推力测试操作指引WI-SOP-0036
1.0设备材料与工具
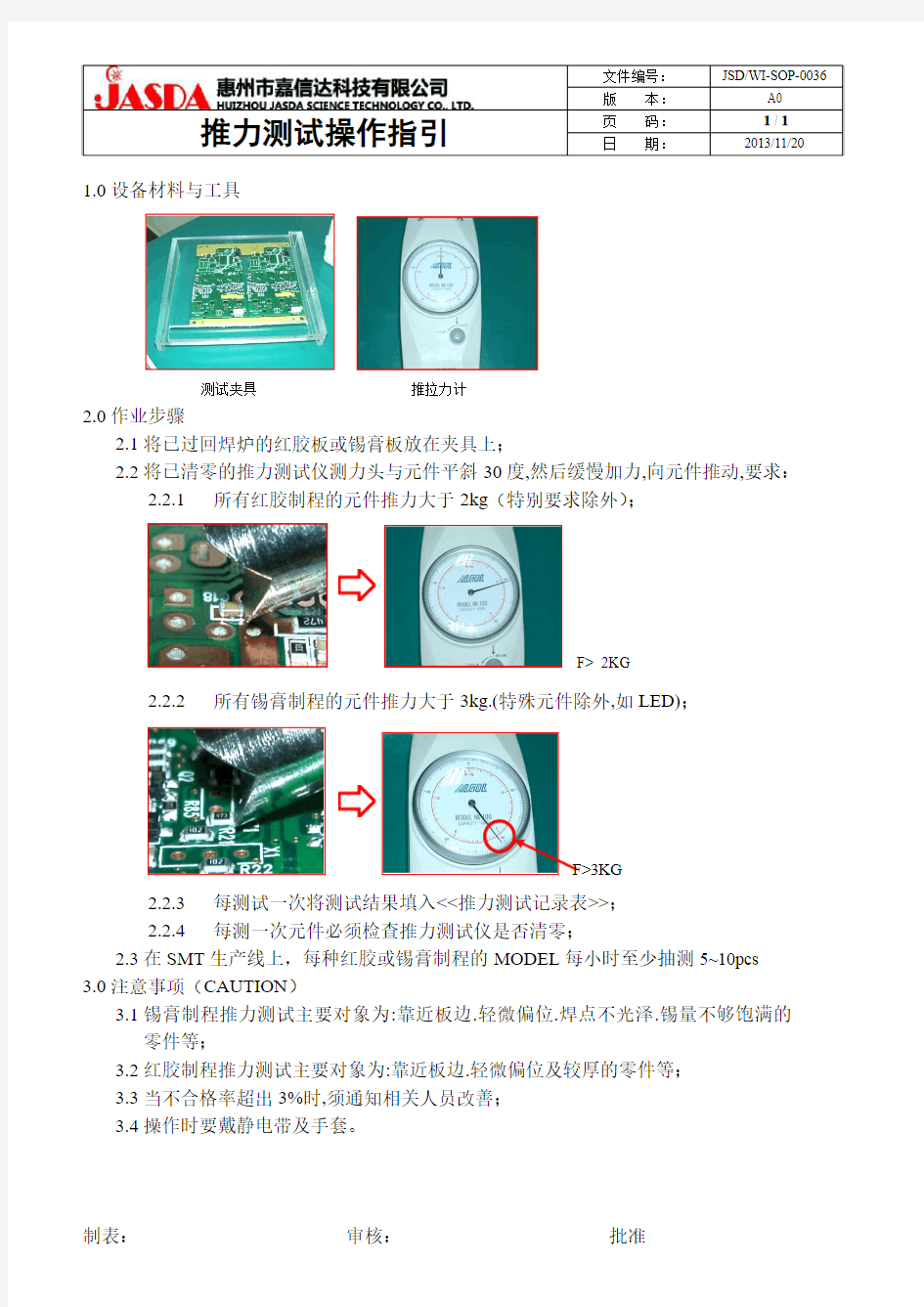
测试夹具推拉力计
2.0作业步骤
2.1将已过回焊炉的红胶板或锡膏板放在夹具上;
2.2将已清零的推力测试仪测力头与元件平斜30度,然后缓慢加力,向元件推动,要求:
2.2.1所有红胶制程的元件推力大于2kg(特别要求除外);
F> 2KG
2.2.2所有锡膏制程的元件推力大于3kg.(特殊元件除外,如LED);
2.2.3每测试一次将测试结果填入<<推力测试记录表>>;
2.2.4每测一次元件必须检查推力测试仪是否清零;
2.3在SMT生产线上,每种红胶或锡膏制程的MODEL每小时至少抽测5~10pcs
3.0注意事项(CAUTION)
3.1锡膏制程推力测试主要对象为:靠近板边.轻微偏位.焊点不光泽.锡量不够饱满的
零件等;
3.2红胶制程推力测试主要对象为:靠近板边.轻微偏位及较厚的零件等;
3.3当不合格率超出3%时,须通知相关人员改善;
3.4操作时要戴静电带及手套。
制表:审核:批准
测试部日常工作指引
测试部日常工作指引 文件更改摘要: 目录 1. 目的/方针 (2) 2. 工作范围 (3) 3. 工作职责 (3) 4. 主要流程图 (4)
5. 主要活动 (4) 5.1. 测试策划阶段 (4) 5.2. 模块/集成测试阶段 (5) 5.3. 确认测试阶段 (6) 5.4. 验收测试阶段 (7) 5.5. 性能测试阶段 (7) 6. 考核指标 (8) 7. 奖惩措施 (9) 7.1.加分指标 (9) 7.2.扣分指标 (9) 8. 模板 (10) 1.目的/方针 通过规范公司测试流程,确保测试工作的规范性和有效性,以验证软件产品的质量满足用户的需求。 测试作为质量控制的一种有效手段,运行测试用例找出软件中潜在的各种缺陷,通过协助开发人员
修正缺陷来提高软件质量,回避软件发布后由于潜在的软件缺陷和错误造成的隐患和降低质量成本。通过测试管理为产品与过程改进提供可靠的数据分析,起到缺陷预防的作用。 本过程的方针: ●实施测试策划活动 ●根据测试策划所规定的要求编写测试需求与用例,实施相关的测试活动 ●管理测试活动中发现的产品缺陷 2.工作范围 测试人员在软件开发过程中的任务: 1)参与评估软件需求,编写测试需求 2)根据用户需求,编写软件测试用例 3)在开发员完成单元测试后,进行模块测试,以期尽早发现bug。 4)根据软件测试用例,执行集成测试,寻找尽可能多的bug 5)对bug进行追踪与分析,保证bug及时得到修复 6)对软件性能进行衡量,并进行测试总结,提交软件测试报告书. 3.工作职责
4.主要流程图 图TTS000-1: 测试过程示意图 根据公司的开发模式以及人员情况,目前测试部门将测试工作分为下面4个阶段进行: 模块_集成测试阶段 确认测试阶段 缺陷管理阶段 验收测试阶段 5.主要活动 5.1. 测试策划阶段
标准试验指
标准试验指- 1、A型探棒(试具A探针) 产品概述: 符合IEC61032图1试具A、GB16842试具A、GB4208IP1、IEC60529IP1、IEC60065等标准要求。用于防止手背触及的防护检验。 ●可订制带50±5N推力。 2、B型探棒(标准试验指) 产品概述: 符合GB4706、GB2099、GB4943、GB4208IPX2、GB3883图1、IEC61032图2试具B、IEC950图2A、IEC60884、IEC60335、GB/T16842试具B、UL507、EN60529图1、UL1278图8.4等标准要求。用于防止手指触及或防触电检验的防护检验。 ●可订制带10±1N推力。 3、C型探棒(试具C探针) 产品概述: 符合IEC61032图2试具C、IEC60529IP3、GB4208IP3、GB/T16842试具C、GB8898、IEC60065、IEC60598、GB7000等标准要求。用于防止手持工具触及的防护检验。
●可订制带3±0.3N推力。 4、D型探棒(试具D探针) 产品概述: 符合IEC61032图4试具D、IEC60529IP3、GB4208IP4、GB/T16842试具D、GB8898、IEC60065、IEC60598、GB7000等标准要求。用于防止手持金属丝触及的防护检验。 可订制带1±0.1N推力。 5、1号探棒(试验钢球) 产品概述: 符合IEC61032图5试具1、IEC60529IP1、GB4208IP1等标准要求,直径为50。用以检验防止直径大于等于50㎜的固异物进入设备内部。 可订制带手柄。
6、11号探棒(试验直指) 产品概述: 符合IEC61032图7试具11、GB/T16842试具11、GB8898、IEC60065、IEC60598、GB7000、IEC60335、GB4706等标准要求。用于检验防止人体触及部件,也可用于检验外壳的孔或外壳内部挡板的机械强度。 ZLT-I07A带有非圆形限位板,其他尺寸与ZLT-I07相同。 ●可订制带10~50N推力,型号:ZLT-TZ1 ●可订制带10~75N推力,型号:ZLT-TZ2 ●可订制带5~30N推力,型号:ZLT-TZ3 7、12号探棒(试验长销) 产品概述: 符合IEC61032图8试具12、GB/T16842试具12等标准要求,用于检验带电部件或机械部件是否被触及。
