关于RT无损检测方法研究
关于RT无损检测方法研究
摘要:由于RT无损检测技术的发展越来越完善,当前已泛使用于各个领域,本文作者对RT检测中焊缝定位方法进行了全面阐述。
关键词:RT 检测焊缝定位霍尔元件
一、引言
在RT 检测中焊缝位置的精确是非常重要的环节,如RT 检测中焊缝位置数据不准确,会影响到整体工程施工的质量。
二、定位器元件的选择和研究
工程生产中不易布片定位的工件一般多是大型焊接结构,其特点是壁厚大,结构尺寸大,尤其是在结构变截面处焊缝布片的精确定位更显困难。另外,由于探伤对象一般都是非可见光可穿透型材质,所以直接采用光电二极管做为定位传感器的方法难以实现。如果利用放射性粒子流的穿透性做为可接收的传感信号来制成焊缝定位器,则既不经济又不安全;所以,本研究利用物质的磁现象制成了一种成本低、性能可靠、使用方便的焊缝定位器。通过试验研究表明:磁场在穿过非导磁性材料(奥氏体不锈钢、铝、铜和塑料等工程材料)和导磁性材料(结构钢等)时,其磁场方向基本不变,仅是漏磁大小的区别[2]。如果在焊缝定位时使用合适的磁场强度,保证所加磁场能够穿透焊缝并被对应侧的检测元件获得,就可以用此方法来确定焊缝位置。通过试验,在焊缝的另一侧,无论是使用普通高斯计还是专用霍尔元件,都可以检测到这种明显的漏磁信号。
三、检测系统组成与检测方法
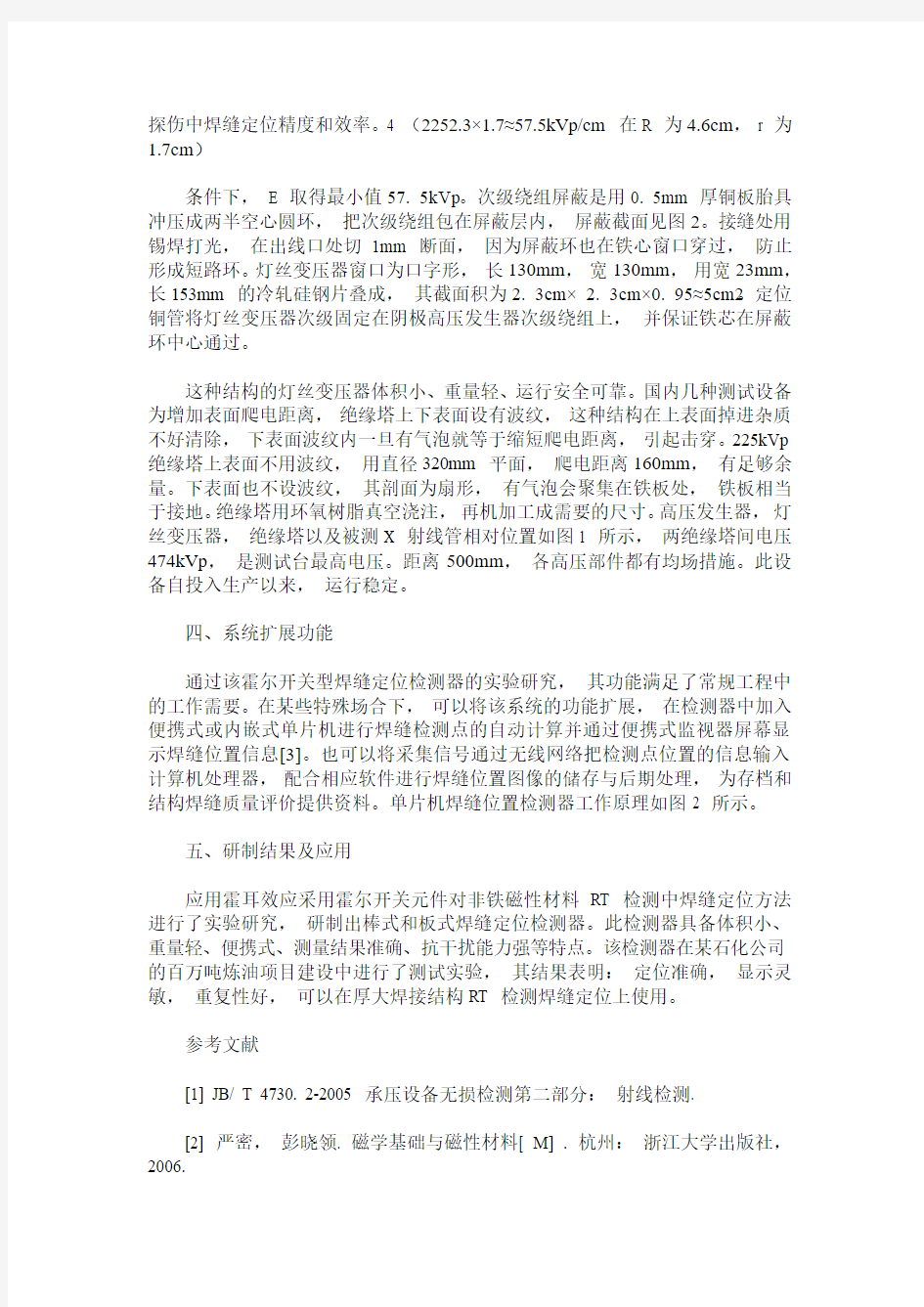
通过焊缝处漏磁通和霍尔开关的研究,针对大型焊接结构的RT 检测现场,在考虑方便和适用的原则下,该焊缝定位检测装置设计成棒式,其工作原理如图1 所示。
在检测确定焊缝位置时,将磁源(磁块)放置在被检测焊缝上或焊缝附近位置(焊缝不平时),探伤人员手持棒式检测器在需要贴片一侧进行扫查。当检测仪上的指示灯亮时,该处即是预置磁源的位置,经过几次对比确认(指示灯启亮点不变)最后确定正确位置并进行信号定位。然后再进行下一点的测量。在现场大型焊接结构焊缝定位检测中,结合探伤人员的工作经验,两点即可定出焊缝走向,三点即可确定T 型接头位置。生产中,当检测精度和生产效率要求较高时,一方面可以在焊缝侧多设置磁源;另一方面也可以采用棒式检测器的衍生品- 柔式检测板进行测量。检测板的定位精度可以根据现场中被检焊缝的厚度和材质调整设定。检测板的大小,可根据现场情况组合拼接,也可以将检测板制作成柔式液晶显示屏。通过检测板的合理设计,可以大大提高RT