残余应力

残余应力的产生
第一章残余应力的产生
残余应力是指在没有对物体施加外力时,物体内部存在的保持自相平衡的应力系统。它是固有应力或内应力的一种。
产生残余应力的机理:
各种机械加工工艺如铸造、切削、焊接、热处理、装配等都会产生不同程度残余应力。下面用力学模型分析残余应力产生的原因。
一、机械加工引起的残余应力
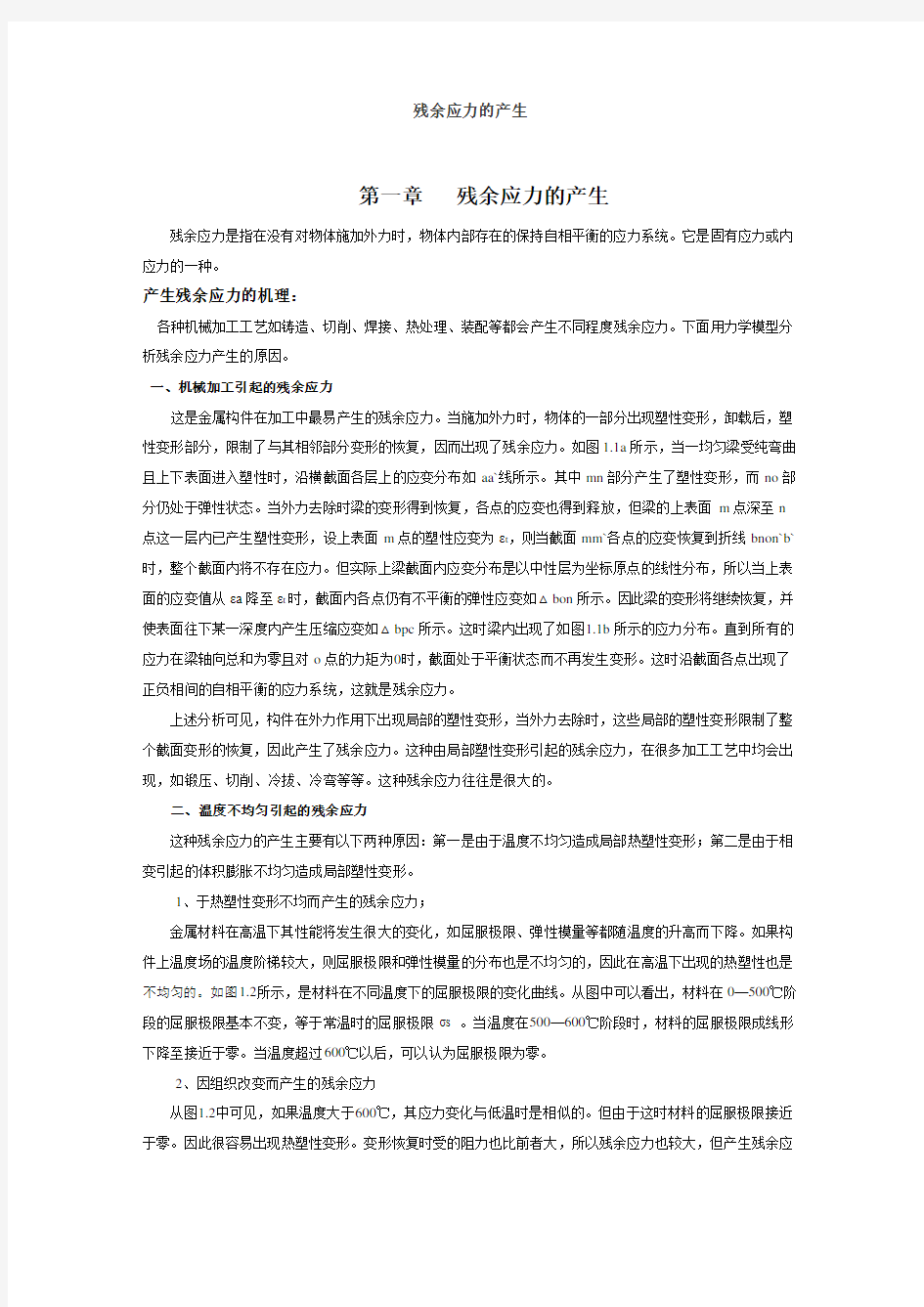
这是金属构件在加工中最易产生的残余应力。当施加外力时,物体的一部分出现塑性变形,卸载后,塑性变形部分,限制了与其相邻部分变形的恢复,因而出现了残余应力。如图1.1a所示,当一均匀梁受纯弯曲且上下表面进入塑性时,沿横截面各层上的应变分布如aa`线所示。其中mn部分产生了塑性变形,而no部分仍处于弹性状态。当外力去除时梁的变形得到恢复,各点的应变也得到释放,但梁的上表面m点深至n 点这一层内已产生塑性变形,设上表面m点的塑性应变为εt,则当截面mm`各点的应变恢复到折线bnon`b`时,整个截面内将不存在应力。但实际上梁截面内应变分布是以中性层为坐标原点的线性分布,所以当上表面的应变值从εa降至εt时,截面内各点仍有不平衡的弹性应变如△bon所示。因此梁的变形将继续恢复,并使表面往下某一深度内产生压缩应变如△bpc所示。这时梁内出现了如图1.1b所示的应力分布。直到所有的应力在梁轴向总和为零且对o点的力矩为0时,截面处于平衡状态而不再发生变形。这时沿截面各点出现了正负相间的自相平衡的应力系统,这就是残余应力。
上述分析可见,构件在外力作用下出现局部的塑性变形,当外力去除时,这些局部的塑性变形限制了整个截面变形的恢复,因此产生了残余应力。这种由局部塑性变形引起的残余应力,在很多加工工艺中均会出现,如锻压、切削、冷拔、冷弯等等。这种残余应力往往是很大的。
二、温度不均匀引起的残余应力
这种残余应力的产生主要有以下两种原因:第一是由于温度不均匀造成局部热塑性变形;第二是由于相变引起的体积膨胀不均匀造成局部塑性变形。
1、于热塑性变形不均而产生的残余应力;
金属材料在高温下其性能将发生很大的变化,如屈服极限、弹性模量等都随温度的升高而下降。如果构件上温度场的温度阶梯较大,则屈服极限和弹性模量的分布也是不均匀的,因此在高温下出现的热塑性也是不均匀的。如图1.2所示,是材料在不同温度下的屈服极限的变化曲线。从图中可以看出,材料在0—500℃阶段的屈服极限基本不变,等于常温时的屈服极限σs 。当温度在500—600℃阶段时,材料的屈服极限成线形下降至接近于零。当温度超过600℃以后,可以认为屈服极限为零。
2、因组织改变而产生的残余应力
从图1.2中可见,如果温度大于600℃,其应力变化与低温时是相似的。但由于这时材料的屈服极限接近于零。因此很容易出现热塑性变形。变形恢复时受的阻力也比前者大,所以残余应力也较大,但产生残余应
力的条件是不变的。高温中的另一个问题就是由相变引起的相变应力。金属的组织发生相变时,会出现体积的突然膨胀。如果这种膨胀是均匀的,则如同构件均匀热膨胀一样,没有约束的情况下不产生应力。但是由于构件的组织成分不均匀,温度分布不均匀等等原因,造成构件各部分相变时间不同,体积膨胀不均匀,因此使各部分间出现互相约束而产生了残余应力。
三、构件尺寸公差引起的残余应力
在焊接、铆接、螺钉连接时往往有公差配合问题。如船体分段对接时必须将对接钢板拉到一起,这些由外力拉到一起而组合的结构,当外力去除后,整个系统就出现了残余应力。这种应力一般来说属于结构应力,大多数情况下处于弹性状态。
总之,残余应力的产生是由于构件某一部分的变形恢复受到约束而造成的。局部不均匀的塑性变形的出现,是产生残余应力的普遍原因。一个构件上残余应力的分布状态是由各种原因产生的残余应力的综合值来决定的,因此它的分布规律是随机的,给测量和研究带来较大的困难。
残余应力的影响
金属构件(铸件、焊接件、锻件),在加工过程中,产生残余应力,高者在屈服极限附近。构件中的残余应力大多数表现出很大的危害作用;如使构件的强度降低、降低工件疲劳极限、造成应力腐蚀和脆性断裂,由于残余应力的松弛,使构件产生变形,影响了构件的尺寸精度。因此降低和消除构件的残余应力,就显得十分必要。
1、对金属材料屈服极限的影响
图1.3为金属材料的应力-应变曲线示意图。
如果材料具有拉伸残余应力,如图中σt,则相当于提高了应力-应变曲线的坐标原点,而改为σo-εo坐标。即相当于降低了材料的拉伸屈服极限。即:σts=σs-σt
而相应提高了压缩屈服极限。即:σ″t s=-(σs+σt)
如果材料具有压缩残余应力的情况,就如同图1.3中坐标σ‵o-ε‵o 所描述的那样:使拉伸屈服极限提高,而压缩屈服极限降低。
我们必须在考虑构件强度性能要求的基础上来评定这些影响的好坏。一般来说,设计者不希望构件内具有拉伸残余应力,但假若构件内具有压缩残余应力,则可提高构件的疲劳寿命。这正象预压力钢筋混凝土梁可以提高构件的使用强度一样。因此,对残余应力所造成的屈服极限的变化,要根据设计者的要求使用极限强度来加以衡量。
2、残余应力对疲劳寿命的影响
人们很早就知道,当受到交变应力的构件存在压缩残余应力时,该构件的疲劳强度会有所提高,而存在拉伸残余应力时,其疲劳强度会有所下降。因此在实际应用中往往通过表面硬化处理产生压缩残余应力,从而有效地提高疲劳强度。但是很多情况下,构件表面存在的是拉伸残余应力,人们首先考虑的是如何来改变这种应力分布以提高疲劳寿命,这就是调整残余应力问题,这与考虑残余应力对变形的影响是不相同的,后者考虑的是如何降低和消除残余应力以保证构件变形的稳定性。
实际上,残余应力对疲劳的影响因条件和环境的不同而改变。它与残余应力分布规律和量值、材料的弹性性能、外来作用的状态等因素有关。当我们研究残余应力对疲劳的影响时既要考虑宏观残余应力的影响,也要考虑微观残余应力的影响。可以认为,宏观残余应力在初期暂时与作用的交变应力叠加,改变应力水平,较大地影响着疲劳寿命。而由微观组织不均匀性所造成的残余应力,在应力交变过程中,会使微观区域内的塑性变形积累,这些影响比起对静强度的影响来说,在实际上更为重要。
图1.4所示的是对厚度3mm的薄板进行喷丸强化和形变强化使之表面出现压缩残余应力,并通过对不同量值的残余应力试件进行脉动弯曲疲劳极限的测定得出的残余应力与疲劳极限间的关系。从图中可以看出,外表面最高的残余应力与疲劳极限间的关系极为明显。
用热处理方法使表面产生压缩残余应力也是对疲劳强度影响的实例,图1.5是把圆棒在600℃时急冷,使表面产生压缩残余应力。
电镀处理的残余应力由于工艺电流、电镀液种类、温度等的不同,使其分布和量值的差异很大,因此电镀残余应力对疲劳强度的影响变化也很大。多数金属在电镀后表面产生拉伸残余应力,因此将大大降低疲劳强度。
