DGR中锂电池分类识别(英文)
2009年版《危险品规则》有关锂电池的规定摘录
2.3 旅客和机组携带的危险品
2.3.3.2 Lithium Ion Batteries
Lithium ion batteries exceeding a watt-hour rating of 100Wh but not exceeding 160 Wh may be carried as spare batteries in carry on baggage ,or in equipment in either checked or carry on baggage. No more than two individually protected spare batteries per person may be carried.
2.3.5.9 Consumer Electronic Devices containing Lithium Metal or Lithium Ion Cells or Batteries
2.3.5.9.1 Consumer electronic devices (watches, calculating machines, cameras, cellular phones, lap-top computers, camcorders, etc.) containing lithium metal or lithium ion cells or batteries when carried by passengers or crew for personal use, which should be carried in carry-on baggage. Spare batteries must be individually protected to prevent short circuits by placement in the original retail packaging or by otherwise insulating terminals, e.g. by taping over exposed terminals or placing each battery in a separate plastic bag or protective pouch, and carried in carry-on baggage only. In addition, each installed or spare battery must not exceed the following:
(a) for lithium metal or lithium alloy batteries, a lithium content of not more than 2 g; or
(b) for lithium ion batteries, a watt-hour rating of not more than 100Wh.
Editorial Note:
The provisions for the larger spare lithium ion batteries have been moved to 2.3.3.2 as these articles are now subject to operator approval.
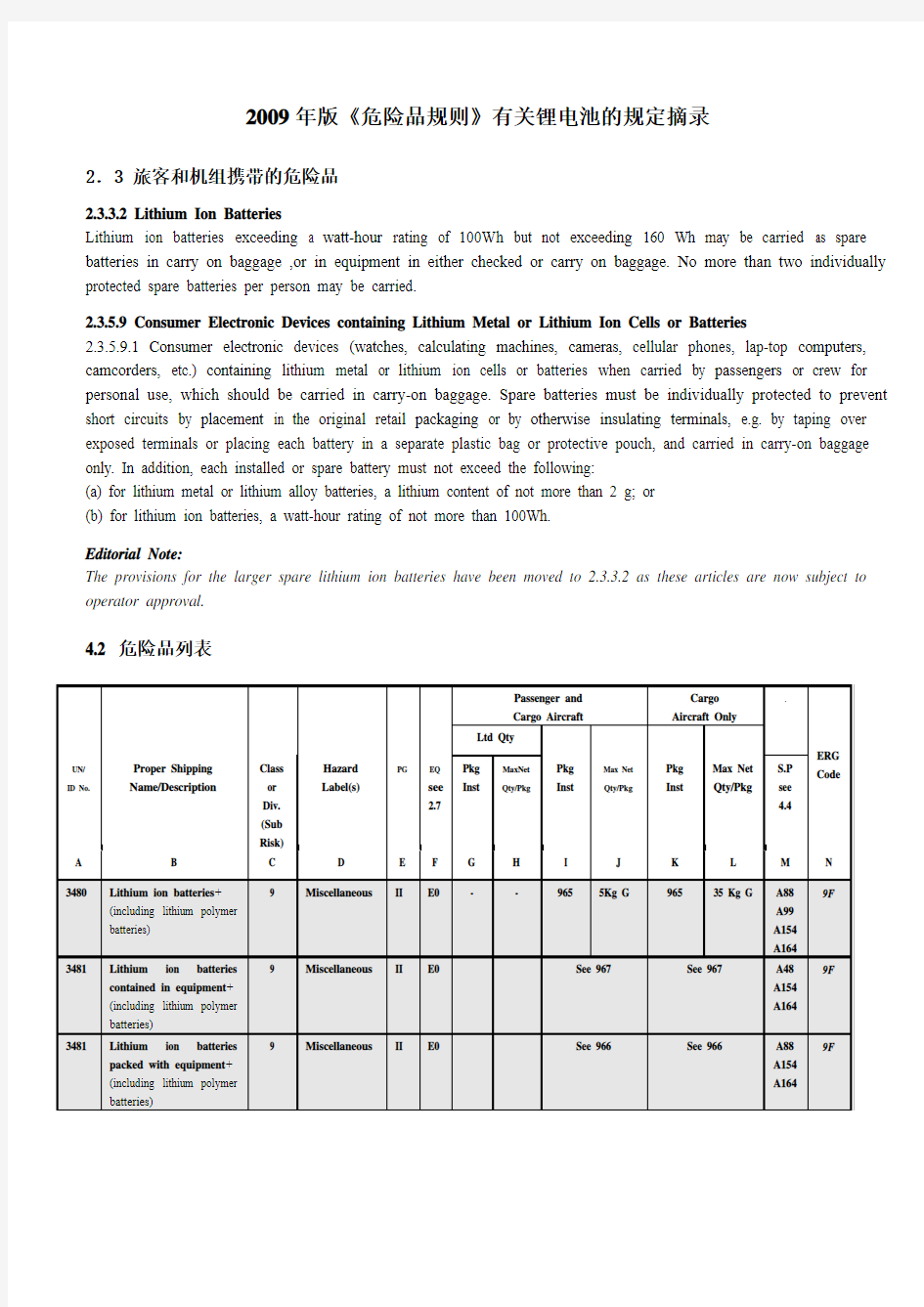
4.2 危险品列表
4.4 特殊规定
A48 Packaging tests are not considered necessary.
