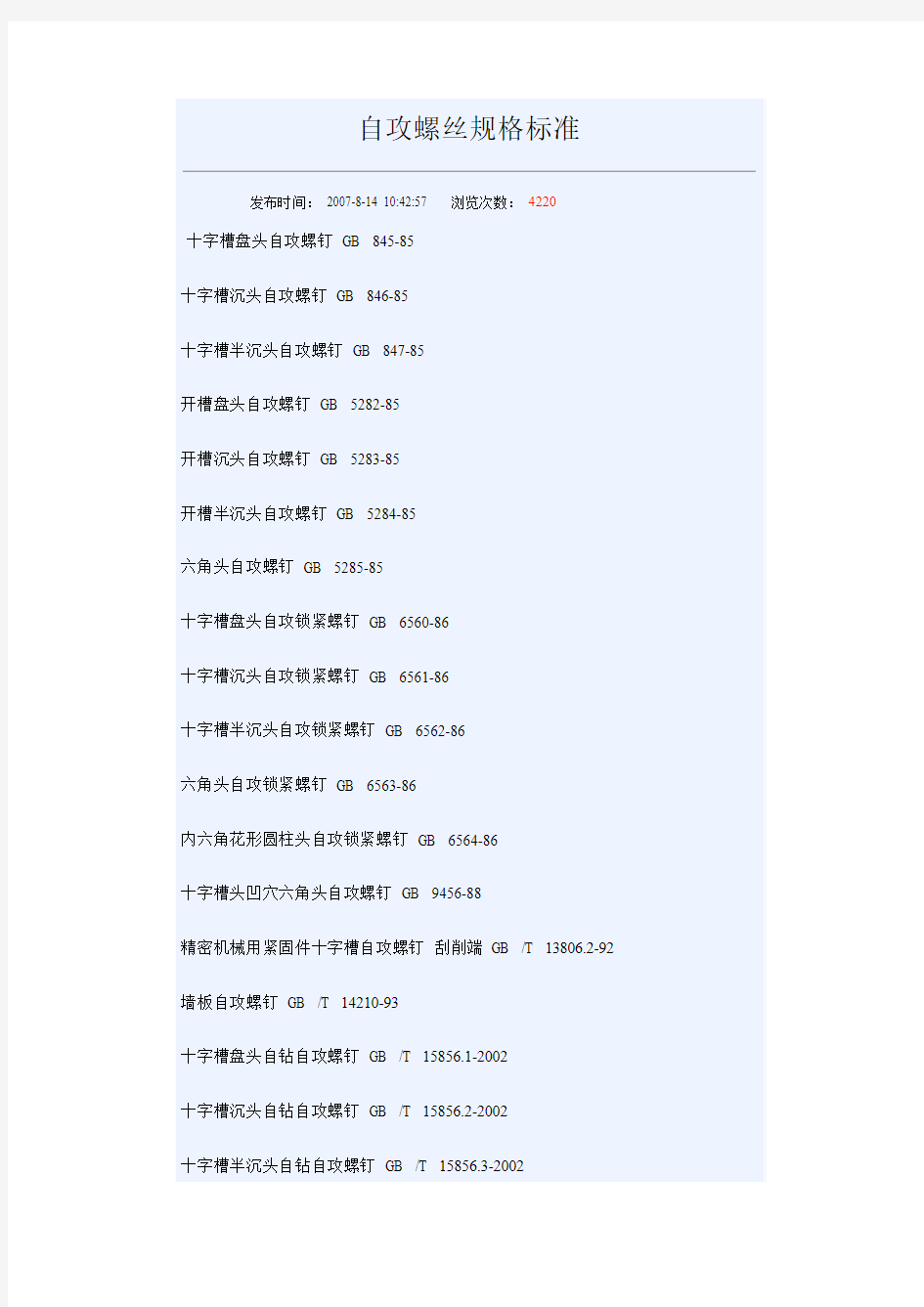
产品说明
关于地脚螺栓设计的一些常用规定
关于地脚螺栓设计的一些常用规定 目录 第一章总则 第二章一般规定 第三章地脚螺栓尺寸的确定 第四章地脚螺栓的选用 第五章设计分工
第一章总则 第1.0.1条本规定适用于静止石油化工工艺设备地脚螺栓设计。 第1.0.2条机、泵等定型设备的地脚螺栓一般为随机附件,若需要配备时也可参照本规定选用。 第1.0.3条塔、容器、换热器等非定型设备可参照本规定配备地脚螺栓。 第二章一般规定 第2.0.1条地脚螺栓埋入混凝土基础内一般用两种方法,即预埋和预留孔二次灌浆埋入法。 第2.0.2条地脚螺栓直接埋入基础内的方法适用于塔类、较高的容器、球罐和振动较大的机械设备。 第2.0.3条直接埋入地脚螺栓时,地脚螺栓中心线距基础边的尺寸a≥100mm,见图2.0.8。当不能满足时必须提请土建专业对基础配筋加固。 图2.0.3 地脚螺栓直接埋入基础图 第2.0.4条预留地脚螺栓孔,放入地脚螺栓后灌浆固定。此法适用于卧式容器、换热器、小型的立式 容器等静置设备及振动较小的机、泵类。其特点是便于地脚螺栓定位尺寸的调整而不需要定位模板。 第2.0.5条预留孔的尺寸必须满足土建施工及设备安装的要球。参见图 2.0.5。 预留孔的尺寸A×A最小为100×100(mm)。螺栓钩距孔壁尺寸e≥20mm,孔壁距基础边的尺寸b≥100mm,当b不能满足100mm时,可采用预埋方式或请土建专业对基础配筋加固。螺栓钩距孔底 尺寸B取80mm。 孔深(c)=地脚螺栓埋入深度(L2)+B mm 图2.0.5 预留孔尺寸 第2.0.6条对于安装在混凝土梁上的设备,其地脚螺栓一般采用预埋方式。如设备基础有特殊要求, 也可由土建专业在混凝土梁上预埋套管,以便穿入地脚螺栓。套管尺寸应使地脚螺栓与套管之间净空至 少为10mm,以便设备安装时调整螺栓位置和灌沙、夯实。见图 2.0.6。此方式螺栓较长、缓冲性能好、又可更换螺栓,但稳定性较差。
4.地脚螺栓设计规定
中国石化集团兰州设计院标准 SLDI333C06-2001 0新制定全部顾英张彦天郑明峰2002.04.01 修改标记 简要说明 修改 页码 编制校核审核审定日期 2001-01-08发布2001-01-15实施 中国石化集团兰州设计院 地脚螺栓设计规定
目录 第一章总则 第二章一般规定 第三章地脚螺栓尺寸的确定 第四章地脚螺栓的选用 第五章设计分工
中国石化集团兰州设计院:2001-01-15 第一章总则 第1.0.1条本规定适用于静止石油化工工艺设备地脚螺栓设计。 第1.0.2 条机、泵等定型设备的地脚螺栓一般为随机附件,若需要配备时也可参照本规定选用。第1.0.3条塔、容器、换热器等非定型设备可参照本规定配备地脚螺栓。 第二章一般规定 第2.0.1条地脚螺栓埋入混凝土基础内一般用两种方法,即预埋和预留孔二次灌浆埋入法。 第2.0.2条地脚螺栓直接埋入基础内的方法适用于塔类、较高的容器、球罐和振动较大的机械设备。第2.0.3条直接埋入地脚螺栓时,地脚螺栓中心线距基础边的尺寸a≥100mm ,见图2.0.8。当不能满足时必须提请土建专业对基础配筋加固。 图2.0.3地脚螺栓直接埋入基础图 第2.0.4条预留地脚螺栓孔,放入地脚螺栓后灌浆固定。此法适用于卧式容器、换热器、小型的立式容器等静置设备及振动较小的机、泵类。其特点是便于地脚螺栓定位尺寸的调整而不需要定位模板。第2.0.5条预留孔的尺寸必须满足土建施工及设备安装的要球。参见图2.0.5。 预留孔的尺寸A ×A 最小为100×100(mm )。螺栓钩距孔壁尺寸e≥20mm ,孔壁距基础边的尺寸b ≥100mm ,当b 不能满足100mm 时,可采用预埋方式或请土建专业对基础配筋加固。螺栓钩距孔底尺寸B 取80mm 。 孔深(c )=地脚螺栓埋入深度(L2)+B mm 图2.0.5预留孔尺寸
国标自攻螺丝详细尺寸表精编版
国家标准螺丝规格表,螺丝牙距规格表 我们螺丝行业的螺丝生产厂家,在生产制造当中,销售过程当中,服务客户过程当中,遇到客户问,什么样的螺丝规格是什么,它们的螺纹牙距是多少?那么如果有一个螺丝规格表,把螺丝螺纹牙距,螺丝种类,螺丝各方面基本信息都用一个图表来表示,清楚,明了,简单易懂。那么使用起来就方便多了。下面深圳市创固螺丝朱经理,把螺丝规格表,把螺丝螺纹牙距规格表显上,供大家方便使用,查询。 螺丝规格表 a. Slotted: 一字( Minus ) b. Phillips: 十字( Plus ) c. Phil-Slot: 一字/十字 d. Hex Scoket: 内六角 e. One Way: 单向(只可锁入,不可退出) A-4: Head Code/ 头部外型. a. Flat: 平头(锁入后,顶部与工作件齐平) b. Oval: 色拉头 c. Round: 圆头 d. Pan: 圆扁头 e. Truss: 大圆扁头 f. Hex : 六角头.
