首件检验结果记录
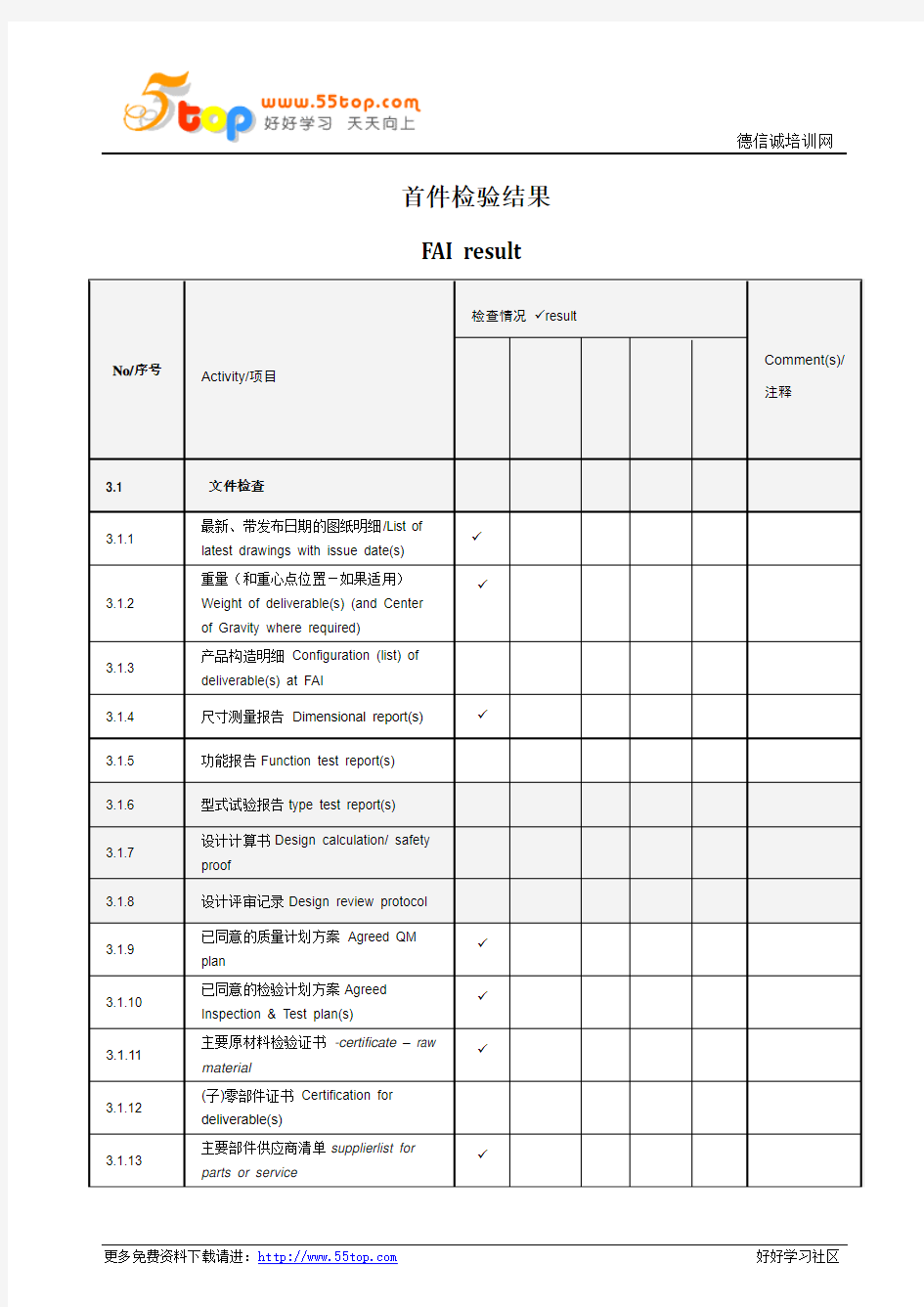
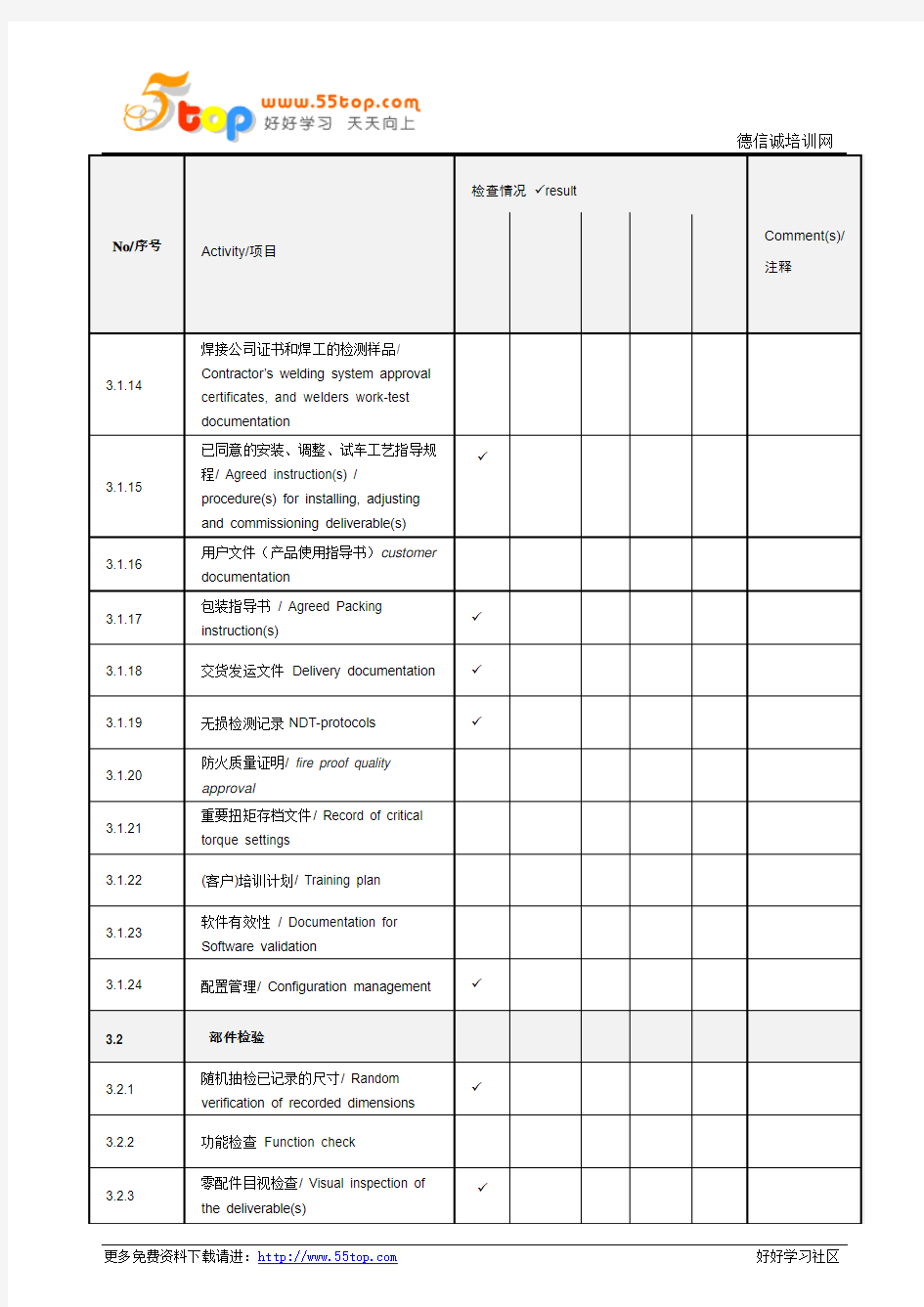
首件检验结果FAI result
制程检验程序(含表格)
制程检验程序 (ISO9001:2015) 1.0目的 为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。 2.0范围 适用于本公司生产制程品质检验控制。 3.0定义 3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。 3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。 3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。 4.0权责 4.1品质部 4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。 4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与
否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。 4.2项目部 4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。 4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。4.3生产部 4.3.1负责首件的制作与送样确认;全检工位的人员配置。 4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。 4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。 5.0程序 5.1生产,检验前作业准备 5.1.1生产部 5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。 5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对
(推荐)首件检验标准
结构部首件检验规范及要求 1、目的: 为确保产品品质,预防出现批量性的产品不合格,特制定公司产品生产过程中对首件检验的要求及管理规范。 2、适用范围: 本文件规定了公司在生产过程中对首件检验的要求及工作程序。 3 、职责 3.1生产部门负责组织安排首件检验工作。 3.2未经首件检验或首件检验不合格,而擅自生产产品,由此引起的质量问题,由直接责任者负责。 3.3检验员、工序负责人、下道工序对首件检验的正确性负责。 3.4 工序负责人对首件检验完成后,由下道工序进行复检。如不履行复检职责,下道工序负同等责任。3.5 对首件确认工作未完成,检验员在?首件检验记录表?上签字的,造成的质量问题,责任由检验员负责。 4、控制要求 4.1首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。
