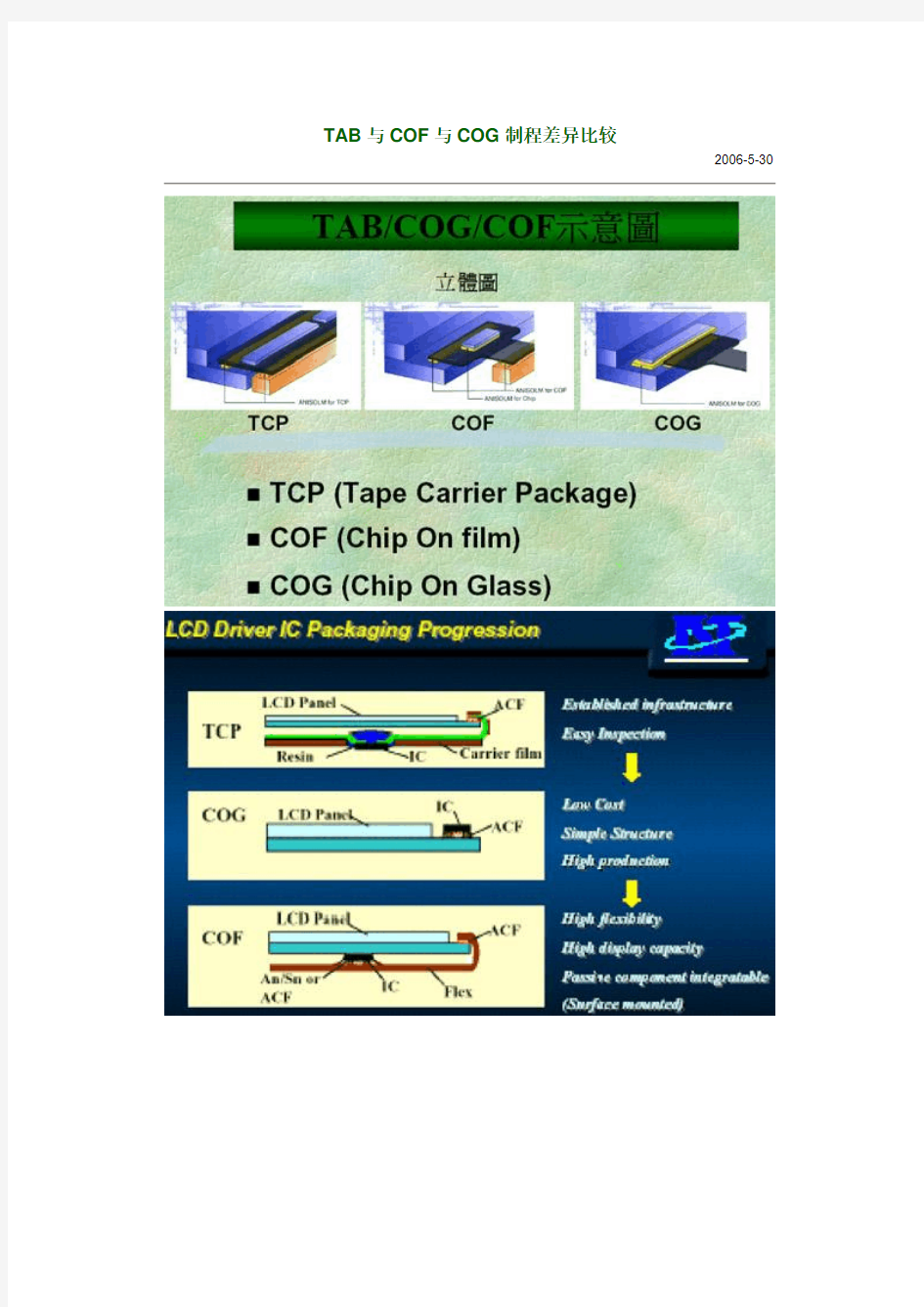
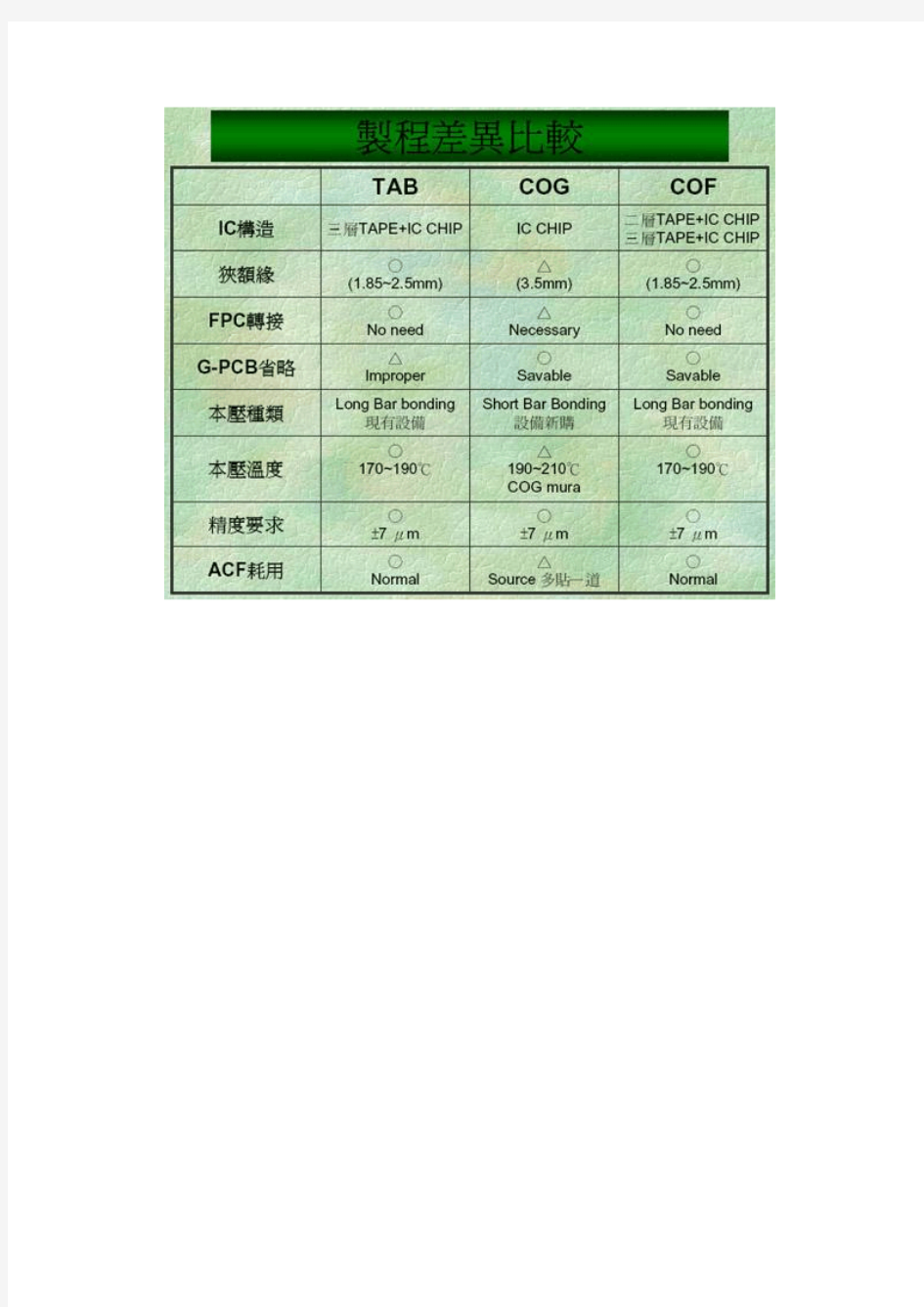
TAB与COF与COG制程差异比较
品质异常处理流程98703
品质异常处理流程 (公开文件,共4页) 一、目的: 规范品质异常处理流程,提高品质异常处理的时效性,确保来料质量及生产的正常运转,同时满足顾客的质量要求。 二、范围: 适用于本公司来料、制程、出货品质异常的处理。 三、定义: 3.1 来料品质异常: a、不符合相关检验标准要求,且不良率超过质量目标时; b、合格物料制程中发现重点物料不合格时; c、有经过改善且有效果确认,但又重复发生品质异常时。 3.2 制程品质异常: a、使用不合格的原料或材料; b、同一缺陷连续发生; c、不遵守作业标准或不遵守工艺要求; d、机械发生故障或精度磨损; e、其他情形影响到产品质量时。 3.3 出货品质异常: a、客户投诉或抱怨; 四、职责 4.1 来料品质异常: 品质:a.负责填写《品质异常联络单》“异常描述”部分; b.负责将《来料检验报告》、《品质异常联络单》发送于采购,抄送工程、生产; c负责品质异常改善结果确认。 采购:负责将《来料检验报告》、《品质异常联络单》发送给供应商并及时与供应商联系跟踪供应商及时回复“原因分析”“纠正与预防措施”并将结果回复品质部. 4.2 制程品质异常: 品质部: a,负责品质异常之最终判定; b,负责确认品质异常责任部门; c,负责主导品质异常案例的处理过程; d,负责对责任单位的改善结果进行追踪确认
异常责任单位: a负责品质异常的原因分析,提出临时措施及长期改善对策并执行。 生产部: a负责品质异常的改善和预防措施的实施及验证改善措施的有效性; 其它相关单位: a在需要时进行异常改善的配合 4.3 出货品质异常: 品质部: a负责将品质异常通知各部门及确定责任部门; b负责异常改善后的跟踪确认; c负责处理客户抱怨 异常责任单位: a负责品质异常的原因分析,提出临时措施及长期改善对策并执行。 生产部: a负责品质异常的改善和预防措施的实施及验证改善措施的有效性; 营业部: a负责将客户抱怨反馈给相关部门。 其它相关单位: a在需要时进行异常改善的配合 五、工作程序: 5.1 进料品质异常: 5.1.1 依相关检验标准判定不合格,针对不合格物料标示“不合格”,并立即移至不良品区域。 5.1.2 异常成立4小时内开立《品质异常联络单》通知采购。 5.1.3 采购接《品质异常联络单》后4小时内转责任供应商。 5.1.4 供应商需于1个工作日内针对异常物料提出临时对策,如对异常内容有疑问,需在4 小时与品质相关人员确认清楚。 5.1.5 供应商必须在《品质异常联络单》要求的期限前(如无明确要求,默认为《品质异常联络单》发出后2个工作日内)回复完整的改善方案。 5.1.6 品质部对供应商回复内容进行确认,针对改善措施不合格部分予以退件,要求供应商重新回复。改善措施合格,则报告予以归档,跟踪后续进料品质状况,依5.1.7执行。 5.1.7 针对供应商改善后产品加严检验,连续追踪3批无异常予以结案,转正常检验;连续追踪3批中途发现不良现象仍存在,则重复5.1.2-5.1.7。 5.1.8 如供应商改善措施回复后连续2个月无进料,则强制结案,后续进料依正常检验执行。 5.1.9
