Gaiser瓷嘴

The 1513 series represents one of the most popular styles of wire bonding capillaries in the industry
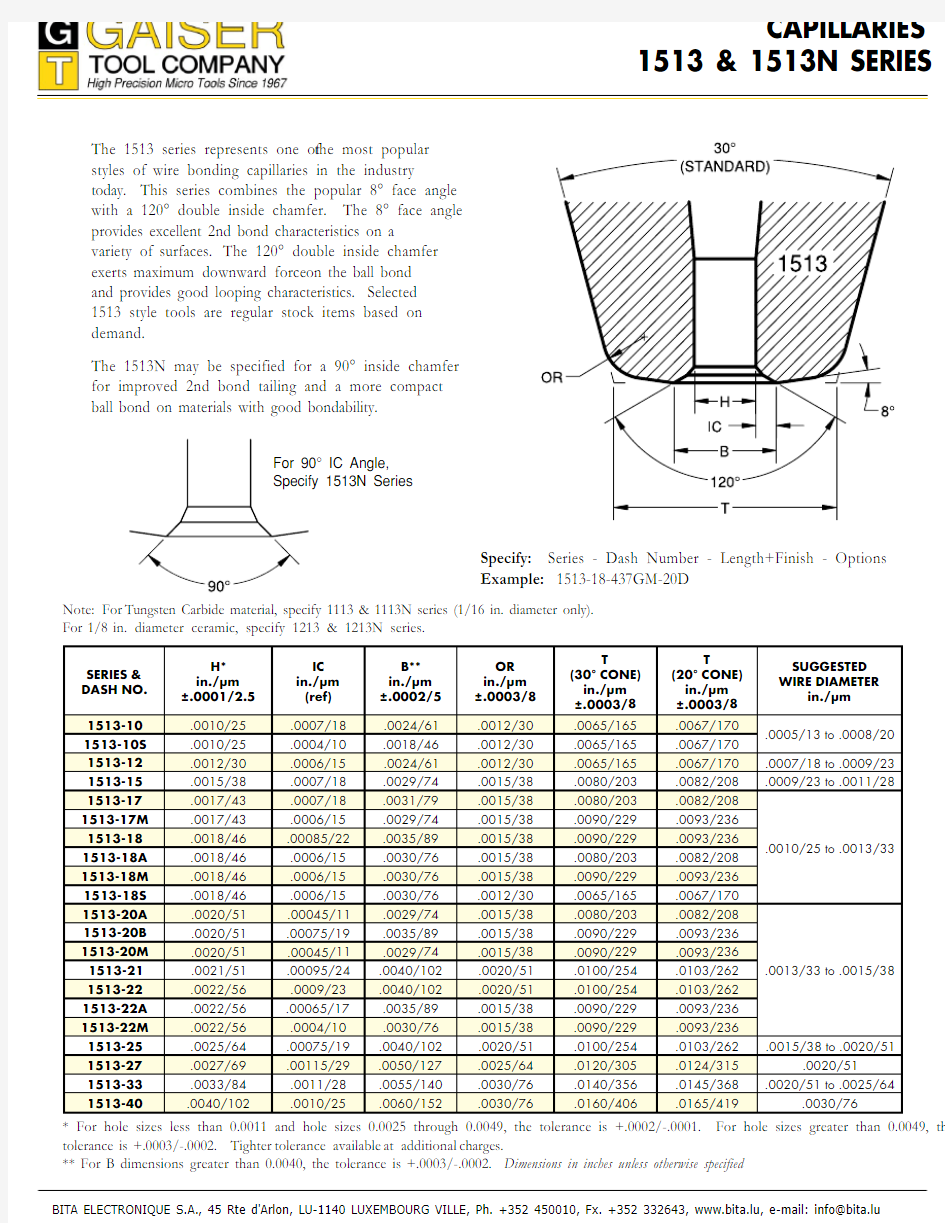
today. This series combines the popular 8° face angle with a 120° double inside chamfer. The 8° face angle provides excellent 2nd bond characteristics on a variety of surfaces. The 120° double inside chamfer exerts maximum downward force on the ball bond and provides good looping characteristics. Selected 1513 style tools are regular stock items based on demand.
The 1513N may be specified for a 90° inside chamfer for improved 2nd bond tailing and a more compact ball bond on materials with good bondability.
Note: For Tungsten Carbide material, specify 1113 & 1113N series (1/16 in. diameter only).For 1/8 in. diameter ceramic, specify 1213 & 1213N series.
Specify: Series - Dash Number - Length+Finish - Options Example: 1513-18-437GM-20D
The 1572 series represents one of the most popular styles of wire bonding capillaries in the industry today. This series combines the popular 8° face
angle with a 120° double inside chamfer. The 8° face angle provides excellent 2nd bond characteristics on a variety of surfaces. The 120° double inside chamfer exerts maximum downward force on the ball bond and provides good looping characteristics.Selected 1572 style tools are regular stock items based on demand.
The 1572N may be specified for a 90° inside chamfer for improved 2nd bond tailing and a more compact ball bond on materials with good bondability.
Note: For Tungsten Carbide material, specify 1172 & 1172N series (1/16 in. diameter only).For 1/8 in. diameter ceramic, specify 1272 & 1272N series.
Specify: Series - Dash Number - Length+Finish - Options Example: 1572-18-437GM
The 1570 series features a large outside radius design for good bondability on a variety of surfaces. The 90° double inside chamfer forms a compact ball bond and enhances 2nd bond tailing. The large outside radius design performs well even on surfaces with poor planarity. Selected 1570 style tools are regular stock items based on demand.
