FANUC PMC传输
CNC系统与计算机之间PMC的传输
现在的PMC由于功能较以往的强大,其传输方法也与原来不同,主要有三种方法。
1.使用传统的RS-232口的传输
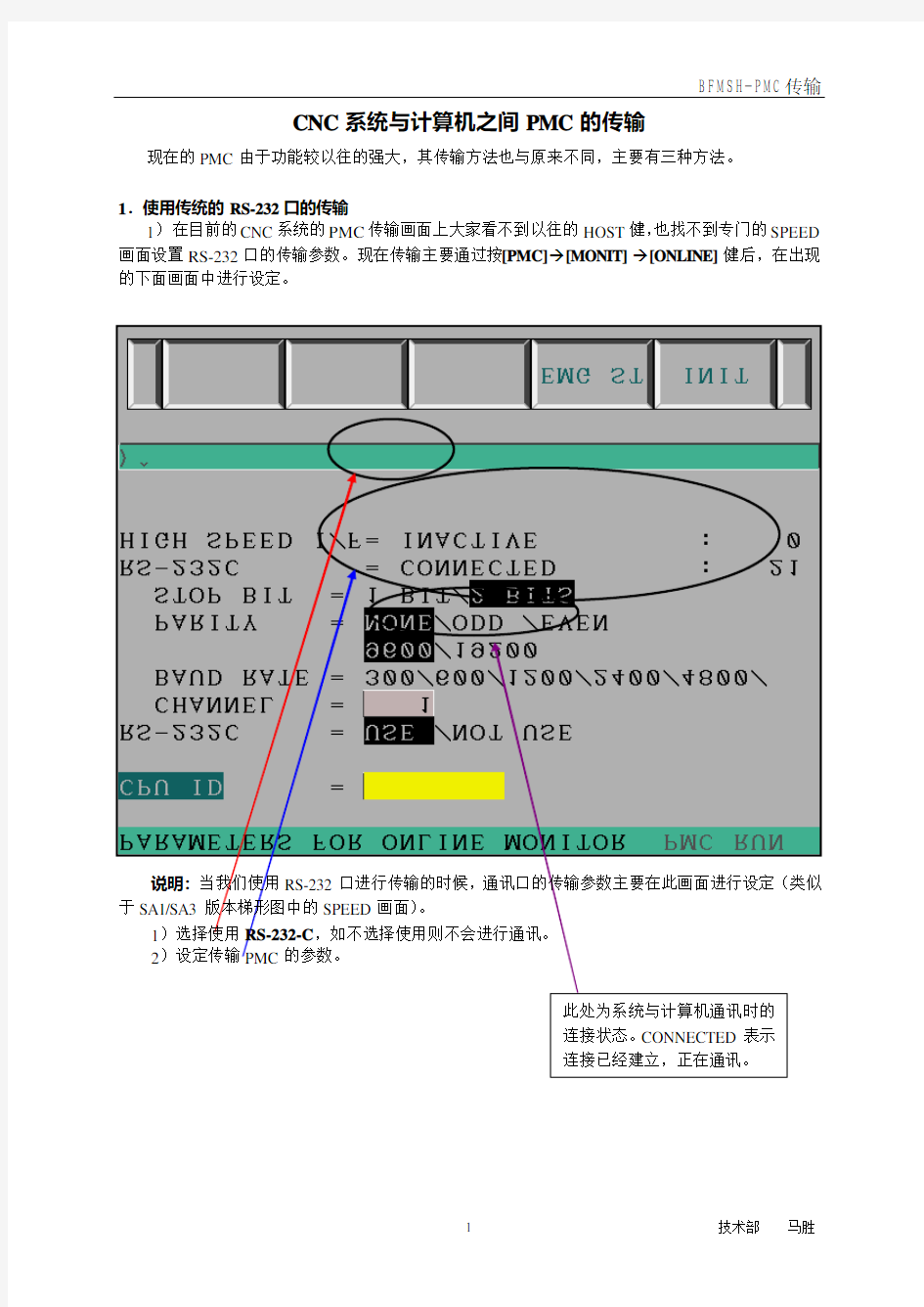
1)在目前的CNC系统的PMC传输画面上大家看不到以往的HOST健,也找不到专门的SPEED 画面设置RS-232口的传输参数。现在传输主要通过按[PMC]à[MONIT]à[ONLINE]健后,在出现的下面画面中进行设定。
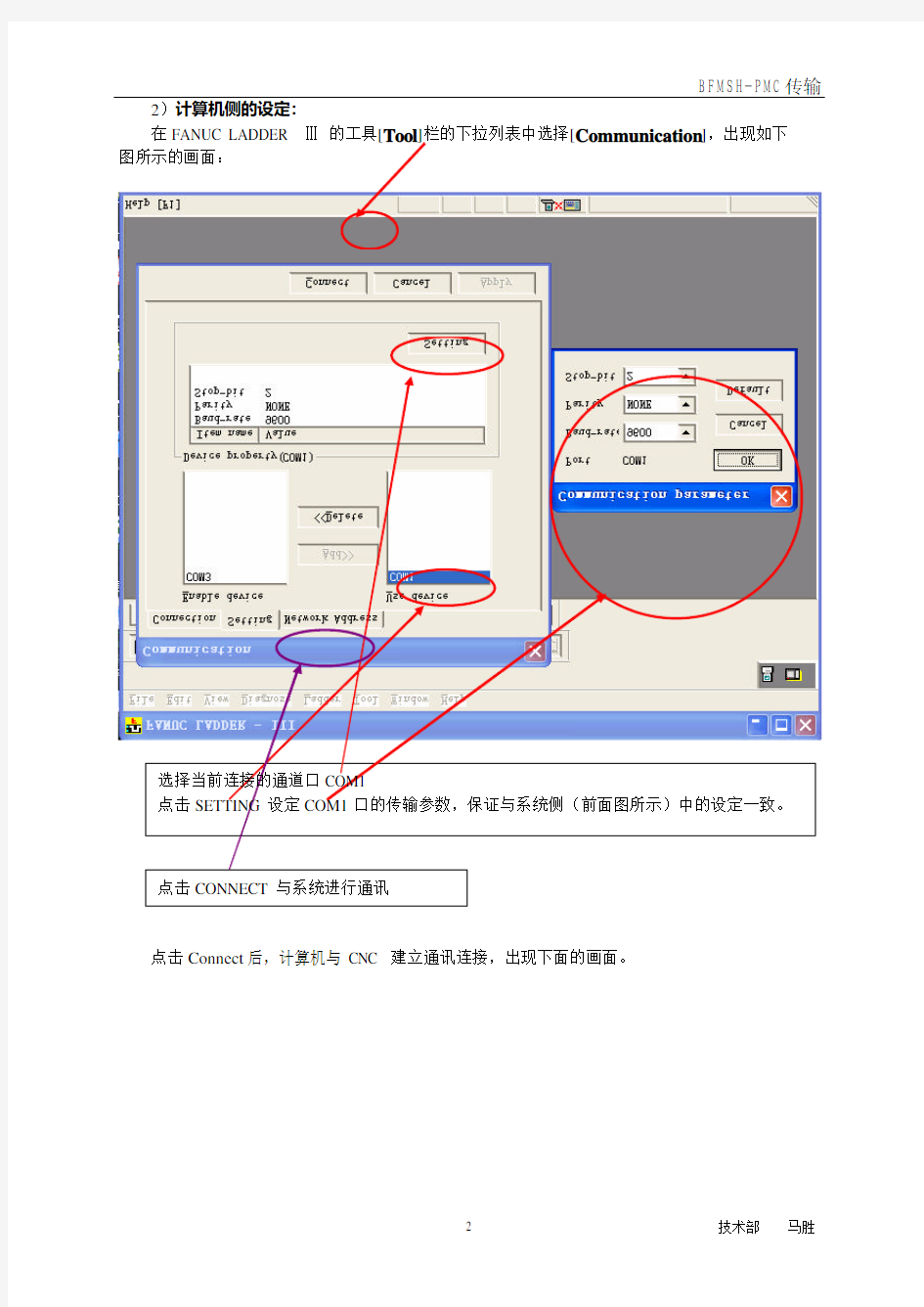
2)计算机侧的设定:
在FANUC LADDER Ⅲ
[Communication ],出现如下 图所示的画面:
点击Connect 后,计算机与CNC 建立通讯连接,出现下面的画面。
建立好连接后,关闭上面的画面。然后,如下图所示,点击[TOOL]下的[Load from PMC]。
3)点击[Load from PMC]后进入如下画面。在此画面上可以选择传输Ladder程序或PMC Parameter(PMC参数) 。点击[Browse]选择存放的路径。
按照提示的步骤一步步向下。
点击[Finish],从系统向计算机传输PMC。
左图显示传输
进程。
反编译。
4)在计算机上显示的梯形图可以进行编辑、修改。若要修改,须点击[ON Line] 使通讯处于脱线[OFF Line]状态,然后修改。
修改后的梯形图不能直接传回给CNC,CNC要求把图形格式的PMC程序转变为二进制数据格式,因此必须将该梯形图进行编译(Compile)。为此,须再次点击[ON Line] 与系统建立通讯,系统自动提示编译源程序。编译后,根据提示[Store to PMC],把编辑好的、并经过编译的PMC(二进制数据格式)传入到CNC系统中。
注意:把PMC传输到CNC系统后,应注意保存,即应把PMC写入到系统的F-ROM中。其写入操作(在CNC系统上)如下图所示。若不进行此项操作,CNC断电后PMC程序即丢失。
RS-232-C进行PMC的传输后,应在CNC系统上操作,将RS-232-C口置于[NOT
状态(见下图),以关断系统的在线编辑(也可按下[EMG ST]键)。否则在使用RS-232-C 加工时会出现233#报警(RS-232-C口的占用)。同时对于24#参数的不当设置也将造成
2.使用以太网(用FANUC的LAN CARD或快速以太网板)进行PMC的传输
1)首先设置IP地址。系统侧的IP地址同普通使用SERVO CARD和Data server快速以太网的设定相同。但是要区分目前使用的何种以太网:PCMCIA(SERVO GUIDE 卡)或板卡(以太网板BOARD)
例(以使用快速以太网为例):
系统侧(按下[SYSTEM] —> [ ] 扩展键数次—>[ETHPRM]—>[操作]—>[板卡] ),在如下所示的以太网参数画面上设定。
计算机侧,在如下的本地连接网路属性画面上设定。
2)在CNC系统的PMC画面上操作:将在线监控的HIGH SPEED I/F设定为使用[USE],如下图所示:
[PMC]->[MONIT] ->[ONLINE]
注:
①如果没有出现[MONIT]键,请翻页查看或检查PMC参数中 SETTING下的
PROGRAMMER ENABLE是否设定为1 。
②HIGH SPEED I/F表示高速传输接口,包括以太网接口、HSSB接口等。用上述接口
传输PMC时请将此处设定为使用[USE]。
3)在计算机侧新建一程序,该PMC 程序的类型与系统侧PMC类型相同,点击[TOOL]下的[Communication],进入[Communication]的设定画面。点击[Network Address]画面进行添加IP地址(此处设置为第一步所涉及的CNC系统IP地址192.168.1.1。)如以下画面,健入了CNC的网址后点击“Add Host”钮,将地址写入。
添加好系统IP地址以后,点击[Setting],把刚才设定的IP地址添加到[Use device]一侧,然后点击下方的[Connect]与系统进行联网。
建立好连接后,关闭上面的画面,点击[TOOL]下的[Load from PMC]。
4)点击[Load from PMC]进入如下画面,在此画面可以选择传输Ladder或PMC Parameter(PMC 参数) ,点击[Browse]选择存放路径。
说明:
按照提示的步骤一步步向下。
点击[Finish],从系统向计算机传输PMC。
左图显示传输
进程。
传出的PMC程序必须经过反编译才能在显示屏上显示出梯形图。在左图上点击Yes进行
反编译。
5)在计算机上显示的梯形图可以进行编辑、修改。若要修改,须点击[ON Line] 使通讯处于脱线[OFF Line]状态,然后修改。
修改后的梯形图不能直接传回给CNC,CNC要求把图形格式的PMC程序转变为二进制数据格式,因此必须将该梯形图进行编译(Compile)。为此,须再次点击[ON Line] 与系统建立通讯,系统自动提示编译源程序。编译后,根据提示[Store to PMC],把编辑好的、并经过编译的PMC(二进制数据格式)传入到CNC系统中。
注意:把PMC传输到CNC系统后,应注意保存,即应把PMC写入到系统的F-ROM中。其写入操作(在CNC系统上)如下图所示。若不进行此项操作,CNC断电后PMC程序即丢失。
若要在系统上进行PMC的查看、编辑则要将HIGH SPEED I/F设置为不使用[NOT USE]。
3 使用PCMCIA 卡(即存储卡)进行PMC 的传输
使用存储卡进行PMC 的传输有以下两个途径: 1) 通过BOOT 画面进行PMC 的传输
a) 按住显示器下方最右端的两个软键(不管软键为12键或7键),给系统上电,进入系统的
BOOT 画面。
注:如系统为触摸屏但是带有MDI 键盘,则可同时按住[6]+[7]两键同时上电。
如仅为触摸屏,则按住显示器的左上角。
b) 在如下画面上操作
各项的含义如下表所示:
项目
含义
1 SYSTEM DATA LOADING 把文件写入CNC 的F-ROM
