FANUC OI面板说明

FANUC OI—T/M说明
操作面板介绍
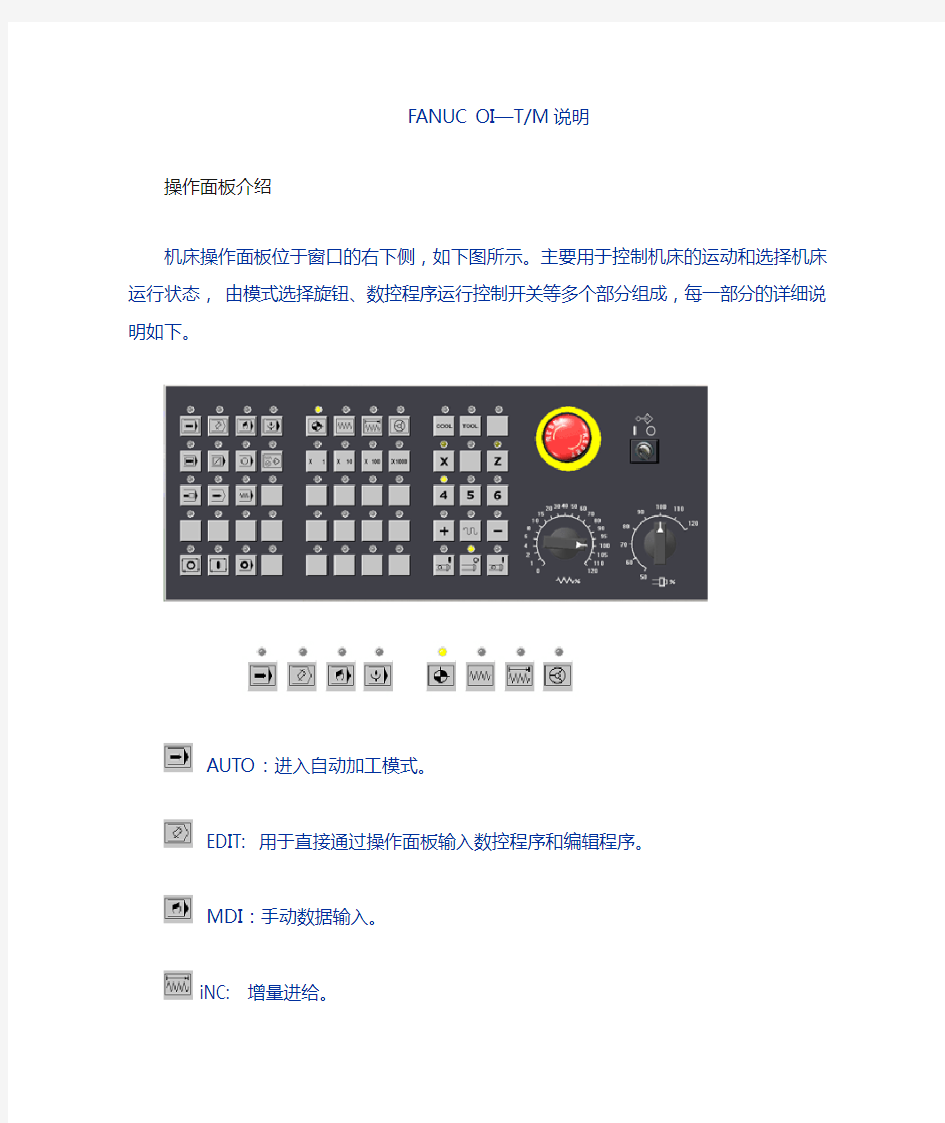
机床操作面板位于窗口的右下侧,如下图所示。主要用于控制机床的运动和选择机床运行状态,由模式选择旋钮、数控程序运行控制开关等多个部分组成,每一部分的详细说明如下。
AUTO:进入自动加工模式。
EDIT: 用于直接通过操作面板输入数控程序和编辑程序。
MDI:手动数据输入。
iNC: 增量进给。
手轮方式移动台面或刀具。JOG:手动方式,手动连续移动台面或者刀具。
:DNC位置在用232电缆线连接PC机和数控机床,选择数控程序文件传输。
REF:回参考点。
数控程序运行控制开关
程序运行开始;模式选择旋钮在“AUTO”和“MDI”位置时按下有效,其余时间按下无效。
程序运行停止,在数控程序运行中,按下此按钮停止程序运行。机床主轴手动控制开关
手动开机床主轴正转
手动开机床主轴反转
手动关机床主轴
手动移动机床台面按钮
单步进给量控制旋钮
选择手动台面时每一步的距离。X1为0.001毫米,X10. 为0.01毫米,X100为0.1毫米,X1kK为1毫米。置光标于旋钮上,点击鼠标左键选择。
进给速度(F)调节旋钮
调节数控程序运行中的进给速度,调节范围从0~150% 。置光标于旋钮上,点击鼠标左键转动。
主轴速度调节旋钮
调节主轴速度,速度调节范围从0~120%。
手脉
把光标置于手轮上,按鼠标左键,移动鼠标,手轮顺时针转,机床往正方向移动,手轮逆时针转,机床往负方向移动。
单步执行开关
每按次执行一条数控指令。
程序段跳读
自动方式按下次键,跳过程序段开头带有“/”程序。
程序停
自动方式下,遇有M00程序停止。
机床空转
按下此键, 各轴以固定的速度运动。
手动示教
冷却液开关
按下此键, 冷却液开。
在刀库中选刀
按下此键, 刀库中选刀。
程序编辑开关
置于“ON”位置,可编程序。
程序重启动
由于刀具破损等原因自动停止后,程序可以从指定的程序段重新启动。
程序锁开关
按下此键, 机床各轴被锁住。
数控系统介绍
在“视图”下拉菜单或者浮动菜单中选择“控制面板切换”后,数控系统操作键盘会出现在视窗的右上角,其左侧为数控系统
显示屏,如下图所示。用操作键盘结合显示屏可以进行数控系统操作。
数字/字母键
编辑键
替代键。用输入的数据替代光标所在的数据。
删除键。删除光标所在的数据;或者删除一个数控程序或者删除全部数控程序。
插入键。把输入域之中的数据插入到当前光标之后的位置。
修改键。消除输入域内的数据。
回撤换行键。结束一行程序的输入并且换行。
上档键。
页面切换键
数控程序显示与编辑页面。
位置显示页面。位置显示有三种方式,用PAGE按钮选择。
参数输入页面。按第一次进入坐标系设置页面,按第二
次进入刀具补偿参数页面。进入不同的页面以后,用PAGE 按钮切换。
系统帮助页面。
图形参数设置页面。
信息页面,如“报警”。
系统参数页面。
复位键。
翻页按钮(PAGE)
向上翻页。
向下翻页。
光标移动(CURSOR)
向上移动光标。
向下移动光标。
向左移动光标。
向右d移动光标。
输入键
输入键。把输入域内的数据输入参数页面或者输入一个外部的数控程序。
手动操作虚拟数控铣床
回参考点
*置模式旋钮在“”位置
*选择各轴,按住按钮,即回参考点.
