三元体和四元体加热
三元体和四元体
一、 相同点
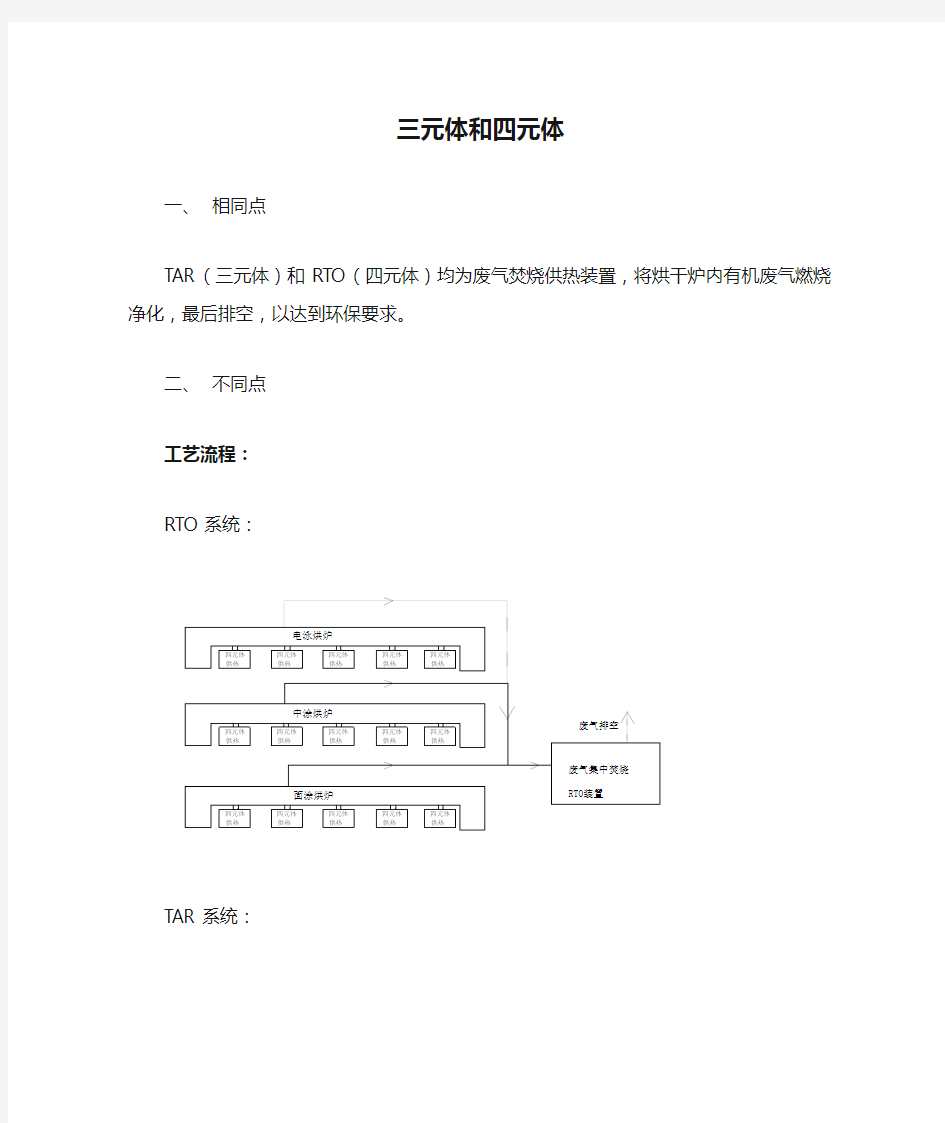
TAR (三元体)和RTO (四元体)均为废气焚烧供热装置,将烘干炉内有机废气燃烧净化,最后排空,以达到环保要求。 二、 不同点 工艺流程: RTO 系统:
电泳烘炉
中涂烘炉
面涂烘炉
四元体供热
废气集中焚烧
RTO装置
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
四元体供热
废气排空
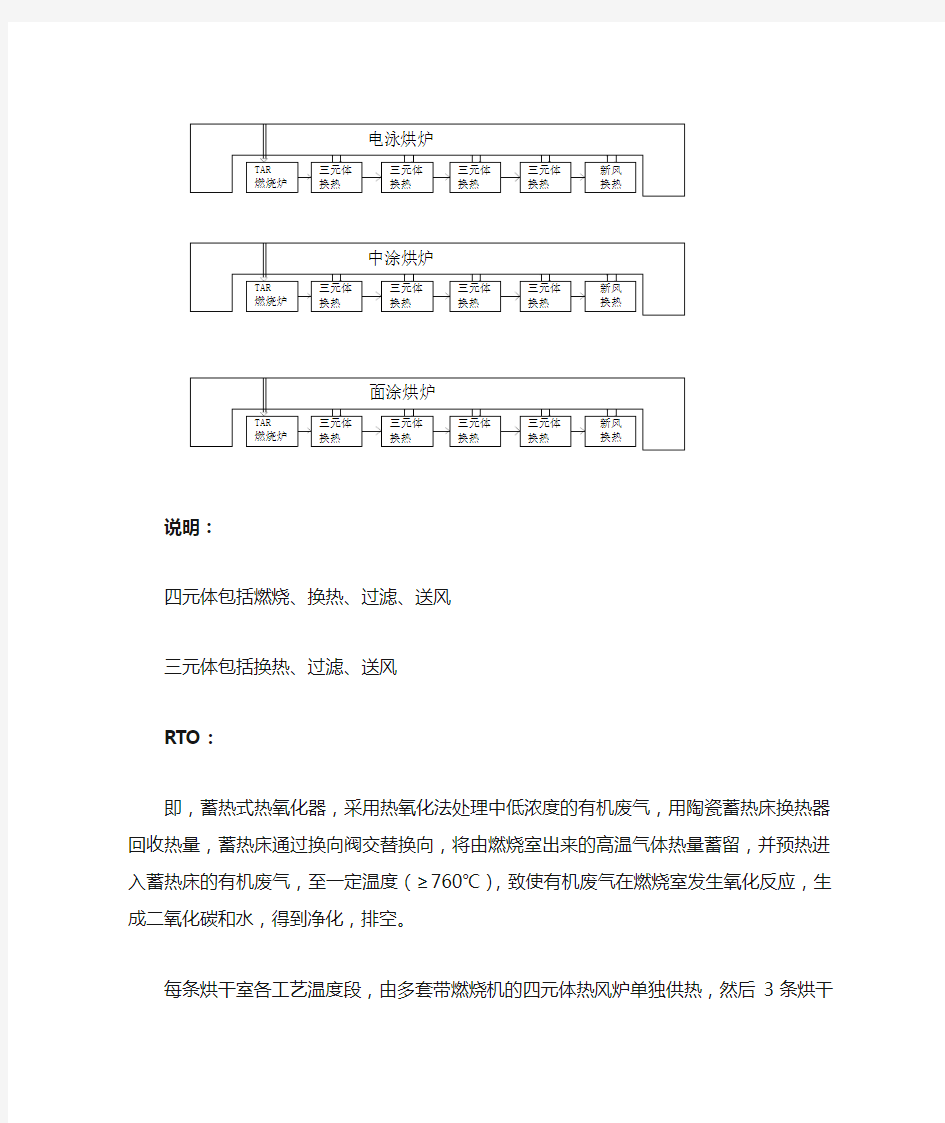
TAR 系统:
电泳烘炉
TAR 燃烧炉
三元体换热
三元体换热
三元体换热
三元体换热
新风换热
中涂烘炉
三元体换热
三元体换热
三元体换热
三元体换热
新风换热
面涂烘炉
三元体换热
三元体换热
三元体换热
三元体换热
新风换热
TAR 燃烧炉
TAR 燃烧炉
说明:
四元体包括燃烧、换热、过滤、送风
三元体包括换热、过滤、送风
RTO:
即,蓄热式热氧化器,采用热氧化法处理中低浓度的有机废气,用陶瓷蓄热床换热器回收热量,蓄热床通过换向阀交替换向,将由燃烧室出来的高温气体热量蓄留,并预热进入蓄热床的有机废气,至一定温度(≥760℃),致使有机废气在燃烧室发生氧化反应,生成二氧化碳和水,得到净化,排空。
每条烘干室各工艺温度段,由多套带燃烧机的四元体热风炉单独供热,然后3条烘干室的废气集中到RTO焚烧炉焚烧,然后直接排空,排空废气温度较高。
TAR:
烘干室有机废气经引风机送入到焚烧炉预热器进行热交换,升温到350℃以上,经特制的混合通道进入炉堂火焰区进一步升温,在650~760℃温度下,废气中有机成份分解,烟气经排烟风机引至热交换器进行热交换后,再经烟气循环换热装置、新风换热器进行换热,向烘干室保温区或两端风幕换热,换热后废气最后排空。
每条烘干室设一台大风量焚烧炉,焚烧烘干室废气,后拖多台高温烟气换热三元体,给加热段供热,再拖一台新风换热器,换热新风送至风幕两端,并作为烘干室的负压补充,构成一套完整的烘干供热系统。经过多台三元体换热后,排空废气温度较低,节能。
小结:
1、流程上:
RTO系统是三个烘炉废气集中送至蓄热式RTO焚烧炉焚烧,直接排空,废气排空温度较高。烘干室供热由四元体单独提供。
TAR系统是每条烘干室设一个焚烧炉,有机废气通过焚烧后,经过多个三元体换热后,最终排空废气温度较低,余热充分利用,节能。烘干室供热由三元体换热提供。
2、成本上:
RTO通过多台四元体给烘干炉供热,TAR是通过多台三元体换热,其中四元体比三元体多一燃烧装置,成本高。另外,TAR比RTO多两台焚烧炉,总体折算后,总价差不多。
三元材料前躯体制备工艺简析
