变质和热处理对高强度铸造Al_Cu_Si_Mn合金组织和性能的影响
第19卷第1期
2011年2月
材料科学与工艺
MATERIALS SCIENCE &TECHNOLOGY
Vol.19No.1
Feb.,2011
变质和热处理对高强度铸造Al -Cu -Si -Mn
合金组织和性能的影响
程巨强,刘志学
(西安工业大学材料与化工学院)
摘要:通过变质处理和热处理实验,研究了不同的Ti 变质加入量和固溶时效处理对高强度铸造Al -Cu -
Si -Mn 合金组织和性能的影响.结果表明,试验材料的铸态组织为粗大的α(Al )固溶体和其晶界分布的θ(Al 2Cu )及T (Al 12CuMn 2)相,加入0.15% 0.2%Ti 变质处理可以细化试验材料的铸态组织,变质处理后进行固溶和时效处理,组织由α(Al )固溶体和其晶内弥散分布的二次T 相组成,晶界处残留有未完全固溶的T (Al 12CuMn 2)相,组织中出现α(Al )晶界无析出区.Ti 变质处理高强度Al -Cu -Si -Mn 合金组织对壁厚效应的敏感性不明显.关键词:变质处理;铸造Al -Cu -Si -Mn 合金;固溶处理;时效;组织;性能中图分类号:TG166.3
文献标志码:A
文章编号:1005-0299(2011)01-0135-05
Effects of modification and heat treatment on microstructure and
properties of Al -Cu -Si -Mn cast aluminum alloy
CHENG Ju-qiang ,LIU Zhi-xue
(College of Materials Science and chemical Engineering ,Xi'a n Technological University ,Xi ’an ,710032,China )
Abstract :The effects of different titanium modifier addition and solution and aging on microstructure and me-chanical properties of Al -Cu -Si -Mg cast alloy were studied by modification and heat treatment test.The results show that the as-cast microstructure of test materials is made of coarse α(Al )solid solution phase and
θ(Al 2Cu )and T (Al 12CuMn 2)phase which distribute in the bound of the grain.When Ti addition is 0.15 0.2wt%,the microstructure of test materials can be refined.After solution and aging heat treatment ,the mi-crostructure of test materials is made of α(Al )phase and a lot of dispersed secondary T (Al 12CuMn 2)phase which distribute in the α(Al )phase and retained T (Al 12CuMn 2)phase in the bound of grain and the precipi-tate-free zones surrounding the α(Al )phase was appeared.The microstructure is not sensitive to the thickness effect of high strength Al -Cu -Si -Mn casting alloy.
Key words :modification :Al-Cu-Si-Mn casting alloy ;solution treatment ;aging ;microstructure ;property 收稿日期:2009-07-09.作者简介:程巨强(1963-),男,陕西岐山人,工学博士,教授.
铝铜系铸造合金由于具有良好的室温、高温性能及高的比强度和硬度、较高的韧性等而被广泛用于制造承受较大载荷的航空、航天及其它民用机械
构件[1 3]
,虽然铝铜系铸造合金力学性能良好,但
由于其铸造合金本身具有较宽的结晶温度范围,铸
态组织枝晶较为发达,
组织粗化,影响使用性能,同时在铸造生产过程中容易产生较大的铸造应力,铸
件容易产生热裂等缺陷,为了提高铸造高强度铝合
金的铸造性能和细化铸造组织,
改善力学性能,变质处理和热处理是提高铝合金强度和改善组织的
重要途径之一,对于Al -Cu 合金,最常的变质剂有
Al -Ti -C [4,5]、Al -Ti -B [6,7]、稀土[8]等.本文研制了一种高强度Al -Cu -Si -Mn 合金,研究了Ti
变质处理和热处理对其组织和力学性能的影响,为这种铝合金的应用奠定试验依据.
1实验材料及其试验过程
实验材料的化学成分为(wt%)Cu4.0
6.0%,Si0.5 1.0%,Mn0.5 1.5%Mg0.2 0.7%,Fe.≤0.8%,其余为Al.在井式电阻炉中采用石墨坩埚进行熔炼,试验原材料有Al-Cu、Al-Mn、Al-Si、铝锭、精炼剂采用六氯乙烷,不同含量的Ti变质剂均以K2TiF6盐的形式加入.实验材料的熔炼工艺为:先加入铝锭、Al-Cu,Al-Mn,Al-Si,待加入的合金全部熔化后用钟罩加入纯镁.熔体温度为730 750?时用0.3%的六氯乙烷进行精炼除气,静置5 10min.然后用
K
2TiF
6
进行变质处理,搅拌,静置10min后浇注到
预热温度为300?的金属型拉伸试样模具和壁厚分别为3mm、6mm、9mm的金属型阶梯试样模具中.拉伸试样和阶梯试样的热处理工艺(T6处理)为:530??12h固溶处理,60?热水冷却,之后进行175??12h的时效处理.金相组织观察在Ni-kon EPIPHOT300显微镜上进行,腐蚀液为0.5% HF水溶液.
2试验结果及其分析
2.1试验材料的铸态组织
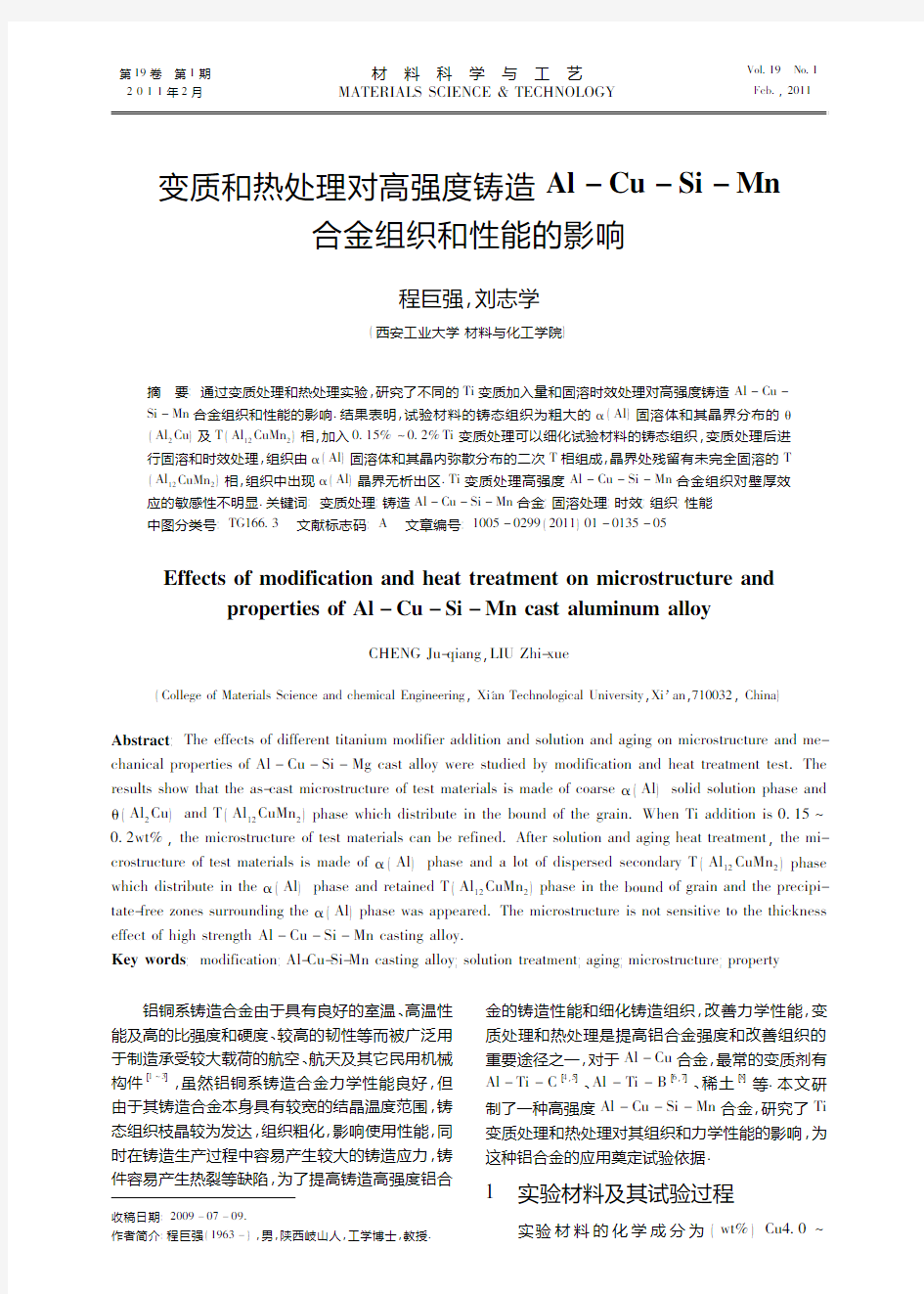
图1是试验材料未变质处理的铸态组织.根据合金的化学成并结合铝-铜-锰三元相图分析组织,合金的凝固过程为:L?α(Al),L?α(Al)
+θ(Al
2Cu)二元共晶,L?α(Al)+θ(Al
2
Cu)+T
(Al
12CuMn
2
)三元共晶.因此,铸态组织由α(Al)
固溶体和分布其晶界的化合物相组成.共晶组织形成离异共晶,共晶反应的α(Al)富集在初析α(Al)上,θ(Al
2
Cu)则分布在晶界,呈灰色,轮廓比较圆滑.在晶界分布的骨骼状的组织为α(Al)+θ(Al
2
Cu)+T(Al
12
CuMn
2
)三元共晶(图1b),三元共晶中θ相为灰色相,白色的为α(Al)相,黑色相为T相.从图看出,不变质处理铸态组织粗大,特别是α(Al)固溶体组织较为粗大.
