气动扭力扳手介绍以及功能

上海韦沃单转速气动扭矩扳手:
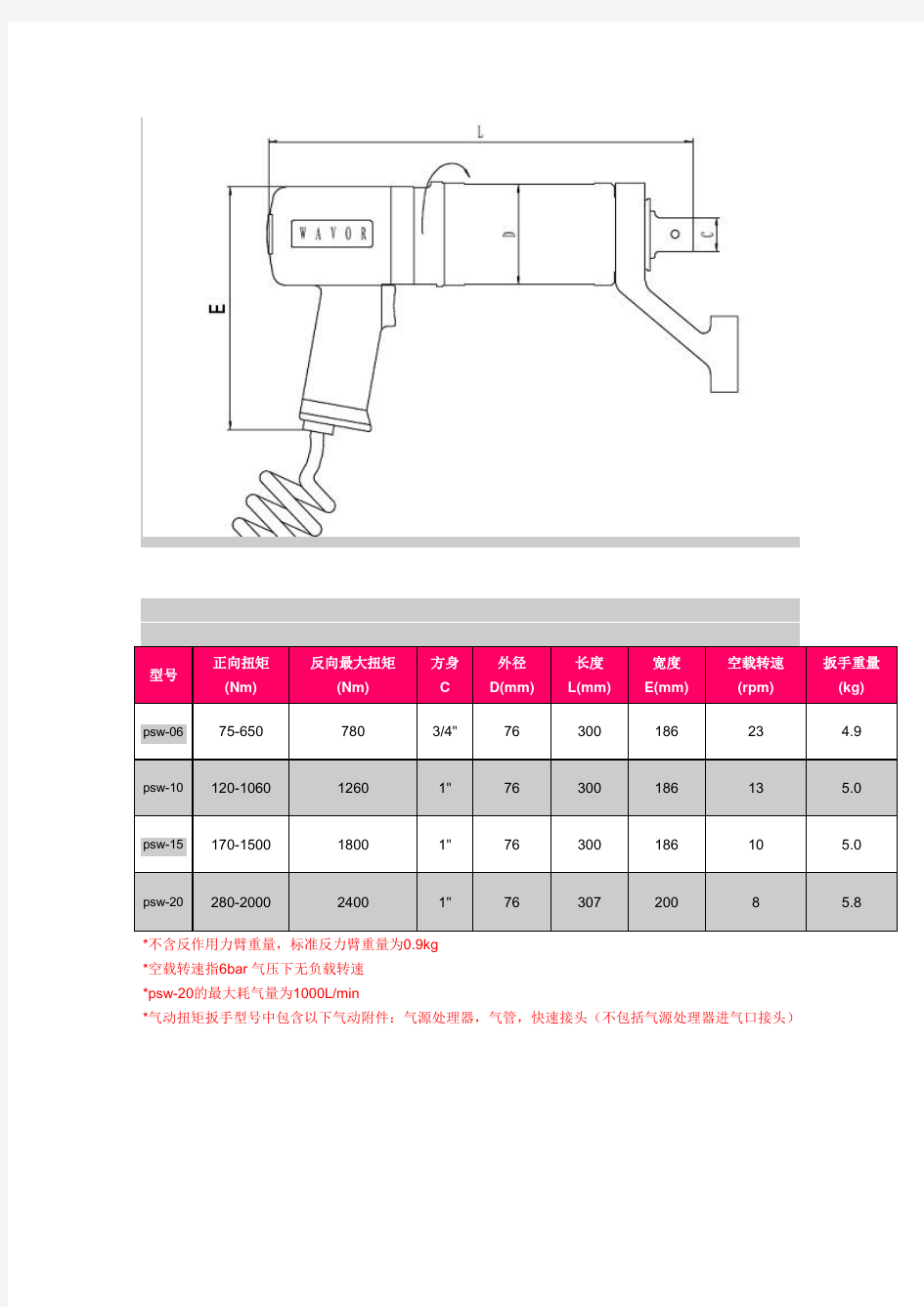
*重量轻,体积小,更便携
◎可预设扭矩,达设定扭矩值停机;
◎气源要求:6bar,600L/min压缩空气;
◎气压控扭,精度达±5%,方便,重复性好;
◎功率强大而噪音极低,最大噪音值小于80dBA;
◎7-叶片式高性能气动马达,效率高,使扳手可持续输出无冲击扭矩;
◎反向扭矩提升20%,满足拆卸时更大的扭矩要求;
◎供货时标配气源处理器及气管。
小贴士:压缩空气在气动马达里快速释放,会带走大量的热量,即使在炎热的夏天,动力部件也不会因连续高负荷作业而有丝毫的温升。
型号正向扭矩
(Nm)
反向最大扭矩
(Nm)
方身
C
外径
D(mm)
长度
L(mm)
宽度
E(mm)
空载转速
(rpm)
扳手重量
(kg)
psw-0675-6507803/4"7630018623 4.9 psw-10120-106012601"7630018613 5.0 psw-15170-150018001"7630018610 5.0 psw-20280-200024001"763072008 5.8
*不含反作用力臂重量,标准反力臂重量为0.9kg
*空载转速指6bar气压下无负载转速
*psw-20的最大耗气量为1000L/min
*气动扭矩扳手型号中包含以下气动附件:气源处理器,气管,快速接头(不包括气源处理器进气口接头)
东日扭力扳手培训讲义.doc
东日扭力扳手培训讲义 型号:DB 厂商:TOHNICHI 东日扭力扳手培训讲义扭力扳手的使用和維護行介紹: 第一部分:扭力扳手的基本知識第二部分:扭力扳手的使用方法第三部分:扭力扳手使用的注意事項第四部分:扳力扳手的日常維護與異常處理扭力儀器的使用及維護引言計量是生產的眼睛,而量具又是計量的眼睛,每一個使用量具的人都應該像愛護自己眼睛一樣地愛護量具.但僅僅愛護是不夠的,了解它的結構和各項技術要求,會正確地操作使用量具去完成測量任務,會正確地保護儀器量具,延長它的壽命是一個儀器操作員的基本職責,也是衡量一個技術員和儀器操作者能力水平高低的重要標準之一. 隋著我們工廠的日益狀大,生產線的增加,扭力工具也越來越多地用於生產檢測與質量保證之中,然而,由於因儀器操作不當和認識不足造成的儀器損壞更加上頻繁,扭力儀器的損壞不僅嚴重影響生產的正常進行,對品質的保障,對公司的管理和成本等方面都是一種不可低估的損失第一部分:認識扭力扳手 1.0何為扭力扳手? 在這裡所指的扭力扳手是用於測量扭力值大小的一種量具(為了便於講解.這裡把所有的扭力儀器統稱為扭力扳手,包括扭力表,扭力批,扭力扳手,扭力起子它能夠把負荷在測量器一頭的力值通過自身的內部機構表現出來.在當今的機械製造領域被廣泛應用,在測量螺絲扭矩,破壞扭斷力及緊固螺絲件方面是一種不可缺少的儀器.我們廠主要用於生產中緊固螺絲.螺桿和工程品質保證中的測量等方面 2.0扭力扳手的分類: 根據扭力儀器的顯示方式和工作原理,扭力儀器共分為三大類:其單位目前有 Kgf.cm lb. In N.m 1.扭力表依據力的反作用性,通過外部對其測力點施加扭矩,帶動儀器內部已經施加了一定負荷的杠桿機構,傳動機械齒輪使表盤上的指針在外部施加的力的作用下進行有規律的轉動,從而顯示出現有的扭矩值 2.扭力批(也稱扭力起子): 根據力的特性,採用負向施加力的動作,當外部施加的扭力達到一個已經設置好的數值且等於內部設定力值時,內部跳檔機構動作,並且能聽到啼嗒的聲響時,表示已達到預設值. 3.扭力扳手(也稱扭力扳子) 原理與扭力批近似.採用杠桿原理與跳檔機構並用,當外部施加的扭矩大於內部設定的力值時,內部跳檔機構動作且卸力,表示已經達到預設的力值,同時可以聽到由跳檔產生的聲響. 下面是各種扭力工具的示圖與各部件名稱: 下圖是扭力表: a.受力棘爪 b.表盤 c.數值指針 d.定值指針 e.把手 f.加力把持端 c f e b da 下圖是扭力起子: a.轉動連接頭 b 示值調節指示 c 把手 a b c 下圖是扭力扳手 a.受力棘爪 b 杠桿支點 c 管身 d.數值指示 e.把手 f 緊鎖裝置 g.方向轉換鈕 a d c d e fg 3.0扭力儀器各部位的作用 a.受力棘爪-----用於連接外部測力裝置的接口.(各類批嘴,套筒和各種輔助工具) b.方向轉換鈕-----用於在測量時改孌施力的方向 c.杠桿支點------用於支稱施加的力矩 d.數值指示-----顯示測量時所受的力值e.把手--------操作時的施力處 f.緊鎖裝置------確保所設定的值在操作過程中不會改變 g.定位指針-------當卸除測量時的力矩後,顯示出測量時的最大扭力,使該值不會馬上消失第二部分:扭力扳手的使用 .了解各種扭力扳手的原理和各部分的作用還不夠,一個合格的技術員,操作者還需要知道各種扭力扳手的用途,會合理地選擇適當的量具扭力表用於對需要觀察其在施力過程中的
预置式扭力扳手的特点使用方法
