SIEMENS贴片机的操作指南

SIEMENS贴片机的操作指南(简装)
1.1 生产线启动
1.1.1 启动监控计算机
* 打开显示器
* 打开不间断电源,约2分钟之后,屏幕出现对话框
* 在“AUTxxxx”区输入 plr
* 回车之后约2分钟,主菜单出现
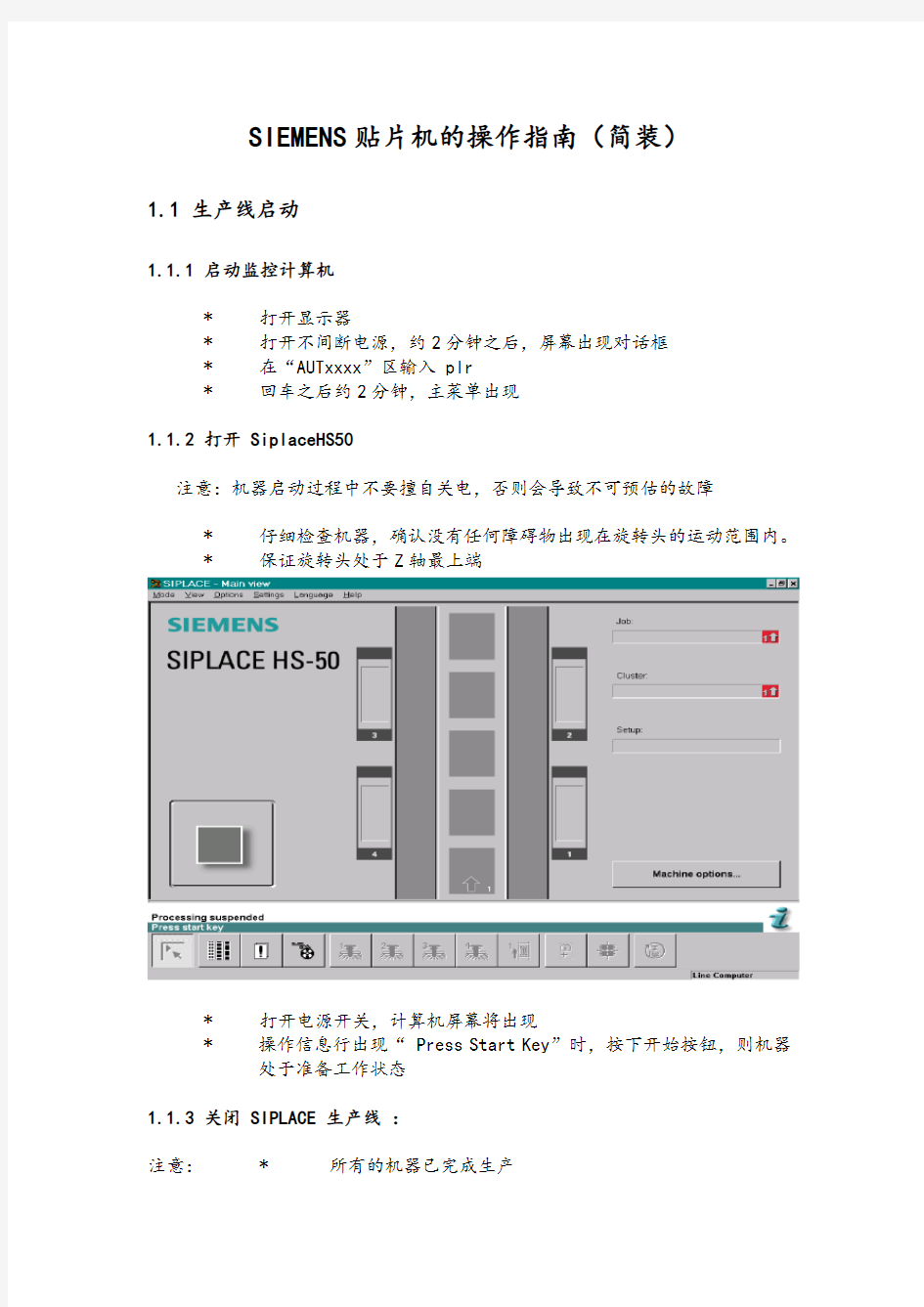
1.1.2 打开 SiplaceHS50
注意:机器启动过程中不要擅自关电,否则会导致不可预估的故障
* 仔细检查机器,确认没有任何障碍物出现在旋转头的运动范围内。
* 保证旋转头处于Z轴最上端
* 打开电源开关,计算机屏幕将出现
* 操作信息行出现“ Press Start Key”时,按下开始按钮,则机器处于准备工作状态
1.1.3 关闭 SIPLACE 生产线:
注意:* 所有的机器已完成生产
* 旋转头处于Z轴最上端
* 吸嘴上没有任何元件
* 旋转头处于等待位置
1.1.3.1 关闭监控计算机
注意:必须按下列步骤关闭监控计算机,不能简单地关掉UPS电源否则系统有可能出现故障.
* 将光标移到屏幕的右边, 光标将变成十字线
* 按下鼠标左键, 屏幕出现下拉式菜单
* 继续按下鼠标左键,将光标移到“shut down”处, 屏幕将出现
Really shut down?