The 1570N may be specified for a 120° inside chamfer for applications with poor 1st bond bondability
Note: For Tungsten Carbide material, specify 1170 & 1170N series (1/16 in. diameter only).For 1/8 in. diameter ceramic, specify 1270 & 1270N series.
Specify: Series - Dash Number - Length+Finish - Options Example: 1570-18-437GM-20D
* For hole sizes less than 0.0011 and hole sizes 0.0025 through 0.0049, the tolerance is +.0002/-.0001. For hole sizes greater than 0.0049, the
Note: For Tungsten Carbide material, specify 1174 & 1174N series (1/16 in. diameter only).For 1/8 in. diameter ceramic, specify 1274 & 1274N series.
The 1574 series features a flat face design and a 90°double inside chamfer for surfaces with good
bondability. The 90° double inside chamfer provides excellent 2nd bond tailing and a taller, more compact ball bond.
The 1574N may be specified for a 120° inside
chamfer for surfaces with poor 1st bond bondability.
Specify: Series - Dash Number - Length+Finish - Options Example: 1574-18-437GM-20D
* For hole sizes less than 0.0011 and hole sizes 0.0025 through 0.0049, the tolerance is +.0002/-.0001. For hole sizes greater than 0.0049, the tolerance is +.0003/-.0002.
The 1548 series capillary is designed for applications with good bondability. Typically specified with a polished finish, the 1548 will provide long tool life on surfaces with good metallization. The 1548 series features a flat face, large outside radius, and a 90°double inside chamfer design. The GM Gaiser matte finish may be specified for enhanced 2nd bond performance on surfaces with difficult bondability.The 1548N may be specified for a 120° inside chamfer for applications with poor 1st bond bondability.
Note: For Tungsten Carbide material, specify 1148 & 1148N series (1/16 in. diameter only).For 1/8 in. diameter ceramic, specify 1248 & 1248N series.
Specify: Series - Dash Number - Length+Finish - Options Example: 1548-18-437P
* For hole sizes less than 0.0011 and hole sizes 0.0025 through 0.0049, the tolerance is +.0002/-.0001. For hole sizes greater than 0.0049, the tolerance is +.0003/-.0002.
The 1573 series is typically specified for fine pitch
bonding applications where an angle bottleneck is
not yet required. The small T and small B
design work well with closely spaced, small bond
pads, and the 120° radiused inside chamfer (IR)
provides excellent looping and wire control for use in
high-speed automated bonders. The 1573 series is
most commonly specified with the optional 20° cone
angle, but is also available in standard 30° and
optional 15° angles.
The 1573N may be specified for a 90° radiused inside
chamfer for a more compact ball bond on materials
with good bondability.
* For hole sizes less than 0.0011 and hole sizes 0.0025 through 0.0049, the tolerance is +.0002/-.0001. For hole sizes greater than 0.0049, the Note: For Tungsten Carbide material, specify 1173 & 1173N series (1/16 in. diameter only).
For 1/8 in. diameter ceramic, specify 1273 & 1273N series.
Specify: Series - Dash Number - Length+Finish - Options
Example:1573-18-437GM-20D
1551, 1520, & 1553 SERIES
The 1551 series allows the user to specify all dimen-sions of the capillary within the part number and should be used when an existing catalog series will not meet the requirements of an application. This series comes standard with a 90° double inside chamfer, but may be specified with a 120° or other chamfer angles. The 1551 series can be designed for virtually any thermosonic wire bonding application.
The 1520 series also allows the user to specify all dimensions of the capillary but is designed with a standard 120° full radiused inside chamfer. This design is optimized for use in high-speed automated bonders and provides improved looping and wire control. The 1520 series helps to reduce sagging and wavy wire problems making the 1520 ideal for long loop and low loop bonding. When equipped with an angle bottleneck modification, this tool is an industry standard for fine pitch bonding applications.
For 120° IC angle, specify
x120D in part number. Other angle options also apply.For single IC angle, specify as 1553 series. Standard angle is 90° unless otherwise specified.Example:
1551-15-437GM-60(3x120D-8D-10)1551-18-437GM-80(3x70D-8D-15)1553-17-375GM-55(4x50D-4D-12)
Specify:Examples:
1551-18-437GM-60(3-8D-10)20D 1520-18-437GM-60(3-8D-10)
1551-18-437GM-60(3-F-10)20D-AB10x12-BLIC Notes:
A flat face 1551 or 1520 may be specified by a -F or by the actual numerical value in the part number.
A mathematical relationship exists between the various dimensions at the capillary tip. When designing a part number or when simply changing the cone angle, you may wish to contact a Gaiser Tool Co. Sales Engineer.If a radiused inside chamfer is desired in a 90° IC 1551, specify -BLIC at the end of the part number.
SMALL BALL, MEDIUM TO FINE PITCH CAPILLARIES
The chart below represents several example part numbers for a variety of pitches and wire diameters.These capillaries are useful for small ball, medium to fine pitch applications.
Note: A 10° by 0.012 in. (305μ) high angle bottleneck is standard in the 1590/1591 series.
Other angle bottleneck configurations may be specified at the end of the part number.
The 1590 and 1591 series capillaries are designed with
angle bottlenecks for loop clearance in fine pitch
bonding applications of 100μm pitch and above. The
120° radiused inside chamfer works well in high-speed
automated bonders, providing the finest looping
characteristics and wire control available. The 8° face
angle provides good 2nd bond tailing and allows
ample 2nd bond cross-sectional area for reduced
heel cracking. The 8° face angle is ideal for
modern high-speed automated bonders on a
variety of bonding surfaces. The 4° face angle
provides increased downward force on the 2nd
bond to enhance weld attachment in situations of
poor bondability.