产品保质期测试验证操作指引修订稿
产品保质期测试验证操 作指引
产品保质期测试验证操作指引 1目的 规范我司新产品保质期的确定,保证食品于货架期内的有效食用质素及卫生安全. 2范围 轻工业部规定除外的我司所有新产品的保质期制定 3职责 3.1生产部–严格按照产品工艺制作并提供新产品保质期测试所需样本. 3.2品管部 3.2.1负责新产品测式样本的抽取及标识,同时按保质期测试之相应贮存条件进 行存放并作好记录. 3.2.2 负责新产品测试样品的微生物及理化相关项目检测并作好记录. 3.2.3 负责新产品测试样品的定期感官判定并作好记录. 3.2.4 根据新产品项目检测及感官判定结果制定其相应保质期限. 4工作程序 4.1微生物及理化相关检测 4.1.1检测项目: 细菌总数,大肠菌群,金葡,沙门,志贺氏,油脂产品的酸价,过氧化 值等 4.1.2测试方法: 食品保质期加速测试方法(ASLT) 4.1.3. ASLT测试原理: 4.1.3.1利用化学动力学来量化外来因素如温度、湿度、气压和光照等对变质 反应的影响力。通过控制食品处于一个或多个外在因素高于正常水平的环境中,变质的速度将加快或加速,在短于正常时间内就可判定产品是否变质。 因为影响变质的外在因素是可以量化的,而加速的程度也可以计算得到,因此可以推算到产品在正常储存条件下实际的储存期。 4.1.3.2在给定的条件下,产品质量的衰退与时间成反比例。温差为10°C的两 个任意温度下的储存期的比率Q10=温度为T时的储存期 / 温度为(T+10°C)时的储存期,对储存期有极大的影响,通常来说,罐头食品的Q10为~4,脱水产品为~10;冷冻产品为3~40。
UPL音频测试操作指引
UPL16音频测试操作指引 一、UPL16测试总体步骤 1、 UPL和CMU200的校准; 2、 仿真耳和仿真嘴的校准; 3、 各项电声指标的测试; 4、 保存测试数据; 5、 取出测试数据。 二、进入测试控制界面步骤 1、 按下电源,启动UPL16,进入如下界面后,按键盘上F3功能键; 2、 进入DOS界面后,依次键入以下命令,如下图所示: (A) shell + enter; (B) 在C:\>3GPP\目录下键入:exit + enter;(注意不要在别的目录下操作) (C) 按F11键+3GPP_tst +enter;(也可以直接键入命令LOAD”3gpp_tst) (D) 出现READY后键入 RUN;(或者直接按F6功能键)
3、进入下图界面后,建立一文件夹以存放测试数据,如M910。 4、进入如下界面后,按F6(CONT)功能键;
5、进入如下界面,请根据实际使用的仿真耳类型来选择,如TYPE 1; 6、进入如下界面,按F6(CONT)功能键;
7、进入如下测试控制界面。 其中F12为移位键,按下可到下一显示页面(第二页):
F5、F12可以上翻下翻滚动页面,选择测试项目(第三页): 三、UPL16和CMU200的校准 注意:UPL16和CMU200只要校准一次即可,如果更换了CMU200或者UPL才需要进行新的校准。 1、利用F12功能键进入CALIBRATION(校准)选择目录,选择CMU-COD。如下图所示。 2、进入下图所示界面,按照提示,在手机和CMU200之间建立呼叫,并把Bit Stream 设 为“Decoder Cal”。然后按F6(CONT)功能键。
手持指针式推拉力计操作规程
手持指针式推拉力计操作规程 (ISO45001-2018/ISO9001-2015) 1.0目的: 确保仪器的正确使用、避免仪器和产品因使用不当而造成的损坏,提高产品测试数据的有效性、真实性、准确性。 2.0范围: 2.1该操作规范适用于公司型号为SN系列手持指针式推拉力计的使用。 2.2该仪器适用于公司产品的推拉负荷值测试. 3.0职责与权限: 3.1使用部门:使用人员负责日常仪器的点检;使用人员严格按此规范正确操作。 3.2质量中心:负责仪器的校验计划安排和实施校验. 4.0测试前准备: 选择合适的测试用接头夹具,安装到推拉力计上. 4.1拉力(PULL)测试:将附属的拉力用夹具安装到标示拉[PULL]端的中心棒上. 4.2推力(PUSH)测试:从附属的推力夹具中,选择合适的测试用夹具,安装到标示[PUSH]端的中心棒上. 4.3延长棒的利用:无法接触到被测物时,利用附属的延长棒来安装夹具.注意:使用延长棒测试时,被测物与推拉力计需在同一直线上,假如不在一直线上时,将无法测得正确的荷重值. 4.4切换旋钮的确认及操作方法 4.4.1荷重峰值[PEAK]—连续荷重[TRACK]的切换