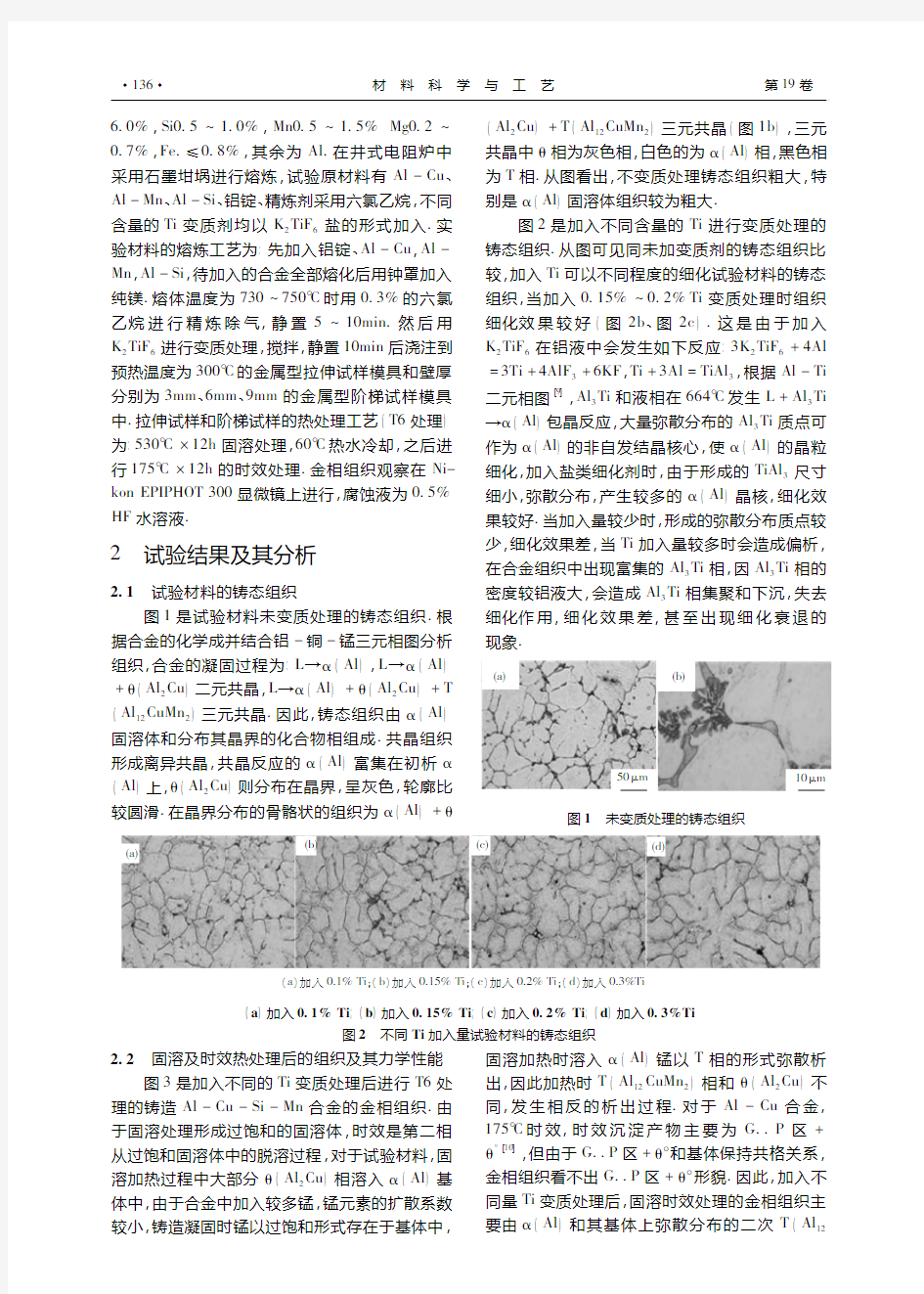
图2是加入不同含量的Ti进行变质处理的铸态组织.从图可见同未加变质剂的铸态组织比较,加入Ti可以不同程度的细化试验材料的铸态组织,当加入0.15% 0.2%Ti变质处理时组织细化效果较好(图2b、图2c).这是由于加入
K
2
TiF
6
在铝液中会发生如下反应:3K2TiF6+4Al
=3Ti+4AlF
3
+6KF,Ti+3Al=TiAl
3
,根据Al-Ti 二元相图[9],Al3Ti和液相在664?发生L+Al3Ti →α(Al)包晶反应,大量弥散分布的Al3Ti质点可作为α(Al)的非自发结晶核心,使α(Al)的晶粒细化,加入盐类细化剂时,由于形成的TiAl3尺寸细小,弥散分布,产生较多的α(Al)晶核,细化效果较好.当加入量较少时,形成的弥散分布质点较少,细化效果差,当Ti加入量较多时会造成偏析,在合金组织中出现富集的Al3Ti相,因Al3Ti相的密度较铝液大,会造成Al3Ti相集聚和下沉,失去细化作用,细化效果差,甚至出现细化衰退的现象.