Specify: Series - Dash Number - Length+Finish - Options
Example:1590-18E-437GM-20D
The 1592 and 1593 series capillaries are designed
with angle bottlenecks for loop clearance in fine
pitch bonding applications of90μm pitch and above.
The 90° radiused inside chamfer works well in high-
speed automated bonders, providing excellent
looping characteristics and wire control. The 90°
inside chamfer forms a compact ball bond and
provides excellent 2nd bond tailing. The 8° face angle
allows ample 2nd bond cross-sectional area for
reduced heel cracking. The 8° face angle is ideal for
modern high-speed automated bonders on a variety of
bonding surfaces. The 4° face angle provides in-
creased downward force on the 2nd bond to enhance
weld attachment in situations of poor bondability.
Note: A 10° by 0.012 in. (305μ) high angle bottleneck is standard in the 1592/1593 series.
Other angle bottleneck configurations may be specified at the end of the part number.
Specify: Series - Dash Number - Length+Finish - Options
Example:1592-18E-437GM-20D
物料编码原则解读
****股份有限公司物料编码原则 2009/C 编制:日期: 审核:日期: 批准:日期: 会签:日期
1 目的 规范我司物料管理,适应ERP系统需要,促进公司物流管理水平提升,有效控制库存,提高及时交货率,更好的服务客户。 2 范围 本编码原则适用于对中捷厨卫股份有限公司的所有物料进行管理,包含但不仅限于原材料、零配件、包装物、成品、低值易耗品、样品(含改良等情况产生的临时物料)。 3 编码原则 3.1 总原则 3.1.1物料编码共分原材料、零配件(含组件)、包装物、成品、低值易耗品、样品(含改良等情况产生的临时物料)六大类,分别由英文字母、数字、间隔符组成。 3.1.2 物料编码原则由技术中心制定与修订,任何其它部门不得随意对其进行位数删除/增添、代码定义更换等。 3.3 原材料编码说明 3.3.1 原材料代码段定义如下: 流水号 类别码 大类编码 3.3.1.1 第1位,原材料大类码:1; 3.3.1.2 第2、3位:原材料类别代码,约定如下: 01——型砂类物料;02——橡胶、塑料类;03——铸造辅料;04——为紫铜; 05——铜棒类物料;06——铜管类物料;07——铜锭类物料;08——铁类附件;09——锌锭类物料;10——铅锭类物料;11——铝锭类物料;12——铜粉; 13——炉渣;14——料头;15——化学品物料;16——铜板类。 3.3.1.3 第4、5、6位:引入顺序流水号:以000~999之间的数字从小到大排列。 3.3.2 原材料编码举例说明 3.3.2.1 Ф15铜管 新编码为:106001
1 铜管类第一次出现的规格型号; 铜管类物料代码; 原材料类代码; 3.4 零配件(含组件)编码说明 3.4.1 零配件编码代码段定义如下: 颜色代码; 材料代码; 3.4.1.1 第1位,零配件大类码:2; 3.4.1.2 第2、3位:零件类别代码,约定如下: 00——附件类(浴室挂件、小扳手、配重块等); 01——把手(零件);02——芯杆类:(拉杆、拔叉杆);03——接管类:(加长管、螺纹管);04——接头类;05——密封件:O型圈、密封垫片(如橡胶、橡塑材质类等); 06——分水器:网胆、分水片、花喷;08——弹簧;09——螺钉(螺柱); 10——标志(手轮标志);11——罩类:(主体盖、面板、压帽、装饰帽、手轮体); 12——螺帽、螺母类:(压帽、六角螺母、锁紧帽);13——主体类; 14——出水管(体);15——套类:(卡簧、阀芯上套、出水嘴体); 16——支座类:(底座、底圈、支座);17——壳类(盒子、杯类、瓶类等); 18——垫圈、挡圈类:(摩擦垫片、铜垫片); 70——出水嘴71——阀芯72——月亮弯73——倒吸阀74——转换总成 75——把手(组件)76——半成品80——花洒81——皂液器82——下水 83——浴缸出水嘴84——支架85——升降杆86——软管99——附组件 注:70以上为组件 3.4.1.2 第4、5、6、7位:开发顺序代码:以0000~9999之间的数字从小到大排列。 3.4.1.3 第7位与第8位之间的分隔号“-”无实际意义,为便于交流而设置,可不输入系统,但在图纸、BOM表中皆应明确加入编码中。 3.4.1.4.1 第8、9位:材料代码,约定如下: 01——标准铜ZJM-014/毛坯及零部件打标“S”;02——黄杂铜ZJM-016/毛坯及零部件打标:“Z”;03——砷铜ZJM-061/毛坯及零部件打标“D”;04——ZJM-018;
ERP物料编码的意义及原则