A88 Prototype lithium batteries and cells to be tested that are packed with not more than 24 cells or 12 batteries per packaging that have not been tested to the requirements in sub-section 38.3 of the UN Manual of Tests and Criteria may be transported aboard cargo aircraft, if approved by the appropriate authority of the State of origin and the following requirements are met:
(a)the cells and batteries must be transported in an outer packaging that is a metal, plastic or plywood drum or a metal,
plastic or wooden box and that meets the criteria for Packing Group I packagings; and
(b)each cell and battery must be individually packed in an inner packaging inside an outer packaging and surrounded
by cushioning material that is non-combustible, and non-conductive. Cell and batteries must be protected against short-circuiting.
A99 Irrespective of the limit specified in Column L of the List of Dangerous Goods (Subsection 4.2), a lithium battery of battery assembly that has successfully passed the tests specified in the UN Manual of Tests and Criteria, Part III, sub-section 38.3 and that meets the requirments of Packing Instruction 965 or 968 as prepared for transport may have a mass exceeding 35Kg G, if approved by the appropriate authority of the State of origin. A copy of the document of approval must accompany the consignment.
A154 Lithium batteries identified by the manufacturer as being defective for safety reasons, or that have been damaged, that have the potential of producing a dangerous evolution of heat, fire or short circuit are forbidden for transport (e.g. those being returned to the manufacturer for safety reasons).
A164 Any electrical battery or battery powered device, equipment of vehicle having the potential of a dangerous evolution of heat must be prepared for transport so as to prevent:
(a) a short circuit (e.g. in the case of batteries by the effective insulation of exposed terminals; or in the case of
equipment, by disconnection of the battery and protection of exposed terminals); and
(b)unintentional activation.
7.4.8 锂电池标签
锂离子电池圆柱工艺流程图及电池英文词汇表
圆柱机械封口工艺流程
电池行业词汇表 国际电工委员会,International Electrical Commission 正级positive(cathode) 负极negative(anode) 电解液basis electrolyte 正极片positive plates 负极片negative plates 隔膜纸separators 盖帽caps 外壳cases 绝缘层insulation layers PVC膜商标管PVC、trademarked tubes 连接片Connections plates 不锈钢片stainless steel plates 纯镍片nickel plates 镀镍钢片nickel plating steel plates 引出片Lead plates 焊锡tin soldered 点焊spot welding 插头Plugs 温控开关thermal switches 过流保护器polyswitches 限流电阻current-limited resistances 纸箱纸盒Boxes and cases 塑料壳类Plastic shells 电池电压的限制Voltage limitation 电压voltage 内阻impedance 容量capacity 内压gas pressure 自放电率self-discharge rate 循环寿命cycle life 密封性能sealing 安全性能safety
储存性能storage 过充over-charge 过放over-discharge 可焊性soldering 耐腐蚀性causticity proof 温度震荡实验temperature shock test 开路open circuit 参数/变量parameters 安全筏safety vent 正极眼positive pin 鼓底bottom plumping up 凸肚belly protruding 漏液leakage
锂电池英文生产过程