10滋m
50滋m
(a)(b)
图1未变质处理的铸态组织
(a)
(b)(c)(d)
(a)加入0.1%Ti;(b)加入0.15%Ti;(c)加入0.2%Ti;(d)加入0.3%Ti
(a)加入0.1%Ti;(b)加入0.15%Ti;(c)加入0.2%Ti;(d)加入0.3%Ti
图2不同Ti加入量试验材料的铸态组织
2.2固溶及时效热处理后的组织及其力学性能
图3是加入不同的Ti变质处理后进行T6处理的铸造Al-Cu-Si-Mn合金的金相组织.由于固溶处理形成过饱和的固溶体,时效是第二相从过饱和固溶体中的脱溶过程,对于试验材料,固溶加热过程中大部分θ(Al2Cu)相溶入α(Al)基体中,由于合金中加入较多锰,锰元素的扩散系数较小,铸造凝固时锰以过饱和形式存在于基体中,固溶加热时溶入α(Al)锰以T相的形式弥散析出,因此加热时T(Al12CuMn2)相和θ(Al2Cu)不同,发生相反的析出过程.对于Al-Cu合金,175?时效,时效沉淀产物主要为G..P区+θ?[10],但由于G..P区+θ?和基体保持共格关系,金相组织看不出G..P区+θ?形貌.因此,加入不同量Ti变质处理后,固溶时效处理的金相组织主要由α(Al)和其基体上弥散分布的二次T(Al12
·
631
·材料科学与工艺第19卷
CuMn 2)相组成,晶界存在少量未完全溶解的黑色
的T (Al 12CuMn 2)相,晶内细小密集的小质点是加热过程析出的二次T (Al 12CuMn 2)相质点.加入不同的Ti 进行变质处理及固溶时效处理后的低倍组织中(图3a 、图3c 、图3e 、图3g ),在晶界及未完全固溶的化合物和析出物周围出现无析出带,表现为白色条带.目前,关于晶界无析出带的形成机制,主要有两种说法给予解释,即贫空位脱溶机制和贫溶质脱溶机制
[11 12]
.前一种机制认为,合金
在淬火时获得的过饱和空位不稳定,在时效过程中空位容易迁移到晶界及其它缺陷处,造成晶界
附近的空位浓度降低,
空位浓度低于一定值时,不利于脱溶相的沉淀,从而导致晶界无析出带的形成.贫溶质脱溶机制认为,晶界处脱溶速度快,因而较早析出脱溶相,脱溶相析出时吸收了附近的溶质原子,使晶界区的溶质原子无法再形成脱溶相,在析出物的周围形成无析出带.因此,在图3的组织中,如果晶界有析出或未完全固溶相(如
图3b 、3d 、3f 、3h ),便在析出或未完全固溶相周围出现无析出带,主要的机制应为贫溶质脱溶机制,如果晶界上没有析出或未完全固溶相,出现无析出带,形成无析出带的原因应为贫空位机制.
(a )、(b )加入0.1%Ti ;(c )、(d )加入0.15%Ti ;(e )、(f )加入0.2%Ti ;(g )、(h )加入0.3%Ti
50滋m
10滋m
10滋m
50滋m
50滋m 10滋m
10滋m
50滋m (a)
(b)
(c)
(d)
(e)
(f)
(g)
(h)
图3不同Ti 含量变质处理及T6处理的组织
图4是加入不同Ti 量进行变质处理及T6处
理试验材料的抗拉强度.从图可以看出,随着Ti 加入量的增加,试验材料的抗拉强度增加.当Ti 含量在0.2%是合金的抗拉性能出现峰值,抗拉强度最高,此时试验材料的抗拉强度达到400MPa..变质处理抗拉强度提高的原因与加入Ti 后与Al 生成TiAl 3相,作为非自发形核细化组织和晶粒,提高力学性能有关.
450400
3503002500
0.10
0.15
0.20
0.25
0.30
Ti 加入量/wt%
滓b /M P a
图4试验材料的抗拉强度随Ti 加入量的变化
2.3
不同壁厚试验材料的显微组织
图5是加入0.2%Ti 变质处理浇注不同壁厚
的阶梯试样,经过T6处理的金相组织.可以看出,
不同壁厚的阶梯试样,组织主要由α(Al )固溶体
和分布于α(Al )基体上的弥散分布的二次T 相组成,固溶和时效处理后组织出现了无析出带,α(Al )晶界残留有部分未完全溶解的T 相.加入Ti 变质处理不同壁厚的组织和晶粒细小,不同壁厚细化效果良好.因此,变质处理组织对铸件壁厚的敏感性较小.
3结论
1)试验材料未变质处理的铸态组织为α(Al )固溶体和α(Al )+θ(Al 2Cu )二元共晶及其部分存在于晶界的α(Al )+θ(Al 2Cu )+T (Al 12CuMn 2)三元共晶组成.铸态组织粗大,Ti 加入量在0.15% 0.2%时可细化铸态组织.变质处理后进行固溶和时效处理,组织由α(Al )和其晶内
弥散分布的二次析出物T 相和晶界未溶的T 相组成,组织中出现大量的无析出带.2)变质处理可以提高铸造Al -Cu -Si -Mn 合金的强度,不同壁厚的铸造合金Ti 变质后具有良好的细化效果,变质及固溶时效处理,试验材料的组织对壁厚效应的敏感性较低.
·
731·第1期程巨强,等:变质和热处理对高强度铸造Al -Cu -Si -Mn 合金组织和性能的影响
50滋m50滋m
(a)壁厚3mm(b)壁厚6mm(c)壁厚9mm(d)壁厚12mm
50滋m50滋m 图50.2%Ti变质处理及T6处理不同壁厚铸造合金的组织
参考文献:
[1]宋仁国.高强度铝合金的研究现状及发展趋势[J].材料导报,2000,14(1):20-21.
[2]贾泮江,陈邦峰.ZL205A合金高强优质铸件在大飞机上的应用[J].材料工程,2009,1:77-80.
[3]陈子勇,舒群,陈玉勇.高强度铸造合金显微组织与力学性能的研究[J].材料科学与工艺,2007,25(5):
718-722.
[4]Hoefs P,Reif W,Green,A H van Wiggen,P.C.Devel-opment of an improved AlTiC master alloy for the grain re-finement of aluminum[J].Light Metals1997,10:777-784.[5]姜文辉,韩行霖.Al-Ti-C中间合金晶粒细化剂的合成及其细化晶粒作用[J].中国有色金属学报,1998,8(2):268-271.
[6]Sigworth Geoffrey K,Kuhn Timothy A.Grain refinement of aluminum casting alloys.International Journal of Met-alcasting,2007,1(1):31-40.[7]Elgallad,E,Samuel,F,Samuel,A,etal.Development of new Al-Cu based alloys aimed at improving the ma-chinability of automotive castings[J].International Jour-nal of Metalcasting,2009,3(2):29-41.
[8]肖代红,黄伯云,陈康华.稀土Er对Al-5.3Cu-
0.8Mg-0.6Ag合金组织与性能的影响[J].材料热
处理学报,2008,29(2):119-120.
[9]长崎诚三,平林真.二元合金状态图集[M].北京:冶金工业出版社,2004.
[10]张宝昌.有色金属及其热处理[M].西安:西北工业大学出版社,1993.
[11]高英俊,赵妙,黄创高等.Al-Ag合金γ相周围无沉淀带形成机理研究[J]..贵金属,2005,26(1):1-5.[12]Hirosawa Shoichi,Oguri Yoshifumi,Sato Tatsuo.Ex-perimental and computational investigation of formation of precipitate free zones in an Al-Cu alloy[J].Materials Transactions,2005,46(6):1230-1234.
(编辑张积宾)
(上接第134页)
[3]MILLER J E,KYRIAKIDES S,Three-dimensional effects of the bend-stretch forming of aluminum tubes
[J].Inter-national Journal of Mechanical Sciences,
2003,45:115-140.
[4]李小强,周贤宾,金朝海,等.型材拉弯数值模拟夹钳边界条件的一种等效模型[J].塑性工程学报,
2009,16(1):64-69.