ERP物料编码的意义及原则 物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其它有关事项的一种管理工具。在物料极为单纯、物料种类极少的工厂或许有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂,物料编码就显得格外重要了。此时,物料的领发、验收,请购、跟催、盘点、储存等工作极为频紧,而借着物料编码,使各部门提高效率,各种物料资料传递迅速、意见沟通更加容易。 物料编码之功能如下: ·增强物料资料的正确性 物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料编码可以查核,因此物料数据更加正确。至于一物多名,一名多物或物名错乱之现象不致于发生。 ·提高物料管理的工作效率 物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。 ·利于电脑的管理 物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。 ·降低物料库存、降低成本 物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。 ·防止物料舞弊事件之发生 物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。 ·便于物料之领用 库存物料均有正确的统一的名称及规格予以编码。对用料部门的领用以及物料仓库的发料都十分方便。 ·便于压缩物料的品种、规格 对物料进行编码时,可以对某些性能相近或者相同的物料进行统一、合并和简化,压缩物料的品种、规格。 物料编码的原则 物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则: ·简单性 ·分类展开性 ·完整性 ·单一性 ·一贯性 ·可伸缩性 ·组织性
金蝶物料编码规则
金蝶物料编码规则 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
金蝶物料编码规则 包括:一、类、有、变、数、短、长、跳。 一、求唯一 通常情况下,只要物料的物理或化学性质有变化,只要物料必须要在仓库中存储,就必须为其指定一个编码,即通常所说的一物一码。比如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须编制不同的物料编码。 二、分类别 在编码时,一般会按一定的分类方式对编号进行分类,这样,在日常的查询或报表列印时,同类的资料才能排在一起,便于我们比较和汇总统计等。通常我们在对物料进行编码时,会按大类-中类-小类-流水号的形式进行编码,比如,第一码表示大分类,如成品,原材料,半成品等,第二、三码表示中分类,第四、五、六码表示小分类,最后是三位的流水号,通过这样的分类,我们可以保证相同类的物料在做统计分析时是可以排在一起的。 三、勿有意 我们在给客户辅导编码时,非专业性的人员通常都要求让编号反映某些意义,使得编号容易记忆或者可以望“字“生义,常常会将英文单词的
首几位或缩写字母编在编号上;再有,还要把物料的规格、尺寸等属性也要反映在料号中。在资料量不大时,这种编码方式的确可能比较方便,使用起来可能会比较符合使用者现时的习惯,但是当资料数量越来越大时,要记忆的东西太多了,实际上已经达不到当初设想的易于记忆的目的了,结果给后续新增编码造成很大的困扰,无法进行新增编码的编制。 在很多企业中,常常就是为了要整理理出有意义的料号体系,而使得编号工作变得非常困难,经常会组织很多部门,来讨论如何才能将这些有意义的东西编到编码中去,耗费了大量的人力、物力和时间,经常是编到一半发现无法编制下去。比如,我们在编电阻的编码的时候,客户人员常常会要求将阻值、材质加到编码中,甚至将10的几次“方“也要加到编码中,以方便看了编码就知道电阻的阻值和材质。结果日后有新增的物料时,却发觉实在很难遵行原来的原则进行新物料的编号工作。 其实,料号仅是物料的代码。是为了便于计算机系统管理,而给的一个编号而已。它可以不具备任何意义,就如我们的身份证号码一样。这样,即使有上万条物料,也可以在短短的两、三周内就完成所有的编号工作。 在国外,有许多公司干脆就用乱数法则直接赋予物料编号,而丝毫不会影响电脑作业的运行。因为在交易数量庞大的信息化作业中我们不需要也不可能去记忆每一个料号所代表的物料。我们要知道的只是料件的名称规格,而所有的资料在列印或显示时,名称规格都可以随着料号出现。
物料编码原则.-共14页
****××公司物料编码原则 2009/C 编制:日期: 审核:日期: 批准:日期: 会签:日期
1 目的 规范我司物料管理,适应ERP系统需要,促进公司物流管理水平提升,有效控制库存,提高及时交货率,更好的服务客户。 2 范围 本编码原则适用于对中捷厨卫××公司的所有物料进行管理,包含但不仅限于原材料、零配件、包装物、成品、低值易耗品、样品(含改良等情况产生的临时物料)。 3 编码原则 3.1 总原则 3.1.1物料编码共分原材料、零配件(含组件)、包装物、成品、低值易耗品、样品(含改良等情况产生的临时物料)六大类,分别由英文字母、数字、间隔符组成。 3.1.2 物料编码原则由技术中心制定与修订,任何其它部门不得随意对其进行位数删除/增添、代码定义更换等。 3.3 原材料编码说明 3.3.1 原材料代码段定义如下: 流水号 类别码 大类编码 3.3.1.1 第1位,原材料大类码:1; 3.3.1.2 第2、3位:原材料类别代码,约定如下: 01——型砂类物料;02——橡胶、塑料类;03——铸造辅料;04——为紫铜; 05——铜棒类物料;06——铜管类物料;07——铜锭类物料;08——铁类附件;09——锌锭类物料;10——铅锭类物料;11——铝锭类物料;12——铜粉; 13——炉渣;14——料头;15——化学品物料;16——铜板类。 3.3.1.3 第4、5、6位:引入顺序流水号:以000~999之间的数字从小到大排列。 3.3.2 原材料编码举例说明 3.3.2.1 Ф15铜管 新编码为:106001 1 06 001