A-5: Finish Code/ 外观处理. 公制自攻螺丝:于品名后方直接标示Tapping Type. Ex: M3 x 6 –PPB, Tapping Type: M3 自攻螺丝, 6mm 长, 十字, 圆扁头, 镀黑. 螺纹规格为ST2.9 -ST6.3 的六角凸缘自钻自攻螺钉一般常用规格如下: a. Z: Zine-Plated: 镀锌 b. Ni: Ni-Plated: 镀镍 c. Tin-Plated: 镀锡 d. Zine Plated / Green Iridite: 镀锌绿膜处理. e. Radiant Plated: 镀五彩 f. Passivate: 抗氧化处理. g. Alodial Finish: 无外观处理 公制自攻螺丝钉:于品名后方直接标示Tapping Type. Ex: M3 x 6 –PPB, Tapping Type: M3 自攻螺丝钉, 6mm 长, 十字, 圆扁头, 镀黑. 一般以产品别或标示, 再判断为Sheet Metal 或塑料部品使用. B: 美规螺丝钉. a.一般以番号标示, 如#2-56, #4-40, #6-32, #8-32, #10-24…etc. b.或以英制外径表示, 如0.086-56, 0.112-40 , 0.138-32 , 0.164-32 , 0.190-24…etc. Ex: 632 – 8 – P P B: Finish Code: 外观处理规格 Head Code: 头部外型
螺钉长度标准
螺钉长度标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
公制机械牙螺丝设计标准 一﹑公制机械牙螺丝(ISO)特点 公制机械牙螺丝是目前世界范围内应用最广泛的螺丝种类,也是国际上正在大力推行的螺丝标准,英制(韦氏)规格﹑日本(JIS)规格﹑美国(ANSI)规格﹑德国(DIN)规格等螺纹将逐步被公制机械牙螺丝(ISO)规格替换。 公制机械牙螺丝是目前标准化﹑通用化﹑系列化程度最高的螺丝种类,应用范围极其广泛。具有互换性强﹑破坏扭力大﹑抗张力强﹑加工精度高﹑适应性强﹑可预制便于节省时间﹑进步生产效率﹑配套零件齐全﹑结合配套零件可满足各种性能要求等优点。 二﹑三角自攻螺丝(TAPTITE)主要术语及技术参数 1﹑标称直径:螺丝设计﹑生产﹑检验等公认的螺丝直径。 2﹑螺距﹑牙数:相邻两个牙顶之间的间隔或每英寸长度的牙数。 3﹑外径:螺丝所测出的最大均匀外径。 4﹑有效径:螺丝截面面积等效为一个圆形截面时所对应的直径。 5﹑标称长度:螺丝设计﹑生产﹑检验等公认的长度。 6﹑破坏扭力:螺丝达到扭裂或扭断状态所需要最小扭力。 7﹑抗张力:螺丝在轴向产生塑性变形或断裂状态所需要最小拉力。 8﹑表面硬度:螺丝表面头部较平坦部位测出的均匀硬度。 9﹑心部硬度:螺丝断面距中心约1/2半径位置所测出的均匀硬度。 10﹑渗碳硬化层深度:螺丝经表面渗碳处理后硬化层的厚度。 三﹑螺丝相关尺寸标准 <一>﹑公制机械牙粗牙规格螺丝尺寸标准(牙型角:60) 标称尺寸Designation 螺距Pith 外径Circle 有效直径Triangle 最大Max 最小Min 公差Tolerance 最大Max 最小Min 公差Tolerance
地脚螺栓标准化设计
江苏电网输变电工程标准化设计 杆塔地脚螺栓 江苏省电力公司 2008年12月
前言 为进一步推进基建标准化建设,贯彻“两型三新”(资源节约型、环境友好型、新技术、新材料、新工艺)输电线路建设要求,在国家电网公司输变电工程典型设计的基础上,在江苏省电力公司的组织领导下,编制了杆塔地脚螺栓标准化设计。 本次江苏电网地脚螺栓标准化设计适用于省内新建、改造110kV、220kV、500kV输电线路工程。 由于编者水平有限,时间较短,错误和遗漏在所难免,敬请批评指正。 编者 2008年11月30日