移动
手动移动机床的方法有三种:
方法一: 连续移动()。这种方法用于较长距离的台面移动。
(1) 置模式旋钮在“JOG”位置:
(2) 选择各轴,按方向钮,按住按钮机床台面运动,松开后停止运动。
方法二: 点动(),这种方法用于微量调整,如用在对基准操作中。
(1) 置模式旋钮在“”位置:选择步进量。
(2) 选择各轴,每按一次,台面移动一步。
方法三: 操纵“手脉”(),这种方法用于微量调整。在实际生产中,使用手脉可以让操作者容易调整自己的工作位置。
开、关主轴
置模式旋钮在“JOG”位置。
按按钮开机床主轴、按关机床主轴
启动程序加工零件
置模式旋钮在“AUTO”位置
选择一个数控程序
按数控程序运行控制开关中的按钮
试运行程序
试运行程序时,机床和刀具不切削零件,仅运行程序.
置在机床锁位置
选择一个数控程序如O001后按调出程序。
按数控程序运行控制开关中的按钮。
单步运行
置单步开关于“ON”位置
数控程序运行过程中,每按一次执行一条指令。
选择一个数控程序
有二种方法进行选择
方法一:按编号搜索
选择默模式放在EDIT
按键入字母“O”
按键入数子“7”
键入搜索的号码:“O7”
按,“O7”显示在屏幕
上,
可输入程序段号“N30”,按搜索程序段
方法二: 选择模式AUTO位置
按键入字母“O”
按键入字母“7”,键入搜索的号码:“O7”
按开始搜索,“O7”显示在屏幕右上角,NC程序显示在屏幕上。
删除一个数控程序
选择模式在EDIT
按键入字母“O”
按键入字母“7”
键入要删除的程序的号码:“O7”
按, “O7”NC程序被删除。
删除全部数控程序
选择模式在EDIT
按
按键入字母“O”
键入“9999”
按全部数控程序被删除
搜索一个指定的代码
一个指定的代码可以是:一个字母或一个完整的代码。例如:“N0010”,“M”,“F”,“G03”等等。搜索在当前数控程序内进行。操作步骤如下:
在AUTO或EDIT
按
选择一个NC程序
输入需要搜索的字母或代码
按CURSOR开始在当前数控程序中搜索。
编辑NC程序(删除、插入、替换操作)
模式置于EDIT
选择
输入被编辑的NC程序名如“07”,按即可编辑。
移动光标
方法一:按PAGE或翻页,按CURSOR或移动光标。
方法二:用搜索一个指定的代码的方法移动光标。
输入数据:用光标点击数字/字母键,数据被输入到输入域。
键用于删除输入域内的数据。
删除、插入、替代
按键,删除光标所在的代码
按键,把输入域的内容插入到光标所在代码后面。
按键,把输入域的内容替代光标所在的代码。
通过控制箱操作面板手工输入NC程序
置模式开关在EDIT
按键,进入程序页面。
按键入“O7” 程序编名
键入程序名,但不可以与已有程序名的重复。
按键,开始程序输入。
输入程序,每次可以输入一个代码;方法见编辑NC程序中的输入数据操作和删除、插入、替换操作。
用回车换行键结束一行的输入后换行。再继续输入。
从计算机输入一个数控程序
置模式于DNC位置
在用232电缆线连接PC机和数控机床,选择数控程序文件传输。
按键切换到PROGRAM 页面
输入程序编号“Oxxxx”
按键,读入数控程序。
输入零件原点参数
置开关在EDIT或AUTO
按键进入参数设定页面,按“坐标系”
用PAGE和键在No1~No3坐标系页面和No4~No6坐标系页面之间切换,No1~No6分别对应G54~G59。
用CURSOR和选择坐标系。
输入地址字(X/Y/Z)和数值到输入域。方法参考“输入数据”操作
按键,把输入域中间的内容输入到所指定的位置。
输入刀具补偿参数
置模式开关在EDIT或AUTO
按键进入参数设定页面,按“”
用PAGE和键选择补偿号
用CURSOR和键选择补偿参数编号
输入补偿值到长度X方向、Z方向补偿、半经补偿以及刀位号
输入工件移参数
置模式开关在EDIT或AUTO
按键进入参数设定页面,按“工件移”
用CURSOR和键选择坐标,输入坐标
位置显示
按键切换到位置显示页面。
位置显示有三种方式,用PAGE和键或按键切换。MDI手动数据输入
置模式开关在,按分程序段号“N10”,输入程序如
G0X50;按“N10G0X50” 程序被输入,按循环启动键按钮。数控程序运行。
零件坐标系(绝对坐标系)位
置:
显示刀位点在当前零件坐标系中的位置。
相对坐标系位置:显示操作者预先设定为零的相对位置。综合显示:同时显示当时刀位点在以下坐标系中的位置
零件坐标系中的位置(ABSOLUTE)
相对坐标系中的位置(RELATIVE)
机床坐标系中的位置(MACHINE)
当前运动指令的剩余移动量(DISTANCE TO GO)
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ●开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸 (按)一次关闭电源。 ●功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选定后,电磁炉 便会自动默认工作。 ●童锁在选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁定或解除工作状态,关机 也会自动解除锁定。 ●火锅煎炒烧烤 按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设 定,按“增大”或“减小”键设定时间。 ●烧水泡茶煮饭热奶暖酒煲汤煲粥蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ●保温按此键进入自动保温状态。 ●快速加热火力 按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设定, 按“增大”或“减小”键设定时间。 ●定时按此键,进入时间设定状态,但在自动功能状态无此作用。 ●增大减小调节定时、火力、温度的大小,但在自动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“”报警提示音,风扇旋转分钟将机内余热吹散后停止转动。风扇停止转动后才可 拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。 自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至-80℃后,维持该温度约秒进行巴氏灭菌,并自动转入保温,分钟后自动关机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。 3.将盛有料理的专用锅具置于电磁炉面板中央。 4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在定温时,因锅具材质、形状及环境温度不同,实际温度与设定温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。 4.因自动功能受机器的初始温度影响较大,若刚使用过的电磁炉陶瓷板温度较高时,应冷却至常温再进行自动功能。 五、安全保护功能