铜管类第一次出现的规格型号; 铜管类物料代码; 原材料类代码; 3.4 零配件(含组件)编码说明 3.4.1 零配件编码代码段定义如下: 颜色代码; 材料代码; 3.4.1.1 第1位,零配件大类码:2; 3.4.1.2 第2、3位:零件类别代码,约定如下: 00——附件类(浴室挂件、小扳手、配重块等); 01——把手(零件);02——芯杆类:(拉杆、拔叉杆);03——接管类:(加长管、螺纹管);04——接头类;05——密封件:O型圈、密封垫片(如橡胶、橡塑材质类等); 06——分水器:网胆、分水片、花喷;08——弹簧;09——螺钉(螺柱); 10——标志(手轮标志);11——罩类:(主体盖、面板、压帽、装饰帽、手轮体); 12——螺帽、螺母类:(压帽、六角螺母、锁紧帽);13——主体类; 14——出水管(体);15——套类:(卡簧、阀芯上套、出水嘴体); 16——支座类:(底座、底圈、支座);17——壳类(盒子、杯类、瓶类等); 18——垫圈、挡圈类:(摩擦垫片、铜垫片); 70——出水嘴71——阀芯72——月亮弯73——倒吸阀74——转换总成 75——把手(组件)76——半成品80——花洒81——皂液器82——下水 83——浴缸出水嘴84——支架85——升降杆86——软管99——附组件 注:70以上为组件 3.4.1.2 第4、5、6、7位:开发顺序代码:以0000~9999之间的数字从小到大排列。 3.4.1.3 第7位与第8位之间的分隔号“-”无实际意义,为便于交流而设置,可不输入系统,但在图纸、BOM表中皆应明确加入编码中。 3.4.1.4.1 第8、9位:材料代码,约定如下: 01——标准铜ZJM-014/毛坯及零部件打标“S”;02——黄杂铜ZJM-016/毛坯及零部件打标:“Z”;03——砷铜ZJM-061/毛坯及零部件打标“D”;04——ZJM-018; 05——HPb59-1/毛坯及零部件打标“P”;06——ZJM-020无铅铜/毛坯及零部件打标“L”;07——T3/T4紫铜;08——H62;09——H98;10——C12200/TP2紫铜;
编码基本规则:
1编码基本规则: 编码由4个大部分组成,分别为进货号、公司自编款号、色号、码号,以上4大部分又分为10个小类 2实例解析: (1)(2)(3)(4) 进货号公司自编款号色号型号 MTS 09 002 WT 010 BL 001 M S 0091 1)MTS(客户编号):美特斯首字母,意为由美特斯公司进货 09(年号):2009年 002(进货流水号):2009年第2次由美特斯公司进的货 2)WT(服装类别号):外套的拼音首字母 010(款号):用来区别同类别不同款别的服装,指次款服装为从美特斯购入的外套的第10个款式。 3)BL(基本色号):为英文单词蓝色blue的首2字母 001(色差号):如果此款长外套有两种蓝,区别不是很大,可用001代指浅蓝,002代指深蓝,加以区分 4)M(性别号):M为英文单词man的首字母,W(woman)女 S(码号):XS、S、M、L、XL 不多说 0091(数号):本批次、本款号、本色号、本型号中的第91件 3常见问题解答: 1)为什么色号用首2字母而不是首1字母? 因为1字母容易产生重色,比如brown首1字母也是B,但首2字母就是BR。 2)色号用首2字母也会出现重色现象,如blue,black。 这时就可以稍稍变通下了,比如,把black的缩写改为首尾2字母即BK。如发生其它串字母现象可同理推导。 3)为什么只有色号和性别号才用英文缩写,别的都用拼音? 汉字的颜字拼音差别太少,比如红、黄、灰,全是H,男和女全是N,而其它多音节词就不会产生这个问题,比起英语,拼音也更好认一些,因此能用拼音尽量用拼音,如果想全用英文也没有问题,随贵司喜好。 4)如果一款衣服是男女通用,不分性别怎么办? 可以随便用个字母代表,如Z,或干脆取消这段编码。 5)如果2007年我们购进了佐丹奴的一款毛衣,当时的公司自编款号是MY010,因为这款 毛衣卖的好,2008年我们又进了佐丹奴这款毛衣,这时这款毛衣的编号是依2008年重编,还是延用2007年的编号? 最好延用以前的,这样在查帐时比较好查找此款毛衣的总帐。 6)如果我们想公司自编款号区别外套,还想知道外套是短款还是长款,是毛料还是皮料
企业ERP系统中物料编码的原则和方法
企业ERP系统中物料编码的原则和方法 在企业信息系统的建设中,物料编码的确定往往是比较头痛的事情,因为编码方案既要考虑现实,又要考虑长远,既要考虑使用习惯,又要讲究科学规范。如果考虑不周,包含不全,编码规则就得经常修改,不仅造成工作量增大,还影响系统运行。因此,怎样制定一套完整实用,扩充性强,又能满足系统要求的编码方案,是每个企业在信息化建设中都必须解决的问题。四机厂在ERP项目实施中物料编码就遇到了一些复杂的情况,过去工厂开发过一些部门级的应用管理软件,各个部门建立了自己适用的一套物料编码,由于对数据理解的角度不同,同样物料的编码方案和规则都有所不同。经过多年的应用形成了习惯难以接受新的变化。在实施PDM系统时,为了统一全厂的物料编码,企业重新制定了一套编码方案,这套编码根据物料特征属性进行了多层分类,编码规则过于复杂,编码的难度大,虽然在图纸和PDM系统中强行使用,但没有在采购、仓储和生产过程中被应用。 目前ERP系统中需要有统一的物料编码,到底是采用何种编码方案可行呢?企业对此进行了深入的探讨和研究,提出了一些新的想法,本文就编码的一些思路和做法进行必 要的阐述。 1.物料的定义及编码的作用 首先我们要明白物料的含义是什么,根据ERP系统的通用定义,“物料”是为了产品出厂,需要列入计划的一切不可缺少的物资的统称,不只是原材料或零件,还包括毛坯、在制品、半成品、成品、外购件、包装材料、产品说明书,甚至还包括工装工具、劳保用品、能源等等的一切物料。 