三元材料前躯体制备工 艺简析 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
三元材料前躯体制备工艺简析 锂离子电池经过了二十余年的发展,无论是从可靠性上,还是从电池性能上都有了长足的进步。多种正极也在这个过程中被开发出来,例如历史最为悠久的钴酸锂,还有磷酸铁锂,锰酸锂等。但是随着对锂离子电池性能指标要求的进一步提升,这些材料已经无法满足要求,三元材料孕育而生。三元材料主要指的是镍钴锰锂材料(NCM),它最大的优点是容量高,例如NCM811材料容量可以达到220mAh/g左右,相比于钴酸锂(140mAh/g)有了明显的提升,并且NCM材料还有高压潜力,可以充电至4.35V,同时由于锰的加入也降低了材料的成本。但是NCM材料(特别是高镍的811,532等)普遍存在着合成困难,循环性能不稳定的问题。这就要从合成工艺,焙烧工艺方面着手进行改进。今天小编就带大家熟悉一下NCM前驱体的制备工艺。 NCM材料的电化学性能在很大程度上取决于前驱体的形貌和颗粒分布的均匀程度。目前上工业上使用的主要方法为共沉淀方法,主要的原材料有硫酸钴、硫酸镍、硫酸镍和碳酸氢钠。将碳酸氢铵制成溶液,将硫酸锰、硫酸钴、硫酸镍按照质量比0.54:0.13:0.13溶解于去离子水中,并缓慢加入碳酸氢铵溶液,并不断搅拌。碳酸氢铵溶液的PH值为 7.78,在此PH值下,Ni2+、Co2+、Mn2+均会生成碳酸盐,而无氢氧化物和碱式碳酸盐生成。具体的反应方程式如下: 将反应得到沉淀过滤,并用去离子水清洗,直到没有硫酸根残留(采用BaCl2溶液进行检测,直到滤液不再出现白色沉淀),得到的沉淀放入真空烘箱中在80℃下进行干燥,就可以得到三元材料的前驱体——三元碳酸盐。 在实际的生产中硫酸盐的转化率与反应物的浓度、反应物之间的比例和反应的温度有着密切的关系。
三元材料前驱体制备影响因素
三元材料前驱体制备影响因素 众所周知,前驱体对三元材料的生产至关重要,因为前驱体的品质(形貌、粒径、粒径分布、比表面积、杂质含量、振实密度等)直接决定了最后烧结产物的理化指标。可以这么说,三元材料60%的技术含量在前驱体工艺里面。 国内三元材料厂商无论在技术上和产能上都与优美科等日韩厂家尚存一定的差距。前驱体在三元材料产业链中占据重要位置,具有较高的技术壁垒,并对三元材料的品质有重要影响,且为非标定制的产品,因此,自产前驱体的厂商在技术升级的竞赛中更具优势。 目前,国内主要的三元前驱体生产企业有: 赣锋锂业:2013年亿投向年产4500吨新型三元前驱体材料项目,项目达产后,年均新增销售收入亿,年均净利润万元。 红星发展:公司申请的《三元正极材料前驱体的制备方法》获得了发明专利授权,但公司未进行锂离子电池三元正极材料及前驱体的生产。 