目录前言 第一篇总论 (1) 1.目的、意义和总体原则 (1) 1.1 标准化设计的目的和意义 (1) 1.2 标准化设计的总体原则 (1) 1.3 标准化设计的工作内容 (1) 2.设计依据 (1) 2.1 设计依据的主要规程规范 (1) 3.模块划分 (2) 4.设计原则和加工要求 (2) 4.1 设计原则 (2) 4.2 加工要求 (3) 5.标准化设计使用说明 (3) 5.1 标准化使用说明 (3) 5.2 注意事项 (3) 6.地脚螺栓制造图 (3)
第一篇总论 1.目的、意义和总体原则 1.1标准化设计的目的和意义 推行电网工程标准化设计是江苏省电力公司全面贯彻落实科学发展观,建设“资源节约型、环境友好型”社会,履行社会责任,大力提高集成创新能力的重要体现;是实施集约化管理,标准化建设的重要手段。 为积极贯彻江苏省电力公司关于“转变观念、技术创新”、“三沿少跨,跨则加强”的思路建设江苏电网,根据江苏省电力公司的部署,为统一设计标准、提高工作效率、降低工程造价,体现“资源节约型、环境友好型”的社会需求,推进技术创新成果转化标准化设计,成立了“电网标准化设计工作组”,开展江苏电网工程标准化设计工作。 电网工程标准化设计广泛吸纳了以往输电线路工程的设计成果和建设经验,是对前人成果的总结和借鉴,是提高集成创新能力的具体体现。开展电网工程标准化设计工作的目的是:深入贯彻集约化管理思想,统一建设标准,统一材料规范;规范设计程序,加快设计、评审、材料加工的进度,提高工作效率和工作质量;减少设备型式、方便材料招标,方便运行维护;降低建设和运行成本。 1.2标准化设计的总体原则 电网工程标准化设计的总体原则是:安全可靠、技术先进、保护环境、控制成本、提高效率。在标准化设计中,着重要处理和解决好标准化设计方案的统一性、适应性、灵活性、先进性、可靠性和经济性及其相互之间的辩证统一关系。 统一性:建设标准统一,基建和生产的标准统一,体现江苏省电力公司的企业文化特征。 适应性:综合考虑江苏地区的实际情况,使得标准化设计在江苏省电力公司系统中具备有广泛的适用性,在一定的时间内对不同外部条件的工程均能基本适用。 灵活性:标准化设计的各模块接口方便,可进行组合使用。 先进性:标准化设计的方案在技术上具有先进性,注重环保,同时经济指标先进。 可靠性:适当提高设计标准,保证电网生产的安全可靠性。 经济性:按照企业利益最大化原则,综合考虑初期投资和长期费用,追求全寿命周期内企业的最优经济效益。 标准化设计坚持“集成创新”、“以人为本”和“可持续发展”的理念,综合考虑“设计内容的合理性”。 1.3标准化设计的工作内容 杆塔地脚螺栓标准化的主要工作是统计江苏省杆塔的荷载范围,调研地脚螺栓的材料供应、加工和使用情况,在标准化和简化的指导原则下统一地脚螺栓的材质和规格,根据现行规范设计出一套标准化、系列化的地脚螺栓,满足江苏省电力公司系统绝大多数地区线路工程建设的需要。 2.设计依据 2.1设计依据的主要规程规范 1)《110~750kV架空输电线路设计规范》(报批稿) 2)《架空送电线路杆塔结构设计技术规定》(DL 5154-2002) 3)《钢结构设计规范》(GB50017-2003) 4)《混凝土结构设计规范》(GB50010-2002)
自攻螺钉类型与应用指南.doc
更新时间: 自攻螺钉类型与应用指南 2009-10-9来源: () 点击数:189 自攻螺钉是一种同时具有攻丝和紧固两种功能的特殊紧固件品种,自攻螺钉在各类紧固件中属于是一个比较 大的类别。这个类别不仅范围和它所包括的内容比较大,而且它仍然在不断变化中,也就是说,属于自攻螺钉范畴 的产品,仍然不断在增加、在变化。自攻螺钉是这一类别或这一大类产品的总称,它包括:普通自攻螺钉、自 切自攻螺钉、自挤自攻螺钉、自钻自攻螺钉、金属驱动螺钉等。以及近二十年来出现的墙板自攻螺钉(干壁钉)、纤维板钉、刨花板钉等等。自攻螺钉属于一种强度高(相比木螺钉)、单件、单体、单侧装配和连接的紧固件。 由于自攻螺钉能形成或切削出与自身连接的螺纹,故其具有良好的连接配合,能阻止螺钉在使用中的松动。另外,自攻螺钉可以拆卸,可以再次或多次重复使用。而且,由于自攻螺钉具有较高的强度和良好的使用性能,所以, 它在各种工程结构上,得到了广泛的应用。 一、自攻螺钉的发展和演变过程 自攻螺钉自诞生以来,已有近一百年的历史,下面我介绍一下它的演变过程和发展的几个阶段。自攻螺钉是上个世纪初,大约在 1914 年被大量引入工业中的。开始是模仿木螺钉,只不过它采用淬硬钢制造,具有一定强度, 这样,与木螺钉相比,有了更为广泛的应用场合。下面是它的演变过程和发展的几个阶段。 第一阶段普通自攻螺钉,它是早期薄板金属螺钉的直接产物。