GSM报警器使用说明书
语音型GSM报警器使用说明书系统简介 主机图
■ SIM卡安装 把SIM卡装入SIM卡座内■提示信息 主机设置 1、初次上电
按安装方法,打开SIM卡后盖,将SIM卡插入主机后面的SIM卡座内。再将通电的电源适配器输出端插入主机电源孔。此时,主机语音提示“欢迎使用智能型语音报警器”;之后,主机开始检测GSM网络,主机面板上的GSM信号灯开始闪烁(1秒闪一次),表示正在搜索GSM信号,直到网络正常后,GSM信号灯转为3秒闪一次。则表示GSM信号及SIM卡都正常。如果出现六防区灯同时闪烁及主机隔20秒重启一次表示主机未装SIM卡或检测SIM卡不正常。最后,将后备电池的开关拨到 [ON]状态即可。 2、报警留言录音: 设置录音的方法为: 按住【SET】键3秒,主机会语音提示“录音”,再次按SET退出录音。3、开启或关闭GSM模块 主机在出厂的状态GSM模块是开启的,如果用户未插手机卡,主机会不断的重启直到找到手机卡及GSM信号。 关闭GSM模块是指主机在上电开机后,主机不检测手机卡,主机只能作为一台现场报警器用。能现场报警鸣笛但不会往外拨打电话,在关闭GSM模块后如果主机未插手机卡,主机不会自动重启。 关闭GSM模块的方法是: 在主机撤防的状态下,按主机SET键3秒,这时录音灯亮起后松开SET键,等2秒再次按住SET键3秒,主机会提示“嘀 嘀嘀”三声。表示主机转入关闭GSM模块的状态。这时断开主机电源, 重新上电,主机会播“欢迎使用智能语音型报警器”后,会响“嘀 嘀嘀”三声,表示主机已转入关闭GSM模块的状态。 开启GSM模块的方法是: 在主机撤防的状态下,按主机SET键3秒,这时录
控制面板按键操作及屏显功能说明精编版
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ●开关开启及关闭电源,触摸(按)一次进入工作状 态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。 ●功能功能选择键,触摸(按)一次选择一种功能, 可按顺序循环选择,当功能选定后,电磁炉便会自动默认工作。 ●童锁在选定某一功能进入工作后,触摸(按)“童锁”, 电磁炉便会锁定或解除工作状态,关机也会自动解除锁定。 ●火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或 “减小”键调节火力,按“定时”键进入时间设 定,按“增大”或“减小”键设定时间。 ●烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ●保温按此键进入自动保温状态。 ●快速加热/火力 按上述键进入快速加热状态,按“增大”或“减 小”键调节火力,按“定时”键进入时间设定, 按“增大”或“减小”键设定时间。 ●定时按此键,进入时间设定状态,但在自动功能状 态无此作用。 ●增大/减小调节定时、火力、温度的大小,但在自 动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。
自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-80℃后, 维持该温度约30秒进行巴氏灭菌, 并自动转入保温,10分钟后自动关 机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220V AC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。 3.将盛有料理的专用锅具置于电磁炉面板中央。4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在定温时,因锅具材质、形状及环境温度不同,实际温度与设定温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。4.因自动功能受机器的初始温度影响较大,若刚使
西门子消防报警系统说明书CT11操作盘
Fire Safety S1151系统 产品说明 北京西门子西伯乐斯电子有限公司1/2 西伯乐斯生命财产的保障 CT11 系统操作盘 特点 ●标准H28壁挂式机箱。 ●操作盘和控制器之间通过C-总线通讯,对控制器FS1120 S1151进行重复操作和显示。 ●一个C-总线系统最多可接12台CT11操作盘。通过预先编程,每个操作盘既可操作显示整个系统,也 可只操作显示其中一部分区域。 ●根据工程需要,可安装在控制器机箱H47/67上,也可通过转接板安装在琴台、立式控制柜(台) 上。 ●自动诊断系统故障。故障状态下火警优先,甚至在主CPU故障情况下也能报应急火警。 ●能转换交互式探测器等部件的工作模式:即使在建筑装修、调试期间仍能探测、分析火灾。 ●采用液晶中文显示、菜单操作方式,可显示系统运行的各种信息、自动存储信息记录达1000条(见 文件3601:控制器操作说明)。 ●使用密码进入操作;分3个不同的操作级别。 应用 ●CT11用于交互式可编址两总线火灾报警联动系统中,配合S1151系列控制器,对整个或局部区域进 行操作并显示。 ●满足国家标准GB4717“火灾报警控制器通用技术条件”,其应用设计遵照国家标准GB50116“火灾 自动报警系统设计规范”。 性能 ●操作盘供电由控制器电源引出三条线:V(DC24V)、回路地(0V)、机壳地。所需固定电流(无液 ※一般指系统中的分区(Zone)、区域(Section)、地区(Area)的总数。 ●CT11操作盘可进行火灾显示盘扩展,详见文件3106。 结构 ●壁挂式机箱H28G220,外型尺寸520×300×70mm ,安装固定尺寸40×20mm。
FANUC机床使用说明书
机床使用說明書 (通用型) 系統型號 機械型號 面板型號 版本號
目錄 第一章電氣規格 第二章機床使用前注意事項 電氣規範 第一次啟動前注意事項 機床用電安全 機床操作注意事項 機床接地及注意事項 開機關機順序 開機操作順序 關機操作順序 機械原點複歸 緊急停止及恢復 第三章操作面板 機械操作面板外觀圖 機械操作面板功能說明 . 電源及緊急停止區 . 模式選擇區 . 軸的移動以及速度倍率選擇區 . 主軸控制區 . 自動操作功能區 . 周邊功能區
. 警示燈區 . 指示燈區第四章功能代碼表 第五章異警排除 附錄列表 附錄值設定一覽表 附錄定時器設置一覽表附錄計數器設置一覽表