残余应力对疲劳强度的影响是复杂的。由于在交变应力作用下残余应力将会发生很大的变化,所以研究残余应力与疲劳强度之间的关系是比较困难的。但其影响规律,通过实验还是可以找到的。
3、残余应力对构件变形的影响
残余应力是一个不稳定的应力状态。当构件受到外力作用时,作用应力与残余应力的相互作用,使某些局部呈现塑性变形,截面内应力重新分配,当外力作用去除时整个构件将要发生变形。所以残余应力明显地影响着加工后的构件精度。这也是机械加工和工程部门最关心的问题之一。
实践已证明,具有表面拉伸残余应力的构件其变形稳定性远远不如具有表面压缩残余应力的构件变形稳定性好。
残余应力对构件变形的影响包括两个方面,一是构件抗静、动载荷的变形能力,另一方面是荷载卸除后变形的恢复能力。残余应力在这两个方面对构件的影响是很大的,因此人们一直在研究消除这些影响的有效办法。
4、残余应力对金属脆性破坏的影响
脆性破坏是构件在几乎不存在塑性变形的情况下突然开裂。它在温度突然下降或变形速度突然增大的情况下,最容易发生。这时塑性变形处于抑制状态,如再突然受到较大的作用应力等原因,就易于发生脆性断裂破坏。残余应力是作为初始应力存在于构件内,特别是拉伸残余应力与作用拉应力叠加而加速了脆性破坏。
下面我们做个实验:把长度91cm、宽76cm、厚为2cm的软钢板对焊起来。在焊缝处沿接合方向的残余
应力是接近于焊接金属屈服极限的拉应力。将焊好的试件一部分做退火处理以消除残余应力,再与未经处理的试件一起放在-13℃下冷却,结果发现经处理的试件未出现裂纹,而没经退火处理的试件即使无外力作用下也出现了脆性裂纹。分析其原因是在温度的快速下降时,材料塑性下降所引起的脆性破坏。残余应力的脆性破坏在焊接件中最易发生。某重型汽车厂生产的车架由于焊接裂纹而大批报废。某造船厂铸造的十几吨重的大型链轮箱,因开箱温度过高而室温较低,箱体交角处从上至下出现断裂裂纹,裂纹速度发展较快。这些都说明在无外力作用下产生脆性破坏完全是残余应力引起的。
5、残余应力对应力腐蚀开裂的影响
金属与周围介质的接触而产生化学作用所引起的破坏称做腐蚀。如果在发生腐蚀的同时还有应力的作用,则会加速腐蚀破坏,这就是应力腐蚀开裂。它的特点是:一是拉应力与腐蚀共存。二是由于材料成分和组织不同、介质不同等,对应力腐蚀的敏感性也不同。有时在不发生腐蚀的介质中,有些金属在应力作用下也发生应力腐蚀现象。三是在应力腐蚀开裂过程中,首先出现点蚀,再逐步扩展成裂纹,裂纹的扩展主要是沿着最大主应力垂直的方向进行,在微观上是沿着材料晶界或穿过晶粒进行。
试验证明,拉应力和腐蚀共存是应力腐蚀的必要条件。拉应力使腐蚀破坏加速,这是应力对腐蚀的作用。而残余应力的存在则必有拉伸应力,因此对于承受腐蚀的金属构件来说,残余应力也起到了应力腐蚀的作用。对于压缩残余应力则恰恰相反,可以防止和减低应力腐蚀开裂现象。防止应力腐蚀开裂的现场措施有表面压延、喷丸和氮化处理等,其原理都是使构件表面产生压缩残余应力。
残余应力在几种典型工况下的产生
1、铸造应力的产生:
(1)热应力
由于铸件各部分的薄厚不一样(如机床床身导轨部分很厚,侧壁.筋板部分较薄),铸后,薄壁部分冷却速度快收缩大,而厚壁部分,冷却速度慢,收缩小。薄壁部分的收缩受到厚壁部分的阻碍,所以薄壁部分受拉力,厚壁部分受压力。因纵向收缩差大,因而产生的拉压应力也大。这时铸件的温度高,薄厚壁都处于塑性状态,其压应力使厚壁部分变粗,拉应力使薄壁部分变薄,拉压应力随塑性变形而消失。
铸件逐渐冷却,当薄壁部分进入弹性状态而厚壁部分仍处于塑性时,压应力使厚壁部分产生塑性变形,继续变粗,而薄壁部分只是弹性拉长,这时拉压应力随厚壁部分变粗而消失。铸件仍继续冷却,当薄厚壁部分进入弹性区时,由于厚壁部分温度高,收缩量大。但薄壁部分阻止厚壁部分收缩,故薄壁受压应力,厚壁受拉应力。应力方向发生了变化。这种作用一直持续到室温,结果在常温下厚壁部分受拉应力,薄壁部分受压应力。
这个应力是由于各部分薄厚不同。冷却速度不同,塑性变形不均匀而产生的,叫热应力。
在导轨或侧壁的同一个截面内,表层与内心部,由于冷却快慢不同,也产生相互平衡的拉压应力,用类似与
上述方法分析,可知在室温下表层受压应力,心部受拉应力,并且截面越大,应力越大,此应力也叫热应力。
(2)相变应力
常用的铸铁含碳量在2.8-3.5%,属于亚共晶铸铁,由结晶过程可知:厚壁部分在1153℃共晶结晶时,析出共晶石墨,产生体积膨胀,薄壁部分阻碍其膨胀,厚壁部分受压应力,薄壁部分受拉应力。厚壁部分因温度高,降温速度快,收缩快,所以厚壁逐渐变为受拉应力。而薄壁与其相反。在共析(738℃)前的收缩中,薄厚壁均处于朔形状态,应力虽然不段产生,但又不断被塑性变性所松弛,应力并不大。当降到738℃时,铸铁发生共析转变,由面心立方结构变为体心立方结构(既γ—Fe变为a —Fe),比容由。同时有共析石墨析出,使厚壁部分伸入产生压应力。上述的两种应力,是在1153℃和738 ℃两次相变而产生的,叫相变应力。相变应力与冷却过程中产生的热应力方向相反,相变应力被热应力抵消。在共析转变以后,不在产生相变应力,因此铸件由于薄厚冷却速度不同所形成的热应力起主要作用。
(3)收缩应力(亦叫机械阻碍应力):铸件在固态收缩时,因受到铸型、型芯、浇冒口等的阻碍作用而产生的应力叫收缩应力。由于各部分由塑性到弹性状态转变有先有后,型芯等对收缩的阻力将在铸件内造成不均匀的的塑性变形,产生残余应力。收缩应力一般不大,多在打箱后消失。
2、焊接应力的产生:
焊接中.焊缝处温度迅速升高,体积膨胀。热影响区温度低,阻碍焊缝膨胀,结果焊缝处产生压应力,热影响区产生拉应力。但此时焊缝处于塑性状态,焊缝被压应力墩粗,松弛了此应力。
焊后冷却时,热影响区冷却速度快,很快进入弹性状态,焊缝处温度高,处于塑性状态。这时焊缝收缩,较热影响区收缩慢,焊缝阻碍热影响区收缩,焊缝仍受压应力,影响区受拉应力。但焊缝处于塑性状态,焊缝的塑性墩粗,松弛了此应力。
热影响区温度不断降低,冷却速度也变慢,当焊缝的冷却速度高于热影响区时,焊缝收缩较快,焊缝的收缩受到热影响区阻碍,应力方向发生了转变,焊缝受拉应力,热影响区受压应力。当焊缝和热影响区都进入弹性状态时,因焊缝温度高,冷却速度快,收缩量大,热影响区温度低,冷却速度低,收缩量小,焊缝收缩受到热影响区阻碍,结果焊缝受拉应力,热影响区受压应力。此时没有塑性变形,这一对压应力,随着温度的降低,焊缝收缩受阻碍越来越大,拉应力也越来越大,直至室温,拉应力可近似于屈服极限。
3、淬火产生的残余应力
淬火工艺使构件产生残余应力的主要原因,是淬火件外表和心部的温差而造成的热应力,其次是由于相变而产生的组织应力。构件最终的残余应力将是这两种应力的综合值。
残余应力的分类
残余应力的分类有许多种,如:
A、按应力产生的原因,有热应力.相变应力.收缩应力。详细内容如上所述。