4.2 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。 4、3 对于常规产品,须按批次进行首件检验。 4.4 在下列情况下应该进行首件检验: 1、批量加工(10台以上) 2、客户要求 3、设计要求 4、非常规产品 5、停机再开机时 6、原材料及规格更改时 5、首件检验流程 5.1 在首件制作过程中,工序负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。5.2 常规产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合格在?首件检验记录表?上签字后再交由检验人员进行首件检验。首件检验时,检验员应会同工序负责人按现行有效的图纸、清单(或顾客提供的样件)、工艺文件、产品要求进行检验,合格后在首件产品上做好标识(如签注
首末件检验规定
首末件检验规定 河南赛尔车轮有限公司 首末件检验程序 编制:技术部审核:王海成批准:庞海强文件编号:JS-Y-03 一、目的 为确保生产产品和过程特性与生产技术要求保持一致,并防止大量不良之发生,特制定本程序。 二、范围 凡制造部门生产产品首末件检验均遵照执行 三、职责 技术部编制产品首末件检验程序;质检部、生产车间共同完成首末件测量,做好记录,并负责标识和封存。 四、定义 1、首件是每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品。对于大批量生产,“首件”是指一定数量的样品。 2、首件检验是对每个班次刚开始时或过程发生改变(如人员的变动、换料及换工装、机床的调整、工装刀具的调换修磨等)后加工的第一或前几件产品进行的检验。一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。 3、末件是在工人完成整个产品生产后随机抽查几件产品。 4、末件检验是在工人完成整个产品生产后进行末件封样与首件进行对比从而判断模具或工装完好。 五、程序
1、作业流程,见附件 2、首件产出后,操作工及时通知或告知专职检验员检验,以首末件检查表项目逐一检查,并记录签字,若检验员发现并判定不合格,须停机处理或更换模具时,则由检验员、车间共同决定,并记录于首末件检查表,经整改再依据首末件检验程序,进行复检。对检验合格的首件做标识即“首件”字样,具体可由质检部和车间共同确定认可的可追溯性标识。 3、末件产出后,操作工要对产品做“末件”标识,并送质检部由检验员检验,仍以首末件检查表项目逐一检查,并记录签字。 4、首件检查样品,须保留至末件检查合格以后,一起退回生产车间。 2011.7.16 首末件检验流程 生产 通知首末件检验 NO 检验整改 末件YES 首件YES NO 复检 入库继续生产
服装公司质量程序文件-制程检验程序
服装公司质量程序文件:制程检验程序 1.目的 明确制程检验作业程序,对产品进行首件检验,首三件检验以及巡回检验,以确保生产过程中产品质量得到严格监控。 2.适用范围 适用于首件、首三件以及巡回检验各过程。 3.职责 3.1工厂部:负责制程定点检验区域的检验和记录,以及品质不良的改善与纠正措施的执行。 3.2质检科:负责产品制程中首件、首三件、巡回检验的执行和记录。 4.工作程序 4.1制程检验流程图(附表) 4.2首件检验 4.2.1车缝、大烫、手工组长按样衣及”车缝工艺单”制作首件样版。 