将切换旋钮轻轻的往下压后同时往左方向回转,使旋钮的“·”标记在连续荷重[TRACK]位置上. 4.4.2连续荷重[TRACK]--荷重峰值[PEAK]的切换 将切换旋钮往右方向回转,此时旋钮弹出,旋钮的“·”标记在荷重峰值[PEAK]位置上. 4.4.3测试后的注意事项 测试完成后切换旋钮的“·”标记,请置于荷重峰值[PEAK]的位置.如果切换旋钮长期置于连续荷重[TRACK]位置的话,则内部置零弹簧片使用寿命将会变短. 4.5刻度盘调整 4.5.1请确认指针是否对准刻度盘的[0].如果没有对准,请旋转刻度调整圈,刻度盘会一起动作,使指针对准[0]位. 4.5.2本仪器垂直旋转使用时,特别在安装有夹具的情况下,即使没有施加负载,指针也会偏向一边,这是因为本仪器及夹具的自重原因.旋转刻度调整圈使刻度盘的[0]与指针对准,这对测试结果的准确性无影响. 注意:如经常对本仪器施加超过最大测试荷重范围的负载时,荷重检出机构的弹性力将会逐渐劣化,导致无法检出正确的荷重值.使用时请注意不要施加超过最大荷重范围的负载,以维护本仪器的使用寿命. 5.0测试 测试时请用双手牢固地握住推拉力计或将推拉力计安装于合适的机台做测试.测试时请将被测试物和推拉力计置成一直线再执行测试,被测试物和推拉力计若没有成一直线,则测试时将无法得到正确的荷重值. 6.0切换旋钮的活用和指针的动作
双金属温度计试验作业指导书
目录 1. 编制依据 (2) 2. 作业条件和设备特点 (2) 3. 作业进度和作业量 (2) 4. 资源配置 (2) 5. 试验程序和方法 (3) 6. 质量要求和控制标准 (4) 7. 安全、环境措施 (4) 8. 验收记录 (4) 9. 附录 (4)
1. 编制依据 1.1 XX(项目)总合同 1.2XX(项目)XX设计院相关图纸资料 1.3 XX(项目)相关设备制造厂厂家资料 2. 作业条件和设备特点 2.1作业条件: 设备到货满足设计要求和现场实际要求。 环境温度(20±5)℃。 相对湿度45%~75%。 供电电源波动范围±1%( 220V,50Hz)。 作业环境内无其它强磁场、强电磁干扰。 2.2设备特点: 双金属温度计是一种温度显示就地仪表,其核心元件是由两种不同金属材料组成的温度传感弹簧管,受热时弹簧管随之膨胀弯曲,带动指针转动,指示刻度板上的温度显示值。试验人员应保持高度的注意力,细心、耐心,并具备熟练的操作经验和技能,完全深入地理解掌握相关的技术规范和技术文件。 3. 作业进度和作业量 3.1作业进度: 安装前全厂所有双金属温度计必须完成检验来核实其合格性,这项工作必须在仪器仪表实验室或现场专用的仪表试验区进行。根据工程的实际进度,对每一个双金属温度计,其具体的校验时间计划由它所在系统的实际安装进度而确定。 3.2作业量: 本工程XX 机组,XX供货的双金属温度计的具体数量、类型,根据XX合同所确定的XX设备供货清单来决定。 4. 资源配置 4.1人力资源配置: 整个试验过程应配置有相关调试资格、经验的调试人员2人,其中至少应有1名调试工程师参与或指导。
回流焊温度曲线测试操作指示
1.0目的 用于指导回流焊温度曲线测试操作指示。 2.0适用范围: 适用于苏州福莱盈电子有限公司 3.0职责: 无 4.0作业内容 4.1设定温度参数制程界限: 4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户 的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保 温)区、回流区、冷却区的具体参数及定义 图一: KOKI S3X48-M500锡膏的参考回流曲线 4.1.2预热区:通常是指由室温升温至150度左右的区域。在此温区,升温速 率不宜过快,一般不超过3度/秒。以防止元器件应升温过快而造成基板 变形或元件微裂等现象。 4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。在此温区,助 焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高 温回流做准备。此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。在此温区,焊膏很快熔 化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与 PAD之间的良好焊接。此区持续时间一般设定为:45~90秒。最高温度一 般不超过250度(除有特定要求外)。 4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊 接强度。本区降温速率一般设置为-3~-1度/秒左右。 4.2测温板的制作 4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留 必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保 持一致。 4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与 之同类型的测温板进行测量。 4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元 件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或 SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。如 图: 4.2.4一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基 于特殊代表型元件为首选原则选取元件。 4.2.5位置分布:采用全板对角线型方式或4角1中心点方式,能涵盖整块板位 置分布. 4.2.6测温线应用耐高温黄胶带或红胶固定在测温板上。 4.3测试炉温曲线