Yes No
* 点中“yes” , 监控计算机将关闭所有程序. 然后屏幕出现
Safe to power of
Press any key to reboot
* 关闭 UPS 及显示屏
1.1.3.2 关闭SIPLACE
* 必须在监控计算机完全关闭之后才能关闭贴片机
* 不要在机器执行命令时关闭贴片机
* 不要在机器打板子时关闭贴片机
* 不要在计算机启动过程中关闭贴片机
* 应在机器处于等待状态时关闭贴片机
1.2 操作指南
1.2.1 SIPLACE HS50 屏幕组成 (用户级别: operator)
(1) 为机器控制按钮
包含以下功能状态:
1. 执行
2.停止执行
3. 继续执行
4.终止执行
(2) 程序名及 PCB P/N
(3) 机器选项,可在这里选择贴装头子,以及设置首功阻挡等功能
(4) 错误信息及机器状态栏。如果出现错误,点击“i”键可获得错误详细信息
(5 - 10) 机器控制图标,按下时将出现新的菜单
(5) 显示主菜单(6) 显示设置及元件的条码检验
(7) 机器的错误显示(8) PCB Feeder
(9) 4个悬臂的单功能 (10) PCB 传送结构的单元
(11) GEM 状态及贴片程序, 显示机器的运行模式:监控计算机,GEM主机,
及脱机运行
(12) 下拉式菜单
(13) 4个区物料使用情况显示
1.2.2 “功能选项”菜单 (Machine option)
1.2.2.1在用户界面的主菜单下,按下 Machine Option 按钮,功能选项对话框将出现。显示机器的各种选项及配置。
1.2.2.2按下 Cancel 关闭对话框而不存盘,或按下 Accept ,存盘。
1.2.3 显示Feeder台的状态菜单(Setup)
Loc : Feeder台 (1号和3号) Track :轨道: Feeder所在的位置
Div : 子 Feeder Tray : 用于80F4,F5
CmpName : 元件料号 GF no : 元件的包装形式
Track barc : 轨道的条码 CO-BC : 元件条码
从机器的错误显示菜单,可以看到:轨道错误;机器错误;PCB传送错误。
(1) 轨道错误按钮(2) 机器错误按钮
(3) PCB传送错误按钮(4) 其他错误按钮
(5) 4个悬臂错误信息的详细统计情况
(6) 标题行的解释
(7) 删除所有信息
(8) 错误分析 ----- 选择一错误行,点中改按钮
No :错误号码 CmpName :元件料号
Loc : Feeder 台(1,3) Tr/D/T :轨道/子Feeder/料盘Seg :贴该元件的贴片单元#E :错误号码
Text :错误的详细信息DEV :吸件面
1.2.5 “Feeder”菜单
1.2.5.1 “Feeder”菜单含四个菜单
*显示无Feeder轨道及在轨道上设置Feeder
*显示闭料情况
*显示材料存储器仅用于多功机
*显示震动Feeder (条料Feeder) 仅用于多功机
1.2.5.2
“显示无Feeder轨道及在轨道上设置Feeder”子菜单无Feeder 的轨道在这里显示在轨道上安装好Feeder之后, 应在该菜单下将空轨道设为满轨道.
1.5.
2.3
当点中Location1、Location2、Location3、Location4时整个Feeder台将被设为装满Feeder状态,机器因缺料停机后,可通过此方式清除;
1.2.5.4
要选择某一轨道,在窗口中点中该轨道,再点中“Select track ”。则轨道被该为装满 Feeder 状态.
1.2.5.5
如果出现由于设备故障或工艺参数错误导致的一种或多种物料无法被正确吸取,导致设备频繁报错,可通过“显示闭料情况”栏对该种或多种物料不进行贴装而完成该片PCB其他物料的正常贴装;
如果错误被修复,可通过点中下面窗口中的轨道, 再点中“Select track ”,即可消除该物料的被闭掉状态.
1.2.6 悬臂/旋转头功能菜单
图表为:
分别代表四个悬臂.
点击后弹出的界面包含新的5个菜单,分别为悬臂功能菜单,旋转头功能菜单;旋转头真空测试菜单;测试旋转头吸嘴偏移菜单;显示并更改旋转头吸嘴配置菜单.
1.2.6.1悬臂菜单
通过此菜单,可以实现悬臂在不同位置的运动
图标为:
点击后,弹出下图界面:通过点击界面中不同的按钮,可以将悬臂移动到制定位置
1.2.6.2 旋转头功能
图标为:
点击后,弹出下图界面.此项可以实现检查单个SEGMENT的吹气和真空大小,也可以检查整个头子的真空保持大小
1.2.6.3旋转头真空测试菜单
图标为:
点击后,弹出下图界面,
点击图中功能项后,会测试当前吸嘴的真空开启、关闭值,并给出两者的差值,以备操作人员进行相关的检测;如果检查值小于额定大小,软件将会提示
1.2.6.4测试旋转头吸嘴偏移菜单
图标为:
点击后,弹出下图:
点击功能选项后,设备自动进行当前吸嘴高度偏差的检测,并自动计算出高度偏差值,此处偏差不能大于±20,否则软件将会报错提示.
1.2.6.5显示并更改旋转头吸嘴配置菜单.
图标为:
点击后,弹出下图:
通过点击相关功能选项,可以实现吸嘴的手动更换(自动更换功能未购).方便技术员进行生产状态的切换.
1.2.7 传输功能菜单
图标为:
此菜单包含两个新的菜单栏,分别为:PCB传送导轨功能;调整并测试PCB传送导轨宽度.
1.2.7.1 PCB传送导轨功能菜单
图标为:
点击后,弹出下图,此图中包含的功能可以实现手动改变PCB在设备内的不同位置,手动激活STOPPER等功能
1.2.7.2调整并测试PCB传送导轨宽度菜单
图标为:
点击后,弹出下图: 可以实现自动调整轨道宽度;
如何提高雅马哈贴片机的工作效率
如何提高雅马哈贴片机的工作效率 1.贴片机不仅要贴片速度快,也要贴的精细准确,稳定。在实际操作过程中, 每个贴片机贴装电子元器件规格的不同,速度也不一样。 2.例如,LED元器件的精度相对与SMT元器件的精度要求相对来说就比较低, 所以LED产品贴的速度就快于SMT产品,因为SMT贴片在精度上要求高于LED,贴片机设备在贴装国产中处理的速度也就慢点,贴装效率也自然降低。 3.雅马哈贴片机吸嘴一方面是真空负压不足,吸嘴取件前自动转换贴装头上 的机械阀,由吹气转换为真它吸附,产生一定的负压,当吸取部品后,负压传感器检测值在一定范围内时,机器正常,反之吸着不良。
4.方面是气源回路泄压,如橡胶气管老化、破裂,密封件老化、磨损以及吸嘴 长时间使用后磨损等,另一方面是因胶粘剂或外部环境中的粉尘,特别是纸编带包装的元器件在切断之后产生的大量废屑,造成贴片机吸嘴堵 5.雅马哈贴片机程序上的设定上的误差也会让贴片机贴装效率降低,解决方案 就是雅马哈贴片机厂家加大对客户的培训力度,让客户能够更快上手。 6.电子元器件本身的质量,吸嘴吸拾电子元器件贴装,引脚没有完全贴进去或 者直接弯掉或者断掉。这种情况只能够在购买贴装元器件的质量上把控好,