预置式扭力扳手的特点使用方法 2010-01-09 08:38 扭矩扳手-也叫扭力扳手或力矩扳手,力矩就是力和距离的乘积,在紧固螺丝螺栓螺母等螺纹紧固件时需要控制施加的力矩大小,以保证螺纹紧固且不至于因力矩过大破坏螺纹,所以用扭矩扳手来操作。首先设定好一个需要的扭矩值上限,当施加的扭矩达到设定值时,扳手会发出“卡塔”声响或者扳手连接处折弯一点角度,这就代表已经紧固不要再加力了。 预置式扭力扳手的特点 1、具有预设扭矩数值和声响装置。当紧固件的拧紧扭矩达到预设数值时,能自动发出讯号“卡嗒”(click)的一声,同时伴有明显的手感振动,提示完成工作。解除作用力后,扳手各相关零件能自动复位。 2、可切换二种方向。拨转棘轮转向开关,扳手可逆时针加力。 3、公、英制(N.m、lbf.ft)双刻度线;手柄微分刻度线。读数清晰、准确。 4、合金钢材料锻制,坚固耐用,寿命长。校准追溯至美国国家技术标准学会(NBS)。 5、精确度符合 ISO 6789:1992. ASME B107.14 , GGG - W-686.± 4% 。 预置式扭力扳手的使用方法 1、根据工件所需扭矩值要求,确定预设扭矩值。 2、预设扭矩值时,将扳手手柄上的锁定环下拉,同时转动手柄,调节标尺主刻度线和微分刻度线数值至所需扭矩值。调节好后,松开锁定环,手柄自动锁定。 3、在扳手方榫上装上相应规格套筒,并套住紧固件,再在手柄上缓慢用力。施加外力时必须按标明的箭头方向。当拧紧到发出信号“卡嗒”(click)的一声(已达到预设扭矩值),停止加力。一次作业完毕。 4、大规格扭矩扳手使用时,可外加接长套杆以便操作省力。 5、如长期不用,调节标尺刻线退至扭矩最小数值处。 预置式扭力扳手使用注意事项: 扭力扳手是一种精密控制螺栓和螺母锁紧力矩的专用工具,应按照下列要求正确使用: (1) 不能使用预置式扭力扳手去拆卸螺栓或螺母。
扭力扳手使用说明
扭力扳手使用说明 The final edition was revised on December 14th, 2020.
手动扭力扳手使用说明一、手动扭力扳手的介绍 二、根据工件所需力矩要求,确定预设力矩值。 1、预设力矩值时,将扳手手柄下端的锁定环下拉 2、转动手柄,调节标尺主刻度线和微分刻度线数值至所需力矩值。(力矩大小件附表1) 力矩大小=力矩主刻度指示线左端读数大小+微分刻度读数大小 如上图:力矩大小 = + = () 3、调节好后,必须按回手柄下端锁定环,锁定力矩值。 附表1 各型号螺丝所规定的力矩大小 力矩扳手型号螺母(螺丝)型 号 力矩的规定()备注 E0911—M43N M57N 扳手弹性力矩 杆 刻度 盘 手柄 英式力矩单 力矩主刻度 () 微分刻度() 在无任何特别说明 情况下,所有的标 注和规定的力矩大 小均以黑色的刻度 ()为默认力矩单 位
M6 11N XITN 5N —60 M8 20N M10 35N 三、装配配件 根据所以固定的螺丝(螺母)在力矩扳手的扳手头处装入对应大小的套筒。在一些不方便装配的地方可加入一个适度长度的力矩杆 如下图所示: 四、操作方法 注! 在固定螺丝时!手臂用力旋转时候用力不能过猛!速度均匀,不宜过快,在听到“卡嗒”(click )声响时,证明螺丝已经达到我们设定的力度了。此时就应停止用力,不能再继续旋转了! 五、日常维护和注意事项 1、不使用时,请将扳手调到最小扭力值,并装入指定的盒子里。 2、除了棘轮机构之外不要润滑扳手的其他地方。需要时可以滴入 棘轮机构少许的机油。 3、不要用丙酮或其他溶剂去清洗扳手。用干净的抹布蘸取少量的 酒精清洗。 4、不得私自拆装扳手,不正确的拆装会导致内部结构的受损而使 仪器严重损坏。 5、所使用的力矩大小必须按附表1中所规定的大小使用。 将扳手前端的套筒套好要固定的 手 握住力矩扳手的手柄位置,以要 固定的螺丝位圆 心,做圆弧旋转来 固定螺丝
扭力扳手设置及使用
要求 一、扭矩预设注意事项: 1、预设扭矩值时,将板子手柄上的锁定环下拉,同时转动手柄,调节标尺主刻度线和微分刻度线数据至所需扭矩值。调节好后,松开锁定环,手柄自动锁定。 2、在板子方榫上装上相应规格套筒,并套住紧固件,再在手柄上缓慢用力。 施加外力时必须按标明的箭头方向。当拧紧到发出信号"卡嗒"一声(已达到预设扭矩值),停止加力。 3、大规格扭矩板子使用时,可外加接长套杆以便操作省力。 4、如长期不用,调节标尺刻线退至扭矩最小数据处。 二、扭力板手使用注意事项: 扭力板子是一种紧密控制螺栓和螺母锁紧力矩的专用工具,应按照下列要求正确使用: 1、不能使用预臵式扭力板子去拆卸螺栓或螺母。 2、严禁在扭力板子尾端加接套管延伸力臂,以防损坏扭力板子。 3、按照需要调节所需的扭矩,并明确调节机构处于锁定状况才可以使用。 4、使用扭力板子时,应均衡缓慢地加载,切不可猛拉猛压,以免造成过载,导致输出扭矩失准。在达到预臵扭矩后,应停止加载。 5、预臵式扭力板子使用完毕,应将其调至最小扭矩,使测力弹簧充实放松,以延伸其生存的年限。 6、应避免水分侵入预臵式扭力板子,以防零件锈蚀。
7、所选用的扭力板子的开口尺寸必须与螺栓或螺母的尺寸一致,各类板子的选用原则,一般优先选用套筒板子,其次为梅花板子,再次为开口板子,最后选活动板子。 8、为防止板子损坏和滑脱,应使拉力效用在开口较厚的一边,这一点儿对受力较大的活动板子尤其应该注意,以防开口出现"八"字形,损坏螺母和板子。 9、扭力板子是按人手的力量来设计的,遇到较紧的螺纹件时,不能用锤击打板子;除套筒板子外,其他板子都不能套装加力杆,以防损坏板子或螺纹连接件。 10、扭力板子使用时,当听见"啪"的一声时,此时是最适合的。
扭矩扳手的正确使用