第一章電氣規格 第二章機床使用前注意事項 電氣規範 本機床目的是用於金屬切削。例如銅、鐵、不銹鋼、鋼、鋁以及鋁合金屬。其他金屬或用途是不允許的。而且不適合使用在易燃物質或硬脆材質如鎂、陶瓷、木頭、玻璃和有毒物質等。假如有任何標準問題,為了防止人員的安全和保障貴公司的權益,請和本公司聯絡。 第一次啟動前注意事項 ●操作前請仔細閱讀本書和數控系統的使用手冊 ●由於經過運輸過程中的顛簸,拆箱後請先檢查三向的運輸固 定裝置是否完好,檢查主軸箱與配重錘之間的連接件是否牢固可靠。 ●在機床運行之前,必須檢查三向及主軸箱和配重錘的運輸固 定架和固定螺釘是否已全部拆除。 ●首次啟動機床或停用較長時間後,再次啟動機床時,打開電 源後,應等待分鐘,待機床充分潤滑後,再操作機床。 ●在機床首次使用前,必須將主軸打刀用增壓缸的油杯注滿液 壓油,並排除缸體中的氣體,以確保打刀的可靠性及打刀力,從而避免損傷機床及人員。
报警器使用说明书
一、概述: 品牌大眼睛型号HP-99GSM类型防盗报警电话工作电压12(V)无线接收频率315(MHz)报警喇叭声强120(dB)录音留言时长6(S)储存电话号 二、详细说明: 品牌大眼睛型号HP-99GSM 类型防盗报警电话工作电压12(V) 无线接收频率 315(MHz)报警喇叭声强 120(dB) 录音留言时长 6(S)储存电话号码 6(个) 电话号码位长 11(位)报警项目多功能 密码设置功能有 系统安装 系统简介 本报警器由报警主机和各种无线连接的配件组成。当有人非法进入设防区域时,主机就会发出警报声,并且拨打主人的电话,主人收到通知后可立即赶回家或通知附近的亲朋好友处理,也可以通过电话监听现场的声音,进行远程操作。 报警器安装 把电话线外线插头插入主机的LINE2孔,用报警器附带的电话线将主机的LINE1孔与电话机相连,然后接上电源和警号,此时主机会发出“B”的一声,电源指示灯常亮,表示主机已开始工作。 门磁安装 将随机配备的双面胶把磁条贴在门上,门磁发射盒贴在门框上,安装时注意将磁条靠近发射盒上有指示灯一侧,两者对齐,间距越小越好。 红外探测器的安装 红外探测器的原理是感应人体发出的红外线信号,它能感应到人体的移动,探测距离通常为5-12米,红外探头应装在离地2.2米左右的位置,对准要探测的区域。红外只能安装在室内,不要对着太阳光,不要对着窗户及温度容易改变的地方。红外安装的位置会影响到探测距离及探测的准确性。 GSM卡安装 抽出主机背后的SIM卡盖,用手指压住SIM卡座向后推动,翻开卡座盖板,将SIM卡按豁口位置插入盖板,保持SIM卡缺角与板上缺角方向一致,压下盖板向前推动扣住SIM卡即可。 功能设置 所有设置都需要在撤防下进行,所有正确的操作均是长响一声,错误的操作都是两声短响
FANUCOI面板说明书
FANUC OI—T/M说明 操作面板介绍 机床操作面板位于窗口的右下侧,如下图所示。主要用于控制机床的运动和选择机床运行状态,由模式选择旋钮、数控程序运行控制开关等多个部分组成,每一部分的详细说明如下。 AUTO:进入自动加工模式。 EDIT: 用于直接通过操作面板输入数控程序和编辑程序。 MDI:手动数据输入。 iNC: 增量进给。 手轮方式移动台面或刀具。JOG:手动方式,手动连续移动台面或者刀具。
:DNC位置在用232电缆线连接PC机和数控机床,选择数控程序文件传输。 REF:回参考点。 数控程序运行控制开关 程序运行开始;模式选择旋钮在“AUTO”和“MDI”位置时按下有效,其余时间按下无效。 程序运行停止,在数控程序运行中,按下此按钮停止程序运行。机床主轴手动控制开关 手动开机床主轴正转 手动开机床主轴反转 手动关机床主轴 手动移动机床台面按钮 单步进给量控制旋钮
选择手动台面时每一步的距离。X1为0.001毫米,X10. 为0.01毫米,X100为0.1毫米,X1kK为1毫米。置光标于旋钮上,点击鼠标左键选择。 进给速度(F)调节旋钮 调节数控程序运行中的进给速度,调节围从0~150% 。置光标于旋钮上,点击鼠标左键转动。 主轴速度调节旋钮 调节主轴速度,速度调节围从0~120%。 手脉
把光标置于手轮上,按鼠标左键,移动鼠标,手轮顺时针转,机床往向移动,手轮逆时针转,机床往负方向移动。 单步执行开关 每按次执行一条数控指令。 程序段跳读 自动方式按下次键,跳过程序段开头带有“/”程序。 程序停 自动方式下,遇有M00程序停止。 机床空转 按下此键, 各轴以固定的速度运动。
报警主机使用说明书(中文版)
报警主机使用说明书(中文版) 注意事项: 1.安装场所 远离高温的热源和环境,避免阳光直接照射。 为确保本机的正常散热,应避开通风不良的场所。 为了防止电击和失火,请勿将本机放置于易燃、易爆的场所。 小心轻放本机避免强烈碰撞、振动等,避免安装在会剧烈震动的场所。MV2516智能报警主机避免在过冷、过热的场所间相互搬动本机,以免机器内部产生结露,影 响机器的使用寿命。 (ALARM CONTROLLER) 2.避免电击和失火 使用说明书切记勿用湿手触摸电源开关和本机。 勿将液体溅落在本机上,以免造成机器内部短路或失火。 (中文版第一版)勿将其它设备直接放置于本机上部。 安装过程中进行接线或改线时,都应将电源断开,预防触电。 重要提示: 为了避免损坏,请勿自动拆开机壳,必须委托有资格有专业维修人员在 指定的维修单位进行维修。 清洁装置时,请勿使用强力清洗剂,当有灰尘时用干布擦拭装置。 不得在电源电压过高和过低的场合下使用该本机。 务请通读本使用说明书,以便您掌握如何正确使用本机。当您读本说明 书后,请把它妥善保存好,以备日后参考。如果需要维修,请在当地与 经本公司授权的维修站联系。 环境防护: 本机符合国家电磁辐射标准,对人体无电磁辐射伤害。 申明: 产品的发行和销售由原始购买者在许可协议条款下使用; 未经允许,任何单位和个人不得将该产品全部或部分复制、再生或翻译深圳市智敏科技有限公司 成其它机器可读形式的电子媒介; SHEN ZHEN ZHI MIN TECHNOLOGY CO.,LTD. 本手册若有任何修改恕不另行通知; Copyright 2000-2004. All Rights Reserved.因软件版本升级而造成的与本手册不符,以软件为准。
火灾自动报警系统设计说明书
目录 1 引言.............................................. 错误!未定义书签。 2 工程概况.......................................... 错误!未定义书签。3火灾自动报警系统设计.............................. 错误!未定义书签。 火灾自动报警系统保护对象分级.................... 错误!未定义书签。 火灾自动报警系统形式的确定...................... 错误!未定义书签。 探测区域和报警区域划分.......................... 错误!未定义书签。 确定火灾探测器的种类、设置部位和数量............ 错误!未定义书签。 火灾探测器种类的选择......................... 错误!未定义书签。 火灾探测器的设置............................. 错误!未定义书签。 手动火灾报警按钮的设置.......................... 错误!未定义书签。 火灾报警控制器和监控系统的选择和系统布线以及工程应用错误!未定义书签。 消防联动控制设计................................ 错误!未定义书签。 火灾应急广播或火灾警报装置设置.................. 错误!未定义书签。4设计体会.......................................... 错误!未定义书签。参考资料............................................ 错误!未定义书签。