当升科技:公司专业从事包括多元材料、钴酸锂等锂电正极材料,以及四氧化三钴、多元材料前驱体等前驱体材料的研发与销售。 格林美:以荆门格林美为主体,拟投资9500万元建设年产3000吨动力电池用镍钴锰前驱体材料生产线,目前,公司主要生产镍钴锰前驱体材料。 道氏技术:公司,主要进行锂离子动力电池三元前驱体材料、锂离子动力电池锂、镍、钴等回收再利用及新能源材料研究。 河南科隆集团:创立于1993年,电池材料主要产品为球形氢氧化镍、球形磷酸铁、磷酸铁锂、多元素锂电正极材料、锰酸锂前驱体、三元锂电前驱体。 新乡天力能源:成立于1983年,现公司主要产品为镍钴锰酸锂三元材料、镍钴锰酸锂三元前驱体、锌粉。 宁夏东方钽业:主营产品为电容器级钽粉、球形氢氧化镍、三元材料前驱体等。 都说三元材料前驱体技术壁垒高,其制备影响因素都有哪些? 以合成Ni1/3Co1/3(OH)2为例,镍钴锰氢氧化物溶度积小,沉淀速率快,溶液过饱和度高,晶体成核快,容易形成胶体沉淀,形貌不易控制,而且Mn(OH)2溶度积较另外两种氢
三元材料前躯体制备工艺简析
三元材料前躯体制备工艺简析 锂离子电池经过了二十余年的发展,无论是从可靠性上,还是从电池性能上都有了长足的进步。多种正极也在这个过程中被开发出来,例如历史最为悠久的钴酸锂,还有磷酸铁锂,锰酸锂等。但是随着对锂离子电池性能指标要求的进一步提升,这些材料已经无法满足要求,三元材料孕育而生。三元材料主要指的是镍钴锰锂材料(NCM),它最大的优点是容量高,例如NCM811材料容量可以达到220mAh/g左右,相比于钴酸锂(140mAh/g)有了明显的提升,并且NCM材料还有高压潜力,可以充电至4.35V,同时由于锰的加入也降低了材料的成本。但是NCM材料(特别是高镍的811,532等)普遍存在着合成困难,循环性能不稳定的问题。这就要从合成工艺,焙烧工艺方面着手进行改进。今天小编就带大家熟悉一下NCM前驱体的制备工艺。 NCM材料的电化学性能在很大程度上取决于前驱体的形貌和颗粒分布的均匀程度。目前上工业上使用的主要方法为共沉淀方法,主要的原材料有硫酸钴、硫酸镍、硫酸镍和碳酸氢钠。将碳酸氢铵制成溶液,将硫酸锰、硫酸钴、硫酸镍按照质量比0.54:0.13:0.13溶解于去离子水中,并缓慢加入碳酸氢铵溶液,并不断搅拌。碳酸氢铵溶液的PH值为7.78,在此PH值下,Ni2+、Co2+、Mn2+均会生成碳酸盐,而无氢氧化物和碱式碳酸盐生成。具体的反应方程式如下: 将反应得到沉淀过滤,并用去离子水清洗,直到没有硫酸根残留(采用BaCl2溶液进行检测,直到滤液不再出现白色沉淀),得到的沉淀放入真空烘箱中在80℃下进行干燥,就可以得到三元材料的前驱体——三元碳酸盐。 在实际的生产中硫酸盐的转化率与反应物的浓度、反应物之间的比例和反应的温度有着密切的关系。 当碳酸氢铵的浓度从低到高逐渐增大的时候,溶液的颜色由深变浅,到无色,再变深。溶液颜色的代表着溶液中残留的金属离子,因此碳酸氢铵的浓度存在着一个最佳值,在这