4.2.2首件生产完成后,车缝组长自检后,本组组检员依:”车缝工艺单”、”后整工艺单”、《服装检验手册》及样衣对首件进行全面检查、测量,将检验结果详细记录在”首件检验记录表”上,然后由组检将首件样衣及”首件检验记录表”送交后整QA进行复检,复检意见记录在”首件检验记录表”相应栏内,并依顺序转交车缝主管、车缝QA、业务员、质检主管进行复查及批示。 4.2.3首件查核后,由工艺员组织相关车缝组长、专检组长、组检员、跟单QA开产前生产会,由工艺员主持讲解工艺要求,质检科将检验中发现的质量问题予以提出,共商改善对策。只有首件审核完成后,车缝组才可正式生产大货。 4.3首三件检验 4.3.1首件检验完成后,车缝组按”首件检验记录表”及产前会中的意见同生产工艺要求去改进大货产品质量,大货应于三天内生产出三件成品,由车缝组检员进行全面检查量测,具体流程按4.2.2步骤执行。首三件审核完成后,车缝组长须根据审核意见,督导员工生产。 4.3.2若三天无法生产出成品,经厂长或总监核准后可延长首三件产出时间。
压铸首末件及定时检验规范(含表格)
压铸首末件及定时检验规范 (ISO9001:2015) 1 范围 本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。 本程序适用于压铸事业部首末件检验及定时检验的质量控制。 2 术语和定义 压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。 压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。 定时检验:在每小时的整点时刻对产品实施的质量检验的过程。 3 规范性引用文件 无 4 职责 4.1 压铸生产部负责首末件及定时检验的实施。 4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。 5 管理要求
5.1 压铸工序首末检验及定时检验 5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。 5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。 5.1.3 本班首件检验 5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。 5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。 5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。 5.1.3.4 现场工艺将首件产品交表面处理工序进行抛光验证,并在“压铸毛坯抛光验证登记记录表”上进行记录,打磨巡检确认效果。
过程检验记录(首、过程末件)
丹阳峰日车辆配件有限公司 过程检验记录单QR/QB21-04 检验员:郭龙日期: 产品名称设备 型号 生产车间注塑 序号检验项目技术要求检验 类型 实测值判定结果 样本 1 样本 2 样本 3 样本 4 样本 5 Y N首末件 比对 1外观零件表面不得有飞边、 毛刺、水丝、变形首件□Y □N 过程 末件 2尺寸首件□Y □N 过程 末件 3尺寸首件□Y □N 过程 末件 4尺寸首件□Y □N 过程 末件 5尺寸首件□Y □N 过程 末件 6材质、型号 规格首件□Y □N 过程 末件 7配合性首件□Y □N 过程 末件 8秤重首件□Y □N 过程 末件 不良缺陷 尺寸偏差缺料毛刺、飞边缩影变形、破裂其他不合格数量