2 SYSTEM DATA CHECK 确认CNC 内的F-ROM 内文件的版本
3 SYSTEM DATA DELETE 删除CNC F-ROM 内的用户文件
4 SYSTEM DATA SAVE 将CNC F-ROM 内的用户文件保存至存储卡
5 SRAM DATA BACKUP 保存和恢复S-RAM 中的数据
6 MEMORY CARD FILE DELETE 删除用户存储卡中的文件
7 MEMORY CARD FORMAT 格式化用户存储卡 10 END
退出BOOT
注:此种备份数据不包括PMC 的参数。
2)通过PMC的I/O画面
在MDI面板上按下[SYSTEM],然后依次按下软键[PMC],[ ],[I/O],进入如下画面,在此画面上设置:
DEVICE处设置为M-CARD
FUNCTION处设置为WRITE (当从M-CARD à CNC时设置为READ)
DATA KIND处设置为LADDER时仅备份梯形图;如欲备份梯形图参数,须在DATA KIND 处把光标置于PMC- PRM,即可备份PMC参数。
FILE NO.处:
a) 可以输入梯形图的名字(可以默认为上述名字;也可自定义名字,如输入@XX。
XX为自定义名子,当使用小键盘没有@符号时,可用#代替) 。
b) 也可以输入梯形图存在存储卡中的文件号(可通过把光标停在FUNTION处,选择LIST查看要传入的梯形图存在存储卡中文件号)。
注意:
梯形图备份以后,在DEVICE处设置为F-ROM,然后按下[EXEC]把传入的梯形存入到系统的F-ROM中。
附:
对于一些老版本的梯形图(不具备ONLINE功能,如16/18/21/0I-A….)传输方法如下:
先在系统侧进行操作,依次按下MDI面板上的[SYSTEM]->[PMC]->[I/O] ,显示PMC的I/O画面。PMC的[I/O]画面用于输入和输出梯形图及梯形图参数。
[I/O]画面设置如下:“CHANNEL=1 DEVICE=HOST”
按下[EXEC]键,让系统先准备好。
注意在[SPEED]中设定的关于232口传输的参数要与计算机侧一致,如下图所示:
如果电缆接线没有问题,连接无误,会在上面画面的右下方出现闪烁的EXECUTING字样。
无论输入还是输出梯形图,系统侧均采用上述设置。
当从CNC向计算机传送梯形图时,先要根据CNC侧PMC的类型在计算机上新建一个相关的梯形图程序类型。
选择LOAD进入如下画面
注意:此时的波特率与系统侧设置相同(SPEED 中选项)。
按下[完成]即可。然后按照默认选项操作,等待传输完毕。按照计算机侧的自动提示进行反编译,结束后从CNC传入计算机的梯形图就可在计算机上显示,并可对PMC进行编辑。
当欲把PMC程序从计算机---〉CNC时,必须先将要传送的梯形图进行编译(即把计算机语言转化为机器语言)。在下图中选择Compile。
当编译结束后,选择[STORE],其他操作与前面的PMC从NCàPC相同。
注意:把PMC程序向CNC传输结束后,要注意保存。操作如下:
DEVICE= F―ROM(即把梯形图保存到系统的F―ROM),按下急停,执行即可。
SNP分析命令
E:\ > cd e: E:\ E:\ > cd plink-1 E:\plink-1>plink –file test 1.Map 更新 Plink --sheep --file data --update-map position.txt --recode --out data1 Chrnew.txt -- update-chr --recode --out data2 Position: SNP code and position Chrnew:SNP code and Chr. 2.SNP merge Plink --file data1 --merge data2.ped data2.map --recode --out merge 3.提取SNP位点 Plink --file data --extract 50kSNP.txt --recode --out data1 50kSNP.txt: 50k中的SNP名 4. Quality control Call rate >98%/99% Plink --file sheep --geno 0.02 --recode --out sheepgeno Plink --file sheepgeno --mind 0.01 --recode --out sheepmind MAF>0.05 Plink --file sheepmind --maf 0.05 --recode --out sheepmaf Hardy-Weinberg equilibrium <0.0001 Plink --file sheepmaf --hwe 0.0001 --recode --out sheephwe Exclude the SNP markers with either chromosome or both unknown Plink --sheep --file sheephwe --extract 4newsnp.txt --recode --out sheep4 Note: 制作4newsnp.txt(包含chromosome 和base-pair position 都为0的SNP) To identify sample duplication or half-sibs or closer Plink –sheep –file sheep4 –genome –max 0.85 Note:Check the genome file 5. LD quality control Plink –sheep --file sheep4 –indep-pairwise 100 25 0.2 –out sheepld0.2 Plink --sheep --file sheep4 --indep-pairwise 100 25 0.05 --out sheepld0.05 Plink--file sheep4--ld-window-r2 0.2 --out sheepldr0.2 输出结果为data prunein 