制程异常处理流程
制程异常处理流程 MK-QF-PIE-0001 A/0 制订: 审核: 批准: 受控状态: 发放号: 2017-05-06发布 2017-05-06实施
总经办 1.目的 规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。 2.适用范围 适用于制程出现异常时的处理。 3.职责 3.1各生产车间:当生产过程中制程出现异常时发出《制程品质异常联络函》通知IPQC
3.2 品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理 3.3品质部QE:对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证 3.4工程部PE:对功能及结构性制程异常进行原因分析并确认责任部门 3.5责任部门:负责制定异常的临时对策和永久对策并实施。 4.工作流程 4.1制程异常发生的时机,当同一不良现象重复出现且不良率达到一定比例时; 4.2 制程异常的发出、确认及通知: 4.2.1由车间生产线根据不良现象和事实填写《制程品质异常联络函》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、 提出时间、订单交期、不良现象描述。经车间主管(经理)审核后给车间 IPQC确认; 4.2.2 IPQC在收到车间发出的《制程品质异常联络函》后,对异常现象、不良数量、不良率进行确认,如果确认结果与车间填写的内容不相符时,可 退回车间重新填写。 4.2.3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析: (1)如果是外观异常,电话通知QE工程师与PE工程师到现场进行原因分 析; (2)如果是功能和结构性异常,电话通知结构工程师和PE工程师到现场进行原因分析; 4.3原因分析: 4.3.1 QE工程师和PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认和原因分析。 4.3.2问题分析时应运用5WHY、5M1E、QC七大手法、IE手法等问题分析技术分析异常的根本原因,根据根本原因确认责任部门及提出临时对策。 4.3.3当所发生异常是开发设计缺陷时,由工程部PE工程师通知研发工程师
制程管理规定