FANUC 系列操作面板各按键
FANUC 系列操作面板各按键: RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。 CURSOR(光标移动键):移动光标至编辑处 PAGE(页面转换键):显示器画面向前变换页面,显示器画面向后变换页面。 地址和数字键:按下这些键,输入字母、数字和其它字符 POS(位置显示键):在CRT上显示机床现在的位置。 PRGRM(程序键):在编辑方式,编辑和显示内存中的程序。在MDI方式,输入和显示MDI数据 。在自动方式,指令值显示。 MENU OFFSET(偏置值设定和显示)。 DGNOS PARAM(自诊断参数键)。 参数设定和显示,诊断数据显示 OPR ALARM(报警号显示键):报警号显示及软件操作面板的设定和显示 AUX GRAPH(图形显示键):图形显示功能 INPUT(输入键):用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入。 OUTPT START(输出启动键)。 ALTER(修改键):修改存储器中程序的字符或符号。 INSRT(插入键):在光标后插入字符或符号。 CAN(取消键):取消已键入缓冲器的字符或符号。 DELET(删除键):删除存储器中程序的字符或符号。 A 坐标字绕X轴旋转。 B 坐标字绕Y轴旋转。 C 坐标字绕Z轴旋转。 D 补偿号刀具半径补偿指令。 E 第二进给功能。 F 进给速度进给速度的指令。 G 准备功能指令动作方式。H 补偿号补偿号的指定。 I 坐标字圆弧中心X轴向坐标。J 坐标字圆弧中心Y轴向坐标。 K 坐标字圆弧中心Z轴向坐标。L 重复次数固定循环及子程序的重复次数。 M 辅助功能机床开关指令。N 顺序号顺序段序序号。 O 顺序号顺序号、子程序顺序号的指定。P 暂停或程序中某功能的开始使用的程序号。 Q 固定循环终止段号或固定循环中的定距。 R 坐标字固定循环中的定距离或圆弧半径的指定。 S 主轴功能主轴转速指令。T 刀具功能刀具编号指令。 U 坐标字与X轴平行的附加轴的增量坐标值或暂停时间。 V 坐标字与Y轴平行的附加轴的增量坐标值。 W 坐标字与Z轴平行的附加轴的增量坐标值。 X 坐标字X轴的绝对坐标值或暂停时间。 Y 坐标字Y轴的绝对坐标值。 Z 坐标字Z轴的绝对坐标值。
110联网报警系统使用手册
“110”联网报警系统使用手册 一、 键盘使用方法 第一步:布防,指令1 2 3 4# 时间:下班 操作:在键盘上输入1 2 3 4# 注意事项:1、布防时防区指示灯(即“红色数字灯”)必须全部熄灭、 准备绿灯常亮。否则,布防无效; 2、布防后应在60秒内立即离开布防区域,否则,会触发 报警。 说明:红外探测器针对移动的物体,即在红外探测器覆盖区域有人移 动,防区指示灯常亮;若红外探测器覆盖区域没有人或没有人 移动,防区指示灯将熄灭。例如,键盘上1防区指示灯常亮, 则表示1防区对应的红外探测器覆盖区域,有人移动:键盘1 防区指示灯熄灭,则表示1防区对应的红外探测器覆盖区域, 没有人或者没有人移动。 退出延时时间是根据在控制键盘上布、撤防后退出防区的时间设置的,所以系统布防后应尽快退出。 第二步:撤防,指令1 2 3 4 # 时间:上班
操作:在键盘上输入1 2 3 4# 注意事项:1、一般情况,即平时上班时,应在进入布防区域30秒内,及时撤防,否则,会触发报警; 2、紧急情况,即触发报警时,应先即使撤防(输入1234#) 消除报警声响;再消除防区(输入*1#),防区指示灯 将不再闪烁,系统进入正常运行。 第三步:消除防区,指令* 1 # 时间:触发报警后(防区灯闪烁) 操作:在键盘上输入* 1 # 注意事项:防区指示灯在不停闪烁时,应立即消除防区,否则,防区所对应的红外探测器覆盖区域将失去报警作用。例如,键 盘上1防区指示灯在闪烁,则1防区对应红外探测器覆盖 区域将失去报警作用。 二、紧急按钮的使用方法 第一步:紧急按钮属于24小时即使报警,将按钮按下,将发出报警声响,并上传报警信息到“110”指挥中心。 第二步:用紧急按钮上的钥匙将按钮复位: 第三步:在键盘上,应先即使撤防(输入1234#)消除报警声响;再消除防区(输入*1#),防区指示灯将不再闪烁,系统进入正 常运行。 如有问题,请拨打咨询电话:2308486
FANUC系统部分操作面板简介
;k;lm/n 部分面板按键功能说 明(FANUC) 一、FANUC0系统MDI面板 : FANUC0系统MDI面板各键功能说明表 键名称功能说明 RESET 复位键按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途 退出自动操作循环与输入、输出过程等。 OUTPT START 输出启动键按下此键,CNC开始输出内存中的参数或程序到外部设备。 地址与数字键按下这些键,输入字母、数字与其它字符。 INPUT 输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以 后,必须按下此键才能输入到CNC内。另外,与外部设备通信时, 按下此键,才能启动输入设备,开始输入数据到CNC内。CURSOR 光标移动键用于在CRT页面上,移动当前光标。 PAGE 页面变换键用于CRT屏幕选择不同的页面。 POS 页 面 切 换 键位置显示键在CRT上显示机床当前的坐标位置。 PRGRM 程序键在编辑方式,编辑与显示在内存中的程序。 在MDI方式,输入与显示MDI数据。MENU OF SET 参数设置键刀具偏置数值与宏程序变量的显示的设定。 DGNOS PRGRM 自诊断的参数键设定与显示参数表及自诊表的内容*
OPRALARM 报警号显示键按此键显示报警号* AUXGRAPH 辅助图形图形显示功能,用于显示加工轨迹。 ALTER 编 辑 键 替代键用输入域内的数据替代光标所在的数据。 DELET 删除键删除光标所在的数据。 INSRT 插入键将输入域之中的数据插入到当前光标之后的位置上。CAN 取消键取消输入域内的数据。 EOB 回车换行键结束一行程序的输入并且换行。 *表示尚未开发的功能键 二、FANUC0系统车床标准面板 FANUC0系统车床标准面板功能说明表 按钮名称功能说明MODE(模式选择旋 钮) EDIT 编辑模式用于直接通过操作面板输入数控 程序与编辑程序。 AUTO 自动模式进入自动加工模式。 REF 回零模式机床回零;机床必须首先执行回 零操作,然后才可以运行。 MDI MDI模式单程序段执行模式。 STEP/HANDLE 单步/手轮方式手动方式,STEP就是点 动;HANDLE就是手轮移动。 JOG 手动方式手动方式,连续移动。 DRY RUN 空运行模式按照机床默认的参数执行程序 DNC DNC模式从计算机读取一个数控程序。运行控制按钮START 循环启动程序运行开始;模式选择旋钮在 “AUTO”或“MDI”位置时按 下有效,其余模式下使用无效。 HODE 进给保持程序运行暂停,在程序运行过程 中,按下此按钮运行暂停。按 “START”恢复运行。