和data prune out (质控时,要去除X染色体) 将data prune in 转化为ped和map Plink --sheep --file 114hwe --extract 114sheep0.05.prune.in --recode --out sheepforpca 6. PCA- PCA的三个文件: Plink --sheep --file data(生成LD的文件) --extract data (LD).prune.in --recode --out sheepforpca 1sheepforpca.ped 改为5.ped 2sheepforpca.map 改为5.pedsnp 3将sheepforpca 制作成二进制文件输出5b plink --file hapmap1 --make-bed --out hapmap1 结果为5b.farm即为ped文件的前6列,将5b.farm 改名为5.pedind
fanucpmc的操作
FANUC PMC的操作一:PMC的软键布局 PMC画面的进入 [SYSTEM]→[PMC] [PMCLAD]:梯形图的监控与编辑画面 ↓ 梯形图程序结构 [COLLECT] 梯形图集中监控画面 [GLOBAL] 全部梯形图 [LEVEL1] 梯形图一级程序 [ZOOM]:梯形图监控和编辑画面 [PMCDGN]:PMC信号的诊断 ↓
[TITLE]:标题画面 [STATUS]:信号状态画面 [ALARM]: PMC报警画面 [TARCE]: PMC信号追踪画面 [I/OCHK]: IO LINK诊断画面 [PMCPRM]:PMC参数 ↓ [TIMER]:定时器画面 [COUNTR]:计数器画面 [KEEPRL]:保持型k地址画面 [DATA] :数据表画面 [SETING]:参数设定画面 [STOP]/[RUN]:PMC停止/启动 (正常运行时请不要进行此项操作) [EDIT]:PMC编辑画面(进入编辑画面时需停止PMC)↓ [TITLE]:标题的编辑 [SYMBOL]:信号注释的编辑 [MESAGE]:外部信息的编辑
[MODULE]: IO模块的设定 [CROSS]:交叉点的设定 [CLEAR]: PMC的删除 ↓ [CLRTTL]:删除标题 [CLRLAD]:删除梯形图 [CLRSYM]:删除系统参数 [CLRMSG]:删除外部信息 [CLRALL]:删除全部 [CLRMDL]:删除IO模块设定 [CONDNS]:压缩PMC区域 [CLRPRM]:删除PMC参数 [SYSPRM]:系统参数画面 计数器数据类型=二进制/BCD码 [MONIT]:在线监控画面 ↓
SNP数据统计详细方法
S N P数据统计详细方法集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
S N P操作步骤与结果记录 按照陈丽学位论文第二部—— 步骤一、使用在线软件SHEsis检验各个危险的hw遗传平衡(因rs2607659未发生突变,故不纳入分析。) 结论:9个位点P值均大于0.05,均符合HW遗传平衡。(有附件) 步骤二、分析前将协变量进行分类,并用KS法检验连续变量正态性,结果如下: 正态性连续变量非正态连续变量分类变量 ALT CReGFR-A ASTBMIHBeAg 年龄eGFR年龄-A 药物浓度ADV合用 性别 步骤三、用KM生存曲线画出某一位点的CK升高时间与累积危险函数之间的曲线,(KM曲线中状态选项选择服药四年CK数据组)并联合Log-rank检验,比较该位点突变与否对CK结局的差异。结果:9个位点P值均大于0.05 即:这些位点的变异对CK升高作用无差异。为验证统计操作的正确性,将TK2基因rs3826160位点进行统计,得到的KM曲线与Log-rankP值与陈丽师姐论文相同。故统计操作正确。 (SPSS输出结果见附件) 步骤四、对协变量进行单因素分析,排除rs位点突变与其他临床因素对CK产生相反作用,掩盖rs位点对CK结局影响的情况。 选择二元Logistic回归(除根据P值定性外,可提供OR值观察因素的影响程度)方法。影响CK 的临床因素(P<0.05)如下: 协变量P 性别0.000 药物浓度0.007 年龄0.032 BMI0.016 HBVDNA-A0.021 CR0.01 eGFR0.03 (SPSS输出结果见附件)
FANUCPMC立加FG信大全
F A N U C P M C立加F G 信大全 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
加工中心PMC用到的GF指令大全 完成信号辅助功能锁住信号倍率取消信号自动运行启动信号存储行程极限1切换信号 *IT---所有轴互锁信号 *ESP---紧急停止信号 *SP---自动运行停止信号 复位信号外部复位信号 G10,G11---*JV 0~*JV15手动进给速度倍率信号 G12---*FV0~*FV7---进给速度倍率信号 ,,ROV2---快速移动倍率信号 ,,,HA1B,HS1C---手轮轴选信号 ,,MP2---手轮增量进给信号手动快速移动选择信号 速度到达信号 *SSTP---主轴停止信号 G30---SOV0~SOV7---主轴速度倍率信号 ,,,MD2,MD4---方式选择信号 运行选择信号手动参考点返回选择信号 跳段信号所有轴机床锁住信号 G45---BDT2~BDT9---跳段信号单段信号 ,,,,KEY2,KEY3,KEY4---存储器保护信号 空运行信号 刚性攻丝信号反向旋转指令信号(串行主轴) 正向旋转指令信号(串行主轴)主轴定向(串行主轴) 机械准备就绪信号(串行主轴)报警复位信号(串行主轴) *ESPA---主轴急停(串行主轴) ,,,+J1,+J2,+J3,+J4---XYZA轴正向信号 ,,,,--J2,-J3,--J4---XYZA轴负向信号 ,,MI2---镜像信号轴锁住信号 轴伺服关断信号 ,,,*IT1,*IT2,*IT3,*IT4---XYZA互锁信号 —自动运行休止中信号自动运行启动中信号 伺服准备就绪信号报警中信号复位中信号 电池报警信号分配结束信号主轴使能信号 准备就绪信号空运行确认 手轮确认确认确认 确认自动确认编辑确认 跳段确认所有轴锁住确认单段确认 辅助功能锁住确认返回参考点确认 复位辅助功能选通主轴功能选通 刀具功能选通 F10---辅助功能代码 F26---刀具功能代码 ~~R12O---主轴12位速度代码信号 报警信号(串行主轴)速度0信号(串行主轴)速度检测信号(串行主轴)速度到达信号(串行主轴)定向完成信号(串行主轴) 软式操作面板开关信号刚性攻丝方式中信号 ,,,,ZP2,ZP3,ZP4----XYZA参考点返回完成信号