制程管理规定 1.总则 1.1.制定目的 为加强品质管制,使产品于制造加工过程中的品质能得到有效的掌控,特制定本规定。 1.2.适用范围 本公司制造过程之品质管制,除另有规定外,悉依本规定执行。 1.3.权责单位 1)品管部负责本规定制定、修改、废止之起草工作。 2)总经理负责本规定制定、修改、废止之核准。 2.管制规定 2.1.管制责任 2.1.1.生技部 生技部对制程品质负有下列管制责任: 1)制定合理的工艺流程、作业标准书。 2)提供完整的技术资料、文件。 3)维护、保养设备与工装,确保正常运作。 4)不定期对作业标准执行与设备使用进行核查。 5)会同品管部处理品质异常问题。 2.1.2.制造部 制造部对制程品质负有下列管制责任: 1)作业人员应随时自我查对,检查是否符合作业规定与品质标准,即开展自检工 作。 2)下工程(序)人员有责任对上工程(序)人员之作业品质进行查核、监督,即 开展互检工作。 3)本公司装配车间应设立全检站,由专职人员依规定之检验规范实施全检工作, 确保产品的重要品质项目符合标准,并作不良记录。 4)制造部各级干部应随时查核作业品质状况,对异常进行及时排除或协助相关部 门排除。 2.1. 3.品管部 品管部对制程品质负有下列管制责任: 1)派员(PQC)依规定之检验频率与进机,对每一工作站进行逐一查核、指导, 纠正作业动作,即实施制程巡检。 2)记录、分析全检站及巡检所发现之不良品,采取必要之纠正或防范措施。 3)及时发现显在或潜在之品质异常,并追踪处理结果。- 2.1.4.PQC工作程序 制程品质管制人员,也称PQC(Process Quality Control),其工作程序规定如下: 1)PQC人员应于下班前了解次日所负责之制造单位的生产计划状况,以提前准备 相关资料。 2)制造单位生产某一产品前,PQC人员应事先了解、查找以下相关资料: A)制造命令。 B)产品用料明细表(BOM)。
制程品质控制规范
制程品质控制规范
1 目的 确保生产制程、产品入库均在有效管制状态下执行,从而使出货产品质量符合客户要求。 2 适用范围 适用于公司所有产品的制造过程。 3 定义 3.1 自检:各工位必须按照相应的《作业指导书》要求来检查自身作业,依照《成品外观检验标准》对个阶段物料实施检查。 3.2 巡检:根据要求巡检制程中的产品质量或作业情况,减少因作业疏忽而造成的不良。 3.3 抽检:按照工艺/产品需求,抽检制程中对应的产品质量,并做相应记录。 3.4 全检:对产品重要质量特性实施100%检查,避免不良流出。 4 职责 4.1 生产部: 4.1.1负责按各项要求执行生产; 4.1.2 严格对照《作业指导书》进行自检; 4.1.3 严格依照《**成品外观检验标准》对各阶段的物料实施检查; 4.1.4 发现任何影响产品品质或正常生产的问题,应及时反馈给相关人员或提出《异常问题处理单》; 4.1.5 负责所有生产工具和测试治具的点检。 4.2 品质部: 4.2.1负责制定产品检验标准,并确保产品符合标准; 4.2.2 负责依据检验规范对产品进行各项质量决议和查核; 4.2.3 负责制程巡检出现异常时制程异常反馈并记录及产品异常改善和处理结果的确认; 4.2.4 负责改善各项品质指标(如DPPM、FQA直通率、客户投诉); 4.2.5 分析处理数据,开展品质会议。 