扭矩扳手的正确使用 摘要:螺纹副的装配扭矩(简称扭矩)与的装配质量和安全性能有紧密的关系。由于大部分零件的联接、紧固是依靠螺纹副的联接,并通过一定的扭矩来保证其紧固质量,而这种扭矩是通过扭矩工具施加在螺母或螺栓上来 实现的。目前扭矩工具有手动,气动。电动三大类,而手动工具广泛使用在装配线上。本文着重分析信号型 扭矩扳手(以下简称扭矩扳手)的正确使用、检定、维护等过程。 关键词:扭矩扭矩扳手扭矩设定值失准扭矩质量 一.扭矩扳手的正确使用 1.扭矩扳手的结构如图1所示。 2.扭矩扳手的施加扭矩的过程以及结构:用扭矩扳手施加扭矩时,通过与扭矩扳手的棘轮头稳固连接的套筒连接需要施加扭矩的螺母/螺栓,手掌握在扭矩扳手手柄上的有效刻度线,顺时针或逆时针加力,这个力带动螺母/螺栓,当螺母/螺栓紧固,并所带的扭矩与扭矩扳手设定的扭矩相等时,扭矩扳手的棘轮带动扭矩扳手的头部,把扭矩传递到触发器,触发器向右侧滑动(卸力)。当滚柱碰到管后,会发出“咔哒”的信号,听到信号后立即停止加力,取下扭矩扳手,即完成施加扭矩过程。 3.扭矩扳手设定值调整大致有2种形式: 其一,属于预调式扭矩扳手的调整方法。松开尾部锁夹根据需要的设定值旋转尾部的补助分度轮(顺时针增加扭矩,逆时针减少扭矩)使分度轮的刻度与扭矩扳手得设定值相符扭矩扳手校验仪校验。 其二,属于定值式扭矩扳手的调整。松开后盖相应得六角匙松开锁紧螺钉调整工具旋转推压环设定一个扭矩值用扭矩测试仪校验扭矩固锁紧螺钉锁紧后盖 4. 扭矩扳手的使用方法:施加扭矩时,手握在扭矩扳手手柄的中间刻度线位置。方头与套筒、螺母/螺栓稳固连接(对开口/梅花系列扭矩扳手,应将开口/梅花头完全插入/沉入螺母中),只能在扭矩扳手标注的方向上施力,
扭力扳手的使用说明
第一部门 : 扭力扳手的基本知识 第二部门 : 扭力扳手的使用方法 第三部门 : 扭力扳手使用留意事项 第四部门 : 扳力扳手的日常维护与异常处理 扭力仪器的使用及维护 引言:计量是生产的眼睛 , 而量具又是计量的眼睛 , 每一个使用量具的人都应该像维护自己眼睛一样地爱护量具 . 但仅仅爱护是不够的 , 解它结构和各项技术要求 , 会正确地支配使用量具去完成测量任务 , 会正确地保护仪器量具 , 延长它寿命是一个仪器操纵 员的基本职责 , 也是衡量一个技术员和仪器支配者能力水平高低的重要规范之一 .随著我工厂的日益状大 , 生产线的增加 , 扭力工具也越来越多地用於生产检测与质量保证之中 , 然而 , 由於因仪器支配不当和认识不足造成的仪器损坏更加频繁 , 扭力仪器的损坏不只 严重影响生产的正常进行 , 对品质的保证 , 对公司的管理和本钱等方面都是一种不可低 估的损失。 第一部门 : 认识扭力扳手 1.0 何为扭力扳手 ? 这里所指的扭力扳手是用於测量扭力值大小的一种量具(为了便於讲解 . 这里把所有的扭力仪器统称为扭力扳手 , 包括扭力表 , 扭力批 , 扭力扳手 , 扭力起子能够把负荷在丈量器一头的力值通过自身的内部机构表示进去 . 当今的机械制造领域被广泛应用 , 丈 量螺丝扭矩 , 破坏扭断力及紧固螺丝件方面是一种不可缺少的仪器 . 厂主要用於生产中 紧固螺丝 . 螺杆和工程品质保证中的丈量等方面。 2.0 扭力扳手的分类 : 根据扭力仪器的显示方式和工作原理 , 扭力仪器共分为三大类 : 其单位目前有 Kgf.cm lb. In N.m 1. 扭力表
依据力的反作用性 , 通过外部对其测力点施加扭矩 , 带动仪器内部已经施加了一定负荷的杠杆机构 , 传动机械齿轮使表盘上的指针在外部施加的力的作用下进行有规律的转动 , 从而显示出现有的扭矩值。 2. 扭力批(也称扭力起子) : 根据力的特性 , 采用负向施加力的动作 , 当外部施加的扭力达到一个已经设置好的数值且等於内部设定力值时 , 内部跳档机构动作 , 并且能听到啼嗒的声响时 , 表示已达到预设值 . 3. 扭力扳手(也称扭力扳子) 原理与扭力批近似 . 采用杠杆原理与跳档机构并用 , 当外部施加的扭矩大於内部设定的力值时 , 内部跳档机构动作且卸力 , 表示已经达到预设的力值 , 同时可以听到由跳档产生的声响 . 下面是各种扭力工具的示图与各部件名称 : 下图是扭力表 : a. 受力棘爪 b. 表盘 c. 数值指针 d. 定值指针 e. 把手 f. 加力把 下图是扭力起子 : a. 转动连接头 b 示值调节指示 c 把手 下图是扭力扳手 a. 受力棘爪 b 杠杆支点 c 管身 d. 数值指示 e. 把手 f 紧锁装置 g. 方向转换钮 3.0 扭力仪器各部位的作用 a. 受力棘爪----- 用於连接外部测力装置的接口 . 各类批嘴 , 套筒和各种辅助工具) b. 方向转换钮----- 用於在丈量时改娈施力的方向 c. 杠杆支点------用於支称施加的力矩
东日扭力扳手QL
日本东日棘轮扭力扳手QL/QLE型 我公司专业代理日本东日扭力扳手,扭力螺丝刀现货报价,东日扭力螺丝批,东日扭力扳手。 紧固用、、基本型、可调式,棘轮式 日本东日北京一级代理、总代理 选型
QL / QLE 随着棘轮扭力扳手预置形式 拧紧工作预设形状随着棘轮随着规模 产品图片▼▼应用特点▼ ▼ 规格产品尺寸▼ ▼如何订购 全球标准扭矩扳手。具有出色的精度和耐久性“QL系列预置式扭力扳手东日本” QL100N4(L'= 335 [毫米]) 与4款QL1.5N4?QL12N4小移动QL-MH系列。 大扭矩的扳手QLE750N(L'= 1370 [毫米]) (随着动画[产品特点])机制的点击式扭力扳手QL型“克钦”
通过有限元分析的例子在QL25N-1/4,QL100N3-3/8,QL280N-1/2“高耐用性和高体积小角度驱动技术” - (大致目标M3?M36左右)对应于大直径的螺栓,从一个小螺丝的扭矩管理。 扭矩售后服务管理应用,户外工作在工厂的组装工作。