2、符合要求的项目打√,不符合要求的项目打×,不需要检验的项目打/ 丹阳峰日车辆配件有限公司 过程检验记录单QR/QB21-04 检验员:日期: 产品名称设备 型号 生产车间装配 序号检验项目技术要求检验 类型 实测值判定结果 样本 1 样本 2 样本 3 样本 4 样本 5 Y N首末件 比对 1机构灵活 性操作轻便、不卡滞,无 异响 首件□Y □N 过程 末件 2外观产品表面平整、光滑、 无损伤首件□Y □N 过程 末件 3外观无错漏、漏装现象首件□Y □N 过程 末件 4涂层涂层表面平整、色泽一 致、无起泡等首件□Y □N 过程 末件 5其他胶带未超出本体,胶贴 无缝隙首件□Y □N 过程 末件 6其他首件□Y □N 过程 末件 不良缺陷 错装漏装装配不牢固装配有异响装配卡滞其他不合格数量
常州市青洋塑料制品有限公司 过程检验记录
制程检验记录表
制程检验记录表
第1页共页 作业指导书塑料件外观检验规范 编 号 HWJS—70 04 第 2 版 第0 次 修改 生效 日期 受控分发
1.目的及适及范围: 本检验规范为了进一步提高塑料制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的塑料件及喷涂件检验标准,为外观检验提供科学、客观的方法。对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样的办法加以解决。 本检验规范适用于塑料件制成的电子产品(外壳及有关塑料件)以及二次加工件制品(喷涂)的检验与验收。 2.参照文件本检验规范参照《检验和试验工作手册》 3.内容: 3.1术语: 1)异色点:与本身颜色不同的杂点或混入树脂中的杂 点暴露在表面上。 2)气丝:由于种种原因,气体在产品表面留下的痕迹 与底面颜色不同并发亮,带有流动样。 3)塌坑:由于材料收缩,使产品局部整体表面下陷。 4)熔接缝:产品在成型过程中,二股以上的融熔料相 汇合的接线,目视及手感都有感觉。 5)缺料:产品某个部位不饱满。 6)白印:由于内应力,在产品表面产生与本色不同的 白色痕迹。 7)滋边:(毛刺)由于种种原因,产品非结构部分产 生多余的料 8)封堵:应该通透的地方由于滋边造成不通。 9)断裂:塑料理局部断开后的缺陷。 10)拉毛:因摩擦而产生的细皮,附在塑料表面的现 象。 11)油丝:油痕,加种种原因,油污(包括脱模式剂) 在产品表面留下的痕迹,使该部位发光并带有流动
批准人签名审核人签名制定人签名批准日期审核日期制定日期 第2页共页 作业指导书塑料件外观检验规范 编 号HWMQ—第 2 版 第次 修改生效 日期 受控分
首末件管理规定
1、编写目的 为加强产品质量控制,预防产品在生产过程中出现批次质量事故,保证产品实物质量,促进产品顺利交付,特制定本管理办法。 2、使用范围 本办法适用于公司所有生产工序首末件的确定及管理。 3、术语定义 3.1首件:每个班次刚开始时或过程中条件发生改变,而后加工正常的第一或前几件产品,由生产人员确认后提交检验室做首件检验。“首件”一般指正常批量生产前,经一定检验标准确认合格且适合用于评判生产产品品质的样品。 