这个不仅会影响到贴装工作效率和产品质量,吸嘴经常吸拾贴装这种元器件,也会造成不同程度的损坏,久而久之也会让吸嘴使用寿命减少。 7.一条雅马哈贴片机生产线通常包括一台高速贴片机和一台高精度贴片机, 前者主要贴装片状元件,而后者主要贴装IC和异型元件。当这两台贴片机完成一个贴装过程的时间(以下简称贴装时间)相等并且非常小小时,则整条雅马哈贴片机生产线就发挥出了非常大的生产能力。为了达到这个目标,可以对贴装程序按以下方法进行处理。 (1)负荷分配平衡。合理分配每台SMT设备的贴装元件数量,尽量使每台设备的贴装时间相等。在初次分配每台设备的贴装元件数量时,往往会出现贴
贴片机使用说明书中文版
11.6 疑难解答 危险: 严格遵守11.1章中“危险”一节的要求。 警告: 在(废料)切割器或者料盘分隔板附近工作时不论何时都必须戴厚度适度的保护手套。不论(废料)切割器及料盘分隔板刀片处于固定还是可动状态,甚至贴片机已经断电,都存在高风险的受伤可能性。 严禁从下方进入气压切割装置或者从上方进入空的皮带供料器,甚至是为了解决问题(如供料器卡住时)。 11.6.1 更换气压切割刀片 警告: 佩戴厚度适度的保护手套。 取出刀片时,只能捏住它的外面,左边和右边。 严禁将刀片放置身体上,例如,放到膝盖或者腿上。 不要将脚放到刀片上。你可能会重伤自己或者至少将衣服划破。 拆除刀片后确保没人会因踩到刀片伤到他们自己。 11.6.1.1 移除刀片 运行贴片机,开启压缩空气系统。 中断贴片机菜单中可动器件,然后将它取出。 停止运行贴片机,切断总电源,然后关闭压缩空气。开启位于压缩空气单元的针状阀以使压缩空气流动(查看11.1章中“危险”一节)。 松弛螺丝更换喷嘴,略微将它举起并保持它在这一位置。 拔下电缆和喷嘴气动软管 慢慢的拔出喷嘴。 拧下空供料器各个配件的螺丝(参考图11.4.1 -> 11, 9),然后将这些管道移出机器。 警告: 刀片的刀刃处始终可能伤到你自己。 基于这一原因,挡板、顶盖及保护罩(参见图11.4.3 -> 6,7, 2)必须安装到位。 打开连接电缆顶盖(见图11.6.6 -> 5) 拧下位于连接线缆(见图11.6.6 -> 5)处的气压连接阀(Y型插座:见图11.6.3 -> 9) 拔下电源和控制面板插头插座。(见图:see Fig. 11.6.5 -> 11, 10) 仔细解开外部控制面板箱内(见图11.6.5 -> 15)对应的接线头(向左或者向右)。在此期间不要损坏连线。 将顶盖放回控制面板及连接线缆处。 取出供料器斜槽(它只是扣住而已)。这使得取下刀片变得容易。 警告: 刀片下方必须保持干净。(例如,不要把脚放到下面) 在贴装元器件情况下松弛位于贴片机左右两个侧面的缓冲部件(2头M8六角头两边螺钉,见图 11.4.1 -> 15)。
雅马哈贴片机培训资料
雅马哈贴片机贴片培训资料
目录 一、安全及注意事项 (2) a) 必须严格遵守都安全注意事项: (2) b) 警告标识 (2) c) 贴片机操作注意事项: (3) 二、贴片机分类 (3) a) YV100xg、YV88xg系列贴片机各部名称 (3) b) YG200系列贴片机各部名称 (4) 三、贴片机操作 (4) a) 开机 (5) 1、安全检查 (5) 2、打开贴片机主控电源开关; (6) 3、回原点 (6) 4、暖机 (6) b) 生产 (7) 1、基板选择 (7) 2、调整导轨 (7) 3、核对物料 (8) 4、示校吸取坐标 (8) 5、开始生产 (9) c) 关机 (9) 1、保存程序 (9) 2、关闭主机 (9) 3、关闭主控电源 (9) d) 发挥好 (10) 四、贴片程序优化 (10) a) 开始优化 (10) b) 删除原始设置数据 (10) c) 生成设置数据 (10) d) 执行优化 (10) e) 完成优化 (10) 五、常见故障处理; (11)
一、安全及注意事项 a)必须严格遵守都安全注意事项: 1、操作贴片机的人员必须接受相关的培训和教育,如安全教育、操作培训等,并 经生产技术部经行考核后持证上岗; 2、机器运行中,绝对禁止将身体的任何一部分(手、头)进入机器动作范围内; 3、在示教或调整机器过程中,必须使机器处于随时可以关机的状态; 4、停止机器运行的安全装置必须始终处于启动状态(如:急停按钮,安全光幕等); 5、不可在机器内部或周围放置可燃物(气体、液体等)或不卫生、被污染的物体。 b)警告标识 贴片机上粘贴有下列警告标识,必须确认标识内容无条件服从标识中的指示。
西门子CT控制盘操作指南打印A
消防控制盘操作指南 操作盘是火灾报警联动控制系统的监控点 —一个系统中可有多个操作盘 —使用密码或钥匙方能操作 ?是显示屏,能以亮暗两种方式显示 —亮代表1、所有信息,如《报警》; 2、状态改变; 3、在操作过程中(10分钟内自动关闭)。—暗代表除上述三种情况之外的正常状态 按《F1》键则显示主菜单,主菜单中 顶行是菜单目录 中行是供选择的内容 底行是操作说明 ?是报警窗,有火警信号时亮 ?是显示窗组合,其中一部份带操作键,用于显示并可改变运行状态。 ?《确认/消音》键,按键表示操作员已接受了信息。 ?《复位》键,当险情消除后用来使控制器恢复正常运行状态。 ?键盘,用于菜单操作和输入密码 《F1》,《F2》:依选中的菜单而有不同的功能 《OK》:选中或执行一个指令 《↑》,《↓》:上下移动游标以供选择 《C》(清除):取消输入的内容 《?》(删除):删去游标中光标左边的字符
钥匙开关:如果操作盘有此开关,则必须打开才能操作。 操作级别 有以下几种操作级别 1级:人人级→《确认/消音》和《功能滚动条》,每个人都能操作 2.1级:操作1级→值班人员操作 2.2级:操作2级→管理人员操作 3级:技术级→技术服务人员才能操作。 报警 文本框中将如何显示报警信息? 出现《报警》后怎么办? 1.火警 a)火警报警时,控制盘显示面板左上侧的报警指示灯会亮;LCD上会自动 弹出火警报警信息;控制盘会出现连续的报警声响,报警栏的红色指示 灯会亮。 b)在LCD上确认火警报警信息,并马上到现场确认火灾灾情。 c)确认火灾时,在消防控制盘上,按下“消防联动启动按钮”。 d)若是误报,则在控制盘上进入等级2.1,然后按下复位键进行复位。 e)若真的发生火灾,应按有关规定程序上报、处理,并报119。 2.故障
YAMAHA贴片机作业指导书
Y A M A H A贴片机作业指导书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