扭矩管理的基本形式。QL QL-扳手是东天的型号名称。 切换时将被激活达到您所设定的扭矩,你可以感受到在轻轻干净的声音信号紧缩完成。动画的点击式扭力扳手“克钦”机制是从这个地方引进。 头棘轮递增24张,这是相当有用的拧紧15度摆动的宽度在狭窄的地方。 预置式扭力扳手扭矩规模。您可以很容易地扩展通过改变设定转矩。 ·QL25N?280N树脂的抓地力。※被单独编制QL-MH系列,滚花的抓地力。 ·QLE大扭矩扳手体分离。删除的延长手柄,它是可以节省储存空间。 ·可用于在国外如欧盟的信心。校准程序符合ISO6789 II型A类 ·QL是在俄罗斯。GOST-R证书PDF是在这里。 ·扩大QL100N4-3/8通过“高耐久性,体积小角度驱动技术”,QL25N 2012/7 1/4□1/4,QL280N-1/2□1/2 / 21开始销售。(专利申请中) [降低成本!□1/2インチ(大约12.7毫米),在某些情况下,这些插座价格是1900日元QL280N需要QL280N-1/2的一半左右和950日元,插座角度驱动器例如定期]替换时,这将是一个显着降低经营成本。这里的文件。 ?4的型号QL1.5N4?QL12N4成为已终止2013年3月29日(星期五)的顺序。替代模式将四种型号镍氢(QL2N-MH)?QL15N-MH。
扭力扳手使用说明
手动扭力扳手使用说明一、手动扭力扳手的介绍 二、根据工件所需力矩要求,确定预设力矩值。 1、预设力矩值时,将扳手手柄下端的锁定环下拉 2、转动手柄,调节标尺主刻度线和微分刻度线数值至所需力矩值。(力矩大小件附表1) 力矩大小=力矩主刻度指示线左端读数大小+微分刻度读数大小 如上图:力矩大小= 2.5 + 0.3= 2.8 (N.M) 3、调节好后,必须按回手柄下端锁定环,锁定力矩值。 附表1 各型号螺丝所规定的力矩大小 力矩扳手型号螺母(螺丝)型号力矩的规定(N.M)备注 E0911 2.5 —12N.M M4 3N M5 7N 扳手弹性力矩 杆 刻度 盘 手柄 英式力矩单 力矩主刻度 (N.M) 微分刻度 在无任何特别说明 情况下,所有的标 注和规定的力矩大 小均以黑色的刻度 (N.M)为默认力 矩单位
M6 11N XITN 5N —60 M8 20N M10 35N 三、装配配件 根据所以固定的螺丝(螺母)在力矩扳手的扳手头处装入对应大小的套筒。在一些不方便装配的地方可加入一个适度长度的力矩杆 如下图所示: 四、操作方法 注! 在固定螺丝时!手臂用力旋转时候用力不能过猛!速度均匀,不宜过快,在听到“卡嗒”(click )声响时,证明螺丝已经达到我们设定的力度了。此时就应停止用力,不能再继续旋转了! 五、日常维护和注意事项 1、不使用时,请将扳手调到最小扭力值,并装入指定的盒子里。 2、除了棘轮机构之外不要润滑扳手的其他地方。需要时可以滴入 棘轮机构少许的机油。 3、不要用丙酮或其他溶剂去清洗扳手。用干净的抹布蘸取少量的 酒精清洗。 4、不得私自拆装扳手,不正确的拆装会导致内部结构的受损而使 仪器严重损坏。 5、所使用的力矩大小必须按附表1中所规定的大小使用。 将扳手前端的套筒套好要固定的 手 握住力矩扳手的手柄位置,以要 固定的螺丝位圆 心,做圆弧旋转来 固定螺丝
日本TOHNICH东日扭力螺丝刀的使用方法
关于日本TOHNICH东日扭力螺丝刀的使用方法 济南沐子商贸下面为大家介绍的产品的名叫(日本东日扭力螺丝刀)英文 为(TOHNICH), 这种产品分为很多系列,但我们经常会使用到的为RTD系列、LTD系列、FTD系列,就这些产品的基本特点给大家总结下:希望能给需要了解的客户提供到一些帮助 一.东日扭力螺丝刀产品简述: 1.RTD系列 此系列一共有6个型号,分别为 15 30 60 120 260 500,长度上15和30CN都是100MM,60 为 105 MM 120为120MM 260 为140MM 500为150MM ;其分类的依据是根据测量的刻度进行的,所以在选择的时候要提前想好自己使用的范围; FTD系列
此产品分为10 20 50 100 200 400 几个型号 2.LTD东日扭力螺丝刀 分30 60 120 260 500 1000 2000 具体的刻度请参考参数 4.东日数显扭力螺丝刀的特点 适用范围: 1.适用于精确紧固和检查。 2.适用于研究和开发电子设备。 3.适用于扭力螺丝刀的日常检查。 特点: 1.附带多功能LED环,操作人员可以通过目测和声音,检查扭矩状态并进行判断。 2.可倒置显示,带按键操作。 3.可通过USB连接在PC上进行数据管理。 4.可储存1000条数据内存,精度正负1%。 5.双向棘轮装置。
6.内置锂离子电池,可反复充电。 7.适用于国际范围,包括欧盟地区,校准程序符合ISO6789I型E类标准。 二.日本TOHNICH东日扭力螺丝刀的使用方法 1.设定所要求的扭力: 所要求的扭力可通过轴筒上的刻度进行设定,将副标圈的零刻度对准圆筒上的中心线,然后顺时针转动轴筒,以便增加读数,到达所要求的扭力值处,停下即可。 2..东日预置式扭力起子的正确使用: 预置式扭力起子经设定后可通过转接器与各种紧固件相连接,顺时针拧动,进行紧固扭力的测量。顺时针拧动,进行紧固扭力的测量。当到达设定值时会发出“嗒,嗒,嗒。。。”的声响。预置式扭力起子一经设置便可在同一设定值下反复使用,直到需要设定另一个扭力值时为止。 东日表盘式扭力螺丝刀使用方法: 1 调整指针零位 先按使用的方法试用几次,然后松开定位长螺栓,让黑指针指向零位,并拧紧定位长螺栓。指针式扭力起子可以双向使用。但是,每换一次方向,须重新调整零位。 2 红黑指针的配合使用 黑指针是主动指针,红指针是留底针。使用时可以让红指针跟随黑指针同时指向零,然后旋动扭力起子进行测试工作。一旦旋动停止,黑指针自动回零,而红指针将停留在刚才到达的最大值位置,起到留底的作用。再次使用时,须重新置红针到零的位置。 3.刀头的更换 指针式扭力起子的头部是通用的6.3六角孔,可以方便的调换“—”字,或“+”字刀头或其它形状的刀头。(刀头须自备)。 济南沐子商贸有限公司为(TOHNICHI)东日扭力螺丝刀中国区一级优势代理商,我司销售全国地区RTD东日扭力螺丝刀,QL-MH扭力扳手,QLLS系列扭力扳手,长期备有现货,欢迎新老用户前来订购! 李工编辑