高镍三元前驱体制备过程中的影响因素
高镍三元前驱体制备过程中的影响因素 三元材料镍钴锰(NCM),具有高比容量、长循环寿命、低毒和廉价的特点。此外,三种元素之间具有良好的协同效应,因此受到了广泛的应用。 NCM 中,镍是主要的氧化还原反应元素,因此,提高镍含量可以有效提高NCM 的比容量。高镍含量NCM材料(Ni的摩尔分数≥0.6)具有高比容量和低成本的特点,但也存在容量保持率低,热稳定性能差等缺陷。高镍 NCM 材料的性能和结构与前驱体的制备工艺紧密相关,不同的条件直接影响产品的最终结构和性能。 图1:Li[Ni x Co y Mn z]O2(NCM,x=1/3, 0.5, 0.6, 0.7, 0.8, 0.85)的放电容量、热稳定性和容量保持率关系图 制备工艺条件对高镍前驱体物化性能的影响
高镍三元前驱体主要的制备工艺条件有:氨水浓度、pH值、反应温度、固含量、反应时间、成分含量、杂质、流量、反应气氛、搅拌强度等。 图2:三元前驱体的生产工艺流程图
1.氨浓度对高镍前驱体物化性能影响 氨水是反应络合剂,主要作用是络合金属离子,达到控制游离金属离子目的,降低体系过饱和系数,从而实现控制颗粒长大速度和形貌。所以制备不同组成的三元前驱体,所需的氨水浓度也不同。 图3:不同氨浓度高镍前驱体产品的SEM图(左:氨含量:2g/L,右:氨含量:7g/L) 从上图可以看出氨浓度较低时颗粒形貌疏松多孔,致密性差,而较高的氨浓度得到的前驱体颗粒致密。但是络合剂的用量也不是越多越好,络合剂用量过多时,溶液中被络合的镍钴离子太多,会造成反应不完全,使前驱体的镍、钴、锰的比例偏离设计值,而且被络合的金属离子会随上清液排走,造成浪费,给后续废水处理造成更大的困难。综上,氨浓度需控制在5~9g/L。 2.沉淀pH对高镍前驱体影响 沉淀过程中的pH直接影响晶体颗粒的生成、长大。
重庆三元前驱体项目规划实施方案
重庆三元前驱体项目规划实施方案 规划设计/投资分析/产业运营
重庆三元前驱体项目规划实施方案 三元锂电池主要应用于新能源汽车、储能及消费电子领域,下游应用 领域的快速成长形成了对上游关键材料三元前驱体的巨大需求。全球新能 源汽车市场的快速发展,使得动力锂离子电池出货量增长迅速。 该三元前驱体项目计划总投资5365.14万元,其中:固定资产投资4614.46万元,占项目总投资的86.01%;流动资金750.68万元,占项目总 投资的13.99%。 达产年营业收入5525.00万元,总成本费用4271.32万元,税金及附 加93.43万元,利润总额1253.68万元,利税总额1520.03万元,税后净 利润940.26万元,达产年纳税总额579.77万元;达产年投资利润率 23.37%,投资利税率28.33%,投资回报率17.53%,全部投资回收期7.21年,提供就业职位85个。 