标准作业指导书 作业名贴片机操作作业指 导书文件编号版本A0 日期2016年9月1日机型YS12 YV100XG 发行部门SMT部 一、作业步骤: 1、检查确认气压为0.55MPA±0.03MPA。YS12气压表(图一)YV100XG气压表(图一1) 2、开启机器电源总开关(图二),机器进行自检完毕后,按ACTIVE切换键盘,按“READY”按钮让机 器进入准备状态,接着鼠标点击OK让机器复位.(图三) 3、鼠标点击SETUP,进入下层菜单后选择BOARD来选择需要生产产品程序名,并点击SELECT确 认。 4、一切确认无误后按下START键开始生产;生产后,按STOP键停机,打开防护盖清扫机器.(图 三) 5、关机步骤:鼠标点击OFF(图四),机器提示是否执行,点击OK后机器执行复位操作,然后按下“EMERGENCY STOP”按钮,关闭总电源开关。(图三) 二、注意事项 1.检查抛料盒是否放好,机器供料台上供料器是否摆放好。 2.在机器运作时,要注意确保身体在机器移动范围以外。 3.不可以两人同时操作一台机,严禁机器带病作业. 4.换料时应将机器门盖打开,换料员安装好物料后或中途换料时均需通知IPQC核对,并作好记录。 5.散料电容须100%用电容表测量,分类包装,贴上元件编号规格,交IPQC检测合格后方可使用。 6.在机器出现警报或其他紧急情况时,立即报告工程技术人员处理。严禁非操作人员操作机器. 三、机器相关参数 1、电压: 380 V~(±10V),频率:50/60 Hz。 2、轨道适合基板:宽最小为50MM,最大为420MM;长最小为50MM,最大为450MM。 3、贴装能力:A、料件最小0201(0.5MM*0.2.5MM),最大为40MM*40MM,厚度最大为7MM;B、CHIP 0.45S/PCS、带装IC 1s/PCS,托盘装IC 2s/PCS;C、贴片精度:+/-0.040mm,QPFchips最高精度是+/-0.03mm。D、料架支持 feeder最多可装40PCS,常用托盘(325MM*135MM)最多可装 3PCS。YS12气压表(图一) YV100XG气压表(图一1)(图二) 控制面板(图三) 图四 制表审核 电源 工作画面 2
CHMT36贴片机说明书
常衡机电CHMT36贴片机说明书
Charmhigh-V1.2-2013 1.设备简介,如下图所示:(此图片仅供参考,以实物为准) 1.10 贴头:此机器配置为双贴头。左边为1号贴头,右边为2号贴 头。2号可以装上大号的吸嘴来吸取比较大的器件或是IC。这样免去频繁的换贴头! 1.11贴头主要用来完成取料,贴装动作。如图所示:贴装头上带有真 空检测。防止漏贴,避免的人工去检查!保证每个点位都被贴装器件。
拉带一次吸两下,防止漏吸,如果连续拉带三次之后还没吸到器件,机器会报警。此时可能是缺料了!请更换料盘! 1.12贴头附近装有激光定位十字架,在编辑文件中可快速查看PCB 器件定位是否发生了偏移,以及料栈是否有偏移。如下图: 1.13PCB放置区:用于固定PCB板,使在工作中不会发生移动。1.14料栈:此机器配有8MM料栈22栈,12MM料栈4路,16MM 料栈2路,24MM料栈1路,前置IC托盘8路。 1.15收带轮:用于自动收集剥离的料带,把剥离的料带收集在轮子上,无需手动收集。如下图:
1.16料盘放置区:用于放置盘装料盘 1.17前置IC托盘:可以放置IC(引脚最大长度20*20mm以内)IC 需手动放置。IC托盘位置是个绝对坐标,调整好之后,贴装是很准确的。 1.18报警:当遇到错误或故障机器就会报警,报警之后应仔细检查排查故障,使其正常运行。 1.19如果遇到紧急情况请立即按下此按钮!排除故障之后,弹出此按钮可以继续运行。
2触摸屏显示界面介绍,通电开机时显示界面如下图: 2.10此机器自带操作系统,无需另外接电脑,上电急速开机。SD卡 支持热插拔! 2.11此界面为开机界面,开机之后请按调试按键,进入调试界面。 2.2调试 开机后首先要进入调试区,测试贴片机各项功能是否正常。如下图:
西门子syncoRLU232简易操作手册
Synco200组态资料 该独立的通用控制器可以用来控制温度,湿度,压力和在其他HV AC系统中的变量. SYNCO200自带有LCD液晶显示屏,可方便地显示各被控制参数的实际值、设定值、输出状态、以及各种部设置参数。直观性强,外形美观。 主要应用领域 通风空调领域从基本的功能到复杂的控制. 包括温度,湿度,压力控制的通用控制系统. 独立的就地控制. 简单高效的调试过程:SYNCO200的部功能设置非常方便。只需按动按钮,即可调出所需功能,进行各种参数设置,以适应不同应用场合,无需用笔记本电脑通过专用软件进行编程。 1,预置的应用程序:预置应用程序与设备情况完全一致,可以直接采用预置的应用程序。 2,修改预置应用程序: 预置应用程序与设备情况并不完全一致,但是可以通过修改预置的应用程序满足要求。完全自由组态: 没有与设备情况类似的应用程序,必须采用组态的方式进行编程。可以从基本类型A或U开始进行。 A=通用控制器(房间/送风温度) U=通用控制器(湿度,压力,空气质量,步进开关) SYNCO200自带有多达三个P、PI、PID控制回路. 在舒适性方面,具有以下功能:
·可远程设定参数 ·房间/送风温度的串级控制 ·送风温度的最低限制 ·冷却、除湿的最大优先功能 ·白天/夜间设定值切换 ·正反作用换功能(根据外界温度) 在操作安全/保护方面,具有以下功能: ·送风温度和湿度的最大限定功能 ·两级防霜冻保护功能(用于送风管加热盘管) ·用于回风热回收设备的防结冰保护功能 ·各开关量输出触点的延迟动作时间和重复动作最小间隔时间功能·控制偏差越限报警 SYNCO系列多功能控制器依其控制点数不同,具有RLU210,RLU222,RLU232,RLU236四种型号,具体分布见下表:
Siemens西门子贴片机培训教材
SIPLACE 培训教材SIPLACE Training Material
目录 一、课程目标 (2) 1.1 总体目标 (2) 1.2 具体目标 (2) 二、特殊说明 (3) 2.1 西门子贴片机使用注意事项 (3) 三、SIEMENS 贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (4) 3.3 Siplaces 80S - 20 贴片头介绍 (5) 3.4 旋转贴片头的12个站 (5) 四、SIEMENS贴片机的用户界面 (6) 4.1 贴片机用户界面的组成 (6) 4.2 贴片机用户界面菜单 (6) 4.3 错误及信息对话框 (7) 4.4 机器控制对话框 (7) 4.5 选择操作等级 (7) 五、SIEMENS贴片机的操作指南 (8) 5.1 生产线启动 (8) 5.2 操作指南 (8) 5.3 SIEMENS贴片机操作明细 (12) 六、SIEMENS 单项操作功能 (19) 七、送料器续料及操作步骤 (20) 7.1 送料器 (20) 八、故障描述/掉件率查询 (23) 8.1 故障描述 (23) 8.2 SIEMNES 常见错误分析及解决 (24) 8.3 掉件率查询 (25) 九、清洁步骤及PCP参数指导 (26)