3.2末件:是指当批或当班生产的最后一个(组)产品。 3.3控制要求: 3.3.1有下列情况之一的,需进行首件检验(首件首检触发条件): --重新开机时 --换模、换料后 --加工工艺重新调整后 --工装、模具维修后 --质量标准修订后 --生产场地变更后 3.3.2有下列情况之一的,需进行末件检验(末件检验触发条件): --该批次生产结束前 --停机停产前 4、职责划分 4.1制造部的产品负责人需及时提交首末件到检验室进行首检、末检。 4.2质量异常时,制造部需组织人员对问题点进行分析、调整、改善。 4.3质量部检验室负责首末件的确认及过程检验。
4.4质量部检验室对不合格的首末件,要配合制造部进行分析,并有权提出停机要求改善。 5、作业程序 5.1根据本办法第3.3.1条款,由制造部产品负责人提交首件产品到质量部检验室进行首件检验。 5.2检验结果不符合标准要求的,质量部检验室通报制造部重新调试;检验结果符合标准要求的,检验负责人应将检验后的产品按规定标识后,存档质量部,以供追溯模具状况所需。 5.2.1首件标识内容包含:产品图号、名称、送检日期、检验人员签名或签章。 5.2.2首件确认合格后,制造部方可开始生产。 5.3根据本办法第3.3.2条款,需要制作末件时,由制造部产品负责人提交首件产品到质量部检验室进行首件检验。 5.4末件检验合格,标识后转制造部进行保管并记录,以供追溯模具状况所需。 5.5末件标识内容包含:产品图号、名称、送检日期、检验人员签名或签章。 5.2.4末件检验不合格,应通报当班操作人员及领班对本批生产产品进行标识隔离,追溯清理出所有有问题产品,并追查出现问题的原因予以解决。 6、首末件及检验文件保存期限 6.1 首末件样品保存10年。 6.2 首末件检验文件保存10年。
首件检验流程规范
1、目的 本文件规定了公司产品生产过程中对新品首件检验、批首件检验的要求及管理规定,以利于整批产品加工得到满足顾客的要求。 2 主题内容和适用范围 本文件规定了公司在生产过程中对新品的首件检验、批首件检验的要求及工作程序。 本规定适用于公司在生产过程中对新品的首件检验、批首件检验的控制。 3 职责 3.1生产部门负责组织安排首件检验工作。 3.2未经新品首件、批首件检验或首件检验不合格,而擅自生产产品,由此引起的质量事故,由直接责任者负责。 3.3检验员、生产线负责人对首件检验的正确性负责。 3.4 对首件确认工作未完成,检验员开始出具质量凭证,造成的质量事故,责任由检验员负责。 4 控制要求 4.1 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。4.2 对于常规生产产品,须按批次进行首件检验。 4.3由于设备、工艺等原因造成的停机,停机再开机时要进行首件检验和确认。 4. 4 产品材料、规格变更后投入生产时要进行首件检验和确认。 4.5新品首件检验时,应由生产单位负责通知检验有关人员,按现行有效的图纸、清单(或顾客提供的样件)、工艺文件进行,检验员填写检验记录,检验合格后在首件卡上签字,并将卡片挂在首件产品上做好首件标记;首件检验不合格应立即退回,重做首件,并做好记录。未经首件检验合格的产品不得进行验收。 4.6 首件作为批量生产的样件,由生产部门负责保留到全批生产结束后才能最后送交。 4.7首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。 5工作程序 5.1 在首件制作过程中,生产线负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。 5.2 常规生产产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合