测试操作指引
版本号/修改次A/0 测试机操作规程 页次3/1 1.0:目的 建立E/T操作规范确保产品无开短路,保证产品100%合格,满足客户要求 2.0:适用范围 本公司的E/T操作人员 3.0:具体要求 3.1:首先检查室内温度 3.2:温度18℃-22℃ 4.0:操作步骤 4.1:打开电源开关启动电脑主机,机器自动进入测试程序界面 4.2:打开气闸设置气压5-7kgf/cm2 4.3:按键盘左右键至产品参数,按上下键分别设置产品型号,测试点数/电压/绝缘值/导通值,根据测板 的要求设定 5.0:机器参数表 成品参数设置蚀刻/半成品参数设置 普通板普通板 电压250V以上电压100V以上 绝缘阻抗20mΩ以上绝缘阻抗5mΩ以上 导通50/ohm以下导通50/ohm以下 导电胶导电胶 电压250V以上电压100V以上 绝缘阻抗20mΩ以上绝缘阻抗5mΩ以上 导通80/ohm以下导通80/ohm以下 设置完按ESC键退出 6.0:配置 6.1:按上下键至产品参数后,按回车键进入设置操作编号最大错误点设置20以下,错误输出方式在屏幕 状态下 6.2:压床上升延时应设在10-20.01秒之间,时间太短会导致压床还没有压实就开始测试了,导致出现开路 假数 6.3:压床上升高度,<根据需设定压板停留在不同的高度位置>,有利于单双模测试节省时间计数,距离应 在30-50CM之间,数值越大缓冲平稳越高数值大小会造成砸板现象 6.4:电磁阀上升延时应在200MS左右,时间太短会造成导电胶测试假数,时间太长会影响测试时间 6.5:下压键,为了人身安全应绝对选择使用双键完毕后按退出键 7.0:产品参数2 7.1:按回车键打印空格设置6CM左右打印走纸6CM左右 7.2:绝缘测试延时30秒左右 7.3:电容测试参数2000UF 7.4:学习延时2秒以上
融资融券业务测试操作指引
融资融券业务测试操作指引第一条客户申请开展融资融券业务,须参加我公司组织的风险承受能力测评(如客户已完成有效的风险承受能力测评,且完成后至今客户风险承受因素无变化的,客户无需再次进行测评),测评结果为进取型、增长型、平衡型的客户方可申请开展,测评结果为稳健型、保守型的客户不能申请开展。 第二条客户须参加我公司组织的融资融券知识测试(融资融券业务岗为融资融券开户知识测试人员),测试完成后,营业部融资融券业务岗对试卷进行评分。 融资融券业务岗和客户应当在测试试卷上签字。 评分高于(含等于)80分的客户,获得融资融券合格客户证书。获得融资融券合格客户证书,方可申请开展融资融券业务。评分低于80分的客户不得申请开展融资融券业务。 第三条符合以上条件的客户方可提出开户申请,并按如下要求向融资融券客户推荐人提交资料: (一)个人客户 1、《融资融券业务申请审批表(个人投资者)》、《风险揭示书》、证券账户注册申请表; 2、有效期内的身份证明文件、普通证券账户卡、普通资金账户卡; 3、收入证明文件:包括本人年收入证明、纳税证明、工资流水单及其他收入证明。具体要求如下: (1)客户提供的本人年收入证明应当为税务机关出具的收入纳税证明、银行出具的工资流水单或者其他收入证明。 (2)客户提供的税务机关的收入纳税证明应当为税务登记部门出具的最近年度个人所得税纳税单。 (3)客户提供的工资流水单应当为银行出具的近期连续三个月以上的代发工资银行卡入账单、代发工资活期存折流水等。 (4)客户提供的其他收入证明应当为当前就职单位人事部门或者劳资部门出具的加盖公章的收入证明。 (5)客户所提供上述证明的开具日期距申请开户日期间隔不得超过一个
波峰焊炉温曲线测试操作规程
波峰焊炉温曲线测试操作规程
Q/HX X/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程
2014年12月01日发布2014年12月05日实施
1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。对波峰炉温进行监控,以提高产品质量。 适用范围: 公司所有经波峰焊接产品之炉温曲线测量。 作业时间: 3.1新产品试流时须进行测试;波峰现有3条线体, 周一和周五每条线各测试一次,因炉温测试仪器需与 车间共用,需与SMT车间错开测试时间。 测温板的制作 公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。 选取测试点 一般选取三个及以上的焊点进行测试。焊点位置按照如下要求选取: 4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB 锡反面的温度。 4.1.2引脚密集、焊盘孔小的DIP器件。