ERP系统要利用计算机来处理大规模的数据,物料编码作为关键数据是人和计算机使用所有其他数据元素的基础,它可以记录生产过程中物料的运动变化情况,跟踪物料的动向。物料数据有了规范化的编码,还能便于计算机识别和检索,便于对物料进行高效、有序的管理,便于系统对物料进行分类、检索与统计,以及便于物料信息的交换与共享,所以物料编码是 ERP系统中作为的一个关键主数据是决不可少的。但是在ERP系统中物料代码最主要的是作为物料的标识符来使用的,而不是一种描述符,因此物料编码并不要求带什么含义,最根本的是要到做唯一性就行了,即:一物一码。同一种物料,不论出现在什么产品上,只能用同一个代码;而不同的物料,那怕有极微小的区别也不得用同一个代码。一般地,只要物料的物理或化学性质有变化、只要物料要在仓库中存储、就必须为其指定一个编码,举例,如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、
的编码规则参考
编码规则指南 说明:以物料的编码为主线讲解编码的原则,但所讲编码原则同样适用于系统的客户编码、供货商编码、职员编码、部门编码、单位编码、仓库编码、各种类别编码和其它需要编码的任何项目等。 第一节物料编码的意义 物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其它有关事项的一种管理工具。在物料极为单纯、物料种类极少的工厂或许有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂,物料编码就显得格外重要了。此时,物料的领发、验收,请购、跟催、盘点、储存等工作极为频紧,而借着物料编码,使各部门提高效率,各种物料资料传递迅速、意见沟通更加容易。物料编码之功能如下: ? 增强物料资料的正确性 物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料编码可以查核,因此物料数据更加正确。至于一物多名,一名多物或物名错乱之现象不致于发生。 ? 提高物料管理的工作效率 物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。 ? 利于电脑的管理 物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。 ? 降低物料库存、降低成本 物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。 ? 防止物料舞弊事件之发生 物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。 ? 便于物料之领用 库存物料均有正确的统一的名称及规格予以编码。对用料部门的领用以及物料仓库的发料都十分方便。 ? 便于压缩物料的品种、规格 对物料进行编码时,可以对某些性能相近或者相同的物料进行统一、合并和简化,压缩物料的品种、规格。 第二节物料编码的原则 物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则: l 简单性 l 分类展开性 l 完整性 l 单一性 l 一贯性 l 可伸缩性 l 组织性 l 适应电脑管理 l 充足性 l 易记性 一、简单性 编码的目的在于将物料化繁为简,便于物料的管理,如果编码过于繁杂,则违反了编码之目的。因切此物料编码在应用文字元号或数字上应力求简单明了,这样可节省阅读、填写、抄录的时间与手续,并可减少其中的错误机会。 物料相当单纯时,只要将物料简单分类为几项即可,物料分类项目多了,就显得很不方便。若物料相当复杂时,就要将大分类再加以细分,这种分类展开也称为多级分类。 二、分类展开性 物料复杂,物料编码大分类后还要加以细分,如果采用阿拉伯数字十进制,则每段最多只能由十个细分的项目,如果采用英文字母,则每段有26个细分项目,然而细分项目太多,就难于查找,而细分项目太少,则分类展开太慢,分类细分项目通常以五至九个较佳。例如采用阿拉伯数字十进制,有十八个项目时,其分类展开可以利用下列方法。 需要分类的 项目 第一种分类方法
编码原则说明
编码原则说明
信息化系统编码的八项原则 在推行信息化系统的工作中,所遇到的第一件事情就是编码工作,如供应商、客户、物料等都需要编码,在企业信息化的发展过程中,经常会发现当初制定的编码规则有问题,无法再编下去,需重新修订。那如何进行科学、有效的编码,是我们所有实施顾问需要经常思考的问题。因此,我们对编码工作进行了归纳、总结和提炼,提炼成八个字“一、类、有、变、数、短、长、跳“。主要目的是让所有的实施顾问在谈到编码时,都能按八项编码原则来给客户进行讲解,体现出顾问的专业性,体现出我们的标准化实施方法。 下面我们来对这八项原则一一进行解释。 一、求唯一 通常情况下,只要物料的物理或化学性质有变化,只要物料必须要在仓库中存储,就必须为其指定一个编码,即通常所说的一物一码。比如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须编制不同的物料编码。 二、分类别 在编码时,一般会按一定的分类方式对编号进行分类,这样,在日常的查询或报表列印时,同类的资料才能排在一起,便于我们比较和汇总统计等。通常我们在对物料进行编码时,会按大类-中类-小类-流水号的形式进行编码,比如,第一码表示大分类,如成品,原材料,半成品等,第二、三码表示中分类,第四、五、六码表示小分类,最后是三位的流水号,通过这样的分类,我们可以保证相同类的物料在做统计分析时是可以排在一起的。 三、勿有意 我们在给客户辅导编码时,非专业性的人员通常都要求让编号反映某些意义,使得编号容易记忆或者可以望“字“生义,常常会将英文单词的首几位或缩写字母编在编号上;再有,还要把物料的规格、尺寸等属性也要反映在料号中。在资料量不大时,这种编码方式的确可能比较方便,使用起来可能会比较符合使用者现时的习惯,但是当资料数量越来越大时,要记忆的东西太多了,实际上已经达不到当初设想的易于记忆的目的了,结果给后续新增编码造成很大的困扰,无法进行新增编码的编制。 在很多企业中,常常就是为了要整理理出有意义的料号体系,而使得编号工作变得非常困难,经常会组织很多部门,来讨论如何才能将这些有意义的东西编到编码中去,耗费了大量的人力、物力和