WI10-9首、中、末件检查制度
1.目的和范围 本办法规定了郑州云豪生产线首、中、末件的定义以及检查要求。 本办法适用于郑州云豪各车间/生产线的整个生产过程。 2.定义本办法采用下列定义: 2.1首件 为以下情况下生产的第一件产品: (a)每班开始操作时; (b)设备调整时; (c)加工方法变化时; (d)加工条件变化时; (e)作业方法变化时; (f)更换模具时; (g)设备故障修理后再次运转时; (h)更换操作人员时。 (i)容量为每机台/3件。 (h)首检时间为接班后半小时内. 2.2中件 每班午休后生产的第一件产品。正常生产时中检容量为每机台/3件,巡检时间为下午13:00。 2.3末件 正常生产时的最后一件产品。正常容量为每机台/3件 2.4 如发生(b)-(h)中任何一项变化,需重新按本定义对产品进行行首,中,末检查。 3.职责 3.1品质部对本办法负管理职责,并保证贯彻执行; 3.2生产线班长、操作人员和检验员对正确执行本办法负责。 4.实施办法 4.1 首、中、末件检查文件编制 4.1.1产品/过程开发工程师负责根据产品质量特性的重要性编写首、中、末件检查文件。 4.1.2首、中、末件检查文件由质量部检验员校对,质量工程师审核、品质部长批准后实施。
4. 2首、中、末件检查基准文件更改 首、中、末件检查基准文件发生更改时,过程工程师填写更改单一式三份,经检验员校对,质量工程师审核,品质部长批准后实施更改,更改单由车间、品质部和管理员各保存一份。 4.3检查的实施 4.3.1正常生产情况下每班应检查首、中、末件。 4.3.2在每半班发生2.1中(b)~(h)规定情况时,只检查首件、末件。 4.3.3操作工按照检查文件规定的项目对各工序产品/试件进行逐项检查,将检查的实际测量结果记录在三检表内。 4.3.4检查完毕后,针对有关键工序,例如注塑工序,应将产品/试件整齐地放在首、中、末件检查台上;其它工序,有检具的应放置在检具上,没有检具的可在适当位置放置,首件用黄色夹子,中件用白色夹子,末件用蓝色夹子标识,下料和包装工序可以整包标识,单独存放。 4.3.5检验员对首、中、末件按照检查文件规定的项目进行检查,对操作工自检、互检的检查结果进行确认,合格后签字/盖章。 4.3.6首件、中件应一直放置在检查台或存放位置,直到末件完成经质检员确认后合格方可随该批产品下转。 4.4异常处理 4.4.1操作工或检验员在首、中、末件检查时,一旦发现检查结果位于公差的上下极限时,或外观、形状与图纸样件有差异时要及时通知相应工序进行适当调整,并再次进行首、中、末件检查,直至尺寸位于中差附近。 4.4.2在检查过程中发现不合格时,班组长应立即通知停线,向品质部报告,由班组长、检验员组织将上次检查后至本次检查之间的所有产品追回并进行全数检查,将不合格品隔离;检验员确定不合格品的类别并提请相应的审理组进行审理,按照审理结论对不合格品进行处置。同时工艺人员要组织要查出原因,制定纠正措施并实施,防止不合格品的再发生。 5.质量记录 5.1班组长、检验员的首、中、末件检查记录要认真填写,数据要准确、真实、可靠、清晰,签章(字)齐全、不准随意涂改。 5. 2检验员对首、中、末件检查记录表(三检表)进行保管,每月上交归档一次,保存期3年。 编制:审核:批准:
首末件检查表
1、编写目的为加强产品质量控制,预防产品在生产过程中出现批次质量事故,保证产品实物质量,促进产品顺利交付,特制定本管理办法。 2、使用范围 本办法适用于公司所有生产工序首末件的确定及管理。 3、术语定义 3.1首件:每个班次刚开始时或过程中条件发生改变,而后加工正常的第一或前几件产品,由生产人员确认后报IPQC做首件检验。“首件”一般指正常批量生产前,经一定检验标准确认合格且适合用于评判生产产品品质的样品。 3.2末件:是指当批或当班生产的最后一个(组)产品。 3.3控制要求: 3.3.1有下列情况之一的,需进行首件检验(首件首检触发条件): --重新开机时--换模、换料后--加工工艺重新调整后--工装、模具维修后 --当班接班时--质量标准修订后--生产场地变更后 3.3.2有下列情况之一的,需进行末件检验(末件检验触发条件): --当班交班前--该批次生产结束前--停机停产前 4、职责划分 生产部:4.1负责首末件的制作及自检,通报IPQC首检。 4.2质量异常时,负责组织人员对问题点进行分析、调整、改善。 品质部:4.3负责首末件的确认及过程检验。
4.4配合生产部门对不合格的首末件进行分析,并有权提出停机要求改善。 5、作业程序 5.1根据本办法第3.3.1条款,需要制作首件时,由生产部人员提供产品通报当班IPQC进行首件检验。 5.1.1当班IPQC接到生产部首件检验要求后,根据《生产计划单》核对该产品《检验指导书》并提取该产品样件。如在连续生产中为交接班首检时,可参考上班次首件,有疑问时再提取样件。 5.1.2必须的检验工具,需符合质量控制标准中《计量器具管理规定》要求,以确保检验结果准确可靠。 5.1.3按该产品《检验指导书》规定,结合实物样件对生产部提供的产品进行检验。 5.1.4检验结果不符合标准要求的,IPQC通报生产部重新调试;检验结果符合标准要求的,IPQC将检验后
ISO9001-2015首件检验程序
首件检验程序 (ISO9001:2015) 1、目的 本文件规定了公司产品生产过程中对新品首件检验、批首件检验的要求及管理规定,以利于整批产品加工得到满足顾客的要求。 2 主题内容和适用范围 本文件规定了公司在生产过程中对新品的首件检验、批首件检验的要求及工作程序。 本规定适用于公司在生产过程中对新品的首件检验、批首件检验的控制。 3 职责 3.1生产部门负责组织安排首件检验工作。 3.2未经新品首件、批首件检验或首件检验不合格,而擅自生产产品,由此引起的质量事故,由直接责任者负责。 3.3检验员、生产线负责人对首件检验的正确性负责。 3.4 对首件确认工作未完成,检验员开始出具质量凭证,造成的质量事故,责任由检验员负责。 4 控制要求 4.1 对生产部门首次连续性生产的第一个完工的半成品和成品,必须经过首件检验和确认。