本报告是基于可信的公开资料或报告编制人员实地调查获取的素材撰写,根据《产业结构调整指导目录(2011年本)》(2013年修正)的要求,依照“科学、客观”的原则,以国内外项目产品的市场需求为前提,大量 收集相关行业准入条件和前沿技术等重要信息,全面预测其发展趋势;按 照《建设项目经济评价方法与参数(第三版)》的具体要求,主要从技术、经济、工程方案、环境保护、安全卫生和节能及清洁生产等方面进行充分
的论证和可行性分析,对项目建成后可能取得的经济效益、社会效益进行科学预测,从而提出投资项目是否值得投资和如何进行建设的咨询意见,因此,该报告是一份较为完整的为项目决策及审批提供科学依据的综合性分析报告。 ...... 三元前驱体是制备三元正极材料的前端原料,以镍钴锰(铝)氢氧化物NixCoyMn(1-x-y)(OH)2为主,简称NCM系列或NCA。NCM系列前驱体的制备以镍盐、钴盐、锰盐为原料,NCA前驱体则以镍盐、钴盐、氢氧化铝为原料,在氨水和碱溶液中发生盐碱中和反应,得到镍钴锰(铝)氢氧化物沉淀。
简析锂电池三元材料前躯体制备工艺
简析锂电池三元材料前躯体制备工艺 锂离子电池经过了二十余年的发展,无论是从可靠性上,还是从电池性能上都有了长足的进步。多种正极也在这个过程中被开发出来,例如历史最为悠久的钴酸锂,还有磷酸铁锂,锰酸锂等。但是随着对锂离子电池性能指标要求的进一步提升,这些材料已经无法满足要求,三元材料孕育而生。 三元材料主要指的是镍钴锰锂材料(NCM),它最大的优点是容量高,例如NCM811材料容量可以达到220mAh/g左右,相比于钴酸锂(140mAh/g)有了明显的提升,并且NCM 材料还有高压潜力,可以充电至4.35V,同时由于锰的加入也降低了材料的成本。但是NCM 材料(特别是高镍的811,532等)普遍存在着合成困难,循环性能不稳定的问题。这就要从合成工艺,焙烧工艺方面着手进行改进。今天小编就带大家熟悉一下NCM前驱体的制备工艺。 NCM材料的电化学性能在很大程度上取决于前驱体的形貌和颗粒分布的均匀程度。目前上工业上使用的主要方法为共沉淀方法,主要的原材料有硫酸钴、硫酸镍、硫酸镍和碳酸氢钠。将碳酸氢铵制成溶液,将硫酸锰、硫酸钴、硫酸镍按照质量比0.54:0.13:0.13溶解于去离子水中,并缓慢加入碳酸氢铵溶液,并不断搅拌。碳酸氢铵溶液的PH值为7.78,在此PH值下,Ni2+、Co2+、Mn2+均会生成碳酸盐,而无氢氧化物和碱式碳酸盐生成。具体的反应方程式如下: 将反应得到沉淀过滤,并用去离子水清洗,直到没有硫酸根残留(采用BaCl2溶液进行检测,直到滤液不再出现白色沉淀),得到的沉淀放入真空烘箱中在80℃下进行干燥,