S参数精讲
S参数测量是射频设计过程中的基本手段之一。S参数将元件描述成一个黑盒子,并被用来模拟电子元件在不同频率下的行为。在有源和无源电路设计和分析中经常会用到S参数。 S参数是RF工程师/SI工程师必须掌握的内容,业界已有多位大师写过关于S 参数的文章,即便如此,在相关领域打滚多年的人,可能还是会被一些问题困扰着。你懂S参数吗? 请继续往下看...台湾同行图文独特讲解! 1、简介:从时域与频域评估传输线特性 良好的传输线,讯号从一个点传送到另一点的失真(扭曲),必须在一个可接受的程度内。而如何去衡量传输线互连对讯号的影响,可分别从时域与频域的角度观察。 S参数即是频域特性的观察,其中"S"意指"Scatter",与Y或Z参数,同属双端口网络系统的参数表示。
S参数是在传输线两端有终端的条件下定义出来的,一般这Zo=50奥姆,因为V NA port也是50奥姆终端。所以,reference impedance of port的定义不同时,S参数值也不同,即S参数是基于一指定的port Zo条件下所得到的。 2. 看一条线的特性:S11、S21 看一条线的特性:S11、S21 如下图所示,假设port1是讯号输入端,port2是讯号输出端 S11表示在port 1量反射损失(return loss),主要是观测发送端看到多大的的讯号反射成份;值越接近0越好(越低越好,一般-25~-40dB),表示传递过程反射(reflection)越小,也称为输入反射系数(Input Reflection Coefficient)。
S21表示讯号从port 1传递到port 2过程的馈入损失(insertion loss),主要是观测接收端的讯号剩多少;值越接近1越好(0dB),表示传递过程损失(loss)越小,也称为顺向穿透系数(Forward Transmission Coefficient)。 3、看两条线的相互关系:S31、S41 虽然没有硬性规定1、2、3、4分别要标示在线哪一端,但[Eric Bogatin大师]建议奇数端放左边,且一般表示两条线以上cross-talk交互影响时,才会用到S31。以上图为例,S31意指Near End Cross-talk (NEXT),S41意指Far End Cross-talk (FEXT). 4、看不同模式的讯号成份:SDD、SCC、SCD、SDC 以上谈的都是single ended transmission line (one or two line),接着要谈differential pair结构。
S参数详解
电子元器件S参数的含义和用途 在进行射频、微波等高频电路设计时,节点电路理论已不再适用,需要采用分布参数电路的分析方法,这时可以采用复杂的场分析法,但更多地时候则采用微波网络法来分析电路,对于微波网络而言,最重要的参数就是S参数。在个人计算机平台迈入GHz阶段之后,从计算机的中央处理器、显示界面、存储器总线到I/O接口,全部走入高频传送的国度,所以现在不但射频通信电路设计时需要了解、掌握S参数,计算机系统甚至消费电子系统的设计师也需要对相关知识有所掌握。 S参数的作用S参数的由来和含义 在低频电路中,元器件的尺寸相对于信号的波长而言可以忽略(通常小于波长的十分之一),这种情况下的电路被称为节点(Lump)电路,这时可以采用常规的电压、电流定律来进行电路计算。其回路器件的基本特征为: ●具体来说S参数就是建立在入射波、反射波关系基础上的网络参数,适于微波电路分析,以器件端口的反射信号以及从该端口传向另一端口的信号来描述电路网络。 ●针对射频和微波应用的综合和分析工具几乎都许诺具有用S参数进行仿真的能力,这其中包括安捷伦公司的ADS(Advanced Design System),ADS被许多射频设计平台所集成。 ●在进行需要较高频率的设计时,设计师必须利用参数曲线以及预先计算的散射参数(即S-参数)模型,才能用传输线和器件模型来设计所有物理元件。 ○电阻:能量损失(发热) ○电容:静电能量 ○电感:电磁能量 但在高频微波电路中,由于波长较短,组件的尺寸就无法再视为一个节点,某一瞬间组件上所分布的电压、电流也就不一致了。因此基本的电路理论不再适用,而必须采用电磁场理论中的反射及传输模式来分析电路。元器件内部电磁波的进行波与反射波的干涉失去了一致性,电压电流比的稳定状态固有特性再也不适用,取而代之的是“分布参数”的特性阻抗观念,此时的电路被称为分布(Distributed)电路。分布参数回路元器件所考虑的要素是与电磁波的传送与反射为基础的要素,即: ○反射系数 ○衰减系数 ○传送的延迟时间 分布参数电路必须采用场分析法,但场分析法过于复杂,因此需要一种简化的分析方法。微
FANUC系统部分操作面板简介
;k;lm/n 部分面板按键功能说 明(FANUC) 一、FANUC0系统MDI面板: FANUC0系统MDI面板各键功能说明表 键名称功能说明 RESET 复位键按下此键,复位CNC系统,包括取消报警、主轴故障复位、中 途退出自动操作循环和输入、输出过程等。 OUTPT START 输出启动键按下此键,CNC开始输出存中的参数或程序到外部设备。 地址和数字键按下这些键,输入字母、数字和其它字符。 INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键 以后,必须按下此键才能输入到CNC。另外,与外部设备通信时, 按下此键,才能启动输入设备,开始输入数据到CNC。CURSOR 光标移动键用于在CRT页面上,移动当前光标。 PAGE 页面变换键用于CRT屏幕选择不同的页面。 POS 页 面 切 位置显示键在CRT上显示机床当前的坐标位置。 PRGRM 程序键在编辑方式,编辑和显示在存中的程序。 在MDI方式,输入和显示MDI数据。