扭力扳手操作规程
扭力扳手操作规程 原理:.采用杠杆原理,管身是杠杆,支点是在驱动点上;阻力点在旋盖头与瓶盖的接触处,动力点在扳手手柄与手接触位置。 扭力扳手各部位的作用: 驱动头----用于连接外部测力装置(旋盖头)的接口 杠杆支点----用于支称施加的力矩 刻度表----显示测量时所受的力值 定位指针旋钮----用于在测量前改变定位指针的位置 定位指针----当卸除测量时的力矩后,显示出测量时的最大扭力,使该值不会马上消失 数值指针----在施力时驱动定位指针使显示出所测物体的扭力。 把手----操作时的施力处 操作规程: 1. 在使用扭力扳手时,先将旋盖头固定在待测瓶盖上,确保加固稳定 2. 将驱动头连接好旋盖头,确保连接已经没问题. 3. 施加扭力之前, 拨动定位旋钮使定位指针旋转到数值指针的右侧
4. 测量时,手要把握住把手的有效范围,沿垂直于管身方向慢慢地向逆时针的方向加力直至使瓶盖旋动. 5. 在施力过程中操作人员应保证其上下左右施力范围均不超过15度 6. 扭力扳手的读数: 直接读取定位指针所指示的数据为测量数据值 使用注意事项: 1.扭力扳手是精密机械仪器.操作时应小心谨慎, 不可突然施加作用力而导致内部机构失灵. 2.不能把扭力扳手当铁锤使用, 应轻拿轻放, 不可乱丢. 3.不能随意拆卸, 更换部件后应送校验组校准, 确认其功能是否满足要求. 4.不能超量程工作, 当达到最大数值时应停止加力. 5.不可用异物堵塞, 粘接, 固定扭矩调节套筒或把手. 6.在使用扭力仪器前应确认数值指针是否归零. 正常的情况下的常见故障及产生原因: 由于扭力仪器是机械原理,内部结构相对简单但精度比较高,如果操作不当很容易造成其仪器的自身损伤,并且甚至可能威胁到操作者的安全. 1.扭力接头打滑: 产生原因:连接头未装到位 2.超出量值未作声响: 产生原因:方向调整钮拔错位. 3.测量数值偏大:
气动扳手使用方法
气动扳手使用方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 气动扭矩扳手是一种以高压气泵为动力源的扭矩扳手。是由一个或两个有力的气动马 达来驱动带有三层或更多周转齿轮的扭矩倍增器。经由调整气体压力来控制扭矩大小,为 允许特定的扭矩需求设定,每台工具都配有专用的气压先对扭矩的对照图表和校正报告。且 为能更进一步的应用,气动扭矩扳手可同时搭配扭矩传感器,使输出的扭矩更精确。在获得 所需的扭矩后可使用合适的回路系统以手动或自动来关闭气源。 气动扳手是一种手持式旋转气动工具,可以精确设定扭矩,用于完成螺母和螺栓的锁 紧或拆卸工作;控制部分通过调压器和功率管理系统实现,机械部分采用行星齿轮减速机构。 气动扭矩扳手的操作是安静的——低于85dB(A),绝对无冲击作用,降低了对工具、套筒 和被锁物的损坏,这两个因素可以让使用工具的人操作舒适、减少疲劳,提高安全性,扭矩 最大可达300,000N.m。 气动扭矩扳手提供了精确的扭矩控制——重复度为±5%,配备传感器+电磁阀开关, 重复度可达±2%。气动扭矩扳手以其体积小、重量轻、单位重量输出功率大,可以实现大 扭矩输出、反作用力小、环境污染小,成本低等优点,广泛使用在航空航天,矿山,石化, 铁路,建筑,重型车辆装配维护,重型设备装卸等众多领域,特别是在产品生产装配线得到 广泛的应用,尤其是需要大扭矩的场合。 分类
气动扳手一般分为两类,一类是常规性也就是很普通的冲击扳手,一类是脉冲气动扳手,两者的区别是,前者不能定扭矩,而后者可以。气动扭矩扳手就是属于后者。 最佳方法和一些注意事项 气马达主要技术参数: 使用气源:----------------------压力不高于6.0bar压缩空气 气马达无负载最高转速---------- 9000l/min 进气接口-----------------------1/4NPT 气管最小规格---------------------3/8in/10mm 标准噪音分币A值: QPTW音压值、音量值(K=3dB(A))--------不大于80dB(A) PTW音压值、音量值(K=3dB(A))----------不大于92dB(A) 本测量值符合EN60 745条文的规定。 扳手的操作注意事项 在操作前注意换向开关的位置,以便在操作进气阀时了解旋转方向 请务必保证进入扳手气动马达的压缩空气:最大气压为6.0bar的洁净干燥空气。否则,可能/不可避免导致传动系统故障、超速、破裂、输出扭矩错误等危险情形。 确保所有的软管及其它连接装置尺寸正确、安装牢固;切勿使用已损坏的、磨损或老化的空气软管及其它连接装置;建议在供气线路上安装一个紧急关闭阀门,并要让他人了解它的安装位置。 在操作机器前,务必检查油杯里是否有足够的润滑油,在缺少或没有润滑的情况下,会加快气动马达叶片磨损速度,导致工具性能降低、维护工作增加。
扭矩扳手使用方法及注意事项