一、课程目标 1.1 总体目标 西门子贴片机的特点是结构精巧,紧凑,易于调整。但是非正常规程操作,极有可能造成机器的损坏。 通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。 1.2 具体目标 1.能正确识别生产工具,设备及所用材料 2.了解产品生产的整体工艺流程 3.了解机器的安全特征 4.可以根据操作指导对机器进行正确操作 5.进行自觉性维护和日常清理并保持5S
SMT贴片机操作与编程说明书+文召召
SMT基本操作说明书,“鑫久盛”贴片机厂编写 软件系统: 软件系统主界面如图1 图 1 软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。 软件设定 1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。 2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。 3、以下的软件,软件工程数据的格式为.txt;以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞达等相关数据为.log。把数据改为.dot格式的文件,可使用到以上的软件。 SMT文件系统 SMT文件系统提供一种非常简单快捷的操作模式,跟Window的文件系统一样,用户可以进行复制、粘贴、删除、重命名文件等操作。文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户可以通过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。 如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也可以选择了【另存为】,保存为另一个文件。 文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。 电机移动 电机移动主要是为后面的设置参数服务的,选择【×5】X轴、Y轴、Z轴移动约40μm,选择【×50】,移动约是, 【×500】则移动4mm。 快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd 对应送料电机的两个方向,End是切换速度。 时间和速度 时间是系统后台计算贴装所选吸嘴个数单个周期的时间,作为速度计算的参考参数。 调式选项 调式选项主要是在参数设置和验证时使用。需要强调的是,在做吸料高度和放料高度之后一定的先复位Z1和Z2轴后再移动X/Y轴,否则可能会把吸嘴撞坏。
贴片机设计说明书
编号:机械设计课程设计说明书 题目:贴片机机构研究与设计 院(系):机电工程学院 专业:机械设计制造及其自动化
1设计任务 (1) 1.1设计题目 (1) 1.2设计要求 (1) 1.3设计内容 (1) 1.4设计工作 (1) 2贴片机的整体结构方案设计 (1) 2.1贴片机的整体结构设计概述 (1) 2.2贴片机的整体结构设计 (2) 2.3确定方案 (4) 3贴装头X-Y移动定位系统的设计 (4) 3.1 X-Y-Z运动框架结构形式的的确定 (4) 3.2驱动方案的确定 (5) 4电机的选择计算 (6) 4.1X轴方向的驱动电机计算 (6) 4.2 Y轴方向的驱动电机计算 (8) 4.3 Z轴方向电机计算 (8) 5 动力设计 (10) 6 机械结构零部件设计 (13) 6.1丝杆的设计 (13) 6.2滚动导轨设计 (19) 6.3齿轮的设计 (19) 6.4同步带的设计 (22) 6.5联轴器设计 (25) 6.6键连接强度计算 (26) 7 贴片机性能分析 (26) 8 总结 (27)
1设计任务 1.1设计题目 贴片机机构研究与设计 1.2设计要求 水平移动距离:300-600mm,上线移动距离:10-30mm; 生产率:3-5次/秒。 1.3设计内容 (1)贴片机整体结构的分析和设计。贴片机的整体组成,主要包括机架、PCB传送机构及支撑台、xy与z/ 伺服定位系统、光学识别系统、贴装头、供料机、传感器和计算机操作系统。本课设主要设计机架、贴装头,并对其结构进行具体的说明分析。 (2)关键部分的设计分析和其他零部件的选取 (3)贴片机中交流伺服电机的计算和选取 (3)机械零部件的计算与校核 1.4设计工作 1、装配图两张(A3)。 2、零件图两张(A3)。 3、设计说明书一份。 2贴片机的整体结构方案设计 2.1贴片机的整体结构设计概述 贴片机的分类 目前世界上已经有很多个贴片机生产厂家,贴片机的种类达几百种之多,贴片机的分类虽没有固定格式,但习惯上有一下几种。 1)按速度分类 中速贴片机:3000片/小时<贴片速度<9000片 /小时 高速贴片机:9000片/小时<贴片速度<40000片 /小时 超高速贴片机:大于3000片/小时 通常高速贴片机采用固定多头或双组贴片机头安装在x-y导轨上,x-y伺服系统为闭环控制,故有较高的定位精度,贴片器件的种类较广泛。这类贴片机种类最多,制造商也多,可以在多种场合下使用,并具有多功能组合技术,可根据不同的生产需要和环境的制约,组合拼装使用。而超高速贴片机则多采用旋转式多头系统,根据多头旋转的方向又分水平旋转式与垂直旋转式。 2)按功能分类 1.射片机 射片机是一种专门用与片式元件贴装的机器,由于贴装速度非常快,通常称为高速贴片机。 2.多功能贴片机 多功能贴片机也叫高精度贴片机或泛用机,可以贴装高精度的大型、异型元器件,一般也能贴装小型片状元件,几乎可以涵盖所有的元件范围。其有以下特点:精度高、灵活性好;机械结构少磨损、反馈快、安静、易于保养等特点。多功能贴片机能够处理各种各样的复杂的元器件,是复杂电子产品生产中必不可少的设备。
雅马哈YAMAHA贴片机作业指导书
1、准备工作 1.1作业前需进行机台点检并记录表单中,点检项目如下: 1.1.1确认贴片机电源和气压 运动导轨。 2、操作说明: 2.1贴片机整机简介 2.2贴片机开机 2.2.1打开稳压器电源开关 (确认电压在200V ) 机台气压 从左往右依次 是开始建、停止键、清除键 取料器 屏幕显示器 机台电源
稳压器电源开关 2.2.2先打开机台电源和显示屏开关,然后打开紧急停止按钮,按下ACTIVE(鼠 标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
2.2.3机器预热:首先确认返回原点,然后在生产设计页面下点击暖机,设定时 间5分钟。(注:观察各运动部件动作是否流畅、有异响,如有立即向领班反应情况) ⑵打开显示屏 ⑷按下ACTIVE 和READY 键 ⑸按下START
2.3程序编写前的准备 2.3.1将元器件安装在取料器上 安装前取料器的状态 安装时取料器的状态 将元器件顺着打开的轨道装入,元器件带上的小孔要完全装入齿轮上,在复原取料器按钮的位置 暖机 生产设计 点击开始 设定5分 钟 取料器按钮在上方 取料器按钮在下方