MENU OF SET 换 键 参数设置键刀具偏置数值和宏程序变量的显示的设定。 DGNOS PRGRM 自诊断的参数键设定和显示参数表及自诊表的容 * OPRALARM 报警号显示键按此键显示报警号 * AUXGRAPH 辅助图形图形显示功能,用于显示加工轨迹。 ALTER 编 辑 键 替代键用输入域的数据替代光标所在的数据。 DELET 删除键删除光标所在的数据。 INSRT 插入键将输入域之中的数据插入到当前光标之后的位置上。CAN 取消键取消输入域的数据。 EOB 回车换行键结束一行程序的输入并且换行。 *表示尚未开发的功能键 二、FANUC0系统车床标准面板 FANUC0系统车床标准面板功能说明表 按钮名称功能说明MODE(模式选择旋 钮) EDIT 编辑模式用于直接通过操作面板输入数控 程序和编辑程序。 AUTO 自动模式进入自动加工模式。 REF 回零模式机床回零;机床必须首先执行回 零操作,然后才可以运行。 MDI MDI模式单程序段执行模式。 STEP/HANDLE 单步/手轮方式手动方式,STEP是点动;HANDLE 是手轮移动。 JOG 手动方式手动方式,连续移动。 DRY RUN 空运行模式按照机床默认的参数执行程序 DNC DNC模式从计算机读取一个数控程序。
SNP基因型分析
Powerful, Proven Chemistry Whether your genotyping studies require targeted detection of essential SNPs, or the flexibility for choosing SNPs for mapping, TaqMan SNP Genotyping Assays are the technology of choice. Proven TaqMan probes, which incorporate minor groove binder (MGB) technology at the 3’ end, deliver superior allelic discrimination. The MGB molecule binds to the minor groove of the DNA helix, improving hybridization-based assays by stabilizing the MGB-probe/template complex. The increased binding stabilization permits the use of probes as short as 13 bases TaqMan ? SNP Genotyping Assays TaqMan ? SNP Genotyping Assays from Applied Biosystems provide a highly flexible technology for detection of poly-morphisms within any genome. With the simplest workflow available, TaqMan ? Assays are the quickest way to generate genotyping data. Based on powerful TaqMan ? probe and primer chemistry and designs, and coupled to dependable Applied Biosystems instruments and software, these Made-to-Order assays produce high-confidence results. These TaqMan Assays are ideal for genotyping applications including screening, associa-tion, candidate region, candidate gene, or fine-mapping studies. Content-rich marker-selection tools simplify study design and help you select from a library of human and mouse assays. This library includes over 4.5 million genome-wide human assays (of which 3.5 million are HapMap SNP-based assays, 160,000 are validated assays, and over 70,000 are coding region assays) and 10,000 mouse assays. We also offer over 2,600 Inventoried Drug Metabolism Genotyping Assays. Additionally, Custom TaqMan ? SNP Genotyping Assays let you create your own confidential assays by submitting target SNP sequences for any genome. Let TaqMan SNP Genotyping Assays accelerate the pace of your discovery by eliminating time-consuming experimental design and optimization. Figure 1. Allelic discrimination is achieved by the selective annealing of TaqMan ? MGB probes.