4.3 工程部: 4.3.1 负责制造作业规范,测试作业规范,老化作业规范,包装作业规范等文件的制定; 4.3.2 负责培训生产人员,规范生产操作,不断完善生产作业方式; 4.3.3 负责制程异常的分析,处理和完成相关验证; 4.3.4 负责各生产测试治具的维护。 4.4 计划部:严谨制作各类生产领料表,保证领料表的正确性。 4.5 物料部:严格按单发料,确保所发物料与领料表的符合性。 5 作业程序 5.1产品质量计划制定及应用
品质异常管理规定
品质异常管理规定 1.目的: 使发现的产线品质异常能立即向相关部门和人员反映,以使其能得到及时有效地分析和处理。 2.适用范围: 本文件适用于公司所有电池的制造过程。 3.权责: 3.1制造部负责: 3.1.1不良样品及不良资讯的提供; 3.1.2临时处理措施之执行; 3.1.3制程品质异常最终处理方案的执行; 3.1.4永久改善措施之提出与执行(属制造责任部分); 3.2技术部负责: 3.2.1临时措施的协助提出; 3.2.2永久改善措施之提出与执行。 3.2.3责任归属之判定; 3.3品质部: 3.3.1品质异常之提出; 3.3.2制程异常问题处理历史记录信息之回馈(IPQC; 3.3.3临时措施的提出(必要时请其他技术部门协助); 3.3.4根本原因分析,责任归属之判定; 3.3.5不良现象问题的调查分析确认(IPQO; 3.3.6制程品质异常处理方案的提出及标准确定; 3.3.7改善成效之追踪。 4.内容 4.1制程品质异常之提出: 4.1.1各制造单位在同一型号同一批次之电芯投产量大于500PCS或首检出现严重偏离 技术或品质标准)时,依如下时机提出: ?配料过程:配比,母液、浆料外观,出料时出现明显异常时,浆料粘度超出品
品质异常管理规定 质标准时;浆料固含量超出品控标准时; ?涂布过程:制程中出现极片外观不良现象时,与工艺不符时,附料量无法控制时(1.厚度波动大时2.面密度与厚度不成正比时)等异常; ?制片过程:经调试机器后,滚压厚度仍不能达到品控标准时、滚压时极片外观不良时,脆片时,分条后(毛刺、掉料、尺,外观等)不能满足品控标准不良大于2% 寸,烘箱温度达不到标准时(烘烤间); ?卷绕过程:极片报废率>1%寸; ?装配各工序:不良率>0.5%寸; ?烘箱温度达不到标准时(干燥间); ?注液过程:注液量不准时,电池外观被电解液腐蚀不良率>0.5%时;手套箱、封口、敲钢珠不良率>0.5%寸; ?化成过程:低电压或短路比例>2%寸,工艺设置错误时,外观不良,性能不良(充断、短路、漏夜等)率>1%寸; ?分容过程:低电压比例>2%寸,标称容量以下比例>5%寸,外观不良(包括低压、低容量、大内阻、低平台等)率>2%寸,大内阻比例>3%寸; ?PACK组装过程:整批不良率>1%寸。 