就可以得到三元材料的前驱体--三元碳酸盐。在实际的生产中硫酸盐的转化率与反应物的浓度、反应物之间的比例和反应的温度有着密切的关系。 当碳酸氢铵的浓度从低到高逐渐增大的时候,溶液的颜色由深变浅,到无色,再变深。溶液颜色的代表着溶液中残留的金属离子,因此碳酸氢铵的浓度存在着一个最佳值,在这个浓度附近,金属离子沉淀效果最好,当小于这个浓度或者大于这个浓度都会造成金属离子沉淀不充分,造成浪费和环境污染。其次是三元金属盐与碳酸氢铵的浓度比例也会影响金属离子的沉淀效果。在固定碳酸氢铵的浓度后,调整碳酸氢铵溶液的加入量,发现随着碳酸氢铵溶液的加入,溶液颜色逐渐变浅,当比例达到1:5时,溶液基本呈无色状态,计算此时的转化效率为91.2%,再增加碳酸氢铵的量对转化效率作用不大。对于锂离子电池材料,形貌对于电性能也有举足轻重的影响,生产中一般要求前驱体为均匀的球形颗粒,在实际生产中发现,随着碳酸氢铵用量的增加,前驱体球形粒径略有增加,因此可以根据有求,有目的调控前驱体的尺寸。
三元前驱体市场调研
三元前驱体的性能好坏在很大程度上决定着镍钴锰酸锂性能的好坏,因为镍钴锰氢氧化物的尺寸、形貌、结构对后续加工的镍钴锰酸锂的尺寸、形貌、结构有直接影响。目前商业化的三元前驱体基本采用的都是氢氧化物共沉淀法,即将镍、钴、锰混合溶液,沉淀剂,络合剂等同时加入反应釜中,在一定条件下即可合成三元前驱体(镍钴锰氢氧化物)。 宁波金和新材料股份有限公司 宁波金和新材料股份有限公司成立于1996年,从一家作坊式的小企业逐渐发展成为集团型企业,现主要产品为球形四氧化三钴、氢氧化镍钴锰、钴酸锂、镍钴锰酸锂,公司凭借“多元镍钴锰酸锂产品研发和产业化生产”获得浙江省科技二等奖“镍钴锰酸锂”产品获得宁波市科学技术三等奖。发展历程:1996年,宁波金和成功研制出高密度球形氢氧化镍,1998年高密度加Zn球型氢氧化镍供货BYD;2001年高结晶度钴酸锂成功量产,并供货BYD,2003年钴酸锂产能达1800吨;2004年三元镍钴锰酸锂正极材料生产线正式投产,属国内首创;2006年球钴生产线建成投产,属国内首创,产品出口至韩国LF公司;2009年年产6000吨镍钴锰酸锂锂离子电池正极材料产业化项目投产;2010年成功实现与韩国三星公司的合作,成为其主要的三元基体供应商。 邦普集团 邦普集团成立于2005年,是全球专业的废旧电池及报废汽车资源化回收处理和高端电池材料生产的国家级高新技术企业,现已形成“电池循环、载体循环和循环服务”三大产业板块,专业从事数码电池(手机和笔记本电脑等数码电子产品用充电电池)和动力电池(电动汽车用动力电池)回收处理、梯度储能利用;传统报废汽车回收拆解、关键零部件再制造;高端电池材料和汽车功能瓶颈材料的工业生产、商业化循环服务解决方案的提供。邦普年处理废旧电池总量超过