报警器使用说明书
报警器使用说明书
EC-5120 时钟显示型120防区报警器使用说明书 1系统简介 本系统是时钟显示型120防区家用/商用防盗报警系统,功能实用,性价比高、配置齐全、操作简单。系统采用微电脑处理技术,报警时现场发出120分贝的警报声,同时拨打用户预设的9组电话通知用户。四位数码管显示报警的方位。无线连接红外,门磁,烟雾探测器,燃气探测器,紧急按钮等配件。广泛应用于家庭、工厂、学校、商铺、便利店、财务室、别墅、小区等需要防护的地方。保护财产不受侵害。 2功能简介 ■时钟显示型数码显示屏,具有二组闹铃功能,响铃时间可调。 ■主机有120组无线防区,每个防区有8种防区类型可供选择,可设普通防区、留守防 区、智能防区、紧急防区、关闭防区、门铃防区、迎宾防区、老人求助防区。 ■四组定时布撤防功能,每组定时布撤防可选取星期及不同的防区,省去手动频繁布 撤防,真正实现智能化全自动控制。 ■报警时自动拨打用户设置的9组电话号码;不同的防区能够拨打预设的号码组合, 掉电不丢号码。
■10秒自定义留言录音。可在主机上回放录音。并内嵌人工语音,用户在远程接警 时能知道警情发生的地点及防区号。 ■异地远程监听功能,并能远程电话布防、撤防。 ■无线智能学习配件,学习对码快捷简便,主机可兼容2262及百万组编码,可学习150个遥控器及150个探测器,不 同编码的遥控器能够控制特定的分防区。 ■集成高精度的时钟芯片,时钟走时准确。 ■独有的黑匣子功能,可显示出最近的72条布撤防记录和102条最近的报警记录。 精确显示出报警的时间及防区号。 一、120防区时钟显示型智能防盗报警系统的组成与使用方法 布防 布防是指家中无人时,需要对报警现场进行全方位的探测警戒;报警器的所有探测器处于工作状态,当有探测源(防盗、防火、煤气泄漏等)触发探测器时,报警系统马上报警。布防操作后,主机的[布防]灯长亮,同时显示屏上显示“BF”1秒。 遥控操作:按遥控器的[布防]键一次即可。 键盘操作:按主机键盘[布防]键一次即可。 留守布防 留守布防是指用户有人在家时,为了安全起见,需要让报警系统
FANUC0i系统操作面板示意图及操作说明
按下此键,则可使用手动脉冲产生器来移动各轴。按下此键,则可依循自动速度倍率,按压各轴的手动控制键来移动各轴。 按下此键,则可依循寸动速率,按压各轴的手动控制键来移动各轴。 按下此键再按压手动控制键任何一键,则该轴会归复原点。 按下此键,则程序欲执行自动运转。 是用于下达或编辑暂时之工作指令,详情请参阅操作手册。 用于传进数据或加工程序用,详细请参阅操作手册”程序输入方式”。 按下此键,进入程序边传边做模式。
按下此键,在自动操作模式下一次只会执行一个单节即停止。(详细使用时机,请参阅NC的操作手册。) 按下此键,程序指示前出现”/ ” 前置符号,则该指令无效。关闭为有效。(详细使用时机,请参阅NC 的操作手册。) 按下此键,M01指令程序停止有效。(详细使用时机,请参阅NC的操作手册。) 按下此键,各轴将受制于NC控制器的”机械锁定功能”而受限制,画面中,各轴的坐标数值变化,实际上却无法移动。(详细使用时机,请参阅NC的操作手册。) 在自动模式下执行程序时,按下此键,三轴移动速度转动为寸动(近给)速度;同时间,程序内所设定的F指令无效。(详细使用时机,请参阅NC的操作手册。) 程序中断,可以原位置重新启动。(详细使用时机,请参阅NC的操作手册。) 按下此键,辅助功能M、S、T指令不执行。(详细使用时机,请参阅NC的操作手册。)
X轴正方向寸动,或快速移动。 X轴反方向寸动,或快速移动。 Y轴正方向寸动,或快速移动。 Y轴反方向寸动,或快速移动。Z轴正方向寸动,或快速移动。 Z轴反方向寸动,或快速移动。 第四轴正方向寸动,或快速移动。第四轴反方向寸动,或快速移动。
紧急呼叫系统使用说明书
紧急呼叫系统使用说明书 一:软件安装与硬件安装 (2) 1:软件安装 (2) 2:安装运行环境 (2) 3:DX4010模块连接与编程 (2) 二:用户登录、注销与退出、密码修改 (2) 1:用户登录 (2) 2:用户注销 (3) 3:用户退出 (3) 4:密码修改 (4) 三:主机管理 (4) 四:用户管理 (5) 五:防区管理 (6) 1:防区添加删除修改 (7) 2:地图导入 (7) 3:绘制地图 (7) 4:调整位置 (8) 六:数据管理 (9) 1:查询数据 (10) 2:打印数据 (10) 3:数据整理 (11) 4:导出数据 (11) 七:主界面操作 (11) 1:快捷提示信息 (12) 2:用户布防撤防 (12) 3:切换防区地图 (12) 4:报警弹窗提示 (13) 八:系统设置 (13) 1:基本设置 (14) 2:开关设置 (14) 3:转发设置 (15) 4:其他设置 (15) 九:附录 (17) 1:DS7400主机简易编程手册 (17) 2:配置文件说明 (19)
紧急呼叫系统是由厦门三六零度安防设备有限公司定制开发的用于酒店宾馆敬老院等场所的安防报警系统,软件具备防区管理、数据管理、查询打印、用户管理等功能,操作简单功能强大,同时支持多款主流报警主机。 一:软件安装与硬件安装 1:软件安装 找到安装包如图,双击运行,开始安装。依次点击下一步直到安装完成。 2:安装运行环境 说明:软件运行需要.NET2.0框架(WIN7系统自带了.NET2.0框架),如果已经安装过了,可以跳过此步,不知道是否已经安装.NET环境的话,按照下面步骤安装会提示已经存在字样,说明已经安装。 操作步骤:开始菜单→紧急呼叫系统→ 开始菜单→紧急呼叫系统→注册控件 依次单击下一步到完成安装。 3:DX4010模块连接与编程 模块接线参照DX4010模块使用说明书,上面有两个串口,一个是普通的串口,一个是USB 形式的串口,两个串口会同时往外发消息,消息内容一致。建议用USB转串口连接电脑,安装好USB转串口驱动,然后通讯编程4019 18# 4020 20#,通讯成功的话可以看到DX4010模块一个红色灯闪烁。 二:用户登录、注销与退出、密码修改 1:用户登录 软件启动后,弹出登录界面,如果在系统设置中启用了开机启动和自动登录,软件启动后会直接启动主界面,不用登录。选择用户名(默认为admin,软件会记住最近一次登录成功的用户,并自动填写到用户列表),输入密码,单击登录,密码错误会弹出密码错误提示框,
智能报警器说明书