B、按应力方向分有拉应力(力的方向向背的应力),压应力(力的方向相同的应力)。
C、按影响区域的大小分有:
第一类应力,亦叫宏观应力。它是存在与整个体积或较大尺寸范围内并保持平衡的应力。如沿机床床身导轨纵向分布的拉应力和沿侧臂分布的压应力等。
第二类应力,亦叫微观应力。它是存在与一个晶粒或几个晶粒内,并保持平衡的应力。例如:晶粒1、2、
3、4、5同处拉应力的应力场中,应力大小为σ。从金属物理学可知:各个晶粒所受的切应力与取向因子成正比。假设晶粒1的取向因子最大,则晶粒1切应力最大。若此切应力略大于临界内应力,则晶粒1产生塑性变
性。其余各晶粒处于弹性状态。
当应力σ除掉后,晶粒2、3、4、5均为回复到原状态,但晶粒1产生塑性伸长,不能恢复到原状态,阻碍2、3、4、5晶粒回复,结果晶粒1受压应力。其余各晶粒受拉应力。这种在几个晶粒间存在并保持平衡的应力,称为第二类残余应力。
第三类应力,亦叫超微观应力。它是存在与几个原子或几千个原子内并保持平衡的应力。例如,间隙原子与溶剂原子间存在的应力。
D、按应力在工件中存在和作用的时间长短可分为:
临时应力:所产生应力的条件消失后,应力也随之消失。
残余应力:亦叫残留应力或内应力。产生应力的条件消失后,应力依然存在于工件不同部位的应力叫残余应力。如热应力.相变内应力.收缩应力等,都是残余应力。
综上所述,铸造.锻造.焊接等都必然产生残余应力。焊件沿焊缝纵向分布着近似于屈服点的拉应力。而铸铁件由于石墨尖端的松弛,残余应力不高,铸造应力范围列与表一。
各种铸铁件的铸造应力单位:N/mm2
X射线衍射在残余应力分析中应用
X射线衍射在材料分析中的应用 一、X射线衍射原理 X射线照射晶体,电子受迫振动产生相干散射,同一原子内各电子散射波相互干涉形成原子散射波。由于晶体内各原子呈周期排列,因而各原子散射波间也存在固定的位相关系而产生干涉作用,在某些方向上发生相长干涉,即形成了衍射波。由此可知,衍射的本质是晶体中原子相干散射波叠加(合成)的结果。 二、X射线衍射在材料分析中的应用 X射线衍射分析方法在材料分析与研究工作中具有广泛的用途: 1)物相分析:物相分析是指确定材料由哪些相组成和确定各组成相的含量。物相是决定或影响材料性能的重要因素,因而物相分析在材料、冶金、机械等行业中得到广泛应用。物相分析有定性分析和定量分析2 种: ①相定性分析的目的是检测固体样品中的相组成,采用未知样品衍射图谱与标 准图谱比较的办法. 如果衍射图谱相同即可确定为该物相。但如果样品为多相混合试样时,衍射线条谱多,谱线可能发生重叠,就需要根据强度分解组合衍射图谱来确定。 ②物相定量分析就是确定物质样品中各组成相的相含量. 根据衍射强度理论,物质中某相的衍射强度Ii与其质量百分数Xi 成如下关系 .Ii = KiXi/ Um 其中, Ki 为由实验条件和待测相而共同决定的常数;Xi 为质量百分数;Um 为待测样品的平均质量吸收系数,与Xi 有关。根据Um 的校正提出一系列物相定量分析方法,如内标法、K 值法、直接对比法,一般相定量分析误差可控制在5%以下; 2)结晶度:X 射线衍射图谱中,在一些情况下,结晶物质的图谱和非晶物质图谱重叠. 结晶度定义为结晶部分质量与总的试样质量之比的百分数. 目前非晶态合金用处很多,如软磁材料等. 而结晶度直接影响其材料的性能、损耗等. 测定结晶度方法主要是根据结晶相的衍射图谱面积与非晶相图谱面积的比,也可根据衍射线位置来确定结晶度; 3)残余应力分析:将产生应力的各种外部因素去除后,物体内部依然存在的应力称为残余应力. 在固体样品中,固体处于弹性极限内,该物质将随所受外力的大小而发生形变,从微观的角度来讲其晶面间距d 将发生改变,因此, 可根据d 值变化来测量残余应力σ.由于残余应力测试的特殊性,所以必须在X 射线衍射仪基础上加应力附件测试; 4) 微晶大小:X射线衍射图中峰宽β表现了构成物质的晶粒大小,峰宽化的原因除了晶粒的大小还有晶粒内部的非均匀应变. 使用Scherrer 公式和Hall 公式可计算微晶大小和非均匀应变; 5)晶体取向的测定:又称为单晶定向,是指测定晶体样品中晶体取向与样品外观坐标系的位向关系通过建立合适的外坐标系之后,对样品进行所要求的晶面或晶向的方位测定材料的性质与它的物相组成、结晶度和结晶粒子的大小、材料内部微观应变都有密切关系。
核工业基本知识复习题(新)
核工业基本知识复习题 是非题 一、核能基础知识 1.核能是一种可持续发展的能源,通过几十年经验总结证明,核能是安全、 (+)经济、干净的能源。 2.核能是一种可持续发展的能源,其优越性是干净、经济、负荷因子高和功 (+)率调节能力强。 3.核电站具有安全、经济、负荷因子高和污染少等优点。(+ ) 4.我国目前投入商业运行的核电站都是轻水堆型。(-) 5.核能是原子核内部的化学反应释放出来的能量。(—) 6.核能是由质量转换出来的,符合爱因斯坦的著名公式E=mc2。(+) 7.核电是释放核子内部能量来发电的,目前释放核子能的方法是裂变。(+) 8.我国当前核电站的主要堆型是轻水压水堆。(+) 9.我国压水堆核电站中所使用的冷却剂和载热剂也是降低裂变的中子能量 (+)的慢化剂。 10.核电站的类型是由核反应堆堆型确定的,目前世界上的核电站堆型仅有轻 (—)水堆、重水堆。 11.核岛是发生核裂变并将核能变为热能的场所。(+) 12.核电站的常规岛就是常规的火电站。(—) 13.核电站主要由核岛、常规岛和辅助设施组成。(+) 14.核电站按冷却剂分类有水堆、气堆、液态金属堆和熔盐堆。(+) (+)15.核电安全的三道安全屏障指的是核燃料元件包壳、一回路压力边界和安全 壳。 16.秦山一期核电站反应堆是用轻水作为慢化剂和冷却剂的。(+) 17.铀-235链式裂变反应是核能发电的物理基础。(+) 18.秦山三期核电站反应堆是用重水作为慢化剂,轻水作为冷却剂的。(—) 19.全世界当前拥有的核电站数量已超过400座。(+) 20.当前核电站单机容量最大的核电站是重水堆核电站。(—)
关于残余应力的基本概念3
关于残余应力的基本概念和X射线应力测定的基本原理绍兴文理学院张定铨
从事X射线应力测定工作所需要的基础知识包括: (一)力学基础知识 (二)金属材料基础知识 (三)金属物理基础知识 (四)工程实践知识
一、残余应力的基本概念 1、定义 内应力:没有外力或外力矩作用而在物体内部存在并自身保持平衡的应力。 历史回顾 1860年Woehler 指出火车轴的断裂有内应力作用这个因素。 1925年Masing 首次提出将内应力分为三类。 1935年Давиденков依据各类内应力对晶体的X射线衍射现象具有不同的影响也将内应力分为三类。 1973年Macherauch 提出了新的内应力模型