扭矩扳手基本操作和注意事项 1、安全 基本规定 1、扭矩扳手用于在工厂车间内按照预设扭矩精确拧紧或者松开螺旋连接件。 2、扭矩扳手上必须连接有一个合适的扳子头。 3、根据需要选择适当的扭矩扳手。 4、单向扭矩扳手不可以反向受力。 5、不得超出扭矩扳手的最大允许额定扭矩。 6、必须完全遵照使用说明内的要求进行操作。尤其注意并遵守安全提示和规定的 极限值。 7、此外,还必须遵守使用公司内部事故防范规定以及所有其它现行安全规定。 8、扭矩扳手只能用于以上说明的用途。 9、扭矩扳手不得承受过负荷。务必遵守扭矩扳手上的测量范围说明。否则扭矩扳 手有被损坏的危险。 10、在使用扭矩扳手前检查所有的附件。 11、不得使用损坏的扭矩扳手或附件。 12、使用人员必须具备一般的技术知识基础。使用扭矩扳手从事下述工作的人员, 必须事先阅读并完全理解使用说明的内容。 防止损坏扭矩扳手 1、不得将扭矩扳手作为敲击工具使用。 2、在使用扭矩扳手前检查所有的附件。 3、不得使用损坏的扭矩扳手或附件。 4、扭矩扳手不得承受过负荷。严重的或持续的超负荷可能会损坏扭矩扳手。 5、不得将扭矩扳手放置在雨水、湿气或其它液体中。 6、注意防止异物进入扭矩扳手的外壳内。对于数显扳手,如果不使用计算机的接 口,应该将其盖好。 7、不得用扭矩扳手松开咬死(如生锈)的螺栓。 8、没有相关资质人员不得打开扭矩扳手的外壳。 9、确保所有使用的扳头和插接件都安装正确、牢固。 防止功能错误 1、定期检查脱扣扭矩的精确度。 2、扭矩扳手不过载。严重的或持续的超负荷可能会导致扭矩扳手出现测量错误。 3、最大极限扭矩不得超过额定值。扳手严重过载后脱扣扭矩值可能出现偏差。 4、确保所有使用的扳头和插接件都安装正确、牢固。 5、扳子头(棘轮头)的长度会改变扭矩扳手力臂长度,更换不同规格扳子头(棘 轮头)后应重新校准或设置扳手的扭矩值。
手动扭力扳手介绍,选型,及特点说明
手动扭力扳手是相对于电动扭力扳手定义的 手动:人施力,需人逐渐施力到所需扭矩。 电动:以电为能源,无需人工拧紧。 手动扭力扳手中主要的几类(以东日手动扭力扳手为例说明): 一、可调式——可设置自己需要的作业扭矩,紧固达到预先设定的值时,会发出“咔哒”的提示音。 a)优点:可自己更改作业扭矩。 b)缺点:如果作业中不小心更改到扭矩,没有注意的话,可能会造成后续作业错误 举例:QL系列:
二、单功能型(定值式)——出厂前由厂家设定好作业扭矩,作业扭矩不可自己更改,需要返厂或者 专业的扭矩检测仪才可更改扭矩 a)优点:不会自己误改扭矩,非常适用于流水线作业的相同螺栓的紧固作业。 b)缺点:不可自己更改扭矩。 举例:SP系列: 三、指针式——检查用,直接从表盘读出作业的扭矩 a)优点:价格便宜,读取直观 b)缺点:由于人工读取角度及视线问题,可能造成读取误差。 举例:SF系列: 四、刻度盘式——从表盘读取作业扭矩 a)优点:价格较便宜,读取直观,比指针式更加精准 b)缺点:由于人工读取角度及视线问题,可能造成读取误差。 举例:DB系列:
五、数显式——以精确的数字形式显示作业扭矩,可连接电脑导出作业数据,统计和记录相关数据,具备不同警示灯提示作业状态等多种强大功能。 a)优点:功能强大,数据精准 b)缺点:价格高。 举例:CEM系列 参考地址: https://www.360docs.net/doc/3016272429.html,/shuzishi/cem3/85.html 六、打滑式/空转式——到达设定扭矩时开始滑转/空转,不再给螺栓施加力。 a)优点:可防止扭矩过载 举例: ————以上资料由伟创科仪整理提供。 ————2015-10 / wzp
扭力扳手设置及使用
扭力扳手设置及使用要求 一、扭矩预设注意事项: 1、预设扭矩值时,将板子手柄上的锁定环下拉,同时转动手柄,调节标尺主刻度线和微分刻度线数据至所需扭矩值。调节好后,松开锁定环,手柄自动锁定。 2、在板子方榫上装上相应规格套筒,并套住紧固件,再在手柄上缓慢用力。施加外力时必须按标明的箭头方向。当拧紧到发出信号"卡嗒"一声(已达到预设扭矩值),停止加力。 3、大规格扭矩板子使用时,可外加接长套杆以便操作省力。 4、如长期不用,调节标尺刻线退至扭矩最小数据处。 二、扭力板手使用注意事项: 扭力板子是一种紧密控制螺栓和螺母锁紧力矩的专用工具,应按照下列要求正确使用: 1、不能使用预臵式扭力板子去拆卸螺栓或螺母。 2、严禁在扭力板子尾端加接套管延伸力臂,以防损坏扭力板子。 3、按照需要调节所需的扭矩,并明确调节机构处于锁定状况才可以使用。 4、使用扭力板子时,应均衡缓慢地加载,切不可猛拉猛压,以免造成过载,导致输出扭矩失准。在达到预臵扭矩后,应停止加载。 5、预臵式扭力板子使用完毕,应将其调至最小扭矩,使测力弹簧充实放松,以延伸其生存的年限。 6、应避免水分侵入预臵式扭力板子,以防零件锈蚀。 7、所选用的扭力板子的开口尺寸必须与螺栓或螺母的尺寸一致,各类板子的选用原则,一般优先选用套筒板子,其次为梅花板子,再次为开口板子,最后选活动板子。 8、为防止板子损坏和滑脱,应使拉力效用在开口较厚的一边,这一点儿对受力较大的活动板子尤其应该注意,以防开口出现 " 八 " 字形,损坏螺母和板子。 9、扭力板子是按人手的力量来设计的,遇到较紧的螺纹件时,不能用锤击打板子;除套筒板子外,其他板子都不能套装加力杆,以防损坏板子或螺纹连接件。 10、扭力板子使用时,当听见"啪"的一声时,此时是最适合的。
扭矩扳子的使用常识
扭矩扳子的使用常识 扭矩扳子-也叫扭力扳手或扭矩扳手,力矩就是力和距离的乘积,在紧固螺丝螺栓螺母等螺纹紧固件时需要控制施加的力矩大小,以保证螺纹紧固且不至于因力矩过大破坏螺纹,所以用扭矩扳手来操作。首先设定好一个需要的扭矩值上限,当施加的扭矩达到设定值时,扳手会发出“卡塔”声响或者扳手连接处折弯一点角度,这就代表已经紧固不要再加力了。虽然现在国产、进口扭矩扳手的型号、样式各异,但由于工作原理相同或相似,所以在使用中有很多相同之处。通过多年的使用和检定,我们总结出一些扭矩扳手的使用经验与常识。