曲线参数标准设定(SAC-3JS温区) 5.1.1锡膏型号:Define Your Own Spec。熔点:183 波峰炉:SAC-3JS(2温区) 5.1.2 预热段温度110—145℃预热时间:30—60s 回流段温度 183℃以上回流时间:2—5s 最高温度:233--255℃ 曲线参数标准设定(MWSI温区) 5.2.1锡膏型号:Define Your Own Spec。熔点:183 波峰炉:MWSI温区(3温区) 5.2.2预热段温110—145℃预热时间:40—60s 回流段温度 183℃以上回流时间:2—5s 最高温度:233--255℃ 曲线参数标准设定(MPS-400B温区) 5.3.1锡膏型号:Define Your Own Spec。熔点:183 波峰炉:选择性波峰焊MPS-400B(4温区) 5.3.2 预热段温度110-145℃预热时间:40—60s
LTE射频测试仪器操作指南(RS)
中国移动TD-LTE射频测试操作指南(R&S) 注:本文测试条目编号与《TD-LTE无线子系统射频测试规范》一致 7.1发射机指标测试 7.1.1最大输出功率 1.配置载波频点,信道带宽20MHz; 2.启动发射机工作在E-TM1.1模式以最大功率发射; 3.设置仪表外部参考信号和帧触发信号; 1)设置仪表中心频率为载波频率,频率跨度(SPAN)设为30MHz 2)设置频谱仪为外部参考频率:连接10MHz参考频率至仪器后面板的BNC接口REF IN1…20MHz 点击SETUP键,点击REFERENCE FREQUENCY键,选择REFERENCE EXTERNAL. 3)设置外触发信号测量时间门限,用来选择SF5~SF0连续六个子帧:连接外触发信号至仪器后面板的BNC接口EXT GATE/TRIGGER IN,点击硬键TRIG,选择EXTERN,选择GATED TRIGGER,点击GATE SETTING,设置GATE DELAY为5ms,GATE LENGTH为6ms。 4.测试信道带宽内SF5~SF0连续六个子帧的积分功率; 1)点击硬键MEAS,点击CHAN PWR ACP,点击CP/ACP STANDARD,在弹出菜单里选择E-UTRA/LTE SQUARE项,点击CP/ACP CONFIG,点击CHANNEL BANDWIDTH,将TX BANDWIDTH改为18.015MHz. 2)得到SF5~SF0连续六个子帧的发射功率,可以通过SWEEP---SWEEP TIME MANUAL来增加测量时间以得到更加稳定的测量结果。 5.遍历测试高、中、低三个频点,重复步骤1~4; 6.测量限值: 在正常测试环境下,测量出的eNB最大输出功率应在制造商给出的eNB额定输出功率的+2dB和–2dB范围内; 在极端测试环境下,测量出的eNB最大输出功率应在制造商给出的eNB额定输出功率的+2.5dB和–2.5dB范围内。 7.测量结果示例见图1。
炉温均匀性测试作业指导书
有限公司 热处理炉均匀性测试作业指导书 编制: 审核: 批准: 实施时间:
1、目的: 生产中使用的热处理炉TUS(温度均匀性)和使用仪表及热电偶满足公司生产需要以及符合客户需求特制定本作业指导书。 2、范围: 本作业指导书适用于公司热处理炉产品所使用的热处理炉温度均匀性测试。 3、职责 4.1 公司热处理工程师根据客户要求负责热处理工艺编制和最终确认。4.2 技术部与生产部门按照产品热处理工艺选择需要的热处理设备,设备的仪表类型也必须经过国家法定检定机构校检并符合客户要求。 4.3由公司热处理工程师主持相关技术人员对热处理炉进行TUS测试。4、热处理温度均匀性 热处理炉内工作区温度达到稳定化后相对于设定点温度的变化,工作区内任两点的温度偏差不应超过热处理工艺对温均匀性的要求(一般情况下用于正火的热处理炉温度均匀性:±14℃,回火热处理炉温度均匀性±8℃)。 热处理炉等级与温度均匀性范围要求: 5、温度均匀性测试(TUS) 进行TUS时,如果客户没有特别指出热处理炉的装载状态,一般情况下在满载情况下进行测试,装载的产品必须是依据公司工艺文件进行热处理的产品。当下一次进行TUS时也必须是和前一次测试时的装载状态且产
品与上一次相同。 5.2 温度均匀性测试(TUS)步骤 5.2.1通常情况下,在进行TUS时热处理炉必须是室温状态下;如果热处理炉刚进行过生产有一定温度(例如:此时炉内温度是500℃),则下一次进行TUS测试也必须和此次情况相同(500℃)。 5.2.2 热电偶(传感器)的处理。 TUS测试进行之前,热电偶测量端必须用直径不超过13mm(0.5英寸)并且不超过待热处理产品的最薄处、与产品材料一致的长60mm,内部加工出与热电偶直径一样大小深40mm圆孔的圆棒,置于热电偶测量端进行保护。 5.2.3 测量点的选择与位置图 5.2.3.1测量点及热电偶的选择 本公司热处理炉温度均匀性测试,采用10点进行测量,9 TUS+1控温热电偶。如下图所附。