智能报警器说明书 篇一:报警器使用说明书 EC-5120 时钟显示型120防区报警器使用说明书 1 系统简介 本系统是时钟显示型120防区家用/商用防盗报警系统,功能实用,性价比高、配置齐全、操作简单。系统采用微电脑处理技术,报警时现场发出120分贝的警报声,同时拨打用户预设的9组电话通知用户。四位数码管显示报警的方位。无线连接红外,门磁,烟雾探测器,燃气探测器,紧急按钮等配件。广泛应用于家庭、工厂、学校、商铺、便利店、财务室、别墅、小区等需要防护的地方。保护财产不受侵害。 2 功能简介 ■时钟显示型数码显示屏,具有二组闹铃功能,响铃时间可调。 ■主机有120组无线防区,每个防区有8种防区类型可供选择,可设普通防区、留守防区、智能防区、紧急防区、关闭防区、门铃防区、迎宾防区、老人求助防区。■四组定时布撤防功能,每组定时布撤防可选取星期及不同的防区,省去手动频繁布撤防,真正实现智能化全自动控制。 ■报警时自动拨打用户设置的9组电话号码;不同的防区可以拨打预设的号码组合,掉电不丢号码。 ■ 10秒自定义留言录音。可在主机上回放录音。并内
嵌人工语音,用户在远程接警时能知道警情发生的地点及防区号。 ■异地远程监听功能,并能远程电话布防、撤防。 ■无线智能学习配件,学习对码快捷简便,主机可兼容2262及百万组编码,可学习150个遥控器及150个探测器,不同编码的遥控器可以控制特定的分防区。■集成高精度的时钟芯片,时钟走时准确。 ■独有的黑匣子功能,可显示出最近的72条布撤防记录和102条最近的报警记录。精确显示出报警的时间及防区号。 一、120防区时钟显示型智能防盗报警系统的组成与使用方法布防 布防是指家中无人时,需要对报警现场进行全方位的探测警戒;报警器的所有探测器处于工作状态,当有探测源(防盗、防火、煤气泄漏等)触发探测器时,报警系统马上报警。布防操作后,主机的[布防]灯长亮,同时显示屏上显示“BF”1秒。遥控操作:按遥控器的[布防]键一次即可。键盘操作:按主机键盘[布防]键一次即可。 留守布防 留守布防是指用户有人在家时,为了安全起见,需要让报警系统外围的门、窗、阳台、周界探测器工作,而又不想自己触发室内的探测器产生误报。此时选择留守布防,让一
FANUC系统加工中心面板各键使用方法
FANUC系统加工中心面板各键使用方法 1 ALTER 修改程序及代码 2 INSRT 插入程序 3 DELET 删除程序 4 EOB 完成一句(END OF BLOCK) 5 CAN 取消(EDIT 或MDI MODE 情况下使用) 6 INPUT 输入程序及代码 7 OUTPUT START 输出程序及指令 8 OFFSET 储存刀具长度、半径补当值9 AUX GRAPH 显示图形 10 PRGRM 显示程序内容11 ALARM 显示发生警报内容或代码 12 POS 显示坐标13 DGONS PARAM 显示自我诊断及参数功能14 RESET 返回停止15 CURSOR 光标上下移动 16 PAGE 上下翻页19 G 准备功能代码 17 O 程序号码由O0001~O999918 N 顺序号码由N0001~N9999 20 X 坐标轴运动方向指令21 Y 坐标轴运动方向指令 22 Z 坐标轴运动方向指令23 H 长度补偿功能代码 24 F 进给(FEED)指令25 R 圆弧半径指令 26 M 辅助功能指令27 S 主轴指速指令 28 T 刀具号码29 D 半径补偿功能代码 30 I . J .K 圆弧起点至圆弧中心距离(分别在X,Y,Z轴上) 31 P 子程序调用代码 32 PROGRAM PROTECT 程序记忆保护开关33 MEMORY 自动执行程序 34 EDIT 编辑35 MDI 手动编辑36 SINGL BLOCK 单句执行 37 BLOCK DELET 指定不执行单句程序(与/ 键共享) 38 OPT STOP 选择性停止(与M01码共享)39 DRY RUN 空运行 40 PRG TEST 不执行M.S.T.码指令41 CYCLE START 循环 动(执行程序)绿灯 42 CYCLE STOP 循环停止(暂停程序)红灯43 PRG STOP 程序停止(与M00共享) 44 HOME 返回X.Y.Z.各轴机械原点;45 JOG 手动进给(行位或切削) 46 MPG 手动 驱动器50 HIGH 手动快速进给 51 SPDL DEC 主轴(RPM) 速52 SPDL 100% 执行程序中S指令 速 53 SPDL CW 主轴顺时钟转动54 SPDL STOP 主轴停止 55 SPDL CCW 主轴逆时钟转动56 SPDL INC 主轴(RPM)增速 57 Z+,Y+,X+ 机床X.Y.Z.轴往正方向移动58 Z-,Y-,X- 机床X.Y.Z.轴往负方向移动59 4-,4+ 机床第四轴60 TRVRS 执行机床各轴移动指令 61 CLNT ON 供应切削液62 CLNT OFF 停止供应切削液 63 CLNT AUTO 自动执行供应切削液64 OVERRIDE 切削速度随控0--150% 65 EMERGENCY STOP 紧急停止66 THERMAL ALARM 主轴负荷过热报警 67 LUB ALARM 润滑油不足报警70 RAPID OVERRIDE 快速行程控制 71 DNC 直接数控:由于外部接口设备输入程序至数控机床,而又因子控机床本身记忆容量有限,需要执行边读边做(即同时执行收取程序和执行程序指令动作),称为DNC操作。当完成DNC操作后,数控机床记忆是不存在的,由DNC输入之程序。 72 BACKGROUD EDIT 背景编程:BG-EDIT ) 当数控机床执行自动(AUTO)加工时,可同时输入或编写另一程序,而不需耍停止操作。 73 MANU ABS 手动绝对值74 PROG RSTAT 程序再起动 75 Z NEGLT 取消执行Z轴指令76 AXIS LOCK 取消执行三轴指令 77Emergency stop紧急停止执行
监控报警系统说明书
监控报警系统说明书 一、概述 铁路货运计量安全检测监控系统是对各个铁路货运计量检测系统测点的每次计量结果进行统计分析监控的重要手段之一。对设备状态的监控更需要人工24小时不断的刷新页面进行实时监控,方能达到值班人员及时、有效的发现设备或网络故障,并采取相应处理措施解决。但这样的监控方式会给监控值班人员增加了极大的劳动强度,不利于工作的开展。 为改善值班人员的工作环境,降低其劳动负荷,我们专门针对工作人员主要盯控页面进行分析,将监控强度最大的影响网路上传页面提取出来,对其进行了专业的二次数据开发,制作了监控报警系统软件。 监控报警系统的最大作用就是可以代替人工对监控系统中的设备状态分项页面中的各个测点的设备状态、状态上报时间进行24小时不间断的刷新监控,可对设备状态中的异常、未知现象及状态上报时间延时半小时后未及时上报的情况进行实时的报警提示,及时提醒值班人员有故障需要处理。并且在测点问题解决恢复上报后,自动对故障时间及恢复时间进行记录。 二、操作步骤 下图为监控报警系统运行主要界面: 此界面为工作窗口,左边为监控报警系统的设置与监控刷新界面,右侧为监控报警提示,及相关操作按键。