Macherauch 的定义 第一类内应力() 在较大的材料区域(很多个晶粒范围)内几 乎是均匀的。与第I 类内应力相关的内力在横贯整个 物体的每个截面上处于平衡。与相关的内力矩相对于每个轴同样抵消。当存在 的物体的内力 平衡和内力矩平衡遭到破坏时会产生宏观的尺寸变Ⅰr σⅠr σ Ⅰr σ
Macherauch 的定义 Ⅱr σ第二类内应力( ) 在材料的较小范围(一个晶粒或晶粒内的区 域)内近乎均匀。与相联系的内力或内力矩在足够多的晶粒中是平衡的。当这种平衡遭到破坏时也会出现尺寸变化。 Ⅱ r σⅡ r σ
Macherauch 的定义 第三类内应力()在极小的材料区域(几个原子间距)内也是不均匀的。与相关的 内力或内力矩在小范围(一个晶粒的足够大的部分)是平衡的。当这种平衡破坏时,不会产生尺寸 的变化。 Ⅲr σ Ⅲ r σ
表面残余应力分析
表面残余应力 胡宏宇 (浙江工业大学机械工程学院,浙江杭州 310032) 摘要:残余应力主要是由构件内部不均匀的塑性变形引起的。各种工程材料和构件在毛坯的制备、零件的加工、热处理和装配的过程中都会产生不同程度的残余应力。残余应力因其直观性差和不易检测等因素往往被人们忽视。残余应力严重影响构件的加工精度和尺寸稳定性、静强度、疲劳强度和腐蚀开裂。特别是在承力件和转动件上,残余应力的存在易导致突发性破坏且后果往往十分严重。因此,研究残余应力的产生机理、检测手段、消除方法以及残余应力对构件的影响[1]。 关键词:残余应力;切削变形;磁测法;喷丸强化; Surface residual stress (S chool of mechanical engineering,Zhejiang University of Technology,Hangzhou 310032,China) Abstract:Residual stress is mainly caused by the uneven plastic deformation of component. All kinds of engineering materials in the preparation of blank, parts and components processing, heat treatment and assembly process will produce different degree of residual stress. Residual stress because of its intuitive factors such as poor and difficult to detect is often neglected. Seriously affect the residual stress of component machining precision and dimension stability, static strength, fatigue strength and corrosion cracking. Especially on the bearing and rotating parts, the existence of the residual stress can lead to sudden destruction and the consequences are often very serious. Therefore, to study the mechanism of residual stress, detection means, elimination method and the influence of residual stress of components。 Key words:Residual stress;machining deflection;magnetic method;Shot peening strengthening; 前言 随着现代制造技术的发展,大飞机、高铁、核设施等大型设备相继出现;这些设备具有高速、重载和长时间运行的特点,其零部件工作环境恶劣、复杂,且往往对安全性有着极其苛刻的要求,因而对这些设备的关键部件,如轴承、曲轴、传动轴的疲劳寿命和可靠性也有很高的要求,对它们的疲劳寿命预测 和分析成为研究的重点. 金属切削加工是一个伴随着高温、高压、高应率的塑性大变形过程, 在已加工表面上存在着相当大 的残余应力; 同时又由于切削过程切削力和切削热作用及刀具与工件的摩擦等综合因素的影响, 使得零件内部初始的残余应力重新分布并与表面层残余应力耦合作用形成新的残余应力分布规律。残余应力以平衡状态存在于物体内部, 是固有应力域中局部内应力的一种。残余应力是一种不稳定的应力状态, 当物体受到外力作用时, 作用应力与残余应力相互作用, 使其某些局部呈现塑性变形, 截面内应力重新分配; 当外力作用去除后, 整个物体由于内部残余应力的作用将发生形变。 根据理论分析和实验研究的结果,工件的疲劳寿命和加工表面的残余应力状态有重要的关系:残余压应力能抑制工件的疲劳破坏,延长疲劳寿命;残余拉应力则相反,会加速疲劳破坏的出现[2].因此,了解
XRD在残余应力分析中的应用
XRD 在残余应力分析中的应用 摘要 X 射线衍射测量残余应力的原理是以测量衍射线位移作为原始数据,所测量的结果实际上是残余应变,而残余应力是通过虎克定律由残余应变计算得到的。 关键词 X 射线衍射 残余应力 XRD 0.引言 X 射线衍射在残余应力分析中具有重要的作用。X 射线应用在残余应力的分析中,是科技的一项重大突破。其中在:定量分析轴承和内燃机喷射器部件中的残余奥氏体;检测输片惰性轮中的残余应力;检测汽车发动机部件的残余应力(凸轮轴、连杆、发动机轴、均衡器);检测由于全回火引起的残余应力(家用电器、结构部件);检测气体传导时所存在的工作压力;检测大幅度拉伸结构件中的工作应力;通过检测应力来测量工件喷丸和轧制的效率;检测铸件的残余应力(机械工具铸铁件和汽车铸铝部件);检测焊接引起的应力(激光和电焊);研究铝合金汽车轮廓中的残余应力和应力阻抗的关系;优化切削去除的工作参数以提高机械部件的应力阻抗;检测螺旋式和叶式弹簧的残余应力;研究加上工作载荷后的临界区域(武器和航空)等很多领域都有贡献。 1.X 衍射射线分析 1.1 原理简介 X 射线衍射分析是利用晶体形成的X 射线衍射,对物质进行内部原子在空间分布状况的结构分析方法。将具有一定波长的X 射线照射到结晶性物质上时,X 射线因在结晶内遇到规则排列的原子或离子而发生散射,散射的X 射线在某些方向上相位得到加强,从而显示与结晶结构相对应的特有的衍射现象,图1为X 射线衍射的产生。衍射X 射线满足布拉格(W.L.Bragg )方程:λθn d =sin 2 式中:λ是X 射线的波长;θ是衍射角;d 是结晶面间隔;n 是整数。波长λ可用已知的X 射线衍射角测定,进而求得面间隔,即结晶内原子或离子的规则排列状态。将求出的衍射X 射线强度和面间隔与已知的表对照,即可确定试样结晶的物质结构,此即定性分析。从衍射X 射线强度的比较,可进行定量分析。本法的特点在于可以获得元素存在的化合物状态、原子间相互结合的方式,从而可进行价态分析,可用于对环境固体污染物的物相鉴定,如大气颗粒物中的风砂和土壤成分、工业排放的金属及其化合物(粉尘)、汽车排气中卤化铅的组成、水体沉积物或悬浮物中金属存在的状态等等。]1[ 图1 X 射线衍射的产生 1.2 应用——物相分析