4.1.2制程中用错材料或混料时。 4.1.3来料不良>2%寸。 4.1.4其它不可预测之品质事故发生时。 4.1.5品质、技术人员或其他部门发现制程中某些操作手法可能导致产品存在较高比例的严 重品质隐患时。 4.3制程异常确认 4.3.1品质部IPQC对异常不良现象,不良率进行确认。 4.3.2生产单位通知品质主管、技术人员及车间管理人员到现场;品质及技术人员在10 分钟内到达现场对制程问题严重性进行确认与评估:如异常问题可接受,则正常生 产;如异常问题不可接受,请生产线将异常实际状况详细填写于《品质异常处理单》4.3.3如有以下状况,属重大品质异常,制造部应立即开出《停产记录单》
制程品质异常处理规范
1.目的 为了规范、及时、高效地处理制程品质异常问题,保障制程产品品质,特制订本标准。 2.适用范围 适用于在生产过程中产品出现质量异常时的信息反馈与处理、不合格品流转与处置。 3.定义 产品质量异常的含义为: 1)产品明显的不合格。如:不符合产品的企业技术标准、工艺标准、检验标准等; 2)产品有缺陷,已达到临界状态且有严重化的趋势,各部门对是否需改善有一定的争议的; 3)产品状态或性能有异常,但现行产品标准未定量明确说明该异常状态是否可接受,各部门对该 异常的处置有不同意见的。 4.职责 4.1品质部:负责对发现或反馈来的产品品质异常进行检验判定、品质异常时的处理协调、不合格品的 处置跟进,纠正与预防整改效果的验证、不合格信息传递与跟进等。 4.2生产部:负责来料异常协助处理、制造不良与设计不良的纠正与预防措施的落实。影响生产或发货 计划时应及时更新与公布生产与发货计划。 4.3开发部:负责对设计不良或产品标准不明确的整改制订纠正与预防措施;对制造不良的纠正与预防 措施给予技术支持。 4.4工艺技术部:负责对整改措施的工艺文件与作业标准的固化,指导与培训整改措施的实施。 4.4财务部:负责对不良品的损失进行核定,负责对不良品的出入库的管理。 4.5采购部:负责来料不合格时与供应商的沟通,取得不合格处理信息的反馈。 5.程序内容 5.1制程品质异常处理流程 详见附件《制程品质异常处理流程图》 5.2流程作业说明 1)制程反馈/反现异常:任何部门/人在都有义务与责任对制程中的品质异常作出及时反馈,生产 部作为第一主体,在得到异常信息时,应立即进行核查,并及时输出与传递《制程品质异常联络单》。 2)异常确认:品质部为异常判定唯一权威部门,若因涉及技术方面问题,品质部没有能力判定时, 可请技术部门给出意见,但仍由品质部输出结论。 3)不良品标识/隔离:当确认为不良品,由品质部作出标识与隔离,生产部给予协助。标识/隔离 状态的解除也由品质部执行,任何部门/人在未经品质部许可时,不得擅自移除或更改。 4)同类不良追溯排查:排查由品质部组织协调,产品归属单位给予协助。 5)是否批量或重大不良:是以是否造成停线超过8小时、返工或材料损失可能超过1000元以上、 重大安全隐患等为基准。 6)专项检讨会或现场判定:输出两项内容,一是对不良品的处理方案,以及再发生的预防措施, 二是对不良品的产生责任归属进行判定,严重时,须对责任部门/人进行作业考核通报。 7)不良问题类别分为三类:制造问题、设计问题及来料问题,分别由生产部、开发部、采购部主