注:元器件安装好后,按下取料器按钮,观察是不是按一次,出来一个元器件。如果不是重 新安装调整。 大的元器件用大的取料器,小的元器件用小的取料器。 2.3.2将取料器安装在贴片机上 将取料器安装在编有阿拉伯数字的安装轨道上,并记住位置。安装成功后取料器上的感 应器会亮。(感应器在取料器的左右两侧,一边一个;大的取料器占有2个安装轨道,小的取料器是1个安装轨道。) 2.3.3基板底座与基板治具 基板底座 基板治具:在治具上粘上高温双面胶带, 一般一个基板槽内粘3个高温双面胶带。 取料器轨道
yamaha windows 贴片机常见报警及解决方法
yamaha windows 贴片机常见报警及解决方法 1、PCB传输故障: ①E0070:PCB TRANSFER ERROR Unexpected PCB is on the Conveyor PCB传输故障,额外的PCB在运输轨上 意义:在运输轨上的PCB,数量超过额定的数量。 ②E0071:The PCB detected before transfer is not detected after transfer. Maybe there is the PCB on the edge of the moving conveyor . Set the PCB to its normal Position Manually. 传输前检测的PCB在传输后检测不到,可能在移动运输轨的边缘有PCB,用手将PCB放置在其正常的位置。 意义:载入开始检测的PCB在载入后不能确认,卸出前确认的PCB在出口处检测不到,或载入卸出前不能确认的PCB 在载入卸出后被检测到。 ③E0072:Machine in Unable to start running because the conveyor width is not ready . The conveyor width will be changed first . Misaligment of PUSH-UP PINS or PCB on conveyor may danage machine . Assure Safety and push the [ENTER] key. 意义:因未准备运输轨宽度机器不能开始运行,运输轨宽度将先被改变,在运输轨上的PCB 或上推顶针的失调可能损坏机器,确保安全并按[ENTER]键。 ④E0073:PCB is detected on the edge of the moving conveyor. Set the PCB to its normal Position mannally. 在移动运输轨边上检测到PCB,将PCB手动放置在正常位置。 意义:在移动运输轨的的连接部分,危险警告传感器检测到一块PCB。 ⑤E0074:PCB FIXING ERROR PCB trans-Unit, Locate-Pin or push-up-Unit does not response to command. PCB固定故障 PCB传输部件,定位针或上推部件不响应指令。 意义:在PCB传输部件上的定位针传感器或上推部件,传感器不能正确响应电磁阀的状况。 ⑥E0078: When the PCB was transfered to fixed conveyor of PCB exit Side ,error happened for time over Maybe the PCB stoppered between fix conveyor and moving enveyor or the PCB stopped is fixed Conveyor of PCB exit side . Set the PCB to its normal position mannally. 当PCB 传送到PCB出口处边的固定运输轨时,发生超时故障,PCB 可能停在固定运输轨和移动轨之间,或PCB停在PCB出口边的固定运输轨中,用手将PCB放在正常位置。 意义:当从运输轨上卸出PCB时,PCB不能到达出口传感器。 ⑦E0079: The PCB was not able to exit from fixed conveyor of PCB exit side . Maybe the PCB stopped on edge of fixed conveyor of PCB exit side. Set the PCB to its mormal position
雅马哈贴片机编程方法
雅马哈贴片机编程方法 第一章 零 件 认 识 与 介 绍 常见的 SMD 零件包装方式 CHIP/MELF/TR/SOP (SOIC )/SOJ/PLCC/QFP/BGA. 电阻[ R ] [ RN ] [VR] CHIP= 有公制 /英制两种规格 ,在台湾说法以英制为准 ,常用的 CHIP 零件如下表 A. 电阻在 PC 板简称 [ R ], 排阻称 [ RN ], 可变电阻称 [ VR ] a1. R 的误差值有 J Type=+/-5% ( 常用)以3 位数字显示 . F Type=+/-1% ( 精密 )以 4 位数字显示 . J Type 零件外观显示 = 电阻值 000=1Ω 100=10Ω 101=100Ω 102=1K Ω 103=10K Ω 104=100K Ω 105=1M Ω F Type 零件外观显示 = 电阻值 1R2=1.2 Ω 1000=100 Ω 1001=1K Ω 1002=10K Ω 1003=100K Ω 1004=1M Ω RN 和 J Type 一样外观显示 , 在主机板常见规格 1206. SMD 的 RN 有 8 个点吃锡 , 不像 1206 有 2 个点吃锡 . VR 用在通信产品上 , 有 2/3 个吃锡点 . B. 主机板(MAlN BoARD )常见的电阻规格 0603/0805/RN … 0402( 英 )/1005 ( 公) 1.0mm 0.5mm 0.4-0.7mm 0603( 英 )/1608 ( 公 ) 1.6mm 0.8mm 0.4-1.0mm 0805( 英)/2125 ( 公) 2.0mm 1.25mm 0.5-1.0mm 1206( 英 )/3216 ( 公 ) 3.2mm 1.6mm 0.6-1.2mm 长(L ) 宽(W ) CHIP 分电阻及电容 ,偶尔有电感 /特殊规格等零件 ,一般平面四方称为 CHIP. 零件规格 厚(T ) REMARK
西门子操作手册
1安装 2电气系统原理与性能 (1) 3调试 (2) 4操作注意事项 (3) 5警告与安全 (3)