FANUC PMC的操作要点
FANUC PMC的操作 ?一:PMC的软键布局 PMC画面的进入 [SYSTEM]→[PMC] [PMCLAD]:梯形图的监控与编辑画面 ↓ 梯形图程序结构 [COLLECT] 梯形图集中监控画面 [GLOBAL] 全部梯形图 [LEVEL1] 梯形图一级程序 [LEVEL2] 梯形图二级程序 [P00010] 第10号子程序 [ZOOM]:梯形图监控和编辑画面 [PMCDGN]:PMC信号的诊断 ↓ [TITLE]:标题画面 [STA TUS]:信号状态画面 [ALARM]:PMC报警画面 [TARCE]:PMC信号追踪画面 [I/OCHK]:IO LINK诊断画面
[PMCPRM]:PMC参数 ↓ [TIMER]:定时器画面 [COUNTR]:计数器画面 [KEEPRL]:保持型k地址画面 [DA TA] :数据表画面 [SETING]:参数设定画面 [STOP]/[RUN]:PMC停止/启动 (正常运行时请不要进行此项操作) [EDIT]:PMC编辑画面(进入编辑画面时需停止PMC) ↓ [TITLE]:标题的编辑 [SYMBOL]:信号注释的编辑 [MESAGE]:外部信息的编辑 [MODULE]:IO模块的设定 [CROSS]:交叉点的设定 [CLEAR]:PMC的删除 ↓ [CLRTTL]:删除标题 [CLRLAD]:删除梯形图 [CLRSYM]:删除系统参数 [CLRMSG]:删除外部信息 [CLRALL]:删除全部 [CLRMDL]:删除IO模块设定 [CONDNS]:压缩PMC区域 [CLRPRM]:删除PMC参数 [SYSPRM]:系统参数画面 计数器数据类型=二进制/BCD码 [MONIT]:在线监控画面
S 文件格式详解
S19文件格式详解 1.概述 为了在不同的计算机平台之间传输程序代码和数据,摩托罗拉将程序和数据文件以一种可打印的格式(ASCII格式)编码成s格式文件。 S-record格式文件是Freescale CodeWarrior编译器生成的后缀名为.S19的程序文件,S格式文件是Freescale推荐使用的标准文件传送格式。编译完成之后,Freescale CodeWarrior编译器将在bin文件夹下自动生成“*.abs.s19”文件,这个文件包含最终下载带单片机中的所有内容。 是一段直接烧写进MCU的ASCII码,英文全称问Motorola format for EEPROM programming。 2.格式定义及含义 S-record每行最大是78个字节,156个字符。 S格式文件中的每一行称为一个S记录,每个S记录由记录类型、记录长度、存储地址、代码/数据、校验和5个部分组成。 每字节数据被编码成2个16进制字符,第一个字符代表数据的高四位,第二个字符代表数据的低4位。 5个部分具体内容如下: 记录类型/ 记录长度/ 存储地址/ (代码/数据) / 校验和 记录类型: 2个字符(即1个字节),用来描述记录的类型。记录供定义了8种类型: S0:S格式文件的第一个记录,表示文件名(含路径),存储地址部分没有使用,以0000置位。此记录表示记录的开始,无需下载到MCU。 S1: 地址长度为2字节(4个字符)的记录。记录类型是“S1”(0x5331)。地址场由2个字节地址来说明。数据场由可载入的数据组成。 S2: 地址长度为3字节的记录。记录类型是“S2”(0x5332)。地址场由3个字节地址来说
FANUCPMC培训课件
培训第一节 , , 发布:数控与未来 第一节:基础知识 .顺序程序的概念 所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。 在将程序转换成某种格式(机器语言)后,即对其进行译码和运算处理,并将结果存储在和中。高速读出存储在存储器中的每条指令,通过算数运算来执行程序。如下图所示: .顺序程序和继电器电路的区别:
上图所示: 继电器回路()和()的动作相同。接通(按钮开关)后线圈和中有电流通过,接通后断开。 程序中,和继电器回路一样,通后、接通,经过一个扫描周期后关断。但在中,(按钮开关)接通后接通,但并不接通。所以通过以上图例我们可以明白顺序扫描顺序执行的原理。 .的程序结构 对于的来说,其程序结构如下: 第一级程序—第二级程序—第三级程序(视的种类不同而定)—子程序—结束 如图:
在执行扫描过程中第一级程序每执行一次,而第二级程序在向的调试中传送时,第二级程序根据程序的长短被自动分割成等分,每中扫描完第一级程序后,再依 次扫描第二级程序,所以整个的执行周期是*。因此如果第一级程序过长导致每 扫描的第二级程序过少的话,则相对于第二级所分隔的数量就多,整个扫描周期相应延长。而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的程序,建议用子程序来编写,以减少的扫描周期。 输入输出信号的处理:
一级程序对于信号的处理: 如上图可以看出在内部的输入和输出信号经过其内部的输入输出存储器每由第一级程序所直接读取和输出。而对于外部的输入输出经过内部的机床侧输入输出存储器每由第一级程序直接读取和输出。 二级程序对于信号的处理: 而第二级程序所读取的内部和机床侧的信号还需要经过第二级程序同步输入信号存储器锁存,在第二级程序执行过程中其内部的输入信号是不变化的。而输出信号的输出周期决定于二级程序的执行周期。 所以由上图可以看出第一级程序对于输入信号的读取和相应的输入信号存储器中信号的状态是同步的,而输出是以为周期进行输出。第二级程序对于输入信号
FANUCPMC立加FG信号大全
加工中心PMC用到的GF指令大全 G4.3---FIN---完成信号 G5.6---AFL---辅助功能锁住信号 G6.4---OVC---倍率取消信号 G7.2---ST---自动运行启动信号 G7.6---EXLM---存储行程极限1切换信号 G8.0---*IT---所有轴互锁信号 G8.4---*ESP---紧急停止信号 G8.5---*SP---自动运行停止信号 G8.6---RRW---复位信号 G8.7---ERS---外部复位信号 G10,G11---*JV 0~*JV15手动进给速度倍率信号 G12---*FV0~*FV7---进给速度倍率信号 G14.0,G14.1---ROV1,ROV2---快速移动倍率信号 G18.0,G18.1,G18.2---HS1A,HA1B,HS1C---手轮轴选信号 G19.4,G19.5---MP1,MP2---手轮增量进给信号 G19.7---RT---手动快速移动选择信号G29.4---SAR---速度到达信号 G29.6---*SSTP---主轴停止信号 G30---SOV0~SOV7---主轴速度倍率信号 G43.0,G43.1,G43.2---MD1,MD2,MD4---方式选择信号 G43.5---DNC1---DNC运行选择信号 G43.7---ZRN---手动参考点返回选择信号 G44.0---BDT1---跳段信号 G44.1---MLK---所有轴机床锁住信号 G45---BDT2~BDT9---跳段信号 G46.1---SBK---单段信号 G46.3,G46.4,G46.5,G46.6---KEY1,KEY2,KEY3,KEY4---存储器保护信号