1. 扭矩扳手只能用作安装紧固件(螺栓、螺母)时测量其安装力矩使用,绝不能作为拆卸工具去拧松已拧紧的紧固件。不能敲打、磕碰或作它用。使用时轻拿轻放,不许任意拆卸与调整。绝对不能当锒头使用,敲击工件;严禁用尖硬物碰撞和用强溶剂擦拭数显式扳子的面板及显示区域,以及预置式扳子的刻度窗部位; 2.在使用扭矩紧固件的场合尽可能带上护目镜,这样可以在突发情况下保护操作者的眼部。 3.为了保证工作人员正确使用和测量值的准确,防止对工具、设备的损害,必须确保所施加的扭矩值在扭矩设备的范围内,在使用扭矩设备前请正确了解扳手的最大量程,不
能乱用。选择扳手的条件最好以工作值在被选用扳手的量限值20%~80%之间为宜。4.紧固时应使用正确的接头,否则会导致施加的扭矩出现人为误差。接头应接触紧密有足够硬度。 5.从加载的安全考虑,在扳手手柄上尽量使用拉力而不是推力。要调整操作姿势,防止操作失败时人员跌倒。 6. 使用中应平稳施力,请勿强烈冲击、磕碰及跌落;使用后,擦拭干净放入盒内,不可到处放置。定值扳手使用后要注意将示值调节到最小值处,以保证其准确度及使用寿命。否则,往往会使定值扳手提前失效或损坏。据统计,许多定值扳手的非正常性损坏就是由这个原因引起的。这是由于扳手内
数显扭矩扳手使用方法
一、产品简介 产品采用应变式测量原理及单片机程序化数字处理技术,使产品具有示值准确,操作简便、安全可靠、耐用等特点,适用于对螺纹紧固件的精确装配及检测。 二、技术指标 1、示值准确度等级:1级 2、预置报警范围:10%-100%F?S 3、超载能力≤120%F?S 4、工作电压:DC-3V(2节5号电池) 5、工作电流≤8m A 6、工作环境:温度0~40℃相对湿度:≤90% 三、基本功能 按 单位:有3种,N?m | lbf?ft | lbf?in 量程:有16组 精度:1个D (N?m) 分度值:1个D 显示位数:4个数字(8888) 开机画面:LCD全显 显示状态:跟踪F、峰值H、预置P 标定扭矩:满量程 最小扭矩:小于3%满量程显示0 过载重量:量程的130%,重量过载会显示过载提示(浏览时不提示); 预置设计:预置值可在量程的0%——130%范围内设计,重量超过预置值会声光报警提示,如预置值设为0,表示预置值没有过载提示; 开关机:短按O/C开机,长按O/C关机; 背光:有按键与有较大值变化会亮背光,无操作20秒自动关背光; 自动关机:无按键,无重量大变化自动关机,自动关机时间为2分钟; 低电报警:电池电压低于门限值时会显示低电标志,低于2.3V时显示LO后自动关机; 电源电压:3V,由2节AAA(五号电池)干电池供电; 四、按键功能 1、“O/C”健:“ON、OFF/CLER”开关机与清零键 a、关机状态,短按此键电源打开 b、开机状态①长按此键,电源关闭(进入低功能睡眠状态) ②短按此键,在“跟踪F”、“峰值H”为清零。 c、存储浏览状态:短按此键会清除当前浏览值,在此浏览值之后的会依次往前移一个序 号; 2、“▼”键:“Unit/Down”单位与减 a、在“跟踪F” / “峰值H”模式下,每按此键1次,N?m→lbf?ft,lbf?ft→lbf?in, lbf?in→ N?m 轮流转换,单位变化后,预设值变为上限值,需要时重新设置; b、在“预置P”模式,按此键,预置值减小,每按1次,被选定的位上的数减1; c、在“存储浏览”状态下按此键转为显示下一浏览值,当到最后一浏览序号时按此键会转到0 序号; 3、“M”键:“Mode”模式键 按此键1次,按“跟踪F”→“峰值H”→“预置P”→“跟踪F”转成下一模式。
扭矩扳手使用及检验规范
扭矩扳手使用及检验规范 前言 螺纹副的装配扭矩(简称扭矩)与的装配质量和安全性能有紧密的关系。由于大部分零件的联接、紧固是依靠螺纹副的联接,并通过一定的扭矩来保证其紧固质量,而这种扭矩是通过扭矩工具施加在螺母或螺栓上来实现的。目前扭矩工具有手动,气动。电动三大类,而手动工具广泛使用在装配线上。 一、扭矩扳手的正确使用 1.扭矩扳手的施加扭矩的过程以及结构:用扭矩扳手施加扭矩时,通过与扭矩扳手的棘轮头稳固连接的套筒连接需要施加扭矩的螺母/螺栓,手掌握在扭矩扳手手柄上的有效刻度线,顺时针或逆时针加力,这个力带动螺母/螺栓,当螺母/螺栓紧固,并所带的扭矩与扭矩扳手设定的扭矩相等时,扭矩扳手的棘轮带动扭矩扳手的头部,把扭矩传递到触发器,触发器向右侧滑动(卸力)。当滚柱碰到管后,会发出“咔哒”的信号,听到信号后立即停止加力,取下扭矩扳手,即完成施加扭矩过程。 2.扭矩扳手设定值调整大致有2种形式: 其一,属于预调式扭矩扳手的调整方法。松开尾部锁夹,根据需要的设定值旋转尾部的补助分度轮(顺时针增加扭矩,逆时针减少扭矩,使分度轮的刻度与扭矩扳手得设定值相符,扭矩扳手校验仪校验。 其二,属于定值式扭矩扳手的调整。松开后盖,相应得六角匙松开锁紧螺钉,调整工具旋转推压环设定一个扭矩值,用扭矩测试仪校验扭矩,固锁紧螺钉,锁紧后盖。 3. 扭矩扳手的使用方法:施加扭矩时,手握在扭矩扳手手柄的中间刻度线位置。方头与套筒、螺母/螺栓稳固连接(对开口/梅花系列扭矩扳手,应将开口/梅花头完全插入/沉入螺母中),只能在扭矩扳手标注的方向上施力,同时施力方向应在±15度内(水平方向和垂直方向)。施力时应缓慢和平稳,切忌冲击力。当听到“咔嗒”声后立即停止。不正确的操作方法不当的主要表现形式如下:
扭力扳手使用说明
扭力扳手使用说明 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