安全 表示可能危害人身安全的警示。 表示可能引起设备事故的注意事项。 警口 本产品在安装前必须详细阅读本产品说明书,及相关产品说明书,了解说明书的内容后方可操作设备,否则会有设备及人身事故隐患。 只有合格的人员才可从事相应的工作。 合格人员是指熟悉设备安装,调试及保养的并且有相应资格从事其工作人员。 设备安装及接线过程不可通电。 设备必须按国际标准可靠接地,以保证运行安全可靠。 注意事项 设备安装前,不得露天放置,地面应干燥,如设备受潮应做干燥处理。 用户连接电源线及电机时必须注意导线与接线端子之间要紧固。 热继电器应按说明书中的整定值或对应电机的额定电流值设定,不得随意调整,否则起不到保护电机的作用。
1 安装 1.1设备组成本机由烘燥箱体,循环风机,排风机,电加热系统及其他控制系统组成 1.2 设备供电电源 本设备电源采用:AC380V 3 ? 50HZ 设备装机容量约为:20KW 1.3电气设备安装机上电器安装请参见电气安装图 1.4电气设备接线警告:电气设备外壳必须按国际标准可靠接地。电气设备接线参照 互连接线图 2 电气系统原理与性能 2.1变频器 该设备选用的是西门子的MMV44系列变频器,这种变频器均由微处理器控制,并采用具有现代先进技术水平的绝缘栅双极型晶体管(IGBT)作为功率输出器件。因此具有很高的运行可靠性和功能的多样性。具有优良的速度稳定性和动态响应特性。具有快速电流限制功能,具有较完善的保护和故障诊断功能。 2.2S7-200 可编程序控制器 PLC选用S7-200可编程序控制器。S7-200是德国西门子公司生产的模块化中小型PLC系统,客观满足中等性能要求的应用,大范围的各种功能模块,可以非常好地满足和适应自动化控制任务,由于简单实用的分散式结构和多界面网络能力,使得应用十分灵活,当控制任务增加时,可自由扩展,由于大范围的集成功能使得它功能非常强劲。 S7-200的编程方法简单易懂,在PC机上或专用编程器利用其专用软件编程后下载给PLC即可运行。 2.3烘箱热风温度控制本机为电加热方式,系统由检测元件热电偶、温度控制器及电加热 管组成,其原 理是由热电偶测出烘箱温度信号与温度控制器上的设定温度进行比较,温控表输出一 个0-20mA的模拟量改变功率调整器的输出从而控制烘箱的循环风温度。 2.3 烘箱的安全控制
西门子802D操作手册
目录 西门子802D数控铣床1 第一章数控系统面板1 1.1数控系统面板1 1.2机床控制面板3 1.3屏幕显示区4第二章手动操作5 2.1返回参考点5 2.2JOG运行方式6 2.3MDA运行方式8第三章程序编辑 10 3.1进入程序管理方式 10 3.2软键 10 3.3输入新程序 11 3.4编辑当前程序 12第四章数据设置 13 4.1进入参数设定窗口 13 4.2设置刀具参数及刀补参数 13 1
4.3设置零点偏置值 17第五章自动运行操作 18 5.1进入自动运行方式 18 5.2软键 18 5.3选择和启动零件程序 19 5.4停止、中断零件程序 20 西门子802D数控车床 21 第一章数控系统面板 21 1.1屏幕显示区 24 1.2数控系统面板 24 1.2机床控制面板 25第二章开机和回参考点 27 2.1开机 27 2.2回参考点 27第三章手动操作 28 3.1JOG运行方式 28 3.2进给速度选择 28 3.3点动快速移动 28 3.4增量进给 28 3.5屏幕显示操作及说明 29 3.6MDA运行方式 29第四章程序编辑 31 2
4.1程序窗口 31 4.2输入新程序 32 4.3编辑零件程序 33第五章数据设置 35 5.1输入刀具参数及刀具补偿参数 35 5.2输入零点偏置值 37第六章自动运行操作 39 6.1自动方式窗口 39 6.2选择和启动零件程序 39 6.3程序段搜索 40 6.4停止和中断零件程序 40 6.5中断后的再定位 41 6.6执行外部程序 41 6.7程序控制 42 西门子802D三轴立式加工中心 44 第一章数控系统面板 44 1.1数控系统面板 44 1.2机床控制面板 46 1.3屏幕显示区 47第二章手动操作 48 2.1返回参考点 48 2.2JOG运行方式 49 3
SMT贴片机操作与编程说明书文召召
SMT贴片机操作与编程说明书文召召
SMT基本操作说明书,“鑫久盛”贴片机厂编写 软件系统: 软件系统主界面如图1 图 1 软件系统分为两大块,左边部分为操作界面,包括软件的启动、停止、电机移动等等,右边部分为参数设置、坐标设置、I/0口测试及软件管理等等。 软件设定 1、在不同的机型、不同的操作模式下,变灰的编辑框或设置框都是不需要操作或不能操作的。 2、速度参数页里的参数出厂前已经调式到最佳状态,为保护机器更稳定的运行,用户不能擅自改变其速度参数。 3、V5.1以下的软件,软件工程数据的格式为.txt;V10.1以上的软件,工程数据文件为.dot,坐标文件格式为.txt,坐标文件飞
达等相关数据为.log。把V5.1数据改为.dot格式的文件,可使用到V10.1以上的软件。 SMT文件系统 SMT文件系统提供一种非常简单快捷的操作模式,跟Window的文件系统一样,用户能够进行复制、粘贴、删除、重命名文件等操作。文件系统里保存了系统的所有参数,文件系统又是独立的,因此用户能够经过管理不同的文件,载入不同的基板参数,从而省去的重复设置参数的时间。 如图1,在软件的左上角,单击【载入数据】,载入材料的参数数据,在文件名称栏里显示当前载入的文件名。修改好参数,单击【保存数据】,将保存系统所有的数据到当前文件;同时也能够选择了【另存为】,保存为另一个文件。 文件系统的操作技巧:在重新做一个材料参数之前,把先前已存在的参数文件复制一份,命名为该材料的名称,然后再打开软件,载入该文件,从而达到快速制作参数的目的。 电机移动 电机移动主要是为后面的设置参数服务的,选择【×5】X 轴、Y轴、Z轴移动约40μm,选择【×50】,移动约是0.4mm, 【×500】则移动4mm。 快捷键:键盘的四个方向键,分别对应X轴Y轴的四个方向,Delete和PgDnd对应送料电机的两个方向,End是切换速
西门子操作手册
目录 1 安全信息 (1) 术语定义 (1) 前言 (1) 2定位器的供货范围 (2) 3组装………………………………………………………………… 概述………………………………………………………………… 定位器在潮湿环境中的使用…………………………………… 定位器在易受到强加速作用力或震动场合的使用…………… 直行程执行机构的连接附件……………………………………… 组装顺序…………………………………………………………… 角行程执行机构的连接附件……………………………………… 组装顺序……………………………………………………………… 4可选附件的安装…………………………………………………… 5电气连接…………………………………………………………… 6气动连接…………………………………………………………… 注入仪表空气开关……………………………………………….. 限流器……………………………………………………………… 7调试(见散页“操作—简要说明”)……………………………… 直行程执行机构调试准备………………………………………… 直行程执行机构的自动初始化………………………………… 直行程执行机构的手动初始化………………………………… 角行程执行机构调试准备………………………………………… 角行程执行机构的自动初始化………………………………… 角行程执行机构的手动初始化………………………………… 故障校正…………………………………… 阀门定位器的简明操作指南……………….. 附录一………………………………………………………………………附录二………………………………………………………………………