所以也被称为“金属薄板螺钉”,主要应用于连接供热和通风系统的薄板金属通道。当把它拧入预制孔里时,使得紧靠着孔周围的金属材料产生移位,并同时把 金属材料推入螺钉螺纹之间的空隙,进而形成与螺钉相连接的内螺纹。所以,普通自攻螺钉,也被称为“螺纹成形自攻螺钉”。这就是应用最早、最基本直到目前也是应用最广泛的自攻螺钉。 第二阶段自切自攻螺钉,由于普通自攻螺钉的螺纹,只有在相当薄,而且韧性比较好的金属薄板材料上才能形成螺纹。而无法应用于较厚的材料,或较硬、较脆以及变形能力较差的材料。于是工程技术人员开发出螺钉杆 部末端带有切削凹槽或刃口的自攻螺钉—自切自攻螺钉。当把这种改良后的自攻螺钉拧入预制孔里时,螺钉就可 以像丝锥那样,切削出与自身相连接的螺纹,这样,一种新型自攻螺钉—自切自攻螺钉就诞生了。这就是自攻螺 钉发展的第二阶段。 第三阶段自挤自攻螺钉,到了二十世纪五十年代初,紧固件工程技术人员根据丝锥的冷锻成型设计原理,并 把这一原理应用于自攻螺钉的设计上,研制出了新一代的自攻螺钉—自挤自攻螺钉。工程师为这种螺钉设计了螺 杆(包括螺纹)和杆部末端。这种螺钉的螺杆通常为三棱形,螺钉通过其螺纹牙顶,而不是在整个螺纹牙的侧面,对被连接件施加间歇的、周期性的压力,从而形成内螺纹。通过集中和限止成形压力,使紧靠着的受压材料更容 易流动,并更好地填入(或挤入)自攻螺钉的牙侧和牙底。而且,正是由于有被连接件金属材料的嵌入,在被连 接件内孔上形成“内榫”,对螺钉的拧入或退出都形成了阻力。所以自挤自攻螺钉具有了较高的锁紧性能。因而它 也被称为“自攻锁紧螺钉”。另外这种自攻螺钉的螺杆大多为三棱形,所以民间也称它为三角螺纹螺钉。还有一 点需要指出:三棱形螺杆的自挤自攻螺钉在拧入基体时,对基体材料所施加的作用力为间歇性的,因此拧入时,所 承受的磨擦阻力,要远低于普通自攻螺钉,从而也易于拧入较厚的金属材料中。这种自攻螺钉具有较好的拧入控制 和较强的紧固扭矩,而且也极大地改善了连接强度和连接的整体牢固性,这是自攻螺钉的一种结构性变革。 第四阶段—自钻自攻螺钉。以上三个阶段产生的自攻螺钉在使用上有一个共同点:就是在被连接件上,必须事先加工出预制孔。这也是以上三种自攻螺钉共同的弱点。经过统计我们知道:在构成装配成本的各个项目中,最高的一项就是加工预制孔。而且,以上三种自攻螺钉所需要加工的预制孔,对于相同公称直径的三种螺钉来讲, 都各不相同。而且还必须严格控制相应预制孔的公差范围。否则,拧入后的连接效果就会大打折扣。这样,在二 十世纪六十年代初,紧固件工程师们就研制出了“自钻自攻螺钉”,一种在自攻螺钉端部带有钻头形状的自攻螺钉。 由于使用时不需要事先加工预制孔,实现了钻、削、攻丝,紧固一次加工,一步到位。降低了总装配成本,这就 是自攻螺钉发展的第四阶段:自钻自攻螺钉。 以上就是自攻螺钉自二十世纪初到二十世纪六十、七十年代所经历的四个主要发展阶段,本文开始我就提到了 自攻螺钉产品仍在不断发展变化中,新的自攻螺钉产品,随着工业的发展,不断被研制出来。近二十年来出现了:
(整理)螺丝柱设计
压铆方式:一般通过冲床或液压压铆机来讲压铆螺柱铆接到钣金件上面 压铆螺柱,是应用于钣金、薄板、机箱、机柜的一种紧固件,压铆螺母柱其外形一端呈六角形,另一端为圆柱状,六角边与圆柱状中间有一道退刀槽,其内形为内螺纹,通过压力机将六角头压入薄板的预置孔内(预置孔的孔径一般略大于压铆螺柱的圆柱外径)使孔的周边产生塑性变形,变形部分被挤入压铆螺母柱的退刀槽内,使压铆螺母柱铆紧于薄板上,从而在薄板上形成一下有效固定的内螺纹。压铆螺柱的材料主要是以铝合金、铜和碳钢为主。 应用优点 板材背面保持完全嵌平;小而精巧,广泛应用于精密电子电器产品或精密设备;高抗扭矩阻力;装备方便,只需要压铆;规格系列化,能满足多种设计要求。 2.5压铸件螺丝柱 3.螺丝柱的基本设计原则 3.1塑胶类螺丝柱的设计 螺丝柱的作用:螺丝柱是用以装配产品、及支撑承托其它零件之用。螺丝柱主要分为自攻螺丝柱和镶螺母型螺丝柱。这些应用均要有足够强度支持压力而不致于破裂。 螺丝柱的设计在结构设计中是最常见的,但往往也是容易忽略的地方。设计的不当,容易引起打螺钉发白、爆裂、引发的缩水、滑牙、根部断裂等等不良现象。 3.1.1自攻型螺丝柱 1)螺柱的尺寸问题 外径和内径的分配多少合适?螺柱与螺钉的配合尺寸怎么给?还有插入件柱孔应如何设计?塑胶螺丝柱参考尺寸. D = 公称直径 X 外径系数, d = 公称直径 X 孔系数 S = 公称直径 X 螺纹深度系数.