[5]刁可山,周贤宾,李晓星,等.矩形截面型材拉弯成形[J].北京航空航天大学学报,2005,31(3):134-137.[6]KUWABARA T,TAKAHASHI S,AKIYAM K,et al.2-D springback analysis for stretch-bending processes
based on total strain theory.SAE Trans.section5,
950691:504-513.
[7]MILLER J E,KYRIAKIDES S,CORONA E.On bend-s-tretch forming of aluminum extruded tubes-II:analy-
sis[J].International Journal of Mechanical Sciences,
2001,43:1319-1338.
[8]PAULSEN F,WELO T.A design method for prediction of dimensions of rectangular hollow sections formed in
s-tretch bending[J].Journal of Materials Processing
Technology,2002,128:48-66.[9]CORONA E A simple analysis for bend-stretch forming of aluminum extrusions[J].International Journal of
Mechanical Sciences,2004,46:433-448.
[10]ZHU H,STELSON K A.Modeling and closed-loop con-trol of stretch bending of aluminum rectangular tubes
[J].Journal of Manufacturing Science and Engineer-
ing,2003,125:113-119.
[11]ELSHARKAWY A A,EL-DOMIATY A A.Determina-tion of stretch-bendability limits and springback for T-
section beams[J].Journal of Materials Processing
Technology,2001,110:265-276.
[12]钱志平,周超,赵军,等.塑料包覆铝型材拉弯回弹研究[J].塑性工程学报,2008,15(3):77-80.[13]张冬娟,崔振山,李玉强,等.平面应变板料拉弯成形回弹理论分析[J].工程力学,2007,24(7):66-71.[14]吴建军,张贺刚,王俊彪,等.型材拉弯的力学与回弹分析[J].材料科学与工艺,2004,12(4):357-
359.
[15]陈毓勋.板材与型材弯曲回弹控制原理与方法[M].北京:国防工业出版社,1990.
(编辑张积宾)
·
831
·材料科学与工艺第19卷
铝合金热处理原理
铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu 合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度5.65%(548℃),随着温度的下降,固溶度急剧减小,室温下约为0.05%。 在时效热处理过程中,该合金组织有以下几个变化过程: 形成溶质原子偏聚区-G·P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G·P(Ⅰ)区。G·P(Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 G·P区有序化-形成G·P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G·P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G·P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G·P(Ⅰ)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G·P(Ⅱ)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基体的共格畸变减弱,对位错运动的阻碍作用亦减小,表现在合金性能上硬度开始下降。由此可见,共格畸变的存在是造成合金时效强化的重要因素。 形成稳定的θ相 过渡相从铝基固溶体中完全脱溶,形成与基体有明显界面的独立的稳定相Al2Cu,称为θ相此时θ相与基体的共格关系完全破坏,并有自己独立的晶格,其畸变也随之消失,并随时效温度的提高或时间的
铸造合金及熔炼思考题要点
第一篇铸造有色合金及其熔炼思考题及参考答案 1.基本概念:屈服强度、抗拉强度、固溶强化、时效强化 屈服强度就是指金属对起始塑性变形的抗力;抗拉强度是代表最大均匀塑性变形抗力的指标;固溶强化是指形成固溶体使合金强化的方法;时效强化是指通过热处理利用合金的相变产生第二相微粒,造成的强化。 2.金属材料的强化机制主要有哪些,对强度和塑性有什么影响? 晶界强化、固溶强化、分散强化、形变强化、复合强化。形变强化与粒子强化在强度提高时,塑性会显著降低;固溶强化在强度提高时塑性还能保持较好的水平;晶界强化时,细化晶粒提高强度也改善塑性。 3.铸造合金的使用性能有哪些? 机械性能、物理性能和化学性能 4.铸造合金的工艺性能有哪些? 铸造性能、熔炼性能、焊接性能、热处理性能、机加工性能 5.基本概念:变质处理、机械性能的壁厚效应 所谓变质处理是在熔融合金中加入少量的一种或几种元素(或加化合物起作用而得),改变合金的结晶组织,从而改善合金机械性能。这种随铸件壁厚增加而使机械性能下降的现象,称为机械性能的壁厚效应。 6.铝硅合金进行变质处理的原因及方法? 原因:铝硅合金中的硅相在自发非控制生长条件下会长成粗大的片状,这种形态的脆性相严重割裂基体,大大降低合金的强度和塑性,为了改变这种状况,必须进行变质处理。方法:生产上常在合金液中加入氟化纳与氯盐的混合物来进行变质处理,加入微量的纯钠也有同样效果。 7.镁、铜、铁和锰对铝硅合金组织和性能的影响? 1)镁:少量的镁,即能大大提高抗拉和屈服强度,随着镁量增加,强化效果不断增大,强度急剧上升,而塑性下降;2)铜:使铝硅合金强度显著增加,但伸长率下降,提高合金的热强性;3)铁:恶化了合金的机械性能,特别是塑性,
铝合金及热处理
铝合金的热处理 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。因为金属型铸件、低压铸造件、差压铸造件是在比较大的冷却速度和压力下结晶凝固的,其结晶组织比石膏型、砂型铸造的铸件细很多,故其在热处理时的保温也短很多。铸造铝合金与变形铝合金的另一不同点是壁厚不均匀,有异形面或内通道等复杂结构外形,为保证热处理时不变形或开裂,有时还要设计专用夹具予以保护,并且淬火介质的温度也比变形铝合金高,故一般多采用人工时效来缩短热处理周期和提高铸件的性能。 一、热处理的目的 铝合金铸件热处理的目的是提高力学性能和耐腐蚀性能,稳定尺寸,改善切削加工和焊接等加工性能。因为许多铸态铝合金的机械性能不能满足使用要求,除Al-Si系的ZL102,Al-Mg系的ZL302和Al-Zn系的ZL401合金外,其余的铸造铝合金都要通过热处理来进一步提高铸件的机械性能和其它使用性能,具体有以下几个方面:1)消除由于铸件结构(如璧厚不均匀、转接处厚大)等原因使铸件在结晶凝固时因冷却速度不均匀所造成的内应力;2)提高合金的机械强度和硬度,改善金相组织,保证合金有一定的塑性和切削加工性能、焊接性能;3)稳定铸件的组织和尺寸,防止和消除高温相变而使体积发生变化;4)消除晶间和成分偏析,使组织均匀化。