制程品质异常处理流程图-050
制程品质异常处理流程图-050 深圳市南邦电子有限公司 Shenzhen BANBANG Electric Co., Ltd. 版本/版次 A/0 文件编号 DW-QC-050 拟定日期 2010-4-28 生效日期 2010-4-28 文件名称 制程质量异常处理流程图发放形式新版本发行版本更改/修订取代文件文件修改记录 序号修订日期变更编号修改内容修改原因版本/次总页数 1 2 3 4 5 会签部门姓名会签意见会签部门姓名会签意见 ?总经办 ?市场部 ?产品开发部 ?财务部 ?品质部 ?生产部 ?行政部 ?采购部 ?仓库 ?PMC 核准审核制定制作单位发行章 袁志勇品质部 未经许可不得翻印 深圳市南邦电子有限公司文件编号 DW-QC-050 Shenzhen NANBANG Electric Co., Ltd. 文件类别指导书版次 A/0 文件名称制程质量异常处理流程图页次 1/1 流程图重点说明 生产制程不良控制标准 老化前不良1%以上开出品质异常单产品 老化不良1‰以上开出品质异常单 老化后不良2‰以上开出品质异常单 品保确认后填写不良现象,不良品标示
清楚,交接PE分析. 品保确认 PE接到品质异常联络单后,分析不良原 因,并记录其不良原因.PE拿到样品与PE分析品质异常联络单,找责任单位同品保人 员开会检讨、改善.在确认并签名 责任单位主管填写临时对策与永久对责任单位 策 责任单位将品质异常联络单交给品保, 品保在责任单位完成时间跟踪改善结品保跟踪果,OK后由品保归档,NG则重新知会相 关部门开会检讨. 品质异常联络单由品保归档,保存. 归档 下面是赠送的中秋节演讲辞,不需要的朋友 可以下载后编辑删除~~~谢谢 中秋佳节演讲词推荐 中秋,怀一颗感恩之心》 老师们,同学们: 秋浓了,月圆了,又一个中秋要到了!本周日,农历的八月十五,我国的传统节日——中秋节。中秋节,处在一年秋季的中期,所以称为“中秋”,它仅仅次于春节,是我国的第二大传统节日。中秋的月最圆,中秋的月最明,中秋的月最美,所以又被称为“团圆节”。 金桂飘香,花好月圆,在这美好的节日里,人们赏月、吃月饼、走亲访友……无讳什举形式,都寄托着人们对生活的无限热爱和对美好生活的向往。
制程品质异常管理程序(含表格)
制程品质异常管理程序 (IATF16949-2016/ISO9001-2015) 1.0目的 为了快速对应生产过程中发生的品质异常并及时采取相应的纠正预防措施,特制定此规定。 2.0范围 适用于生产过程中因设备、材料、工艺等发生异常时影响到产品质量的处理。 3.0定义 3.1当生产过程的产品品质影响因素发生不符合常规变化,称之为品质异常。 3.2异常发生处理的S.S.S机制(3S原则):异常快速反应处理机制,即异常发生时,需立即反应、马上停止、快速解决处理的机制。 SOON:立即反应;