D表示螺丝柱外径,d表示螺丝柱内径(预孔),h表示螺丝柱的高度,t表示产品料厚, s表示螺丝旋入螺丝柱的深度 2)螺丝柱的内孔设计 螺丝柱的形状以圆形为主﹐其它形状则加工不易 螺丝柱高度一般是不会超过支柱直径的两倍半。因过高的支柱会导致塑胶部件成型时困气(长度太长时会引起气孔﹐烧焦﹐充填不足等)。 螺丝柱的位置不能太接近转角或外侧壁,应与产品外壁保持一段距离: 螺丝柱离产品外壁太近会产生缩水痕、空穴、或增加内应力等不良影响。因此,支柱与产品外壁保持一段距离。 3)螺丝柱的强度问题: 加强筋怎么加?尺寸和形状如何定?另外也要考虑到筋位省模的问题。 螺丝柱尽量不要单独使用,应尽量连接至外壁或辅以三角加强筋,目的是加强支柱的强度及使胶料流动更顺畅。(三角加强筋对改善薄壁支柱的胶料流动特别适用) 设计螺丝柱时,增加根部R角、增加螺丝柱壁厚在一定程度上加强了螺丝柱的强度,但同时也会有缩水的风险;因此,支柱的设计须要从这两方面取得平衡。
自攻螺钉螺钉柱设计规范
自攻螺钉螺钉柱设计规范 1、螺钉柱的高度 螺钉柱的高度在4mm~35mm 为宜,若攻丝深度太小(小于4mm)则自攻螺钉吃不住劲容易滑丝;若螺钉柱高度太高(大于35mm)则镶芯(或丝针)太长容易变形。 2、螺钉柱的强度 螺钉柱应有一定的强度,当螺钉柱的高度H>5T 时,应加2-4个角撑保证螺钉柱的强度(见图1)。 图1中字母表示的尺寸及其关系下面列出: T:顶面壁厚; d:按照《常见塑料制品壁厚筋厚设计参考值》设计 a=2T~3T h≥32H H-h≥2(没有特殊装配要求时) 图1
3、螺钉柱的防缩 设计螺钉柱应考虑防缩,外观要求严格的表面螺钉柱应加斜顶进行防缩(见图2),设计时应考虑制品上有无其他结构影响斜顶的顶出,斜顶的行程是否足够。设计斜顶防缩螺钉柱时应尽量减小倒扣的深度(L ),螺钉柱的底座应设计成喇叭口以利于斜顶的出模(喇叭口单边斜度3-5°)。对于过高的螺钉柱,螺钉柱的高度不应超过35mm ,其余部分设计在螺钉柱底座上。 图2 无法加斜顶进行防缩的螺钉柱应加深孔内外的深度减轻缩水,加 深的深度值为顶面壁厚的2/5,见图3,n =52 T ,柱外侧槽的宽度 1.5mm ~2mm ,槽的外边缘渐变过渡防止亮痕。
图3 4、螺钉柱的内外径 螺钉柱的内外直径应符合加工工艺性,优先选用值见表1。 表1 自攻螺钉规格 螺钉柱内径?(mm)螺钉柱外径?(mm) (国标) ST2.2 1.75 ST2.9 2.36 ST3.5 2.87 ST3.9 3.27或8 ST4.2 3.47或8 ST4.8 3.88 ST5.5 4.49 ST6.3 5.112 5、螺钉柱的脱模斜度 当螺钉柱顶面为外观面时,螺钉柱的内外径不需设计脱模斜度,加工时由抛光自然生成斜度。 当螺钉柱的顶面为非外观时,螺钉柱的内外表面应设计0.5°的脱模斜度以利于出模,设计斜度时应以螺钉柱的顶面为基准拔模,即
自攻螺丝的介绍与规格
自攻螺丝 一般是指尖头的,粗牙的,质地较硬的木螺丝,也有用于铝合金、塑料的。用于金属孔开螺纹的一种特殊自攻螺丝被叫做丝攻。 自攻螺丝用于非金属或较软的金属,不用打低孔和攻丝; 自攻螺丝是尖头的,这样才能"自攻";普通螺丝都是平头的,粗细一致. 自攻螺丝是说:钻的孔为无屑攻牙的孔,用的螺丝和一般的不同,头为尖尖的,牙距比较大,与无屑丝攻有点像,可以不用攻牙直接旋进去,金属与塑胶通常使用这种方法。 自攻螺丝,就是不用螺母的螺丝。 它可以在被固结的材料上,靠其自身的螺纹,将被固结体“攻-钻、挤、压”出相应的螺纹,使之相互紧密配合。 补充:(来自同济大学教材) 自攻螺丝是一种带有钻头的螺丝,通过专用的电动工具施工,钻孔、攻丝、固定、锁紧一次完成。自攻螺丝主要用于一些较薄板件的连接与固定,如彩钢板与彩钢板的连接,彩钢板与檩条、墙梁的连接等,其穿透能力一般不超过6mm,最大不超过 12mm。自攻螺丝常常暴露在室外,自身有很强的耐腐蚀能力;其橡胶密封圈能保证螺丝处不渗水且具有良好的耐腐蚀性。 自攻螺丝通常用螺钉直径级数、每英寸长度螺纹数量及螺杆长度三个参数来描述。螺钉直径级数有10级和12级两种,其对应螺钉直径分别为4.87mm和5.43mm;每英寸长度螺纹数量有14、16、24三种级别,每英寸长度螺纹数量越多,其自钻能力越强。 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Scr ews)─系直接由铁皮螺丝发展 而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出;螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用
自攻螺丝的应用及检测方法
自攻螺丝的应用及检测方法 自攻螺丝 自攻螺丝虽然已使用很久,一般也知道怎么制作,但对于各规范所规定之标准及要求,也许并不是很清楚,在此仅藉由收集来之规范,整理出一份适合大家阅读,使能对自攻螺丝有多一层之认识.自攻螺丝是在金属或非金属材料之预钻孔中自行攻钻出所配合阴螺纹之一种有螺纹扣件.具有高拉力,单件,单边组合特色.由于其自行成型或攻出其配合螺纹,因此在组合上具有高防松能力,且可以装卸.在小形螺丝上其尺寸、螺纹型式、头型、攻钻性能在工程用途上几乎无可限量. 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Screws)─系直接由铁皮螺丝发展而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出;螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用螺丝尾部及牙部以类似螺丝攻的方式切削出配合阴螺纹.它可以用在厚板,比较坚硬或易碎等不易塑造之材料,. 螺纹滚成自攻螺丝(Thread Rolling Tapping Screws)─三角牙自攻螺丝,又称为Type TT(Type Tai 目前仍有专利)系基于成型螺丝攻之原理发展而成,螺纹滚成自攻螺丝具有特殊设计之螺纹及尾端使螺丝可以在断续之压力下自行滚成配合之阴螺纹.同时在孔周围之材料可以更轻易的填补自攻螺丝螺纹及牙底之空间,由于其磨擦力较螺纹成型自攻螺丝为小,因此可以使用在更厚之材料上,旋转所需之扭矩更好控制,且组合后强度更高.螺纹滚成自攻螺丝其工程标准定义比成型或切削自攻螺丝在材料,热处理,强度上之定义更高且更为明确,使得螺纹滚成自攻螺丝成为真正的”构造用”扣件. 钻尾自攻螺丝(Self Drilling Tapping Screws)─又称为Tec,在组装自攻螺丝之所有过程中,最耗费成本的是预钻孔的准备.自攻螺丝的使用,必需先钻孔.而且孔径也必需限制.无需预钻孔而在某些方面可以节省成本.这就是集钻, 攻, 旋紧于一次作业的钻尾自攻螺丝.钻尾螺丝的表面硬度及心部硬度比一般自攻螺丝高一点,这是因为钻尾螺丝多了一个钻孔之作业,另外钻尾螺丝尚需作贯穿试验,用以测试螺丝可以在规定时间内钻孔并攻出螺纹.上述为四种主要自攻螺丝之设计及发展过程,另有两种为特殊螺纹设计之螺丝,第一种为;高低牙自攻螺丝(High