二、热处理方法1、退火处理 退火处理的作用是消除铸件的铸造应力和机械加工引起的内应力,稳定加工件的外形和尺寸,并使Al-Si系合金的部分Si结晶球状化,改善合金的塑性。其工艺是:将铝合金铸件加热到280-300℃,保温2-3h,随炉冷却到室温,使固溶体慢慢发生分解,析出的第二质点聚集,从而消除铸件的内应力,达到稳定尺寸、提高塑性、减少变形、翘曲的目的。 2、淬火 淬火是把铝合金铸件加热到较高的温度(一般在接近于共晶体的熔点,多在500℃以上),保温2h以上,使合金内的可溶相充分溶解。然后,急速淬入60-100℃的水中,使铸件急冷,使强化组元在合金中得到最大限度的溶解并固定保存到室温。这种过程叫做淬火,也叫固溶处理或冷处理。 3、时效处理 时效处理,又称低温回火,是把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷直至室温,使过饱和的固溶体分解,让合金基体组织稳定的工艺过程。 合金在时效处理过程中,随温度的上升和时间的延长,约经过过饱和固溶体点阵内原子的重新组合,生成溶质原子富集区(称为G-PⅠ区)和G-PⅠ区消失,第二相原子按一定规律偏聚并生成G-PⅡ区,之后生成亚稳定的第二相(过渡相),大量的G-PⅡ区和少量的亚稳定相结合以及亚稳定相转变为稳定相、第二相质点聚集几个阶段。 时效处理又分为自然时效和人工时效两大类。自然时效是指时效强化在室温下进行的时效。人工时效又分为不完全人工时效、完全人工时效、过时效3
铸造铝合金热处理(标准状态:现行)
I C S25.200 J36 中华人民共和国国家标准 G B/T25745 2010 铸造铝合金热处理 H e a t t r e a t m e n t o f c a s t a l u m i n i u ma l l o y s 2010-12-23发布2011-06-01实施中华人民共和国国家质量监督检验检疫总局
G B/T25745 2010 目次 …………………………………………………………………………………………………………前言Ⅰ1范围1………………………………………………………………………………………………………2规范性引用文件1…………………………………………………………………………………………3术语和定义1………………………………………………………………………………………………4分类1………………………………………………………………………………………………………5热处理设备2………………………………………………………………………………………………6热处理工艺3………………………………………………………………………………………………7质量控制与检验6…………………………………………………………………………………………8安全卫生及环境保护要求7 ………………………………………………………………………………附录A(资料性附录)铸造铝合金热处理后力学性能8 …………………………………………………
前言 本标准的附录A为资料性附录三 本标准由全国热处理标准化技术委员会(S A C/T C75)提出并归口三 本标准负责起草单位:江苏丰东热技术股份有限公司三 本标准参加起草单位:北京航空材料研究院二盐城丰东特种炉业有限公司二广东世创金属科技有限公司三 本标准主要起草人:向建华二王广生二董小虹二王勇二王松明二施剑峰二韩志春二苏宇辉二顾琳琳三
铸造铝硅合金特性和分类
2.3.1 铸造铝合金的一般特性 为了获得各种形状与规格的优质精密铸件.用于铸造的铝合金必须具备以下特性,其中最为关键的是流动性和可填充性。 (1) 有填充狭槽窄缝部分的良好流动性; (2) 有适应其他许多金属所要求的低熔点: (3)导热性能好,熔融铝的热量能快速向铸模传递,铸造周期较短; (4) 熔体中的氢气和其他有害气体可通过处理得到有效的控制; (5)铝合金铸造时,没有热脆开裂和撕裂的倾向: (6)化学稳定性好,有高的抗蚀性能; (7)不易产生表面缺陷,铸件表面有良好的光泽和低的表面粗糙度,而且易于进行表面处理; (8)铸造铝合金的加工性能好,可用压模、硬(永久)模、生砂和干砂模、熔模、石膏型祷造模进行铸造生产,也可用真空铸造、 低压和高压铸造、挤压铸造、半固态铸造、离心铸造等方法成形,生产不同用途、不同品种规格、不同性能的各种铸件。 2.3.2铸造铝合金的牌号与状态表示方法 铸造铝合金可分为热处理强化型和非热处理强化型两大类。目前,世界各国已开发出了大量洪铸造的铝合金,但目前基本的合金只有 以下6类: (1)A1-Cu铸造铝合金; (2)Al-Cu-Si铸造铝合金; (3)Al-Si铸造铝合金; (4)Al-Mg铸造铝合金; (5)A1-zn-Mg铸造铝合金; (6)Al-Sn铸造铝合金: 铸造铝合金系目前国际上无统一标准,各国(公司)都有自己的合金命名及术语,下面分别简述如下。 2.3.2.1 中国铸造铝合金的牌号与状态表示方法 (1)按GB8063规定,铸造铝合金牌号用化学元素及数字表示,数字表示该元素的平均含量。在牌号的最前面用“z”表示铸造,例 如ZAISi7Mg,表示铸造铝合金,平均含硅量为7%,平均含镁量小于1%。另外还有用合金代号表示法,合金代号由字母“z”、“L”(分别是“铸”、“铝”的汉语拼音第一个字母)及其后的三位数字组成。zL后面第一个数字表示台金系列.其中1、2、3、4分别表示铝硅、铝铜,铝镁.铝锌系列合金,ZL舌面第二位、第三位两个数字表示顺字号。优质合金的数字后面附加字母“A”: (2)合金铸造方法和变质处理代号。 S——砂型铸造; J——金属型铸造; R——熔模铸造; K——壳型铸造; B——变质处理。 (3)合金状态代号。 F——铸态; T1——人工时效;
铝合金轮毂热处理
铝合金轮毂热处理
————————————————————————————————作者: ————————————————————————————————日期: ?
铝合金轮毂热处理 1、铝合金轮毂热处理过程及重要性 热处理就是以一定的加热速度,升到某一温度下保温一定时间并以一定的速度冷却,得到某种合金组织和性能要求的一种加工方法。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。 铸造铝合金轮毂选用的材料是A356铝合金(美国牌号),对应的国内合金牌号为ZL101,属铝-硅系铸造合金,通常采用T6热处理工艺,含义如下表: 表1 热处理状态代号、名称及特点 代号热处理状态名称目的 T1人工时效提高硬度,改善加工性能,提高合金的强度。 T2 退火消除内应力,消除机加工引起的加工硬化,提高尺寸稳定性及增加合金的塑性。 T4 固溶处理提高强度和硬度,获得最高的塑性及良好的抗蚀性能。 T5 固溶处理+不完全人工时 效 用以获得足够高的强度,并保持有高的塑性,但抗蚀性 下降。 T6 固溶处理+完全人工时效用以获得最高的强度,但塑性及抗蚀性降低。 T7 固溶处理+稳定化回火提高尺寸稳定性和抗蚀性,保持较高的力学性能。 T8固溶处理和软化回火获得尺寸的稳定性,提高塑性,但强度降低。 铝合金轮毂的热处理强化的主要方法是固溶淬火加人工时效。在Al-Si-Mg合金中,固溶处理的实质在于:将合金加热到尽可能高的温度,并在该温度下保持足够长的时间,使强化相Mg 2 Si充分溶入α-Al固溶体,随后快速冷却,使高温时的固溶体呈过饱和状态保留到室温。温度愈高,愈接近固相线温度,则固溶处理的效果愈好。固溶处理也会改变共晶Si的形态,随着固溶保持时间的延长,Si相有一个缓慢球化和不断粗化的过程,这种过程随固溶温度的提高而增强。一般铝合金轮毂的固溶温度选择在535--545℃之间,时间为6小时。固溶温度对Si相形态的影响要比保温时间的影响大得多,通过参照相关理论和试验发现,550℃保温100分钟后的Si相形态等同于540℃保温300分钟后的形态,目前中信戴卡公司热处理工序步进式连续炉,除特殊产品有明确要求外,均采用固溶550℃保温140分钟左右的热处理工艺。当然,选择的是较高的固溶温度,对设备稳定性的要求也很高,炉膛内各部温度要均匀,否则局部温度过高,会导致部分产品过热、过烧。 铝合金轮毂淬火时的水温一般选择在60--80℃之间,而且水的状态对机械性能也有一定影响,这是因为轮毂淬火时水温升高,工件表面局部水气化的可能性增大,一旦气囊形成,冷速就明显降低,这会使机械性能降低,因而在工件淬火的情况下,必须要开启水循环装置(搅拌器、循环泵等),使水箱内的水处
合金的铸造性能
合金的铸造性能 合金的铸造性能--指在一定的铸造工艺条件下某种合金获得优质铸件的能力,即在铸造生产中表现出来的工艺性能,如充型能力、收缩性、偏析倾向性、氧化性和吸气性等 等。 研究之必要--合金铸造性能的好坏,对铸造工艺过程、铸件质量以及铸件结构设计都有显着的影响。因此,在选择铸造零件的材料时,应在保证使用性能的前提下,尽可能选用铸造性能良好的材料。但是,实际生产中为了保证使用性能,常常要使用一些铸造性能差的合金。此时,则应更加注意铸件结构的设计,并提供适当的铸造工艺条件,以获得质量良好的铸件。因此,充分认识合金的铸造性能是十分必要 的。 合金的铸造性能包括: 1.充型能力 2.凝固与收缩 3.偏析 4.吸气 ?