此栏为加载监控系统界面设置栏,点击【显示网页设置】按钮,输入密码后此栏变为如下所示状态: 首次加载本报警系统时需要重新设置加载监控网页的地址,登录用户名及密码,并设置查询刷新时间默认为2分钟。设置完成后点击【加载网页】按钮,下面的监控栏会加载出设备状态项目内的相关设备信息。如下图: 此栏为设置排除项,此栏的作用是排除已被通知的有故障发生的测点设备的监控报警,比如测点设备超半小时的上报延时、设备状态异常、未知,将不再提
『FANUC』控制器操作面板说明
『FANUC』控制器操作面板說明: 鍵盤的說明 號碼名稱說明 (1) 重設(Reset)鍵解除警報、重新設定CNC時. (2) 求助(Help)鍵對"MDI鍵"的操作不明瞭時. (3) 切換(Shift)鍵1按鍵上有2個文字的位址鍵. 利用"切換鍵"切換右下的文字可於輸入時顯示. (4) 位址/數值鍵用於輸入字母、數字. (5) 換頁鍵用於CRT畫面之換頁. (6) 游標移動鍵游標作"上"、"下"、"左"、"右"移動. (7) 功能鍵用於切換顯示各功能的畫面. (8) 編輯鍵編輯程式時使用. (9) 輸入(Input)鍵將文字或數字鍵資料輸入到記憶體.(如:各類參數、 資料) 此按鍵功能與"輸入"(軟鍵)相同. (10)取消(Can)鍵按此鍵可消除最後鍵入緩衝區內的文字或符號. 當按取消(Can)鍵時,在" _ "前的文字立刻取消.
求助(Help)鍵: (1) 按"ALARM"鍵,顯示: 例: 輸入"10"(ALARM NO.) →選擇→顯示以下訊息畫面.
(2) 按"OPERAT"鍵,顯示"操作方法"之選項說明. 例: 輸入"2" →選擇→顯示選擇需要的畫面配置.
(3) 按"PARAM"鍵,顯示參數號碼之分類. 游標移動鍵:↑、↓(從某一單節移動至下一單節.) ←、→(選擇單節內的個別文字.) 編輯(Edit)鍵: ALTER(修改) INSERT(插入) DELETE(刪除) (1)ALTER(修改):將錯誤的"數值/指令"覆蓋. (例:將"X20"修改為"X20.0".) 鍵入"X20.0" →按"ALTER" →顯示以下畫面.
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明: ?开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。 ?功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选左后,电磁炉便会自动默认工作。 ?童锁任选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁泄或解除工作状态,关机也会自动解除锁定。 ?火锅/煎炒/烧烤 按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按"定时”键进入时间设定,按“增大”或“减小”键设定时间。 ?烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖 按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。 ?保温按此键进入自动保温状态。 ?快速加热/火力 按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“泄时”键进入时间设左,按“增大”或“减小”键设建时间。 ?定时按此键,进入时间设泄状态,但在自动功能状态无此作用。 ?増大/减小调节泄时、火力、温度的大小,但在自动功能状态无此作用。 以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。风扇停止转动后才可拔掉电源。 二、自动功能详叙 自动煮饭:首先以适当功率加热至60C,恒温吸水,加热至水干后,进入炯饭。 自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。 自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。 自动热奶:首先以适当功率加热至60-804C后,维持该温度约30秒进行巴氏火菌,并自动转入保温,10分钟后自动关机。 三、准备工作 1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。 2.将电源插头插入220VAC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待 机状态。 3.将盛有料理的专用锅具苣于电磁炉而板中央。 4.根据需要选择相应的功能进行操作。 四、操作使用技术说明 1.在最低的几个功率段,电磁炉会间断加热,属正常。 2.在泄温时,因锅具材质、形状及环境温度不同,实际温度与设立温度会有一些差异。 3.本产品自动煮饭功能应使用复底不锈钢饭锅。 4.因自动功能受机器的初始温度影响较大,若刚使用过的电磁炉陶瓷板温度较高时,应冷却至常温再
火灾自动报警系统控制器操作说明
火灾自动报警系统控制器操作说明 一、开机、关机与自检: 当调试工作完成后,用户就可以按以下顺序进行操作了; 1、电源的主备电开关。 2、打开控制器的工作开关(在DC-DC变换模块上)。 完成以上操作后,系统上电进行初始化。初始化完成后进入对运行记录、屏蔽信息、联动公式、声光电源 的自动检查状态,自检完毕,控制器对外接探测器和模 块进行注册,并显示注册信息。至此,开机过程结束, 系统进入正常监控状态。 3、关机过程按照与开机时相反的顺序关掉各开关即可。 二、设备信息检查: 按下设备检查键,屏幕显示注册的回路和连接在控制器上的所有设备的各种信息及编号,按面板上的TAB键转换来查详细的设备信息。 三、信息显示与记录: 1、信息显示。 当系统中有火警、反馈、启动、故障、隔离任意一种信息存在时,系统将全屏显示此信息。系统存在火警时,将在屏幕的最上方持续显示火警信息,并且将控器上的火警灯点亮,同时控制器发出火警声响,并显示那个房间和设备号码,在显示其它
信息时和火警信息一样,在查看另一个信息时,按面板上的“窗口切换”键。 2、查看运行记录: 按下“记录检查键”系统将显示运行记录信息,每条信息包括记录信息发生的时间、六位编码、类型及内容提要。 3、信息的打印: 在查看运行记录时,若当前打印机处于选择打印状态时,可以选中要打印的信息条,按下“确认”键就可以将记录的信息打印出来。另外,当控制器处于“即时打印”状态时,控制器还可随时将系统中的各种信息打印出来。 四、消音: 在发生火警或故障等警报情况下,控制器的扬声器会发出相应的警报声加以提示,当有多种警报信息时,控制器按以下排序发出对应的警报声音: 1)产生火警信息(消防车声) 2)产生监管信息(机关枪声) 3)一般模块反馈(快速嘀嘀声) 4)启动设备过程(缓慢嘀嘀声) 5)产生故障信息(救护车声) 五、火警及故障的处理方法: 1、故障的一般处理方法。 故障一般可分为两类,一类为控制器内部产生故障,如主电