西门子PLC操作手册(24个点)
西门子可编程控制器 实 验 指 导 书 (操作部分) 浙江亚龙教仪有限公司
目录 实验一、全自动洗衣机的控制 (1) 实验二、三相电动机的顺序控制 (3) 实验三、步进电机控制 (5) 实验四交通灯控制 (8) 实验五搅拌器自动控制 (10) 实验六电机起停及报警器 (12) 实验七水塔水位自动控制 (14) 实验八自控成型机 (16) 实验九、自动送料装车系统 (18) 实验十、多种液体自动混合 (20) 实验十一、自控轧钢机 (22) 实验十二邮件分拣机 (25) 实验十三、LED数码显示控制 (28) 实验十四、电镀生产线控制 (30)
实验一、全自动洗衣机的控制 一.实验目的: 1、学习全自动洗衣机的工作原理。 2、学习计数器、定时器的应用。 二.实验器材: 1、亚龙PLC-主机单元一台 2、亚龙PLC-全自动洗衣机控制单元一台 3、计算机或编程器一台 4、电子连线若干条- 5、PLC串口通讯线一条 三.实验原理: 1、工作原理接线图如图一所示: 2、全自动洗衣机的工作方式: (1)按启动按钮,首先进水电磁阀打开,进水指示灯亮。 (2)按上限按钮,进水指示灯灭。搅轮在正反搅拌,两灯轮流亮灭。 (3)等待几秒钟。排水灯亮,后甩干桶灯亮了又灭。 (4)按下限按钮,排水灯灭、进水灯亮。 (5)重复两次(1)—(4)的过程 (6)第三次按下限按钮时,蜂鸣器灯亮五秒钟后灭。整个过程结束。 (7)操作过程中,按停止按钮可结束动作过程。 (8)手动排水按钮是独立操作命令,按下手动排水后,必须要按下限按钮。 四、实验步骤: 1、先将PLC的电源线插进PLC侧面的电源孔中,再将另一端插到220V电源插板。 2、将PLC的电源开关拨到关状态,严格按图一接线,注意12V电源的正负不要短接,电 路不要短路,否则会损坏PLC触点。 3、将PLC的电源开关拨到开状态,并且必须将PLC串口置于ON状态,然后通过计算机 或编程器将程序下载到PLC中,再将PLC的电源开关拨到关状态。 4、在通电以后,再接通1.2(1.3、1.4、1.5不接通),否则无法正确运行演示程序。 5、将PLC电源开关拨到开状态。 6、按下启动按钮后,进水指示灯亮。按下上限按钮后,搅轮先正转后反转,循环三次以 后,排水指示灯亮。按下下限按钮后,进水指示灯亮,循环三次。按下限按钮后,蜂鸣器指示灯亮,闪动5秒后结束。 五、思考题: 1、如何修改洗衣机搅轮正转、反转的时间。 2、如何修改洗衣机洗涤循环的次数。
西门子变送器操作手册
西门子变送器操作手册 SITRANS P,DS III系列操作手册大纲 MA=零位ME=满度 按住5秒输入调整键部分禁用 选择模式02设定零位 根据压力变送器的零位提供参考压力同时按↑和↓键保持2秒设定零位为4mA选择模式03设定满度 根据压力变送器的满度提供参考压力同时按↑和↓键保持2秒设定满度为20mA选择模式02调整零位 提供参考压力连接DC电流表用↑或↓调整零位(速度可变化)并用M键保存零位选择模式03调整零位 提供参考压力连接DC电流表用↑或↓调整满度(速度可变化)并用M键保存满度选择模式05设定无输入压力零位 同时按↑和↓键保持2秒。零点设定为传感器测量下限。按M键,保存数值
选择模式06设定无输入压力满度 同时按↑和↓键保持2秒。满度设定为传感器测量上限。按M键,保存数值选择模式05调整无输入压力零位 使用↑和↓键(速度可变化)调整零点压力设定值按M键,保存数值选择模式06调整无输入压力满度 使用↑和↓键(速度可变化)调整满度压力设定值按M键,保存数值零位(位置)调整:选择模式07 排空压力变送器或者抽真空(绝压表<0.01%满度)使用↑或↓设定零位使用↑或↓调整零位按M键,保存数值 选择模式M8电流模拟器上下键按2秒 选择模式M9故障电流上限/下限 选择模式M10键盘禁用,写保护 选择模式M11平方根△P 选择模式M12平方根曲线起始点△P 选择模式M13mA%等测量模式 选择模式M14mA%等工程单位 模式: C连续电流模式 L写保护 LA输入调整键禁用 LO只能调整零点 LS零点和满度可调 LL输入调整键全部禁用,只能通过HART解除。
操作手册西门子系列
西门子802D数控铣床 第一章数控系统面板 1.3屏幕显示区 显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。 有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作 2.1返回参考点 1.进入系统后,显示屏上方显示文字:0030:急停。点击急停键,使急停键抬起。这时该行 文字消失; 2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐 标轴后出现空心圆(如下图); 3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴 后的空心圆变为实心圆,参考点的坐标值变为0。 2.2 JOG运行方式 1.按下机床控制面板上的点动键; 2.选择进给速度; 3.按下坐标轴方向键,机床在相应的轴上发生运动。只要按住坐标轴键不放,机床就会以设 定的速度连续移动。 使用机床控制面板上的进给速度修调旋钮选择进给速度: 右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。 先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。 1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式; 2.设定增量倍率; 3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值; 4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移 动一个增量值; 5.再按一次点动键可以去除步进增量方式。 1.点击“设置”下方的软键; 2.显示如下窗口,可以在这里设定JOG进给率、增量值等; 3.使用光标键移动光标,将光标定位到需要输入数据的位置。光标所在区域为