FANUCPMC的操作
FANUC PMC 的操作 ? 一:PMC 的软键布局 PMC 画面的进入 [SYSTEM]→ [PMC] ? [PMCLAD ]:梯形图的监控与编辑画面 ↓ [ZOOM]:梯形图监控和编辑画面 ? [PMCDGN]:PMC 信号的诊断 ↓ [TITLE]: 标题画面 [STATUS]: 信号状态画面 [ALARM]: PMC 报警画面 [TARCE]: PMC 信号追踪画面 [I/OCHK]: IO LINK 诊断画面 梯形图程序结构 [COLLECT] 梯形图集中监控画面 [GLOBAL] 全部梯形图 [LEVEL1] 梯形图一级程序 [LEVEL2] 梯形图二级程序 [P00010] 第10号子程序
?[PMCPRM]:PMC参数 ↓ [TIMER]:定时器画面 [COUNTR]:计数器画面 [KEEPRL]:保持型k地址画面 [DATA] :数据表画面 [SETING]:参数设定画面 ?[STOP]/[RUN]:PMC停止/启动 (正常运行时请不要进行此项操作) ?[EDIT]:PMC编辑画面(进入编辑画面时需停止PMC) ↓ [TITLE]:标题的编辑 [SYMBOL]:信号注释的编辑 [MESAGE]:外部信息的编辑 [MODULE]: IO模块的设定 [CROSS]:交叉点的设定 [CLEAR]: PMC的删除 ↓ [CLRTTL]:删除标题 [CLRLAD]:删除梯形图 [CLRSYM]:删除系统参数 [CLRMSG]:删除外部信息 [CLRALL]:删除全部 [CLRMDL]:删除IO模块设定 [CONDNS]:压缩PMC区域 [CLRPRM]:删除PMC参数 ?[SYSPRM]:系统参数画面 ?[MONIT]:在线监控画面 计数器数据类型=二进制/BCD码
DNA芯片技术与SNP分析
DNA芯片技术与SNP分析-------------------------- 摘要: 基因芯片技术作为一种新兴的生物技术,近年来得到迅速发展,其应用具有巨大的潜力。单核苷酸多态性(SNP) 作为新的遗传标记对基因定位及相关疾病研究的意义亦非常重大。本文主要介绍了DNA 芯片技术的原理和分类、单核苷酸多态性检测方法及DNA 芯片技术在单核苷酸多态性检测方面的应用。 生物芯片技术是90 年代初发展起来的,集分子生物学、微电子技术、高分子化学合成技术和计算机科学等于一身的一门新型技术。目前发展的生物芯片种类繁多, 如蛋白质芯片、基因芯片、激素芯片、药物芯片等。但最初的生物芯片主要用于对DNA 的测序, 基因表达谱的鉴定及基因突变体的检测、分析等方面[1 ] 。迄今为止, 使用最多的也是DNA 芯片。DNA 水平遗传多态性标记至今已经历了3 个阶段:限制性酶切片段长度多态性标记(RFLP) 、DNA 重复序列的多态性标记(包括小卫星、微卫星DNA 重复序列) 、单核苷酸多态性标记( single nucleotide polymorphisms , SNPs) [2 ] 。 SNP 具有数量多,分布广泛,易于快速、规模化筛查,便于基因分型等特点。伴随着SNP 检测和分析技术的进一步发展,尤其是与DNA 芯片等技术的结合, SNPs 在基因定位中具有 巨大优势和潜力, 并为DNA芯片应用于遗传作图提供了基础。由于基因芯片具有携带信息量大和检测方便的特点,使得用DNA 芯片对SNP 进行分析具有广阔的前景。DNA 芯片和SNP 分析已日益成为研究功能基因组学的工具。 1 基因芯片 基因芯片的基本原理是应用已知的核苷酸序列作为探针与标记的靶核苷酸序列进行杂交,通过对信号的检测进行定性与定量分析。基因芯片可在一微小的基片(硅片、玻片等) 表面集成大量的分子识别探针,能够在同一时间内平行分析大量基因,进行大信息量的检测分析 [3 ] 。基因芯片应用很广, 根据所用探针类型不同分为cDNA 微阵列(或cDNA微阵列芯片) 和寡核苷酸阵列(或芯片) ,根据应用领域不同而制备的专用芯片如毒理学芯片(toxchip) 、病毒检测芯片(如肝炎病毒检测芯片) 、p53 基因检测芯片等。根据其作用可分为检测基因质和量的芯片。量的检测包括:检测mRNA 水平、病原体的有无及比较基因组基因的拷贝数,既可用寡核苷酸芯片,又可用cDNA 芯片完成,但cDNA 芯片更具优势。质的检测包括:DNA 测序及再测序、基因突变和SNP 检测等,主要用寡核苷酸芯片完成。 2 SNP 单核苷酸多态性(SNP) 是指在基因组上单个核苷酸的变异,包括置换、颠换、缺失和插入。从理论上来看每一个SNP 位点都可以有4 种不同的变异形式,但实际上发生的只有两种,即转换和颠换,二者之比为2 :1。SNP 在CG序列上出现最为频繁,而且多是C转换为T ,原因是CG中的C 常为甲基化的,自发地脱氨后即成为胸腺嘧啶。一般而言,SNP 是指变异频率大于1 %的单核苷酸变异。在人类基因组中大概每1000 个碱基就有一个SNP ,人类基因组上的SNP 总量大概是3 ×106 个[4 ] 。 绝大多数疾病的发生与环境因素和遗传因素的综合作用有关,通常认为是在个体具有遗传易感性的基础上,环境有害因素作用而导致疾病。不同群体和个体对疾病的易感性、抵抗性以及其他生物学性状(如对药物的反应性等) 有差别,其遗传学基础是人类基因组DNA 序列的变异性, 其中最常见的是SNP。易感基因的特点是基因的变异本身并不直接导致疾病的发生,而只造成机体患病的潜在危险性增加,一旦外界有害因素介入, 即可导致疾病发生。另外在药物治疗中,易感基因的变异造成药物对机体的疗效和副作用不同。
FANUC_PMC的操作
FANUC PMC的操作 一:PMC的软键布局 PMC画面的进入 [SYSTEM]→[PMC] [PMCLAD]:梯形图的监控与编辑画面 ↓ 梯形图程序结构 [COLLECT] 梯形图集中监控画面 [GLOBAL] 全部梯形图 [LEVEL1] 梯形图一级程序 [LEVEL2] 梯形图二级程序 [P00010] 第10号子程序 [ZOOM]:梯形图监控和编辑画面 [PMCDGN]:PMC信号的诊断 ↓ [TITLE]:标题画面 [STATUS]:信号状态画面 [ALARM]:PMC报警画面 [TARCE]:PMC信号追踪画面 [I/OCHK]:IO LINK诊断画面
[PMCPRM]:PMC参数 ↓ [TIMER]:定时器画面 [COUNTR]:计数器画面 [KEEPRL]:保持型k地址画面 [DATA] :数据表画面 [SETING]: 参数设定画面 [STOP]/[RUN] [STOP]/[RUN]:PMC停止/启动 (正常运行时请不要进行此项操作) [EDIT]:PMC编辑画面(进入编辑画面时需停止PMC) ↓ [TITLE]:标题的编辑 [SYMBOL]:信号注释的编辑 [MESAGE]:外部信息的编辑 [MODULE]:IO模块的设定 [CROSS]:交叉点的设定 [CLEAR]:PMC的删除 ↓ [CLRTTL]:删除标题 [CLRLAD]:删除梯形图 [CLRSYM]:删除系统参数 [CLRMSG]:删除外部信息 [CLRALL]:删除全部 [CLRMDL]:删除IO模块设定 [CONDNS]:压缩PMC区域 [CLRPRM]:删除PMC参数 [SYSPRM]:系统参数画面 计数器数据类型=二进制/BCD码 [MONIT]:在线监控画面