物料编码规则(所有物料)
深圳**技术有限公司编码原则 1.0目的: 定义深圳民爆光电技术有限公司需要的相关编码方法和编码原则。 2.0范围: 适用于深圳民爆光电技术有限公司所有的产品型号编码,物料编码。 3.0职责与权限: 3.1技术研究中心:负责维护成品,半成品,物料,辅料,新增部分的编码规范 及编码。 4.0内容 4.1产品成品型号编码原则:编码长度为14位;由数字结合等长编码 半成品中类2、3位代码分类 4.1.1编码基本格式如下: 1 XX XXXX XX X 0000 4位流水码(不同客户、尺寸、结构变化) 10 客户分类 8、9 颜色 4、5、6、7 产品型号 2、3 中类 1.大类 成品的色温/显指、电源、包装、标签用特征码区分
5.1半成品包材编码基本格式如下:
3位流水码(不同客户、设计方案、尺寸) 11 客户分类 10 类型 6、7 、8、9 产品型号 4、5 成品中类 2、3 中类 2.大类 5.1.1产成品分类及代码表:
5.1.2半成品灯板组件编码基本格式如下: 1 XX XX XXXX X X 000 3位流水码(尺寸、品牌、封装、串并) 11 显色指数 10 色温 6、7 、8、9 产品型号 4、5 成品中类 2、3 中类 3.大类 5.1.3产成品分类及代码表
5.1.4半成品电源编码基本格式如下: 1 XX X XX X XXXX 000 3位流水码(尺寸、型号、品牌) 8、9、10、11功率 7 电压 5、6 产品功能 4 产品类型 2、3 中类 4.大类 5.1.5产成品分类及代码表
5.1.6半成品电源盒编码基本格式如下 1 XX XX XX XXX 0000 4位流水码(尺寸、丝印、升级) 8、9 、10 电源盒型号 6、7 颜色 4、5 材质 2、3 中类 1 大类 5.1.7产成品分类及代码表
编码原则-基础数据的准备
第四章基础数据的准备 第一部分编码原则 ERP 系统的实施 便的让人记忆和查询。编码就是物料的唯一身份证。 编码的主要用途是帮助用户进行检索,实现快速选择或输入,它是 ERP 系统最基础的内容,其编制是否公道,直接关系到 ERP 项目能否成功。编制编码时,必须满足 以下特性要求 1、唯一性 2、规则性一说到规则 XX-XXXXXXXX X 是必填数据。这种想法不可取。在实际运用上 通用的规则为“大类+中类+小类+流水号” % 度的满足用户查询的需要。就像图书馆中类、小类逐步检索书籍的。比如要查询一本小说《倚天屠龙记》(大类)、小说(中类)、武侠(小类)*倚天”就能找到对应的书架。这大大的减少了我们检索的范围 步检索的效率。企业还会针对零件容易成系列化的物料 “大类+中类+流水号”。 3、可使用性 6-20 之间在物料编码中 12 位已经足够使用。若把物料的颜色、尺寸、供给商、加工
工艺等信息都包括进往的话20 位都不够的 比如 再如 编码为 JLB0001 4、可读性 到一看到物料就能够识别出它属于哪一个大类、小类的物料。同时i、O、Z”等容易与数字混淆的字母编码。物料编码应尽量使用字母+数字的比如有些公司喜欢用数字来进行编码。如用 10 表示零件20 表示包装材料。在零件10 10 表示一个小分类钢制品 01 表示两位流水码。这个零件的编码就是 101001。这个编码 POS 机的超市员工。 5、通用性 1#、2#、大、小、长、短等信息。建议尽量采用通用编码 GYS010-001”表示北京市的供应商 001。建议尽量不要采用中英文结合的编码方式 比如部门编码 如果用英文表示经理部Mange和生产部Manufacture M Trading Technician T、财务部Accounting Advertising A。建议按照不排名顺序表示A~Z 分别表示财务部、经理部、销售部、技术部、生产部、采购部、广告部、资产部等。建议尽量不要采用具有常规意义的字符 Kg 字符
很全的物料编码原则
物料编号原则 一.目的:规范和统一公司所有产品的编码和名称,便于产品信息化。 二.范围:适用于公司所有的设备,半成品,机械件,电子件,原材料,包材,生产辅助料等各种物料。 三.职责 1.产品所用的物料编码均由公司固定人员编制,并随物料清单(BOM表)下达; 2.新增的产品所用物料或有物料变动,必须由公司固定人员统一编码发放; 四.产品分类及定义 1.产成品 定义:由本公司生产并销售的各种产品,如:大幅面切割设备,大幅面控制卡,也就是说可以直接出货产成品。 2.零件 定义:各种自产或外购(外协件)的零件,并可以直接用于半成品/成品装配的料件,如各种自产或者外购的机械件,电气件等。 3.辅助材料 定义:用于辅助生产的各类辅助材料均属之,如:保护膜扎带,胶带 4.工具 定义:用于辅助生产的各类工具,如:麻花钻,丝锥等。 五.具体编码细则 大类编码: 1--成品 2--零件 3---辅助材料 4--工具 1.产品 2.零件 零件分类 M-机械类, E--电子类 B-外购标准件W---电线类 (1). M--机械类编码细则 2 M . XX . XX . 001
机械件分类明细: (2)E--电子类编码细则 2 E . XX . XX . 001电子类分类明细:
(3)B-外购标准件编码细则 2 B - XX - XX - 001 (4)W---线材类编码细则: 2 W- XX - XX - 001
3.辅助材料 4.工具类编码细则 工具分类: Z-钻头 X-铣刀 S-丝锥 K-开孔器 B-扳手 Q-其他(01-夹具,02-毛刷) 4 Z - XX - 001 .