螺孔尺寸标准
胶件螺孔设计尺寸一般要求 尺寸单位:mm 补充:所提供的资料是针对自攻螺钉的, 螺钉规格为螺钉大径,快牙为大螺距螺钉. 小于2.0的螺钉有1.7;1.4;1.1..等. 螺孔直径取螺钉大径的80%~85%. ??? 自攻螺钉m1.7=1.32~1.35 m1.4=1.10~1.05 造成滑丝的原因一般是因为螺丝直径过小或螺孔太大,应该跟扭力没有多大的关系。因为锁力过大一般是使螺孔裂开。 如果你的螺孔是按标准设计的话,那就要客户在螺丝上找原因了。我原来也在螺丝厂做过,造成螺丝直径不合规格原因也很多。你
可以要你的客户把打螺丝时造成滑丝的螺丝来过来测一下便知。 螺孔入口務必加上小導角, 容納螺絲攻入螺孔時擠出的毛邊. 螺柱絕多數模具廠都會用套管頂出, 所以內外都不要加拔模斜度. 如果螺柱很短(螺牙吃的少)孔徑可以稍微減小, 如果不影響外觀最好作穿孔. 如果螺絲柱很長, 底面又是外觀, 孔徑可以稍微加大, 然後加長螺絲有效長度 來補償, 以避免外觀縮水痕. 我就鐘對上面版主所提的要項和結合自己的工作實踐來發表一點粗俗的看法﹕ 1.塑胶件壁厚的厚度设计要看自己所做的產品和所用的材料來定。其中還關系到模具結构的難度﹐材料成本等。 2.塑胶件加强筋的设计﹐要結合該產品的要求。做到結构﹐模具﹐外觀(主要關系到強度﹐模具制造方面﹐外觀主要關系到縮水問題。)平時我做的話一般是取0.5-0.6T,當然不是絕對的﹗假如所用材料縮水率大的就要适當放底了。 3.塑胶螺丝柱(自攻)的设计﹐要根据螺絲的外經M來設計。一般在工作中﹐采用螺絲柱外經是螺絲外經的2~~2.5倍﹐螺絲孔大小取M-0.2*2。 4,塑胶件止口,美观线的设计!就電子產品來說用的比較多的止口有兩种﹐一种是內LIP結合﹐另外一种是外LIP結合﹐而美观线設計要根据外觀和lip的要求來定可靈活應用﹐一般寬度是0.5~~1mm.看產品的大小而定。 5,塑胶件材料选择的原则﹐塑料产品之好坏与材料选择及加工方式之迥异而有极大之关系。对于任何欲制之塑品,其步骤为先决定何种材料能够达到其所须之物性,再来则为选择最适切与最经济的加工方式。 總而言之﹗要看產品的要求來做一個比較合理的机构設計﹗望各位批評指正﹗
地脚螺栓设计规定
海洋化工设计院标准 HYDI333C06—2011 2011-01-01 发布2011-01-15 实施 海洋化工设计院 目录 第一章总则?错误!未定义书签。 第二章一般规定?错误!未定义书签。 第三章地脚螺栓尺寸得确定........................................................................................... 错误!未定义书签。第四章地脚螺拴得选用?错误!未定义书签。 第五章设计分工?错误!未定义书签。
第一章总则 第1、0、1条本规定适用于静止石油化工工艺设备地脚螺栓设计。 第1、0、2条机、泵等定型设备得地脚螺栓一般为随机附件,若需要配备时也可参照本规定选用。 第1、0、3条塔、容器、换热器等非定型设备可参照本规定配备地脚螺栓。 第二章一般规定 第2、0、1条地脚螺栓埋入混凝土基础内一般用两种方法,即预埋与预留孔二次灌浆埋入法。 第2、0、2条地脚螺栓直接埋入基础内得方法适用于塔类、较高得容器、球罐与振动较大得机械设备. 第2、0、3条直接埋入地脚螺栓时,地脚螺栓中心线距基础边得尺寸a≥100mm,见图2、0、8。当不能满足时必须提请土建专业对基础配筋加固。? 图2、0、3 地脚螺栓直接埋入基础图 第2、0、4条预留地脚螺栓孔,放入地脚螺栓后灌浆固定。此法适用于卧式容器、换热器、小型得立式容器等静置设备及振动较小得机、泵类。其特点就是便于地脚螺栓定位尺寸得调整而不需要定位模板。?第2、0、5条预留孔得尺寸必须满足土建施工及设备安装得要球.参见图2、0、5。 预留孔得尺寸A×A最小为100×100(mm)。螺栓钩距孔壁尺寸e≥20mm,孔壁距基础边得尺寸b≥100mm,当b不能满足100mm时,可采用预埋方式或请土建专业对基础配筋加固.螺栓钩距孔底尺寸B取80mm。 孔深(c)=地脚螺栓埋入深度(L2)+B mm 图2、0、5 预留孔尺寸 第2、0、6条对于安装在混凝土梁上得设备,其地脚螺栓一般采用预埋方式。如设备基础有特殊要求,也可由土建专业在混凝土梁上预埋套管,以便穿入地脚螺栓。套管尺寸应使地脚螺栓与套管之间净空至少为10mm,以便设备安装时调整螺栓位置与灌沙、夯实.见图2、0、6.此方式螺栓较长、缓冲性能好、又可更换螺栓,但稳定性较差. 图2、0、6 地脚螺栓穿套管安装图 第2、0、7条对于安装在钢梁上得设备,其基础螺栓、螺母、垫片得规格与尺寸应由安装专业选定。安装在钢梁上得设备,其地脚螺栓应贯穿型钢上下缘.当钢梁较大,设备较小时,也可只固定在型钢上缘上。见
螺柱通用设计规范