illumina SNP 分析技术方案书
编号: JN-20110912 illumina SNP 分析技术方案书 晶能生物技术(上海)有限公司 二0一一年九月十二日
公司背景 Illumina公司是一家从事开发,制造及销售用于分析遗传变异和生物功能的综合系统的高科技公司,于1998年成立,2005年进入中国,2007和2009年两次入选福布斯杂志评出的全美年度成长速度最快的高科技公司,同时亚太地区是Illumina全球增长最快的区域。公司在福布斯所公布的2009年度成长最快的高科技公司中超越Google,位列榜首。 Illumina的业务范围包括生物芯片技术,和新一代高通量测序技术两大领域,具体则包括测序分析、基因表达分析、基因调控及表观遗传学分析、蛋白筛选分析、基因分型及CNV(拷贝数变异)分析。当然最为用户所知的是30倍磁珠覆盖产生的业内最高重复度及准确率,另外基因分型分析作为一种新兴遗传学技术,也正成为Illumina的一种核心技术。这项技术能够从核酸水平分析导致个体疾病的遗传变异,为多基因复杂疾病易感性,复杂疾病的发生机制和疾病防治与药物开发等领域的研究提供帮助。在Illumina领先技术引导下,以大规模SNP基因分型数据为基础的全基因组关联分析技术将为未来的个体化疾病诊断奠定基础。 Illumina并购新一代高通量测序技术公司Solexa后,测序成为Illumina 另一项核心技术,华大基因(BGI)近日花巨资购买的128台最新的测序系统 ----Hiseq 2000系统是Illumina公司新发布的最高通量测序系统。利用两个流动槽和一种新颖的双表面成像方法,HiSeq 2000能够在单次运行中产生600 Gb 的数据,每天能产生75 Gb。该平台已经将人类基因组的测序费用降至1万美元以下。要知道早在几年前人类基因组计划全球数个国家花费了数亿美元才完成这项工作。 晶能(Genergy)生物技术有限公司是illumina 自中国区总部移到上海后,联合各方资源成立的专业服务平台公司,公司成立以来完成了数百项服务项目,在华东地区竞争激烈的科研外包服务市场取得不错比例的市场份额,也赢得了客户的认可,公司服务实验室装备华东地区第一台Hiseq 2000测序仪,已经完美运作完成数十项二代深度测序项目。芯片平台如 iscan 平台至今已完成3项GWAS项目,总计5000个样本;各类基因芯片总计3500张。Sequenom质谱检测系统完成近20万个SNP位点分型。荧光定量服务近百项。晶能旨在能为广大科研开发工作者提供专业可靠的分子生物学科研外包服务。
snp协议
编号:_______________本资料为word版本,可以直接编辑和打印,感谢您的下载 snp协议 甲方:___________________ 乙方:___________________ 日期:___________________
snp协议 篇一:如何打开snmp协议 一、windows操作系统如何开启snmp? 以下以windowsxp为例 说明:1、找出与需要开启snmp协议的操作系统安装光盘;2、您必须作为一名管理员或管理员小组中的成员登录,来完成这些步骤;3、如果您的计算机连接到一个网络上,网络条规设置可能会阻止您完成这些步骤。 详细步骤: 1、将光盘插入光驱。 2、选择[控制面板7添加或删除程序],单击[添加/ 删除windows组件]进入windows组件向导,如下图所示: 3、在组件中选中“管理和监视工具” (使该选项变蓝即可,不要勾选或清除复选框),单击[详细信息],进入[管理和监视工具]对话框,如下图所示: 4、勾选“简单网络管理协议”复选框,并单击v确定>回到windows 组件向导界面,单击v下一步>,插入相应的cd或者指定文件存储位置的完整路径,然后单击v继续 >o有可能中途会需要再次选择路径。snmp会在安装后自动 启动,安装过程完成。 以windows7(snp 协议)系统为例(windowsserver20xx、
windowsserver20xx 与仕匕类彳以): 1、在控制面板中找到“程序和功能”。 2、在弹出的窗口中单击“打开或关闭windows功能”。 3 、勾选弹出窗口中的“简单网络管理协议(snmp)”项 后单击“确定”并根据提小完成安装即可。 4、点击“开始/运行”,在运行对话框中输入“services.msc ”,单击“确定”按钮。 5、从服务列表中找到“ snmpservice ”。 鼠标双击"snmpservice ”选项,在弹出的窗口中切换 到“安全”选项卡中,如果看不到“安全”选项卡,请重启计算机。 添加“接受的社区名称”,输入任意社区名称。 到这里被监控端的windows主机的snmp服务就配置完成了。 二、网络设备上如何打开snmp协议? 1、cisco设备为例: 登录网络设备; 输入enable进入特权模式,可以改变当前配置。显示 为cisco# 篇二:snmp协议入门教程 简单网络管理协议
FANUC系统部分操作面板简介
;k;lm/n 部分面板按键功能说 明(FANUC ) 、FANUC0系统MDI 面板: FANUC0系统MDI 面板各键功能说明表 键 名 称 功能说明 RESET 复位键 按下此键,复位CNC 系统,包括取消报警、主轴故障复位、中 途退出自动操作循环和输入、输出过程等。 OUTPT 输出启动键 按下此键,CNC 开始输出内存中的参数或程序到外部设备。 START 地址和数字键 按下这些键,输入字母、数字和其它字符。 -J CURSOR RESET B Ac
表示尚未开发的功能键
、FANUCO 系统车床标准面板 FANUC0系统车床标准面板功能说明表 按 钮 名称 功能说明 MODE (模式选择 旋钮) EDIT 编辑模式 用于直接通过操作面板输入数控 程序和编辑程序。 MODE ilEF/hAIUE 1 mi |AA AUTO 自动模式 进入自动加工模式。 nil s JO" ^F V\X CFVFUrj 邮户c REF 回零模式 机床回零;机床必须首先执行回 零操作,然后才可以运行。 MDI MDI 模式 单程序段执行模式。 STEP/HANDLE 单步/手轮方式 手动方式,STEP 是点动; HANDLE 是手轮移动。 JOG 手动方式 手动方式,连续移动。 DRY RUN 空运行模式 按照机床默认的参数执行程序 DNC DNC 模式 从计算机读取一个数控程序。 MODE Start Hold DRY RUN STFZHAMDLE hCI t JOG REF AUTO EDIT M01 Slop m ttff Single ?ock on off EMERGENCY STOP L SPIMDLE Start FEEDRATE OVERRIDE 10D tuou 1100 eo? 1200 70Q 130(1 bUO ? ★X. \ HM 500 * /T|| \ ' 1510 400 { ( ) \ I EDO 200 \ / ISflO HOO * * HOD t 2000