涂层残余应力预测分析模型
涂层残余应力预测解析模型:平面几何模型 热喷涂涂层:熔化的金属颗粒高速碰撞基板然后快速冷却(淬火),在几毫秒时间内冷却。形成大的拉应力。蠕变和屈服是主要的应力释放的机理。 一个典型的预测热喷涂涂层残余应力分布的数学模型。 1 模型公式 建立在平面几何的基础之上。 1.1 沉积应力 1.1.1 第一层 应变(1)σq——内(淬火)应力;E d——杨氏模量 假设每一个部位产生的应变是不相等的,并产生反作用力F(图1),于是有 (2) 可以写为(3) 在涂层形成一个很大的拉应力,同时,在基板上上产生一个对等的平衡的反作用力——压应力。 形成弯矩(banding moment)(4) 中性层δ1 (5) Composite beam stiffness
(6) 平衡弯矩M1,产生曲率变化,κ1-κ0 (7) 通常,κ0可以处理为零。如果涂层在凹面,则曲率是可以明确的。图1的情况。 假设双向应力相等(σx =σz),厚度方向应力可以忽略(σy =0)。 由泊松效应(Poisson effect),σz将在x方向导致一个应变。X方向的net应变可以写为 (8) 于是,x方向的应力应变关系可以表示为: (9) Effective young’s modulus value. 由于仅考虑弹性状态,因此,基板内沿着厚度方向的应力变化应该是线性的,只需要计算基板的底部和顶部的应力即可。从材料力学可以计算: (10) (11) 于是,可以得出涂层第一层中部的应力: (12) 1.1.2 第二层 考虑在基板(镀层)上冲击形成第二层,如图2所示。
不等应变的大小与前面相同。平衡应变改为: (13) 该式中,F2是作用在前面的镀层与基板构成的复合板上的,其中性层δ1如图1所示。这一层与基板具有相同的应变,E2e是等效杨氏模量: (14) 代入上式,可以得到F2的表达式: (15) F2分摊在镀层第一层和基板中。 作用在基板上的力为: (16) 同样,作用第一层镀层上的力为: (17) 显然地,F2s和F2w都是压应力。在镀层的第二层上存在与F2大小相等的拉应力。 大小相等方向相反的力对形成力矩M2: (18) 平衡弯矩M2,产生曲率变化,κ2-κ1 (19) 组合板的硬度(强度)可以写为: (20) 而且可以确定δ2为: (21)
机械工程师基础知识
机械工程师基础知识 (一) 1:铆工常用的锤有哪几类?答:有手锤,大锤,型锤。 2:铆工常用的凿子有哪几类?答:有扁凿和狭凿两大类。 3:什么叫钢?答:含碳量低于2.11%的铁碳合金叫钢。 4:什么叫高碳钢?答:含碳量大于0.6%的钢叫高碳钢。 5:钢根据用途可分几类?答:可分为结构钢,工具钢和特殊用途刚。 6:钢按其端面形状可分几类?答:可分为板材,管材,型材,线材。 7:钢材变形矫正的基本方法有哪两种?答:有冷作矫正和加热矫正。 8:什麽叫装配夹具?答:指在装配过程中用来对零件施加外力,使其获得可靠定位的工艺装备。 9:冷作矫正的基本方法有几类?答:有手工矫正和机械矫正。 10:加热矫正分哪几类?答:分全加热矫正和局部加热矫正。 11:局部加热矫正加热区的形状有几种?答:有点状,线状,三角形三种。 12:角钢变形有哪几种?答:有扭曲,弯曲,角变形三种。 13:槽钢的变形有哪几种?答:有扭曲,弯曲,翼板局部变形。 14:什么叫冷作矫正?答:再常温下进行的矫正叫冷作矫正。 15:分离包括哪几道工序?答:包括落料,冲孔,切口三个工序。 16:什么叫冲压?答:使板料经分离或成形得到制件的过程。 17:冲压有哪些优点?答:产品质量好,生产率高,节约材料,降低成本,易实现自动化。 18:什么叫弯曲成型?答:将坯料弯成所需形状的加工方法。 19:铆接的基本形式有那三种?答:对接,搭接,角接。 20:什么叫铆接?答:利用铆钉将两个或两个以上构件连接为一个整体。 21:常用的铆钉有几种?答:有半圆头,沉头,半沉头,平头,平锥头,扁圆,扁平。 22:铆接的种类有哪几种?答:有强固铆接密固铆接紧密铆接。 23:什麽叫装配?答:将各个零件按照一定技术条件联合成构件的过称。 24:装配的三要素是什么?答:定位,支撑,夹紧。 25:金属结构的连接方法有哪几种?答:有焊接,铆接,螺栓连接,铆焊混合连接。 26:防样常用的工具有哪些?答:粉线,石笔,画针,尺子,样冲,手锤。 27:求相贯线的主要方法有哪些?答:有素线法,辅助平面法,球面法。 28:求直线段实长的方法有哪些?答:旋转法,直角三角形法,换面法,支线法。 29:作展开图的方法有哪些?答:有作图法,计算法。 30:常用的展开方法有哪些?答:有平行线法,放射线法,三角形法。 31:材料剪切断面可分为哪几部分?答:塌角,光亮带,剪裂带,毛刺。 32:矫正分哪几种?答:分手工矫正,机械矫正,火焰矫正。 33:什麽叫基准?答:零件图上用来确定其他点,线,面位置的点线面。 34:什么叫塑性?答:金属材料在外力作用下,永久变形而不破坏的能力。 35;什麽叫韧性?答:金属材料在冲击载荷作用下不被破坏的能力。 36:防止焊接变形有哪些措施?答:反变形法,刚性固定法,合理的焊接顺序。 37:空间直线投影有哪些特性?答:真实性,积聚性,收缩性。 38:什麽叫截交线?答:由平面截割形体而产生的交线。 39:什麽叫相贯线?答:由两个平面相交二产生的表面交线。 40:视图分几种?答:分基本视图,局部视图,斜视图,旋转视图。 41:什麽叫基本视图?答:机件向基本投影面投影所得的视图。 42:基本视图有哪些?答:主视,俯视,左视,右视,仰视,后视。 43:剖视图分哪几种?答:分全剖,半剖,局部剖。 44:切削用量对钻削有何影响? 答:合理的选择切削用量,可防止钻头过早磨损,或损坏。防止机床过载,提高工件的切削精度和表面粗糙度。
金属热处理残余应力及其影响分析