炉温均匀性测试作业指导书
炉温均匀性测试作 业指导书
有限公司 热处理炉均匀性测试作业指导书 编制: 审核: 批准: 实施时间:
1、目的: 生产中使用的热处理炉TUS(温度均匀性)和使用仪表及热电偶满足公司生产需要以及符合客户需求特制定本作业指导书。 2、范围: 本作业指导书适用于公司热处理炉产品所使用的热处理炉温度均匀性测试。 3、职责 4.1 公司热处理工程师根据客户要求负责热处理工艺编制和最终确认。 4.2 技术部与生产部门按照产品热处理工艺选择需要的热处理设备,设备的仪表类型也必须经过国家法定检定机构校检并符合客户要求。 4.3由公司热处理工程师主持相关技术人员对热处理炉进行TUS测试。 4、热处理温度均匀性 热处理炉内工作区温度达到稳定化后相对于设定点温度的变化,工作区内任两点的温度偏差不应超过热处理工艺对温均匀性的要求(一般情况下用于正火的热处理炉温度均匀性:±14℃,回火热处理炉温度均匀性±8℃)。 热处理炉等级与温度均匀性范围要求: 5、温度均匀性测试(TUS)
进行TUS时,如果客户没有特别指出热处理炉的装载状态,一般情况下在满载情况下进行测试,装载的产品必须是依据公司工艺文件进行热处理的产品。当下一次进行TUS时也必须是和前一次测试时的装载状态且产品与上一次相同。 5.1 温度均匀性测试的设备: 5.2 温度均匀性测试(TUS)步骤 5.2.1一般情况下,在进行TUS时热处理炉必须是室温状态下;如果热处理炉刚进行过生产有一定温度(例如:此时炉内温度是500℃),则下一次进行TUS测试也必须和此次情况相同(500℃)。 5.2.2 热电偶(传感器)的处理。 TUS测试进行之前,热电偶测量端必须用直径不超过13mm(0.5英寸)而且不超过待热处理产品的最薄处、与产品材料一致的长60mm,内部加工出与热电偶直径一样大小深40mm圆孔的圆棒,置于热电偶测量端进行保护。 5.2.3 测量点的选择与位置图 5.2.3.1测量点及热电偶的选择 本公司热处理炉温度均匀性测试,采用10点进行测量,9 TUS+1控
VC6243万用表测试操作指引
VC6243+万用表测试操作指引 1.目的:指导规范测试员正确操作方法,保证操作过程安全。 2.范围:适用于所有使用该型号万用表(L、C、R)的部门。 3.权责:各使用部门负责本部门仪器的维护、保养、送教与报修。 4.操作步骤: 4.1测电感操作步骤: 4.1.1.将红、黑表笔分别对应插入“LxCx+”和“LxCx-”两个接线孔,按下“POWER”键开机。 4.1.2.根据待测电感的感量选择适当的“Lx”档,2mH以下转换旋钮调节到“2mH”档,2mH-20mH转换旋钮调节到“20mH”档,依此类推,然后将红、黑两表笔分别紧密接触电感的两端,读取LCD屏上的值,转换旋钮调节在“2mH-200mH”时单位为“mH”,转换旋钮调节在“2H-20H”时单位为“H”。 4.1.3确认测试值在规格允许误差范围内为合格,在不允许误差范围内为不合格。 如:规格为1MH±10%,测试值在0.9MH-1.1MH范围内为合格,反之为不合格。 4.2测电容操作步骤: 4.2.1将红、黑表笔分别对应插入“LxCx+”和“LxCx-”两个接线孔,按下“POWER”键开机。 4.2.2根据待测电容值选择适当的“F”档,2nF以下转换旋钮调节到“2n”档,2nF-20nF 转换旋钮调节到“20n”档,依此类推,然后将红、黑两表笔分别紧密接触电容的正、负极,读取LCD屏上的值,转换旋钮调节在“2n-200n”时单位为“nF”,转换旋钮调节在“2u-1000u”时单位为“uF”。 4.2.3确认测试值在规格允许误差范围内为合格,在不允许误差范围内为不合格。 如:规格为1uF±10%,测试值在0.9uF-1.1uF范围内为合格,反之不合格。 4.3测电阻阻值操作步骤: 4.3.1将红、黑表笔分别对应插入“VΩHz”和“COM”两个接线孔内,按下“POWER”键开机,将转换旋钮并关调节到导通测试档(“”),然后所红、黑色表笔互连,此时蜂呜器叫响表示笔与万用表连接好。 4.3.2根据电阻阻值调节转换开关到适当的“Ω”档,电阻阻值在200Ω以下调节到200Ω档,电阻阻值大于200Ω小于2KΩ调节到“2KΩ”档,依此类推。
温度测量仪表标准作业指导书
温度测量仪表标准作业指导书 一、目的 细化和量化温度测量仪表设备的安装、故障排除和校验维护,使温度测量设备正确稳定运行。 二、范围 热电偶、热电阻、双金属温度计等温度测量仪表的安装,维护和故障排除作业 三、作业流程图 四、标准作业指导 第一部分:温度测量仪表安装----以热电偶安装为例 1、作业准备 、作业材料 、热电偶测温原理及结构 1)热电偶测温原理 热电偶测温原理是基于赛贝尔效应,即两种不同成分的导体两端相连构成回路,若两连接端温度不同,则在回路内产生热电流,形成热电势。这个回路产生 的热电势由接触电势和温差电势组成。由于导体材料一定,热电偶产生的热电势 实际上是热电偶两端温度的函数,而且只与温度有关。 2)热电偶的结构 常用的热电偶是由热电极(热偶丝)、绝缘材料(绝缘管)和保护套管等部分构成的。 常用热电偶可分为标准热电偶和非标准热电偶两大类。标准热电偶有国家标准的热电势与温度、容许的误差、标准分度表等。我国从1988年1月1日起,热 电偶全部按IEC国标生产,并指定S、R、B、K、E、J、T7种标准化热电偶为我国 统一设计型热电偶。非标准型热电偶则一般用于特殊场合,国家并没有统一制定 严格的标准。