手动扭力扳手使用说明 一、手动扭力扳手的介绍 二、根据工件所需力矩要求,确定预设力矩值。 1、预设力矩值时,将扳手手柄下端的锁定环下拉 2、转动手柄,调节标尺主刻度线和微分刻度线数值至所需力矩值。(力矩 大小件附表1) 力矩大小=力矩主刻度指示线左端读数大小+微分刻度读数大小 如上图: 力矩大小 = + = () 3、调节好后,必须按回手柄下端锁定环,锁定力矩值。 附表1 各型号螺丝所规定的力矩大小 力矩扳手型号 螺母(螺丝)型 号 力矩的规定() 备注 E0911 — M4 3N 扳手弹性力矩刻度手柄 英式力矩单 力矩主刻度 微分刻度() 在无任何特别说明 情况下,所有的标注和规定的力矩大
M5 7N M6 11N XITN 5N —60 M8 20N M10 35N 三、装配配件 根据所以固定的螺丝(螺母)在力矩扳手的扳手头处装入对应大小的套筒。在一些不方便装配的地方可加入一个适度长度的力矩杆 如下图所示: 四、操作方法 注! 在固定螺丝时!手臂用力旋转时候用力不 能过猛!速度均匀,不宜过快,在听到“卡嗒”(click )声响时,证明螺丝已经达到我们设定 的力度了。此时就应停止用力,不能再继续旋转了! 五、日常维护和注意事项 1、不使用时,请将扳手调到最小扭力值,并装入指定的盒子里。 2、除了棘轮机构之外不要润滑扳手的其他地方。需要时可以滴入 棘轮机构少许的机油。 3、不要用丙酮或其他溶剂去清洗扳手。用干净的抹布蘸取少量的 酒精清洗。 4、不得私自拆装扳手,不正确的拆装会导致内部结构的受损而使 仪器严重损坏。 将扳手前端的套 手 握住力矩扳手 的手柄位置,以要固定的螺丝位圆 心,做圆弧旋转来固定螺丝
扭力扳手的操作方法
扭力扳手的操作方法 扭力扳手这款工具相信大家都很熟悉了!但是如何正确的使用,还是有很多人不知道!那么下面实干小编已经把整理好的资料上传了,有需要的用户可以点击下载! 扭力扳手的操作方法: 扭力扳手用于对需要观察其在施力过程中的力值变化且不确定所需要的力值大小的丈量和检定。扭力扳手一般用于较小扭力值的丈量,通常不会大于20kg。扭力扳手应用范围较广,加固扭力时,只需要设定其要求值便可进行操纵。相对来讲比较简单。 扭力扳手使用方法: 1、在扭力扳手的使用中,首先要根据测量物品的要求,选取适中量程,所测扭力值不可小于扭力器在使用中量程的百分之二十,太大的量程不宜用于小扭力部品的加固,小量程的扭力器更不可以超量程使用。 2、使用扭力扳手时,先将受力棘爪连接好辅助配件(如套筒,各类批嘴),确保连接已经没问题。加固扭力之前,设定好需要加固的力值,并锁好紧锁装置,然后调整好方向转换钮到加力的方向。 3、丈量时,手要掌握住把手的有效范围,沿垂直於管身方向慢慢地加力直至听到达已设定的量值后发出的声音。施力过程中,依照国家规范仪器支配规范,其垂直度偏差左右不应超过10度。其水平方向上下偏差不应超过3度,厂在使用过程中支配人员应保证其上下左右施力范围均不超过15度。 4、为了不使丈量结果因水平和垂直方向上的偏差而产生影响,丈量时,应在加力把。持端上施加一个垂直向下的稳定力值。 5、扭力扳手的读数: ①假如是带表扭力仪器。直接读取指针所指示的数据为测量数据值。 ②假如是套筒加副刻度指示器。应先读取主刻度上的刻度值,再加上副刻度或微分筒上的刻度值之和为测量数据值。 以上信息就给大家介绍了关于扭力扳手的使用说明,如果您还想要了解更多关于扭力扳手的相关信息,欢迎前来我司咨询!
力矩扳手的原理及使用方法
力矩扳手的原理及使用方法 力矩扳手的原理及使用方法,力矩扳手的广泛用途让越来越多的用户选购了这样的一款产品。随着科技的进步,行业的快速发展,力矩扳手的使用也更加精准,如传统的力矩扳手演变为设定式棘轮力矩扳手,数显式的力矩扳手,预置式力矩扳手等等,虽然类别会有所不同,但是他们的原理大致相同,下面分三个步骤去说明: 力矩扳手的原理及使用方法 1、首先在力矩扳手上设定所需扭距值(由弹簧套在顶杆上向扭距释放关节施压),锁定扭距扳手开始拧紧螺栓,当螺栓达到扭距值后(当使用扭力大于弹簧的压力后)会产生瞬间脱节的效应.在产生脱节效应的瞬间发出关节敲击扳手金属外壳所发出的"卡塔"声.由此来确认达到扭距值的提醒作用.(其实就象我们手臂关节成15度弯曲放在铁管里瞬间申直后会碰到钢管的原理一样)。 2、力矩扳手所发出的"卡塔"是由本身内部的扭距释放结构产生的,其结构分为压力弹簧,扭距释放关节,扭距顶杆三结构所组成。 3、力矩扳手在发出"卡塔"声后是提示以达到你要求的扭距值了。 对上述原理有所了解,下面谈谈力矩扳手的技术操作,力矩扳手就是这样使用的: 1、力矩扳手使用时,当听到“啪”的一声时,此时是最合适的。 2、在力矩扳手的使用中,首先要根据测量部品的要求选取适中量程,所测扭力值不可小於扭力器在使用中量程的百分之二十,太大的量程不宜用於小扭力部品的加固,小量程的扭力器更不可以超量程使用。 3、在使用力矩扳手时,先将受力棘爪连接好辅助配件(如套筒,各类批嘴),确保连接已经没问题.在加固扭力之前,设定好需要加固的力值,并锁好紧锁装置,然后调整好方向转换钮到加力的方向。 4、测量时,手要把握住把手的有效范围,沿垂直於管身方向慢慢地加力直至听到到达已设定的量值后发出的声音.在施力过程中,按照国家标準仪器操作规范,其垂直度偏差左右不应超过10度.其水平方向上下偏差不应超过3度,我厂在使用过程中操作人员应保证其上下左右施力范围均不超过15度。 5、為了不使测量结果因水平和垂直方向上的偏差而產生影响,在测量时,应在加力把持端上施加一个垂直向下的稳定力值注: 1.用途:力矩扳手为旋转螺栓或螺帽的工具。 2.用法:力矩扳手扳转时应该使用拉力,推转扳手极易发生危险。 3.扭力扳可用于松紧螺栓,螺栓旋紧前应先将螺栓清洁并上润滑油。