热处理残余应力是指工件经热处理后最终残存下来的应力,对工件的形状、尺寸和性能都有极为重要的影响。当它超过材料的屈服强度时,便引起工件的变形,超过材料的强度极限时就会使工件开裂,这是它有害的一面,应当减少和消除。但在一定条件下控制应力使之合理分布,就可以提高零件的机械性能和使用寿命,变有害为有利。分析钢在热处理过程中应力的分布和变化规律,使之合理分布对提高产品质量有着深远的实际意义。例如关于表层残余压应力的合理分布对零件使用寿命的影响问题已经引起了人们的广泛重视。 1 钢的热处理应力 工件在加热和冷却过程中,由于表层和心部的冷却速度和时间的不一致,形成温差,就会导致体积膨胀和收缩不均而产生应力,即热应力。在热应力的作用下,由于表层开始温度低于心部,收缩也大于心部而使心部受拉,当冷却结束时,由于心部最后冷却体积收缩不能自由进行而使表层受压心部受拉。即在热应力的用下最终使工件表层受压而心部受拉。 这种现象受到冷却速度,材料成分和热处理工艺等因素的影响。当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,最后形成的残余应力就愈大。 另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的最终结果是表层受拉应力,心部受压应力,恰好与热应力相反。组织应力的大小与工件在马氏体相变区的冷却速度、形状、材料的化学成分等因素有关。 实践证明,任何工件在热处理过程中,只要有相变,热应力和组织应力都会发生。只不过热应力在组织转变以前就已经产生了,而组织应力则是在组织转变过程中产生的,在整个冷却过程中,热应力与组织应力综合作用的结果,就是工件中实际存在的应力。这两种应力综合作用的结果是十分复杂的,受着许多因素的影响,如成分、形状、热处理工艺等。就其发展过程来说只有两种类型,即热应力和组织应力,作用方向相反时二者抵消,作用方向相同时二者相互迭加。 不管是相互抵消还是相互迭加,两个应力应有一个占主导因素,热应力占主导地位时的作用结果是工件心部受拉,表面受压。组织应力占主导地位时的作用结果是工件心部受压表面受拉。 2 热处理应力对淬火裂纹的影响 存在于淬火件不同部位上能引起应力集中的因素(包括冶金缺陷在内),对淬火裂纹的产生都有促进作用,但只有在拉应力场内(尤其是在最大拉应力下)才会表现出来,若在压应力场内并无促裂作用。 淬火冷却速度是一个能影响淬火质量并决定残余应力的重要因素,也是一个能对
《材料成形基础学习知识原理》重要资料及其规范标准答案
一、名词解释 1 表面张力—表面上平行于表面切线方向且各方向大小相等的张力。表面张力是由于物体在表面上的质点受力不均匀所致。 2 粘度-表面上平行于表面切线方向且各方向大小相等的张力。或作用于液体表面的应力τ大小与垂直于该平面方向上的速度梯度dvx/dvy的比例系数。 3 表面自由能(表面能)-为产生新的单位面积表面时系统自由能的增量。 4 液态金属的充型能力-液态金属充满铸型型腔,获得形状完整、轮廓清晰的铸件的能力,即液态金属充填铸型的能力。 5 液态金属的流动性-是液态金属的工艺性能之一,与金属的成分、温度、杂质含量及其物理性质有关。 6 铸型的蓄热系数-表示铸型从液态金属吸取并储存在本身中热量的能力。 7 不稳定温度场-温度场不仅在空间上变化,并且也随时间变化的温度场 稳定温度场-不随时间而变的温度场(即温度只是坐标的函数): 8 温度梯度—是指温度随距离的变化率。或沿等温面或等温线某法线方向的温度变化率。 9 溶质平衡分配系数K0—特定温度T*下固相合金成分浓度CS*与液相合金成分CL*达到平衡时的比值。 10 均质形核和异质形核-均质形核(Homogeneous nucleation) :形核前液相金属或合金中无外来固相质点而从液相自身发生形核的过程,亦称“自发形核” 。非均质形核(Hetergeneous nucleation) :依靠外来质点或型壁界面提供的衬底进行生核过程,亦称“异质形核”。 11、粗糙界面和光滑界面-从原子尺度上来看,固-液界面固相一侧的点阵位置只有50%左右被固相原子所占据,从而形成一个坑坑洼洼凹凸不平的界面层。粗糙界面在有些文献中也称为“非小晶面”。
X射线衍射在残余应力分析中的应用
X射线衍射在残余应力分析中的应用 杨国彬 (测101) 摘要 X射线衍射测量残余应力的原理是以测量衍射线位移作为原始数据,所测量的结果实际上是残余应变,而残余应力是通过虎克定律由残余应变计算得到的。 关键词 X射线衍射残余应力 XRD 1引言 X射线衍射在残余应力分析中具有重要的作用。X射线应用在残余应力的分析中,是科技的一项重大突破。其中在:定量分析轴承和内燃机喷射器部件中的残余奥氏体检测输片惰性轮中的残余应力检测汽车发动机部件的残余应力(凸轮轴、连杆、发动机轴、均衡器)检测由于全回火引起的残余应力(家用电器、结构部件)检测气体传导时所存在的工作压力检测大幅度拉伸结构件中的工作应力通过检测应力来测量工件喷丸和轧制的效率检测铸件的残余应力(机械工具铸铁件和汽车铸铝部件)检测焊接引起的应力(激光和电焊)研究铝合金汽车轮廓中的残余应力和应力阻抗的关系优化切削去除的工作参数以提高机械部件的应力阻抗检测螺旋式和叶式弹簧的残余应力研究加上工作载荷后的临界区域(武器和航空)等很多领域都有贡献。 2应用举例 (1)DD3镍基单晶高温合金喷丸层残余应力的X射线衍射分析 1试样制备与测试方法 试验材料为DD3镍基单晶高温合金其化学成分质量分数%为9.6Co8.9Cr6.6W4.3Al2.9Ti3.4Ta2.1Mo将其进行1250℃×4h空冷+870℃×32h空冷的热处理后其组成相为固溶体相和′相晶体结构为立方晶系采用线切割加工出块状试样尺寸为20mm×10mm×4mm单晶111晶向为试样的表面法线方向即单晶111面与试样表面平行对试样原始线切割面进行磨削加工磨削深度超过0.5mm然后进行喷丸处理采用直径为0.2mm的陶瓷丸喷丸强度为0.15mmA型试片确保覆盖率在200%以上使用DmaxrC型X射线衍射仪铜靶K辐射测定331衍射晶面单晶弹性柔度系数S11=7.685×10-12m2N-1S12=-3.067×10-12m2N-1S44=7.752×10-12m2N-1X射线弹性常数K=-519Nmm-2结合电化学腐蚀技术进行剥层分别测试喷丸试样不同层深处单晶组分与多晶组分中的残余应力5 由图1可见试样表面法线z轴为晶体n1n2n3方向试样表面某特定方向x轴即晶体w1w2w3方向空间OP方向是hkl晶面的法线方向。
abaqus热残余应力分析实例