STOP:马上停止; SOLVE:快速解决。 4.0职责 4.1制造部负责异常问题的数据收集、汇总、报告、传达; 4.2品管部负责对制程异常的监控,异常对策措施的实施跟进及验证; 4.3出现严重品质不良时,制造部和品管部课长或以上领导有权立即停止生产; 4.4品管部负责原材料(包括内制品)异常统筹处理以及主持召开会议; 4.5工程部负责除原材料问题以外生产异常的统筹处理以及主持召开会议。 5.0作业程序
6.0其他说明 6.1制造部不直接联络开发部,涉及开发部的问题,均由工程部进行确认无误后联络开发部对应处理; 6.2责任部门对不良进行分析、对策,并做成《不良异常处理履历表》,便于后
续追溯管理。 6.3物料上线少数的问题,联络仓务课处理。 7.0相关文件 《生产过程控制程序》 《工程管理程序》 《纠正与预防措施控制程序》 8.0相关记录 《制程异常通知书》 制程异常通知书.xl s 《异常处理对策报告书》 内部品质异常联络 处理对策单.doc 《不良异常处理履历表》 品质异常履历表.xl s
品质异常处理规定
品质异常处理规定
1.目的 能得到及时有效制定本规定的目的是为了使发现的制程品质异常能够立即向相关部门和人员反映, 地分析和处理。 2.适用范围适用于本公司所有拉线生产过程中品质异常的处理。 3.定义无4.职责 4.1 品质部:;4.1.1品质异常的发现与报告(必要时,其他部门也可提出);4.1.2异常原因分析部门(必要时,技术部协助予以分析)主导现场小组讨论解决制程异常问题,并做全程跟踪;4.1.3 改善成效之追踪及稽核。4.1.4 生产部:4.2 改善措施的填写与实际改善工作的执行。4.2.1 协助现场小组解决制程异常问题;4.2.2 制程品质异常处理方案(纠正预防改善措施)的提出及标准化确定。4.2.3 技术部:4.3 相关品质异常原因的分析;4.3.1 4.3.2 制程品质异常处理方案(纠正预防改善措施)的提出及标准化确定。 4.4 设备组:4.4.1 相关品质异常原因的分析; 4.4.2 制程品质异常处理方案(纠正预防改善措施)的提出及标准化确定。 4.5 采购部:相关来料品质异常原因的分析;4. 5.1 制程品质异常处理方案(纠正预防改善措施)的提出及标准化确定。4.5.2 部:4.6 PMC 相关品质异常原因的分析;4.6.1 制程品质异常处理方案(纠正预防改善措施)的提出及标准化确定。4.6.2 5. 规定内容 5.1 制程品质异常处理流程见附件。 5.2 制程品质异常的发现与报告:5.2.1在制程中出现下述品质不良问题,应开出《品质异常纠正预防措施通知单》。 5.2.1.1来料不良(物料缺陷); 5.2.1.2制程中发生混料; 5.2.1.3 制程中发生生产质量事故 5.2.1.4生产员工违反工艺标准