4.2 对于常规生产产品,须按批次进行首件检验。 4.3由于设备、工艺等原因造成的停机,停机再开机时要进行首件检验和确认。 4. 4 产品材料、规格变更后投入生产时要进行首件检验和确认。 4.5新品首件检验时,应由生产单位负责通知检验有关人员,按现行有效的图纸、清单(或顾客提供的样件)、工艺文件进行,检验员填写检验记录,检验合格后在首件卡上签字,并将卡片挂在首件产品上做好首件标记;首件检验不合格应立即退回,重做首件,并做好记录。未经首件检验合格的产品不得进行验收。 4.6 首件作为批量生产的样件,由生产部门负责保留到全批生产结束后才能最后送交。 4.7首件检验中应检查产品生产过程所用的所有原辅材料必须与规定相符。 5工作程序 5.1 在首件制作过程中,生产线负责人、检验人员应到生产现场监督检查实际生产者按生产工艺流程,根据现行有效的生产工艺文件自行完成首件,并对每一生产工序进行监督检查,发现问题及时予以纠正解决。 5.2 常规生产产品及停机再开机生产的产品首件生产必须完成所有生产工序,经生产者检验合格在首件牌上签字后再交由检验人员等进行首件检验。首件检验时,检验员应会同生产线负责人按现行有效的图纸、清单(或顾客提供的样件)、工艺文件、产品要求进行检验,合格后在首件产品上做好标识(如签注“首件合格”等),并在首件卡上由生产者(或代表)、检验人员会签。对于因产品因
首末件及定时检验控制规范
1范围 本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。 本程序适用于压铸事业部首末件检验及定时检验的质量控制。 2术语和定义 压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。 压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。 定时检验:在每小时的整点时刻对产品实施的质量检验的过程。 3规范性引用文件 无 4职责 4.1压铸生产部负责首末件及定时检验的实施。 4.2质量控制部门负责首末件及定时检验的实施情况的监督检查。 5管理要求 5.1压铸工序首末检验及定时检验 5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。 5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。 5.1.3 本班首件检验 5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。 5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。 5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。 5.1.3.4 现场工艺将首件产品交表面处理工序进行抛光验证,并在“压铸毛坯抛光验证登记记录表”上进行记录,打磨巡检确认效果。 5.1.3.5 首件检验合格后,由巡检作好首件标识,压铸工将首件放回压铸工作台上,并将首件作为生产过程中自检的标准,然后进行大批量生产。 5.1.3.6 涉及修模(含粑件)、换字头、换状态、工艺参数更改或质量整改验证的,首件产品必须经过检验合格后才能进行批量生产。 5.1.3.7 接上一班生产无修模、无状态变更等异常情况的连续生产的首件产品,若巡检来不及检验或需要后序进行抛光、打磨等方式进行验证的,压铸工自检合格后可先进行生产,但所生产产品必须在首件检验或抛丸、打磨验证合格后才能流转。 5.1.4 压铸工序定时检验