利用Abaqus的Moldflow接口进行翘曲分析和残余应力分析 Abaqus关键特征和优势 1.力学性质、有限元网格以及残余应力数据都能从Moldflow很简便地传递到Abaqus 2.包含了成型工艺残余应力的Abaqus分析使得注塑模具产品的仿真更加精确 分析方法 对一个注塑模具产品的翘曲和应力分析的过程来说,一开始是利用Moldflow对注塑成型过程进行仿真。Moldflow的分析结果包括材料性质的描述以及固化零件中的残余应力分布。Abaqus的Moldflow接口此时用来将这些数据转换成Abaqus可以应用的格式。特别强调的是,接口产生的文件包含了塑料的网格信息、残余应力结果以及材料的性质。这些数据会在接下来的Abaqus分析中用来进行翘曲和残余应力影响的建模。椅子和手机外壳塑模的离散化模型如图1所示。对于这两个模型,Moldflow分析在模型厚度上分了21层并使用了壳体网格元素。翘曲的仿真运用Abaqus/Standard的静态分析功能分析完成。 图1:椅子和手机外壳模型的网格 结果和讨论 运用Abaqus/Standard进行翘曲分析后,椅子模型和手机外壳模型的变形如图2及图3所示。
图2:椅子模型的翘曲位移[米]分布云图 图3:手机外壳模型的翘曲位移[米]分布云图 由Abaqus/Standard翘曲分析所得到的椅子模型和手机外壳模型的Mises应力分布云图如图4及图5所示。很明显可以看出,由于翘曲引起了变形,原来零件中所储存的Mises 应力大小降低了。
图4:椅子模型的Mises应力[帕]分布分布—翘曲前[左]和翘曲后[后] 图5:手机外壳模型的Mises应力[帕]分布—翘曲前[左]和翘曲后[后] 结论 Abaqus为进行细致的结构分析提供了强大的能力。Moldflow为注塑模具产品提供了运算残余应力和材料性质的能力。Abaqus的Moldflow接口通过提供Moldflow分析结果向Abaqus分析过程传送的方法,使得更加精确、更加高效的设计过程得以实现。
机械制造技术基础知识点整理
1.制造工艺过程:技术准备,机械加工,热处理,装配等一般称为制造工艺过程。 2.机械加工由若干工序组成。工序又可分为安装,工位,工步,走刀。 3.按生产专业化程度不同可将生产分为三种类型:单件生产,成批(小批,中批,大批)生产,大量生产。 4.材料去除成型加工包括传统的切削加工和特种加工。 5.金属切削加工的方法有车削,钻削,镗削,铣削,磨削,刨削。 6.工件上三个不断变化的表面待加工表面,过渡表面(切削表面),已加工表面。(详见P58) 7.切削用量是以下三者的总称。 (1)切削速度,主运动的速度。 (2)进给量,在主运动一个循环内刀具与工件之间沿进给方向相对移动的距离。 (3)背吃刀量工件上待加工表面和已加工表面件的垂直距离。 8.母线和导线统称为形成表面的发生线。 9.形成发生线的方法成型法,轨迹法,展成法,相切法。 10.表面的成型运动是保证得到工件要求的表面形状的运动。 11.机床的分类:(1)按机床万能性程度分为:通用机床,专门化机床,专用机床。 (2)按机床精度分为:普通机床,精密机床,高精度机床。 (3)按自动化程度分为:一般机床,半自动机床,自动机床。 (4)按重量分为:仪表机床,一般机床,大型机床,重型机床。 (5)按机床主要工作部件数目分为:单刀机床,多刀机床,单轴机床,多轴机床。 (6)按机床具有的数控功能分:普通机床,一般数控机床,加工中心,柔性制造单元等。 12.机床组成:动力源部件,成型运动执行件,变速传动装置,运动控制装置,润滑装置,电气系统零部件,支承零部件,其他装置。 13.机床上的运动:(1)切削运动(又名表面成型运动),包括: 1、主运动使刀具与工件产生相对运动,以切削工件上多余金属的基本运动。
残余应力测定的基本知识_第三讲磁_省略_残余应力的基本原理和各种方法比较_冉启芳
理化检验-物理分册PTCA (PA RT:A PH YS.TES T.)2007年 第43卷 6专题讲座 残余应力测定的基本知识 ———第三讲 磁性法和超声法测残余应力的基本原理和各种方法比较 冉启芳1,吕克茂2 (1.河南省无损检测分会,郑州450052; 2.邯郸爱斯特应力技术研究所,邯郸056000) 中图分类号:O348 文献标识码:A 文章编号:1001-4012(2007)06-0317-04 BASIC KNOWLEDGE OF RESIDUAL ST RESS DE TERM IN AT ION LECT URE N o.3———BASIC PRINCIPLE OF DE TERM IN A TION RESIDUA L ST RESS BY M ETHODS OF M AG NETISM A ND ULT RASON IC,AND COM PA RISON OF T HEIR C HARAC TERISTICS RAN Qi-fang1,L Ke-mao2 (1.Henan Co mmittee of ND T,Zhengzho u450052,China; 2.Handan Str ess Technolo gies Co.L td.,Handan056000,,China) 介绍残余应力测定方法中的两种无损测定方法,即磁性应变法和超声声弹性法。这两种方法与其他的残余应力测量方法相比影响测量因素较多,有些问题有待研究解决。但是它们仍得到一定应用,也受到应力测量工作者的关注。最后对各种残余应力测量方法的特性进行了对比。 1 磁性法 当铁磁材料中有残余应力存在时,其磁性会发生变化,人们就利用磁性的这种变化来评定铁磁材料中的残余应力。目前应用的磁性方法有两种:磁噪声法和磁应变法。磁噪声法是铁磁材料在外加交变磁场的作用下,磁畴壁会发生不连续的跳跃式急剧变化,从而释放出弹性应力———应变波,此现象称为磁噪声,又称为巴克豪森磁噪声(BN)。研究表明,BN信号的大小与材料中的应力和显微组织及缺陷的变化有关,故有人用测量BN在探测线圈内感应产生的脉冲电压信号的大小来检测材料的应力、显微组织和缺陷。显然在测得BN信息大小时,还必须把各种因素的影响区别开来。 收稿日期:2006-08-29 作者简介:冉启芳(1936-),男,教授。 在我国,测残余应力的磁性法用得较多的是磁应变法[1]。其原理是,基于铁磁性材料(如低碳钢等)的磁致伸缩效应,即铁磁性材料在磁化时会发生尺寸变化;反过来铁磁体在应力作用下其磁化状态(导磁率和磁感应强度等)也会发生变化,因此通过测量磁性变化可以测定铁磁材料中的应力。 当试样内存在残余应力时,也会使磁畴的移动和转向均受阻而使磁化率减小,这种现象称为磁弹性现象。铁磁性材料其导磁率的相对变化量与应力之间存在下列线性关系: Δμ/μσ=λ0μ0σ(1)式中 Δμ———导磁率的变化量,Δμ=μ0-μσ; μσ———材料有应力时减小的导磁率; λ0———初始磁致伸缩系数; μ0———材料无应力状态时的导磁率; σ———应力。 上式说明导磁率的相对变化量与应力成正比。 CCY-84型磁性法应力测定仪器就是以磁性应变效应为依据,它采用槽型的高导磁率材料套上线圈作探头,探头与被测试样接触时形成闭合的磁性回路,见图1。当线圈通电时,磁回路中产生磁通。当试件中存在残余应力时,导磁率发生变化并导致磁回路中总磁阻发生变化。总磁阻R为探头磁阻 · 317 ·
残余应力检测方法概述.