1.目的 2.实用范围 3.术语定义名词解释 4 螺丝、螺母的基本介绍 螺丝的分类 螺丝的主要参数 螺母的分类与基本介绍 5. 常见的螺丝柱类型 自攻牙螺丝柱 嵌入螺母型螺丝柱 钣金翻边螺丝柱 钣金铆接螺丝柱 压铸件螺丝柱 6. 螺丝柱的基本设计原则 6.1 塑胶类螺丝柱的设计 (1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱 6.2 钣金件螺丝柱的设计 (1 )钣金件翻边攻牙(2 )钣金件的铆接螺丝柱 6.3 压铸件螺丝柱的设计 (1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计 7. 螺丝柱的配合设计原则 螺丝的种类: 自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA 和typeAB ,绝大多数都用AB 牙。自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。自攻螺丝属于非标。 机螺丝与自攻螺丝的区别一是他们的螺纹。机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60 度,英制为55 度。公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。 螺丝的主要参数 螺纹 1、大径d(D)螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆 柱面的直径,也叫螺纹的公称直径。 2、小径di (D1 )螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径
3、 中径d2 ( D2 )一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径 4 、螺距P相邻两牙在中径上的对应两点间轴向距离。 5、导程 S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。 6、螺纹升角$ 在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。 7、 牙型角a 轴向剖面内螺纹牙型两侧面的夹角。 8、牙型斜角B 轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。 螺纹的主要参数 螺丝头的形状 螺丝头的槽型 CHESS (0 FLAT( V 平 X) B1NDZK (B) 球面中拄 PAM 3) 平園头 HEXAG ON * 剧 SQUARE fcQ) 囚方% OVAL (0) FAW WM孤m a 壬 TMJ站⑴ HE>XJN (H)
螺丝与螺母基本介绍及螺丝柱的设计要求-06-20-2013
1. 螺丝、螺母的基本介绍 1.1 螺丝的种类: 自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。自攻螺丝属于非标。 机械螺丝与自攻螺丝的区别: 一是他们的螺纹。机械螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。机械螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。 1.2 螺丝的主要参数 螺纹 1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。 2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径 3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径 4、螺距P 相邻两牙在中径上的对应两点间轴向距离。 5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。 6、螺纹升角φ 在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。 7、牙型角α 轴向剖面内螺纹牙型两侧面的夹角。 8、牙型斜角β 轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。
1.3 螺丝头的形状 1.4 螺丝头的槽型
1.5 常见螺丝材质 a. 低碳钢 b. SS-304 c. SS-302 d. 铝合金 5052 d. 黄铜 e. 青铜 f. 锑铜 其中低碳钢用的最为广泛,价格便宜,强度较好,能适应于一般电子产品的要求。当然有时为了需要更高的机械强度时,就可以考虑用不锈钢SS304,它的缺点是价格较高。 1.6 螺丝的表面处理 a. 镀锌 b. 镀镍 c. 镀锡 d. 镀锌绿膜处理. e. 镀五彩 f. 抗氧化处理. 1.7 螺母的种类 螺母是将两个部件紧密连接起来的零件,通过内侧的螺纹,跟同等规格的螺丝、螺栓连接在一起。螺母和螺丝、螺栓的连接属于可拆卸连接,当把螺母从螺丝、螺栓上旋下后,两个被连接的部件可分离。 1)碳钢或不锈钢系列: 自锁螺母防松螺母锁紧螺母四爪螺母旋入螺母保险螺母细杆螺钉连接螺母 自锁六角盖形螺母专用地脚螺钉用螺母六角冕形薄螺母吊环螺母 细牙全金属六角法兰面锁紧螺母全金属六角法兰面紧螺母细牙非金属嵌件六角法兰面锁紧螺母细牙六角法兰面螺母 焊接方螺母焊接六角螺母扣紧螺母嵌装圆螺母 带槽圆螺母侧面带孔圆螺母端面带孔圆螺母小圆螺母 圆螺母环形螺母蝶形螺母 2)铜材和无铅铜系列: 铜螺母镶嵌铜螺母滚花铜螺母嵌装铜螺母注塑铜螺母等
螺柱通用设计规范
螺柱通用设计规范
1. 目的 2. 实用范围 3. 术语\定义\名词解释 4 螺丝、螺母的基本介绍 螺丝的分类 螺丝的主要参数 螺母的分类与基本介绍 5. 常见的螺丝柱类型 自攻牙螺丝柱 嵌入螺母型螺丝柱 钣金翻边螺丝柱 钣金铆接螺丝柱 压铸件螺丝柱6. 螺丝柱的基本设计原则 6.1塑胶类螺丝柱的设计 (1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱 6.2钣金件螺丝柱的设计 (1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱 6.3压铸件螺丝柱的设计
(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计 7. 螺丝柱的配合设计原则 螺丝的种类: 自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。自攻螺丝属于非标。 机螺丝与自攻螺丝的区别一是她们的螺纹。机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。 螺丝的主要参数 螺纹 1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径 3、中径d2(D2)一个假想圆柱面的直径,其母线经过牙型上牙厚和牙间宽相等圆柱面的直径