、热电偶的选型 具体选型流程为:型号的选择—分度号的选择—防爆等级的选—精度等级的选择—安装固定形式的选择—保护管材质的选择—长度或插入深度的选择。 在选择热电偶的时候,要根据所要求的使用温度范围、所需精度、使用气氛、测定对象的性能、响应时间和经济效益等综合因素进行参考。 1)选择测量精度和温度测量范围。 使用温度在1300℃~1800℃,要求精度比较高时,一般选用B型热电偶; 要求精度不高,气氛又允许可用钨铼热电偶,高于1800℃一般选用钨铼热电 偶;使用温度在1000℃~1300℃要求精度又比较高可用S型热电偶和N型热电 偶;在1000℃以下一般用K型热电偶和N型热电偶,低于400℃一般用E型 热电偶;250℃以下及负温测量一般用T型电偶,在低温时T型热电偶稳定而 且精度高。 2)使用环境气氛的选择。 S型、B型、K型热电偶适合于强的氧化和弱的还原气氛中使用,J型和T型热电偶适合于弱氧化和还原气氛,J型和T型热电偶适合于弱氧化和还原气氛,若使 用气密性比较好的保护管,对气氛的要求就不太严格。 3)选择耐久性及热响应性。 线径大的热电偶耐久性好,但响应较慢一些,对于热容量大的热电偶,响应就慢,测量梯度大的温度时,在温度控制的情况下,控温就差。要求响应时间快又要 求有一定的耐久性,选择铠装热电偶比较合适。 4)测量对象的性质和状态对热电偶的选择。 运动物体、振动物体、高压容器的测温要求机械强度高,有化学污染的气氛要求有保护管,有电气干扰的情况下要求绝缘比较高。 2、热电偶的安装 、介质温度的测量 测量介质温度的热电偶通常采用插入式安装方法,配保护套管和固定装置,保护套管直接与被测介质接触。 、基本安装形式 根据固定装置结构的不同,一般采用以下几种安装形式: 1)固定装置为固定螺纹的热电偶,可将其固定在有内螺纹的插座内,它们之间的垫 片作密封用。 2)固定装置采用活动紧固装置,如无固定装置的热电偶(需另外加工一套活动紧固 装置),其安装形式如图2所示。热电偶安装前缠绕石棉绳,由紧固座和紧固螺
测试指引
测试指引
豪亿快板区 测试机作业指导书 一、目的 为测试机建立一个正确的操作方法,确保电测板品质. 二、适用范围: 使用于半成品和成品PCB的电性测试. 三、权责 3.1品质部负责机器设备的操作,对设备进行日常保养,并负责品质确认和检查,测试首件确认. 3.2维修部负责对机器进行定期保养和维修. 3.3工程部负责MI的编写和对异常提供技术支援. 四、操作内容: 1、打开配电柜电源开关,打开压缩阀和测试机电源就开关,并确认无异常. 2、将测试模放入机身中间,用螺丝将积架固定. 3、将测试上模与下模对正,用螺丝固定在上压板上,并用两边轴杆使上、下模正对. 4、插头位对应插好排线. 5、调出待测试板文件进行样板测试. 6、若样板测试PASS,则取待测板继续测试,反之则检查样板,测试架或测试机等,根据检查结果处理. 五、测试步骤: 1、登录好测试文件,进入测试状态(屏幕上可见到确认测试高度的对话框),安装好测试板,将待测板对照测试针分布放好(一般元件面下) 2、双手同时压测试按键,压至床不能再下降为止,键盘如H确认测试高度.
3、键入S,测试压床自动升起,同时屏幕显示测试结果. 1 4、放下一块待测试板,双手同时下压测试按键测试即可. 六、测试方法: 1、取1PNL需要测试之板放在测试模上,(按定位孔摆放). 2、双手同时按下压测试键. 3、视显示屏幕为:PASS或坏板. 4、将PASS板放入PASS区,画上PASS线,坏板则打印键,撕出打印条粘贴于坏板板面,并放置待追线区. 5、出错处理,当屏幕出现放错板的警告时,取回前一次放置于PASS板区的测试板重测,PASS后按复位键后继续测试. 七、样板准备: 1、目检准备10PASS好板待测. 2、安装测试架后,选择一喀目检好板学习. 3、测试准备好的10PCS待测板,若PASS板在8PASS以上,说明学习文件有效,将文件命名(一般以板的P/N.编号命名)并挑选其中1PCS PASS板有效送至QA确认后作为样板. 4、若PASS板在8PCS以下,则另外目检10PCS板待测(可包括测试已PASS 的板)反复学习、测试操作直至符合上述要求. 八、找点: 1、在测试过程中,连续出现相同点数的开路或短路,则应怀疑测试架有问题,需经找点确认. 2、进入找点状态,用找点针寻找相应点数的测试针,短路则两根以上的测试针显示同一点数,找到短路处修理之,开路则对应的测试针无点号,锄针尖杂物更换测试针导线等进行处理.