第1 页共 2页 残余应力检测方法概述 目前国际上普遍使用的残余应力检测方法种类十分繁多,为便于分类,人们往往根据测试过程中被测样品的破坏与否将测试方法分为:应力松弛法(样品将被破坏和无损检测法(样品不被破坏两类。以下我们简单归纳了现阶段较为常用的一些残余应力检测方法。 一、常见的残余应力检测方法: 1. 应力松弛法 (1 盲孔法 该方法最早由Mather 于1934年提出,其基本原理就是通过孔附近的应变变化,用弹性力学来分析小孔位置的应力,孔的位置和尺寸会影响最终的应力数值。由于这类设备操作起来非常简单,近年来被广泛使用。 (2 切条法 Ralakoutsky 在1888年提出了采用该方法测量材料的残余应力。在使用这种方法时需要沿特定方向将试件切出一条,然后通过测量试件切割位置的应变来计算残余应力。 (3 剥层法 该方法是通过物理或化学的方法去除试件的 一层并测量其去除后的曲率,根据测定的试件表面曲率变化就能计算出残余应力。该方法常用于形状简单的试件,且测试过程快捷。 2. 无损检测方法 (1 X 射线衍射法 X 射线方法是根据测量试件的晶体面间距变化来确定试件的应变,进而通过弹性力学方程推导计算得到残余应力,目前最被广泛使用的是Machearauch 于1961提
出的sin2ψ方法。日本最早研制成功了基于该方法的X 射线残余应力分析仪,为该方法的推广做出了巨大的贡献。 (2 中子衍射法。 中子衍射方法的原理和X 射线方法本质上是一样的,都是根据材料的晶体面间距变化来求得应变,并根据弹性力学方程计算残余应力。但中子散射能量更高,可以穿透的深度更大,当然中子衍射的成本也是最昂贵的。 (3 超声波法。 该方法的物理和实验依据是S.Oka 于1940年发现的声双折射现象,通过测定声折射所导致的声速和频谱变化反推出作用在试件上的应力。试件的晶体颗粒及取向会影响数据的准确度,尽管超声波方法也属无损检测方法,但其仍需进一步完善。二、最新的残余应力检测方法 cos α方法早在1978年就由S.Taira 等人提出, 但真正应用于残余应力测试设备中还是近几年的事情。日本Pulstec 公司于2012年研制出了世界上首款基于cos α方法的X 射线残余应力分析仪,图1是设备图片(型号:μ-x360n 。 第2 页共 2页
关于残余应力基本知识
一残余应力的概念: 通常讲,一个物体,在没有外力和外力矩作用、温度达到平衡、相变已经终止的条件下,其内部仍然存在并自身保持平衡的应力叫做内应力。 按照德国学者马赫劳赫提出的分类方法,内应力分为两类: 第Ⅰ类内应力是存在于材料的较大区域(很多晶粒)内,并在整个物体各个截面保持平衡的内应力。当一个物体的第Ⅰ类内应力平衡和内力矩平衡被破坏时,物体会产生宏观的尺寸变化。 第Ⅱ类内应力是存在于较小范围(一个晶粒或晶粒内部的区域)的内应力。第Ⅱ类内应力是存在于极小范围(几个原子间距)的内应力。 在工程上通常所说的残余应力就是第Ⅰ类内应力。到目前为止,第Ⅰ类内应力的测量技术最为完善,它们对材料性能和构件质量的影响也研究得最为透彻。 除了这样的分类方法以外,工程界也习惯于按产生残余应力的工艺过程来归类和命名,例如铸造应力、焊接应力、热处理应力、磨削应力、喷丸应力等等,而且一般指的都是第Ⅰ类内应力。 二残余应力的作用: 机械零部件和大型机械构件中的残余应力对其疲劳强度、抗应力腐蚀能力、尺寸稳定性和使用寿命有着十分重要的影响。 适当的、分布合理的残余压应力可能成为提高疲劳强度、提高抗应力腐蚀能力,从而延长零件和构件使用寿命的因素;而不适当的残
余应力则会降低疲劳强度,产生应力腐蚀,失却尺寸精度,甚至导致变形、开裂等早期失效事故。 三残余应力的产生: 在机械制造中,各种工艺过程往往都会产生残余应力。但是,如果从本质上讲,产生残余应力的原因可以归结为: 1.不均匀的塑性变形; 2.不均匀的温度变化; 3.不均匀的相变。 四残余应力的调整: 针对工件的具体服役条件,采取一定的工艺措施,消除或降低对其使用性能不利的残余拉应力,有时还可以引入有益的残余压应力分布,这就是残余应力的调整问题。 通常调整残余应力的方法有: 1.加热,即回火处理,利用残余应力的热松弛效应消除或降低残余应力。 2.施加静载,使工件产生整体或局部、甚至微区的塑性变形,也可以调整工件的残余应力。例如大型压力容器,在焊接之后,在其内部加压,即所谓的“胀形”,使焊接接头发生微量塑性变形,以减小焊接残余应力。 3.振动时效,英文叫做Vibration Stress Relief,简称VSR 。在国际上,工业发达国家起始于上世纪50年代,我国从70年代研究和推广。振动消除应力主要特点:
残余应力分析系统结构设计设计
残余应力分析系统结构设计设计
本科毕业论文(设计) 题目:X-ray残余应力分析系统结构设计 学生姓名:赵英华 指导教师:龚海 学院:机电工程学院 专业班级:机械1005班 完成时间:2014年5月27日 本科生院制 2014年5月
摘要 目前,国内残余应力测量机构多为手动或半手动装置且定位精度不高,无法满足制造业需求。故本文旨在设计一种四自由度(即X、Y、Z三维平动和Z向转动)的全自动、高精度、新型结构平台,通过此平台的移动实现放置在其上的X-ray残余应力分析仪器的精确定位,以达到高精度测量金属表面残余应力的预期效果。 本文在X、Y方向设计了滚珠丝杠副结构满足传动进给要求,Z向设计了行星滚柱丝杠副结构实现传动和一对圆锥滚子轴承实现转动。确定了系统结构主要尺寸参数,其中着重进行了三向进给传动系统的设计计算及校核。采用Pro/E软件进行三维模型绘制,重点绘制了行星滚柱丝杠副,滚珠丝杠副三维模型结构,最终构造四自由度平台三维整体模型,另外,在设计过程中对预紧、预拉伸、调隙及轴承固定等具体结构也进行了设计。后期采用Pro/E软件对此平台进行外观造型设计。 关键词:四自由度X-ray残余应力行星滚柱丝杠副三向进给传动系统计算三维模型绘制
Abstract At present, the domestic residual stress measurement instrument mostly are manual or semi-manual device and its positioning accuracy is not high, which Can not meet industry needs .This thesis aims to design a fully automatic four degrees of freedom, high-precision, new structural platform. By moving this platform, where the X-ray residual stress analysis instruments is placed to achieve precise positioning. In order to achieve high-precision measurement of metal surface residual stress effects which is expected. In the design process, using ball screw deputy achieve X, Y direction requirements of feed transmission, planetary roller screw deputy achieve Z direction requirements of feed transmission, a pair of tapered roller bearings for rotating the Z direction. The transmission system analysis and calculation was Completed. Determine the main dimensions of the system structure, which were focused on three directions drive feed transmission system design calculations and checking. The three-dimensional model was drawn by Using Pro / E software Focus drawn three-dimensional model of the structure of planetary roller screw deputy and ball screw deputy. Eventually construct a three-dimensional model of four degrees of freedom platform. In addition, the specific structure of preload, pre-stretch, transfer gap, and bearing fixed also were designed and constructed in the design process. In the late, the exterior of this four-DOF platform was designed by using Pro / E software Key word: four degrees of freedom,X-ray residual stress,planetary roller screw deputy,three-dimensional model
X射线衍射测定残余应力解析
机电工程学院电子课堂 本栏目内容仅供教学参考,未得到作者同意不得用于其它目的 第一章 X射线衍射分析 §1-6宏观残余应力的测定 残余应力的概念: 残余应力是指当产生应力的各种因素不复存在时,由于形变,相变,温度或体积变化不均匀而存留在构件内部并自身保持平衡的应力。按照应力平衡的范围分为三类: 第一类内应力,在物体宏观体积范围内存在并平衡的应力,此类应力的释放将使物体的宏观尺寸发生变化。这种应力又称为宏观应力。材料加工变形(拔丝,轧制),热加工(铸造,焊接,热处理)等均会产生宏观内应力。 第二类内应力,在一些晶粒的范围内存在并平衡的应力。第三类内应力,在若干原子范围内存在并平衡的应力。通常把第二和第三两类内应力合称为“微观应力”。下图是三类内应力的示意图,分别用sl,sll,slll表示。
构件中的宏观残余应力与其疲劳强度,抗应力腐蚀能力以及尺寸稳定性等有关,并直接影响其使用寿命。如焊接构件中的残余应力会使其变形,因而应当予以消除。而承受往复载荷的曲轴等零件在表面存在适当压应力又会提高其疲劳强度。因此测定残余内应力对控制加工工艺,检查表面强化或消除应力工序的工艺效果有重要的实际意义。 测定宏观应力的方法很多,有电阻应变片法,小孔松弛法,超声波法,和X射线衍射法等等。除了超声波法以外,其它方法的共同特点都是测定应力作用下产生的应变,再按弹性定律计算应力。X射线衍射法具有无损,快速,可以测量小区域应力等特点,不足之处在于仅能测量二维应力,测量精度不十分高,在测定构件动态过程中的应力有一些困难。 1-4-1 X射线宏观应力测定的基本原理 测量思路: 金属材料一般都是多晶体,在单位体积中含有数量极大的,取向任意的晶粒,因此,从空间任意方向都能观察到任一选定的{hkl}晶面。在无应力存在时,各晶 (如下图所示)。 粒的同一{hkl}晶面族的面间距都为d 当存在有平行于表面的张引力(如σφ)作用于该多晶体时,各个晶粒的晶面间距将发生程度不同的变化,与表面平行的{hkl)(ψ=0o)晶面间距会因泊松比而缩小,而与应力方向垂直的同一{hkl)(ψ=90o)晶面间距将被拉长。在上述两种取向之间的同一{hkl)晶面间距将随y 角的不同而不同。即是说,随晶粒取向的不