Mixing(配料) Mix solvent and bound separately with positive and negative active materials. Make into positive and negative pasty materials after stirring at high speed till uniformity. Coating(涂布) Now, we are in coating line. We use back reverse coating. This is the slurry-mixing tank. The anode(Cathode)slurry is introduced to the coating header by pneumaticity from the mixing tank. The slurry is coated uniformly on the copper foil, then the solvent is evaporated in this oven. There are four temperature zones, they are independently controlled. Zone one sets at 55 degree C, zone two sets at 65 degree C, zone three sets at 80 degree C, zone four sets at 60 degree C. The speed of coating is 4 meters per minute. You see the slurry is dried. The electrode is wound to be a big roll and put into the oven. The time is more than 2 hours and temperature is set at 60 degree C. Throughout the coating, we use micrometer to measure the electrode thickness per about 15 minutes. We do this in order to keep the best consistency of the electrode. Vocabulary: coating line 涂布车间 back reverse coating 辊涂 coating header 涂布机头 Al/copper foil 铝/铜箔 degree C 摄氏度 temperature zones 温区 wind to be a(big)roll 收卷 evenly/uniformly 均匀 oven 烘箱 evaporate 蒸发 electrode 极片 Cutting Cut a roll of positive and negative sheet into smaller sheets according to battery specification and punching request. Pressing Press the above positive and negative sheets till they become flat. Punching Punching sheets into electrodes according to battery specification, Electrode After coating we compress the electrode with this cylindering machine at about 7meters per minute. Before compress we clean the electrode with vacuum and brush to eliminate any particles. Then the compressed electrode is wound to a big roll. We use micrometer to measure the compressed electrode thickness every 10 minutes. After compressing we cut the web into large pieces. We tape the cathode edge to prevent any possible internal short. The large electrode with edge taped is slit into smaller pieces. This is ultrasonic process that aluminum tabs are welded onto cathodes using ultrasonic weld machine. We tape the weld section to prevent any possible internal short. And finally, we clean the finished electrodes with vacuum and brush. Vocabulary: cylindering 柱形辊压 vacuum 真空 particle 颗粒 wound 旋紧卷绕 micrometer 千分尺 internal short 内部短路 slit 分切 ultrasonic 超声波 weld 焊接
锂电池生产过程中的安全问题
锂电池生产过程中的安 全问题 集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
锂电池生产过程中的安全问题锂电池是一类由锂金属或锂合金为负极材料、使用非水电解质溶液的电池。最早出现的锂电池来自于伟大的发明家爱迪生,使用以下反应: Li+MnO2=LiMnO2该反应为氧化还原反应,放电。由于锂金属的化学特性非常活泼,使得锂金属的加工、保存、使用,对环境要求非常高。所以,锂电池长期没有得到应用。现在锂电池已经成为了主流。 早期研发 最早得以应用于心脏起搏器中。锂电池的自放电率极低,放电电压平缓。使得起植入人体的搏器能够长期运作而不用重新充电。锂电池一般有高于3.0伏的标称电压,更适合作集成电路电源。二氧化锰电池,就广泛用于计算器,数位相机、手表中。 为了开发出性能更优异的品种,人们对各种材料进行了研究。从而制造出前所未有的产品。比如,锂二氧化硫电池和锂亚硫酰氯电池就非常有特点。它们的正极活性物质同时也是电解液的溶剂。这种结构只有在非水溶液的电化学体系才会出现。所以,锂电池的研究,也促进了非水体系电化学理论的发展。除了使用各种非水溶剂外,人们还进行了聚合物薄膜电池的研究。
1992年Sony成功开发锂离子电池。它的实用化,使人们的行动电话、笔记本、计算器等携带型电子设备重量和体积大大减小。使用时间大大延长。由于锂离子电池中不含有重金属镉,与镍镉电池相比,大大减少了对环境的污染。 锂电池生产过程中的安全问题 粘合剂最好采用高粘度粘合剂,并保证粘合剂的充分溶解以及粘合剂的充分干燥、NMP的水含量控制,最好在溶解粘合剂时,能够加热,使溶解更充分,增强粘合剂的粘结效果。如果对水体系粘合剂感兴趣,可以考虑成都茵地乐(LA132),如果采用水性粘合剂,粘结问题就不存在了,但是真空烘烤的温度和时间需要适当延长。 保证磷酸铁锂材料和导电材料的干燥,最好在100-120度的真空烤箱内烘烤2个小时以上,并降至室温后,再分次加入PVDF溶液内。 注意配料车间的湿度,由于循环水的原因,湿度比较难以控制,因此建议加料时间尽量控制在较短的时间内,且最好能控制湿度在30%RH以下。 浆料的搅拌力度要大,最好能够采用高能剪切乳化分散,或者过胶体磨,保证浆料的充分分散及粘度和流动性,浆料的粘度最好调整在5000-