SMT元器件焊接强度推力测试标准.doc
元器件焊接强度推拉力无铅工艺判定标准 NO 物料名称 检测方式 图片 试验 测试方法 推力标准 仪器 (Kgf ) 推 1、消除阻碍0402元器件边缘的其它元器件; 1 CHIP0402 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 0.65 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、 ≥0.65Kgf 判合格。 推 1、消除阻碍0603元器件边缘的其它元器件; 2 CHIP0603 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 1.20 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥1.2Kgf 判合格。 推 1、消除阻碍0805元器件边缘的其它元器件; 3 CHIP0805 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 2.30 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥2.30Kgf 判合格。 推 1、消除阻碍1206元器件边缘的其它元器件; 4 CHIP1206 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 3.00 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥3.00Kgf 判合格。 1、用剪钳消除pin 角边缘的塑胶材质部分; 拉PIN 脚 拉 2、选用推力计,将仪器归零,使用专用拉力测试夹具,垂 5 SIM 卡连接 (六个 力 直成90度向上拉起, 1.00 器 脚) 计 3、检查元器件是否拉掉是否脱焊,记录元器件脱焊的数 值; 4、≥1.00kgf 判合格。 推力(六 1、消除阻碍SIM 卡元器件边缘的其它元器件; 推 2、选用推力计,将仪器归零,≤30度角(如图所示)进行 SIM 卡连接 个脚) 6 力 推力试验; 5.00 器 (左右方 向) 计 3、检查元器件是否破裂,记录元器件破裂的数值; 4、≥ 5.00 Kgf 判合格。 推 1、消除阻碍SOT23元器件边缘的其它元器件; 7 SOT23 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 2.00 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥2.00Kgf 判合格。 推 1、消除阻碍SOP5 IC 元器件边缘的其它元器件; 8 SOP5 IC 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 2.00 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥2.00Kgf 判合格。 推 1、消除阻碍SOP6 IC 元器件边缘的其它元器件; 9 SOP6 IC 推力 力 2、选用推力计,将仪器归零,≤30度角进行推力试验; 2.00 计 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥2.00Kgf 判合格。 推 1、消除阻碍晶振元器件边缘的其它元器件; 10 晶体 推力(两 2、选用推力计,将仪器归零,≤30度角进行推力试验; 2.50 个脚) 力 3、检查元器件是否脱焊,记录元器件脱焊的数值; 计 4、≥2.50Kgf 判合格。 推 1、消除阻碍RF 连接器边缘的其它元器件; 11 RF 连接器 推力(六 2、选用推力计,将仪器归零,≤30度角进行推力试验; 3.00 个脚) 力 3、检查元器件是否脱焊,记录元器件脱焊的数值; 计 4、≥3.00Kgf 判合格。
多路温度测试仪操作指引.docx
XXXXX有限公司 多路温度测试仪操作指引1、目的: v1.0可编辑可修改文件编号: 版本状态号:A/0 页次:第1页共1页 通过此仪器测试产品运行过程中监控温度变化,查看是否符合产品结构技术规格要求,制订本操作规程,可使使用者熟悉测试流程,确保测试准确性。 2、适用范围: 适用于各类产品高低温要求的测试工作。 3、测试条件: 根据技术规格要求规划好测试部位,使用胶水进行固定仪器温度布点( 目前使用:SATLON-606,SATLON D-耐3高温胶水 ) ,测试时间一般为30min--1H ,测试过程中观察测试物品 的温度变化以及品质状况。 4、操作指引: 正确连接电源。 打开仪器开关,屏幕亮起,检查各条温度触点线连接完好,如连接错误该条连接线无温度 显示,如连接正常则会出现温度显示(环境温度)。 . 屏幕右侧有四个按键,用于仪器进行“用户设置”和“系统设置”(第 5 点进行说明)调整完毕后,将USB插入仪器背后端口中,根据被测产品的技术规格要求,选择好测试部 位用胶水对温度连接线布点进行固定,布点必须贴到测试面,以免精准值下降。 各个部位布点固定完毕后,启动被测产品开关开始测试,记录其环境温度,一般测试时间 位: 30min 或 1H。在测试过程中尽可能不要移动被测产品以及仪器,以免影响精准度。(若设定了温度报警设置,测试温度高于设置的温度则会发出报警音) 测试结束后,解除测试连接线,取出USB连接电脑,通过移动盘文件可得到测试温度过程详细记录。 . 清洁仪器,排好导线,关闭电源,结束。 5、用户设置说明: 1.设定温度报警上下限:设置各条温度连接线的温度限制,被测产品温度达到所设置限制 1
金球推力国际标准Wire Bond Shear Test
EIA/JEDEC STANDARD Wire Bond Shear Test Method EIA/JESD22-B116 JULY 1998 ELECTRONIC INDUSTRIES ALLIANCE
NOTICE JEDEC standards and publications contain material that has been prepared, reviewed, and approved through the JEDEC Council level and subsequently reviewed and approved by the EIA General Counsel. JEDEC standards and publications are designed to serve the public interest through eliminating misunderstandings between manufacturers and purchasers, facilitating interchangeability and improvement of products, and assisting the purchaser in selecting and obtaining with minimum delay the proper product for use by those other than JEDEC members, whether the standard is to be used either domestically or internationally. JEDEC standards and publications are adopted without regard to whether or not their adoption may involve patents or articles, materials, or processes. By such action JEDEC does not assume any liability to any patent owner, nor does it assume any obligation whatever to parties adopting the JEDEC standards or publications. The information included in JEDEC standards and publications represents a sound approach to product specification and application, principally from the solid state device manufacturer viewpoint. Within the JEDEC organization there are procedures whereby a JEDEC standard or publication may be further processed and ultimately become an EIA standard. No claims to be in conformance with this standard may be made unless all requirements stated in the standard are met. Inquiries, comments, and suggestions relative to the content of this JEDEC standard or publication should be addressed to JEDEC Solid State Technology Division, 2500 Wilson Boulevard, Arlington, VA 22201-3834, (703)907-7560/7559 or https://www.360docs.net/doc/3916145554.html,\jedec. Published by ?ELECTRONIC INDUSTRIES ALLIANCE Engineering Department 2500 Wilson Boulevard Arlington, VA 22201-3834 "Copyright" does not apply to JEDEC member companies as they are free to duplicate this document in accordance with the latest revision of JEDEC Publication 21 "Manual of Organization and Procedure". PRICE: Please refer to the current Catalog of JEDEC Engineering Standards and Publications or call Global Engineering Documents, USA and Canada (1-800-854-7179), International (303-397-7956) Printed in the U.S.A. All rights reserved