1 合金的充型能力定义 定义--液态合金充满铸型,获得尺寸正确、轮廓清晰的铸件的能力, 称为液态合金的充型能力。 液态合金充型过程是铸件形成的第一个阶段。其间存在着液态合金的流动及其与铸型之间的热交换等一系列物理、化学变化,并伴随着合金的结晶现象。因此,充型能力不仅取决于合金本身的流动能力,而且受外界条件,如铸型性质、浇注条件、铸件结构等因素的影响。 2 对铸件质量的影响 对铸件质量的影响--液态合金的充型能力强,则容易获得薄壁而复杂的铸件,不易出现轮廓不清、浇不足、冷隔等缺陷;有利于金属液中气体和非金属夹杂物的上浮、排出,减小气孔、夹渣等缺陷;能够提高补缩能力,减小产生缩孔、缩松的倾向性。 3 影响合金充型能力的因素及工艺对策 (1)合金的流动性 定义--流动性是指液态合金的流动能力。它属于合金的固有性质,取决于合金的种类、结晶特点和其他物理性质(如粘度越小,热容量越大;
铝及铝合金热处理工艺
铝及铝合金热处理工艺
1. 铝及铝合金热处理工艺 1.1 铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织和性能。 1.2 铝及铝合金热处理的主要方法及其基本作用原理 1.2.1 铝及铝合金热处理的分类(见图1) 图1 铝及铝合金热处理分类 1.2.2 铝及铝合金热处理基本作用原理 (1) 退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。 铝及铝合金热处理 回归 均匀化退火 退火 成品退火 中间退火 过时效 欠时效 自然时效 人工时效 多级时效 时效 固溶淬火 离线淬火 在线淬火 一次淬火 阶段淬火 立式淬火 卧式淬火
②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料 内部加工应力,在较低的温度下保温较短的时间,以利于续继加工或获得某种性能的组合。 ③完全退火:又称成品退火,是在较高温度下,保温一定时间,以获得完全再 结晶状态下的软化组织,具有最好的塑性和较低的强度。 (2)固溶淬火处理:将可热处理强化的铝合金材料加热到较高的温度并保持一定 的时间,使材料中的第二相或其它可溶成分充分溶解到铝基体中,形成过饱和固溶体,然后以快冷的方法将这种过饱和固溶体保持到室温,它是一种不稳定的状态,因处于高能位状态,溶质原子随时有析出的可能。但此时材料塑性较高,可进行冷加工或矫直工序。 ①在线淬火:对于一些淬火敏感性不高的合金材料,可利用挤压时高温进行固 溶,然后用空冷(T5)或用水雾冷却(T6)进行淬火以获得一定的组织和性能。 ②离线淬火:对于一些淬火敏感性高的合金材料必须在专门的热处理炉中重新 加热到较高的温度并保温一定时间,然后以不大于15秒的转移时间淬入水中或油中,以获得一定的组织和性能,根据设备不同可分为盐浴淬火、空气淬火、立式淬火、卧式淬火。 (3)时效:经固溶淬火后的材料,在室温或较高温度下保持一段时间,不稳定的 过饱和固溶体会进行分解,第二相粒子会从过饱和固溶体中析出(或沉淀),分布在α(AL)铝晶粒周边,从而产生强化作用称之为析出(沉淀)强化。自然时效:有的合金(如2024等)可在室温下产生析出强化作用,叫做自然时效。人工时效:有些合金(如7075等)在室温下析出了强化不明显,而在较高温度下的析出强化效果明显,称为人工时效。 人工时效可分为欠时效和过时效。 ①欠时效:为了获得某种性能,控制较低的时效温度和保持较短的时效时间。 ②过时效:为了获得某些特殊性能和较好的综合性能,在较高的温度下或保温 较长的时间状态下进行的时效。 ③多级时效:为了获得某些特殊性能和良好的综合性能,将时效过程分为几个 阶段进行。
铝合金热处理状态定义
铝合金T状态含义如下: T1-----铝材从高温热加工冷却下来,经自然时效所处的充分稳定的状态。适用于热挤压的不进行冷加工的材料,或矫直等冷加工对其标定力学性能无影响的产品。 T2-----铝材从高温热加工冷却后冷加工,然后再进行自然时效的状态。如为了提高强度,对热挤压产品进行冷加工,在通过自然时效可达到充分稳定的状态,也适用于矫直加工会影响其标定力学性能的产品。 T3-----固溶处理后进行冷加工,然后通过自然时效所达到的一种状态。适用于固溶处理后通过冷加工能提高其自然时效状态的强度性能的产品,或矫直能影响其标定力学性能的产品; T31-----固溶热处理,冷加工月1%变形量,然后自然时效; T351-----固溶热处理,通过可控的拉伸量消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材的冷精轧量即冷精整变形量1%~3%,手锻件或环锻件及轧制环的永久变形量1%~5%),然后自然时效。拉伸后不再进行矫直;T3510-----固溶热处理,通过可控的拉伸量对挤压材消除应力(挤压管、棒、型材的永久变形量1%~3%,拉伸管的永久变形量0.5%~3%),然后自然时效。拉伸后不再进行矫直; T3511-----同T3510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度; T352-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T354-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件; T36-----固溶热处理,冷加工约6%变形量,然后自然时效; T37-----固溶热处理,冷加工约7%变形量,然后自然时效; T39-----固溶热处理,适量的冷加工变形以满足既定的力学性能要求,冷加工可在自然时效前进行,也可在其后进行。 T4-----固溶热处理与自然时效。 T41-----在热水中淬火的状态,以防止变形与产生较大的热应力,此状态用于锻件; T42-----固溶热处理与自然时效,适用于自退火状态或F状态固溶热处理的实验材料,也适用于用户将任何状态的材料固溶热处理与自然时效; T451-----固溶热处理,通过一定量的拉伸以消除应力(薄板的永久变形量0.5%~3.0%,厚板的1.5%~3%,棒材轧制永久变形量或冷精整相等的变形量,自由锻件、环锻件和轧制环的1%~5%),然后自然时效。拉伸后不得作进一步的矫直; T4510-----固溶热处理,一定量的拉伸以消除应力(挤压管、棒、型材的永久变形量1%~3%,拉拔管的永久变形量0.5%~3%),然后自然时效,拉伸后不得作进一步的矫直; T4511-----同T4510状态,但拉伸后作了镜面矫直,以达到标准规定的尺寸偏差精度; T452-----固溶热处理,压缩永久变形量1%~5%以消除应力,然后自然时效;T454-----固溶热处理,在精整模内冷整形以消除应力,然后自然时效,适用于模锻件; T5-----从热加工温度冷却后再进行人工时效。
铝合金热处理工艺
铝合金热处理工艺 作者:中国铝板带箔信息中心日期:2006-12-16 点击数:284 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4,6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100,200?)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的