4、螺距P 相邻两牙在中径上的对应两点间轴向距离。 5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。 6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。 7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。 8、牙型斜角β轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。 螺丝头的形状
自攻螺丝资料
自攻螺丝 自攻螺丝虽然已使用很久,一般也知道怎么制作,但对于各规范所规定之标准及要求,也许并不是很清楚,在此仅藉由收集来之规范,整理出一份适合大家阅读,使能对自攻螺丝有多一层认识。 自攻螺丝是在金属或非金属材料之预钻孔中自行攻钻出所配合阴螺纹之一种有螺纹扣件,具有高拉力,单件,单边组合特色.由于其自行成型或攻出其配合螺纹,因此在组合上具有高防松能力,且可以装卸.在小形螺丝上其尺寸、螺纹型式、头型、攻钻性能在工程用途上几乎无可限量。 1发展(Evolution) : 自1914年自攻螺丝开始商品化.第一次之设计─主要源自木螺丝─系属可渗碳钢锥尾A型螺纹成型螺丝.当时主要之用途是用在空调系统导管上铁皮之接合,因此又叫做铁皮螺丝.经过80余年之发展,共可分为四个时期─螺纹成型、螺纹切削、螺纹滚成及自钻。 螺纹成型自攻螺丝(Thread Forming Tapping Screws)─系直接由铁皮螺丝发展而来, 螺纹成型自攻螺丝使用时须预先钻孔,再将螺丝旋入孔中,强力挤出配合阴螺纹,而原来在阴螺纹位置上之材料将被挤到阳螺纹之间,此谓之螺纹成型自攻螺丝.仅可适用于薄且具有可塑性之材料,因此又发展出。 螺纹切削自攻螺丝(Thread Cutting Tapping Screws)─在螺纹之尾端切割出一或多道之切削口,使能在旋入预钻孔时,利用螺丝尾部及牙部以类似螺丝攻的方式切削出配合阴螺纹.它可以用在厚板,比较坚硬或易碎等不易塑造之材料。 螺纹滚成自攻螺丝(Thread Rolling Tapping Screws)─三角牙自攻螺丝,又称为Type TT(Type Tai 目前仍有专利)系基于成型螺丝攻之原理发展而成,螺纹滚成自攻螺丝具有特殊设计之螺纹及尾端使螺丝可以在断续之压力下自行滚成配合之阴螺纹.同时在孔周围之材料可以更轻易的填补自攻螺丝螺纹及牙底之空间,由于其磨擦力较螺纹成型自攻螺丝为小, 因此可以使用在更厚之材料上,旋转所需之扭矩更好控制,且组合后强度更高.螺纹滚成自攻螺丝其工程标准定义比成型或切削自攻螺丝在材料,热处理,强度上之定义更高且更为明确,使得螺纹滚成自攻螺丝成为真正的”构造用”扣件。 钻尾自攻螺丝(Self Drilling Tapping Screws)─又称为Tec,在组装自攻螺丝之所有过程中,最耗费成本的是预钻孔的准备.自攻螺丝的使用,必需先钻孔.而且孔径也必需限制.无需预钻孔而在某些方面可以节省成本.这就是集钻, 攻, 旋紧于一次作业的钻尾自攻螺丝.钻尾螺丝的表面硬度及心部硬度比一般自攻螺丝高一点,这是因为钻尾螺丝多了一个钻孔之作业, 另外钻尾螺丝尚需作贯穿试验,用以测试螺丝可以在规定时间内钻孔并攻出螺纹。 上述为四种主要自攻螺丝之设计及发展过程,另有两种为特殊螺纹设计之螺丝,第一种为; 高低牙自攻螺丝(High – Low Tapping Screws)─使用在塑料或其它低密度材料。双螺纹设计, 高螺纹( 牙部外径较大)具有更平更尖锐螺纹角为30度之螺纹型式.低螺纹(牙部外径较小)具有一60度之螺纹角,牙高只有高螺纹的一半.高低螺纹之组合设计降低了旋转扭矩, 改善了拉出强度,大幅降低了组合工件破裂的危险性另一种用在建筑工业上干墙(Drywall) 之组装用途上.,具有此类螺纹设计之自攻螺丝特别适合于塑料,零件板及木头.另一种为; 双螺纹自钻尾喇叭头自攻螺丝(Twin Lead Self Drilling Point Tapping Screws) ─组装时可以
TAPTITE_II-48度-2 三角自攻螺丝标准
COPYRIGHT 2001, Research Engineering & Manufacturing Inc. 1. Size/TPI – The PLASTITE ? 48-2 screw size designation combines the commonly used numerical screw size with the major diameter (Max. “D”) as measured with ordi-nary micrometers, followed by the number of threads per inch. 2. Recommended pilot hole sizes are subject to variation dependent on depth of engagement, ease of driving required and material being tapped. Users of PLASTITE ? 48-2 screws should perform their own test to determine the most efficient pilot hole size for their own particular use, or contact the appli-cation engineering department of a qualified supplier or REMINC. MATERIAL:Low Carbon Steel,Suitably Hardened and Tempered FINISH:As Requested LENGTH TOLERANCES Nom.Length Tol.Thru 3/4"± .030"Over 3/4"± .050"Over 1/4" Dia.All Lengths ± .050"