数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度,温度关系,可用铝铜系的Al,4Cu合金说明合金时效的组成和结构的变化。图3,1铝铜系富铝部分的二元相图,在548?进行共晶转变L?α,θ(Al2Cu)。铜在α相中的极限溶解度5.65,(548?),随着温度的下降,固溶度急剧减小,室温下约为0.05,。 在时效热处理过程中,该合金组织有以下几个变化过程: 3.1.2.1 形成溶质原子偏聚区,G?P(?)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G?P(?)区。G?P(?)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。 3.1.2.2 G?P区有序化,形成G?P(?)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G?P(?)区。它与基体α仍保持共格关系,但尺寸较G?P(?)区大。它可视为中间过渡相,常用θ”表示。它比G?P(?)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。 3.1.2.3形成过渡相θ′ 随着时效过程的进一步发展,铜原子在G?P(?)区继续偏聚,当铜原子与铝原子比为1:2时,形成过渡相θ′。由于θ′的点阵常数发生较大的变化,故当其形成时与基体共格关系开始破坏,即由完全共格变为局部共格,因此θ′相周围基
铝合金热处理工艺
铝合金热处理工艺 作者:中国铝板带箔信息中心日期:2006-12-16 点击数:284 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4~6昼夜后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也可以在高于室温的某一温度范围(如100~200℃)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的过程,它不仅决定于合金的组成、时效工艺,还取决于合金在生产过程中缩造成的缺陷,特别是空位、位错的数量和分布等。目前普遍认为时效硬化是溶质原子偏聚形成硬化区的结果。 铝合金在淬火加热时,合金中形成了空位,在淬火时,由于冷却快,这些空位来不及移出,便被“固定”在晶体内。这些在过饱和固溶体内的空位大多与溶质原子结合在一起。由于过饱和固溶体处于不稳定状态,必然向平衡状态转变,空位的存在,加速了溶质原子的扩散速度,因而加速了溶质原子的偏聚。 硬化区的大小和数量取决于淬火温度与淬火冷却速度。淬火温度越高,空位浓度越大,硬化区的数量也就越多,硬化区的尺寸减小。淬火冷却速度越大,固溶体内所固定的空位越多,有利于增加硬化区的数量,减小硬化区的尺寸。 沉淀硬化合金系的一个基本特征是随温度而变化的平衡固溶度,即随温度增加固溶度增加,大多数可热处理强化的的铝合金都符合这一条件。沉淀硬化所要求的溶解度-温度关系,可用铝铜系的Al-4Cu合金说明合金时效的组成和结构的变化。图3-1铝铜系富铝部分的二元相图,在548℃进行共晶转变L→α+θ(Al2Cu)。铜在α相中的极限溶解度5.65%(548℃),随着温度的下降,固溶度急剧减小,室温下约为0.05%。 在时效热处理过程中,该合金组织有以下几个变化过程: 3.1.2.1 形成溶质原子偏聚区-G·P(Ⅰ)区 在新淬火状态的过饱和固溶体中,铜原子在铝晶格中的分布是任意的、无序的。时效初期,即时效温度低或时效时间短时,铜原子在铝基体上的某些晶面上聚集,形成溶质原子偏聚区,称G·P(Ⅰ)区。G·P(Ⅰ)区与基体α保持共格关系,这些聚合体构成了提高抗变形的共格应变区,故使合金的强度、硬度升高。3.1.2.2 G·P区有序化-形成G·P(Ⅱ)区 随着时效温度升高或时效时间延长,铜原子继续偏聚并发生有序化,即形成G·P(Ⅱ)区。它与基体α仍保持共格关系,但尺寸较G·P(Ⅰ)区大。它可视为中间过渡相,常用θ”表示。它比G·P(Ⅰ)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,θ”相析出阶段为合金达到最大强化的阶段。
SAE J452 2003 SAE铸造铝合金的化学成分、机械和物理性能200851023122468182
SAE J452 2003年12月修订版 SAE(汽车工程师学会)国际车辆表观信息报告 一般信息—SAE铸造铝合金的化学成分、机械和物理性能 前言—此文件依据新的SAE技术标准部的格式,除此之外,没有其它任何改动。 1. 范围—SAE铸造铝合金的相关标准涉及很大范围的铸件,包括一般用途和特殊用途的铸件,但不包括所有的商业用合金。近些年来,铝合金已经被很多编码体系采纳,见表1。最近,SAE推荐使用UNS 编码体系来区别这些材料,铸件主要通过砂模铸造、永久铸模铸造和拉模铸造方法制取;然而,外壳空模、熔模铸造、石膏型铸造以及其他一些不常用的铸造方法也被采用,如果合金没有所需的特性,推荐生产商可以考虑这些方法。 2. 引用的文件 2.1 适用的出版物—以下出版物这里组成一组规范,如没有其它说明,以SAE的最新版本为准。 2.1.1 ASTM出版物—可从ASTM(美中试验材料协会)索取 ASTM E 29—使用有效测试数据测试规范适用性的方法 ASTM E 34—铝及铝合金化学分析测试方法 ASTM E 117—生铅的点到面光谱分析方法 ASTM B 557—变形和铸造铝合金及镁合金的张力测试方法 3. 铸件类型—通用—铸造铝合金通常有两种类型:不可热处理的和可热处理的。不可热处理合金一般在铸态使用(F),可以进行退火+回火处理(O),消除铸造应力或减少加工畸变。 1/24
SAE J452 2003年12月修订版 可热处理合金一般在某种热处理状态下使用,这是由于热处理可以提高强度,处理制度通常是高温固溶处理+水淬+低温时效处理(T6)。在T7条件下,铸件进行高温固溶处理后时效,可得到中高温下使用时性能稳定,切削时不易变形的产品。有时不进行人工时效处理,铸件经淬火后自然时效使用(T4);有时(尤其用于高温时)不进行固溶处理,只进行稳定化处理或时效处理(T5),这种热处理可取得一定的应力松弛,通过调整热处理制度可以取得较好综合性能,而且常用的处理制度可以形成一组热处理规范。 2/24
常用变形铝合金退火热处理工艺规范标准
常用变形铝合金退火热处理工艺规 1 主题容与适用围 本规规定了公司变形铝合金零件退火热处理的设备、种类、准备工作、工艺控制、技术要求、质量检验、技术安全。 2 引用文件 GJB1694变形铝合金热处理规 YST 591-2006变形铝及铝合金热处理规 《热处理手册》91版 3 概念、种类 3.1 概念:将变形铝合金材料放在一定的介质加热、保温、冷却,通过改变材料表面或部晶相组织结构,来改变其性能的一种金属热加工工艺。 3.2 种类 车间铝合金零件热处理种类:去应力退火、不完全退火、完全退火、时效处理。 4 准备工作 4.1 检查设备、仪表是否正常,接地是否良好,并应事先将炉膛清理干净; 4.2 抽检零件的加工余量,其数值应大于允许的变形量; 4.3工艺文件及工装夹具齐全,选择好合适的工夹具,并考虑好装炉、出炉的方法; 4.4 核对材料与图样是否相符,了解零件的技术要求和工艺规定; 4.5在零件的尖角、锐边、孔眼等易开裂的部位,应采用防护措施,如包扎铁皮、石棉绳、堵塞螺钉等; 5 一般要求 5.1 人员: 热处理操作工及相关检验人员必须经过专业知识考核和操作培训,成绩合格后持证上岗5.2 设备 5.2.1 设备应按标准规要求进行检查和鉴定,并挂有合格标记,各类加热炉的指示记录的仪表刻度应能正确的反映出温度波动围; 5.2.2 热电温度测定仪表的读数总偏差不应超过如下指标: 当给定温度t≤400℃时,温度总偏差为±5℃; 当给定温度t>400℃时,温度总偏差为±(t/10)℃。 5.2.3 加热炉的热电偶和仪表选配、温度测量、检测周期及炉温均匀性均应符合QJ 1428的Ⅲ类及Ⅲ类以上炉的规定。 5.3 装炉 5.3.1 装炉量一般以装炉零件体积计算,每炉零件装炉的有效体积不超过炉体积一半为准。 5.3.2 零件装炉时,必须轻拿轻放,防止零件划伤及变形。 5.3.3堆放要求: a.厚板零件允许结合零件结构特点,允许装箱入炉进行热处理,叠放时允许点及较少的线接触,避免面接触,叠放间隙不小于10mm. b.厚度t≤3mm的板料以夹板装夹,叠放厚度≤25mm,零件及夹板面无污垢、凸点,零件间、零件与夹板间应垫一层雪花纸,以防止零件夹伤。 5.3.4 装炉后需检查零件与电热原件,确定无接触时,方可送电升温,在操作过程中,不得随意打开炉门; 5.3.5 加热速度:变形铝合金退火的加热速度约13℃~15℃/秒,例如加热到410℃设定时间为0.5小时。
铸造铝合金的性能
铸造铝合金物理性能 合金代号密度 ρ /g·c m-3 熔化 温度 范围 /℃ 20~100℃ 时平均线膨 胀系数α /μm·(m· K)-1 100℃时比 热容с /J·(kg· K)-1 25℃时热 导率λ /W·(m· K)-1 20℃ 时电 导率 κ (%IAC S) 20℃ 时电 阻率 ρ /nΩ ·m ZL10 1 2.66 577~ 620 23.0 879 151 36 45.7 ZL10 1A 2.68 557~ 613 21.4 963 150 36 44.2 ZL10 2 2.65 577~ 600 21.1 837 155 40 54.8 ZL10 4 2.65 569~ 601 21.7 753 147 37 46.8 ZL10 5 2.68 570~ 627 23.0 837 159 36 46.2 ZL10 6 2.73 —21.4 963 100.5 —— ZL10 8 2.68 ———117.2 —— ZL10 9 2.68 —19 963 117.2 29 59.4 ZL11 1 2.69 —18.9 ———— ZL20 1 2.78 547.5 ~650 19.5 837 113 —59.5 ZL20 1A 2.83 547.5 ~650 22.6 833 105 —52.2 Zl20 2 2.91 —22.0 963 134 34 52.2 ZL20 3 2.80 —2 3.0 837 154 35 43.3 ZL20 4A 2.81 544~ 650 22.03 ———— ZL20 5A 2.82 544~ 633 21.9 888 113 —— Zl20 6 2.90 542~ 631 20.6 —155 —64.5 ZL20 7 2.83 603~ 637 23.6 —96.3 —53
铝合金铸件热处理操作规程
铝合金铸件热处理操作规程 所属分类:生产管理制度作者:[] 发布日期:2005-9-19 【字体:大中小】 1 定义及其目的 热处理就是选用某一热处理规范,控制加热速度,升到某一相应温度下保温一定时间以一定的速度冷却,改变其合金组织。其主要目的是:提高力学性能,增强耐腐性能,改善加工性能,获得尺寸的稳定性。 2 热处理工艺分类 2.1 退火: 2.1.1 定义:退火就是将铝合金铸件加热到较高温度(一般300℃左右),保温一定时间,随炉冷却到室温的工艺。 2.1.2 目的:消除内应力,稳定尺寸,减少变形,增大塑性。 2.2 固溶处理: 2.2.1 定义:固溶处理就是把铸件加热到尽可能高的温度(接近于共晶的熔点),在该温度下保持足够长的时间,并随后快速冷却。 2.2.2 目的:提高铸件的强度和塑性,改善合金的耐腐蚀性能。 2.3 时效处理: 2.3.1 定义:时效处理就是将铸件加热到某一温度,保温一定时间后出炉,在空气中缓慢冷却到室温的工艺。 2.3.2 分类: 2.3.2.1 不完全人工时效:它是采用比较低的时效温度或较短的保温时间,目的是为了获得优良的综合力学性能,即比较高的强度,良好的塑性和韧性。 2.3.2.2 完全人工时效:它是采用较高的时效温度和较长的保温时间。目的:获得最大的硬度,即得到最高的抗拉强度。 2.3.2.3 过时效:它是加热到更高温度下进行。目的:得到好的抗应力腐蚀性能或比较稳定的组织和几何尺寸。 3 热处理状态代号及意义参见下表: 表1 热处理状态代号、名称及特点 4 热处理工艺参数参见表2:
注:表中未注明要求的,表示可通用于任何情况。 5 热处理操作要点: 5.1 热处理用炉的准备: 5.1.1 检查热处理用炉及辅助设备。如供电系统、空气循环用风扇,自控仪表及热电偶插放位置是
铝合金热处理
T651铝板?-T651是铝合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好。? -T651是铝合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2XXX系或7XXX系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效果极佳等优良特点。 -T651代表用途包括航天固定装置、电器固定装置、通讯领域,也广泛应用于自动化机械零件、精密加工、模具制造、电子及精密仪器、SMT、PC板焊锡载具等等。 轻有色金属指密度小于/cm3 的有色金属材料,包括铝、镁、钠钾钙锶钡等纯金属及其台金。这类金属的共同特点是:密度小? /cm3) ,化学活性大,与氧、硫、碳和卤素的化合物都相当稳定。其中在工业上应用最为广泛的是铝及铝合金,目前它的产量已超过有色金属材料总产量的1/3 。以铝位代表的系列铝合金中的主要合金元素为镁与硅,具有中等强度、良好的抗腐蚀性、可焊接性,氧化效果较好。广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如制造卡车、塔式建筑、船舶、电车、铁道车辆、家具等。?T651铝板其主要化学成分为:铜Cu :锰Mn : 镁Mg :~锌Zn : 铬Cr :~钛Ti : 硅Si :~铁Fe : 铝Al :余量他们是四位数字表示的以镁和硅为主要合金元素并以Mg2Si相为强化相的铝合金。第一位是数字,用以区分组别。后两位用于区分同一组别系列内的材料牌号,没有特殊意义。 铝合金基本状态代号: F 自由加工状态 适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作 规定(不常见) O 退火状态 适用于经完全退火获得最低强度的加工产品(偶尔会出现) H 加工硬化状态 适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理(一般为非热处理强化型材料) W 固熔热处理状态 一种不稳定状态,仅适用于经固溶热处理后,室温下自然时效的合金,该状态代号仅表示产品处 于自然时效阶段(不常见) T 热处理状态 (不同于F、O、H状态)
各种牌号铸造铝合金的主要特点及用途
各种牌号铸造铝合金的主要特点及用途 ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。主要采用砂型铸造和金属型铸造。 Zl101A 由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。其使用量目前仅次于ZL102。多采用砂型和金属型铸造。 Zl102 这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。 Zl104 因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。 Zl105、ZL105A 由于加入了Cu,降低了Si的含量,其铸造性能和焊接性能都比ZL104差,但室温和高温强度、切削加工性能都比ZL104要好,塑性稍低,抗蚀性能较差。适合用作形状复杂、尺寸较大、有重大负荷的动力结构件。如增压器壳体、气缸盖、气缸套等零件。Zl105A是降低了ZL105的杂质元素Fe的含量,提高了合金的强度,具有比ZL105更好的力学性能,多采用铸造优质铸件。 ZL106 由于提高了Si的含量,又加入了微量的Ti、Mn,使合金的铸造性能和高温性能优于ZL105气密性、耐蚀性也较好,可用作一般负荷的结构件及要求气密性较好和在较高温度下工作的零件,主要采用砂型和金属型铸造。 ZL107 ZL107有优良的铸造性能和气密性能,力学性能也较好,焊接和切削加工性能一般,抗蚀性能稍差,适合制作承受一般动负荷或静负荷的结构件及有气密性要求的零件。多用砂型铸造。 ZL108 ZL108由于含Si量较高,又加入了Mg、Cu、Mn,使合金的铸造性能优良,并且热膨胀系数小,耐磨性好,强度高,并具有较好的耐热性能。但抗蚀性稍低。适合制作内燃发动机的活塞及其它要求耐磨的零件以及要求尺寸、体积稳定的零件。主要采用压铸和金属型铸造,