流程编码原则
流程编码原则 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
文件、流程编码原则 XX — XX — XX — XX 第一层第二层第三层第四层 大类内容涉及的部门或项目内容流水号 第一层:大类——(01-99) 第二层:内容涉及的部门或者具体大项目——(01-99 & 字母+0)注:1.当内容既涉及部门又涉及项目时,项目优先;2.当内容是跨部门流程时,第二层选择部门字母代 号,例如跨部门流程涉及研发部,品质部,市场部,还有工程部,则编码为04-RQME 第三层:具体内容的分类,不同的分类用流水号 第四层:同一小类不同内容的流水号。 建议:1.由于流程在第二级已按照部门或者项目分类,第三级对不同的流程直接用流水码编码即可。对流程的内容再次进行分类意义不大,难度却不小,哪怕进行了分类,该类下的流程很少,导致第四级没有意义。 2.跨部门流程在内容涉及部门这不太好编号,按照排列组合,假设我们有8个部门,涉及两个的有56种可能,涉及三个的8*7*6=336种组合,涉及四个的336*5 ..........太多了。 3.若部门采用特征码,如果涉及了所有的部门,那第二层就已经有可能出现8位数。 综上:我认为此编码方案不可行。
修改版如下: XX — XX — XX 第一层第二层第三层 大类内容涉及的部门或项目流水码 第一层:大类——(01-99) 第二层:内容涉及的部门或者具体大项目——(01-99 ) 注:1.当内容既涉及部门又涉及项目时,项目优先;2.当内容是跨部门流程时,记入公司的流程 第三层:内容的流水码
物料编码原则
浅析制造业物料编码在ERP系统中的实施 系统数据的整理、物料编码及数据录入是建立ERP系统的难点之一,正确按物料编码原则进行编码定义,是使物料编码具有唯一属性的依据。同时,数据整理与编码实施也是整个ERP系统快捷运行的基础。 1 概述 在ERP系统中,物料编码本身没有含义,但在系统内,是各种物料应用的唯一代号。不同的物料在编码时应区别对待,例如对于半成品,可以直接以图号作为编码进行编号,这样,在PDM、CAPP以及实际操作中更容易实施和理解。 2 物料编码原则 不需使物料编码表达较丰富的含义,只需将主要属性通过物料编码进行直观的反映即可。如欲使编码表达各层次的含义,会增加编码的复杂性和实施的难度。很多物料的属性是不断发展和深化的,是无法预先定义完全的。增加编码含义对如何分类,如何给位,造成了不确定性,如果预计不足或考虑不周,造成码位不够用时,就需修改编码规则,必将使已定的物料编码全部清除后,再按新的规则进行编码或者再增加一个段,这对一个上线系统,数据的变动大且无必要。编码的含义对于业务实施,没有特殊的意义。可通过对物料各个属性字段的设置,就可以实现业务上的需求,对于ERP系统,系统的运行均依赖于物料的各个字段属性。编码再有含义,全靠人脑记忆这些编码含义是不切合实际的,所以,完全可以通过对物料的规范定义,即可方便地实施数据处理。即使想取得某些物料含义方面的数据,也应通过系统中定义的字段属性进行抓取。过度表达物料编码含义,将浪费系统的编码资源,即某个物料类型可以编码十万个物料号的,由于过度设定编码的各种含义,如按这种含义实施,编码资源的利用率会大大降低。 注意物料类型的层次关系,应简单明了地定义分类实施方法,但其含义层不应该超过三个层次,不要考虑更复杂或详细的规则,应该只考虑重要的,具有的重要特征是其固化不变的属性,变动属性不应纳入编码中。其次,层次之间的定义不能冲突,例如既按物料的物理属性来定义,又按物料的使用部门或功能来定义,造成物料层次之间无法准确定义和重复定义,会引起物料命名的混乱。 2.1 定义编码的原则 (1)唯一性 物料代码要能唯一识别,不能有二意性,不能重复;在数据库中,一般物料编码也常常作为表的关键字段,表中的关键字段也要求各物料的编码是唯一的。 (2)标准化 尽量采用通用的标准进行编码,总的原则是,标准一旦被确立,其地位就相当与法规,所有的业务部门包括技术部、采购部、仓储部、销售部等,都要遵循这个法规规定,有不同的异义可向法规负责部门提出,对规则进行调整,或者是仍按现规则执行,决不能无视法规存在,按自己的想法另做一套,这会造成编码的重复或无法识别,也会对BOM维护、采购计划的执行、仓库发料等造成一系列问题。 (3)简单化 物料代码要简单明了,易读易懂。由于编码在系统中经常性地被调用,例如仓库每月的收发货会有几十万笔,这时,如果输入一个14位的编码和输入一个6位的编码,对于整个输入的效率、
陶瓷劈刀——深藏在精密陶瓷行业里的宝藏
陶瓷劈刀,又名瓷嘴,毛细管(英文名直译)。陶瓷劈刀是在半导体封装行业中占有不可或缺地位的一种特种陶瓷工具。 在IC封装中,有三种常规方式用来实现芯片和基板的电路连接:倒装焊、载带自动焊和引线键合。而目前90%以上的连接方式为引线键合,引线键合技术主要运用于低成本的传统封装,中档封装,内存芯片堆叠等。而陶瓷劈刀就是引线缝合中最重要的消耗品工具。 “引线键合”的运作方式类似于高科技微型“缝纫机”,能够利用极细的线将一块芯片缝到另一芯片或衬底上,陶瓷劈刀的作用就像是那根穿针引线的“缝衣针”。而一台键合机在满荷载的工作状态下每天需要键合几百万个焊点,每个陶瓷劈刀都有其固定的使用寿命,一旦达到额定次数就需要更换新的劈刀,陶瓷劈刀的需求体量可想而知是非常庞大的。 在半导体封装成本日益降低要求下,低成本的键合线势在必行,因此铜线
势必会成为未来替代金线的主要键合线。而这对于键合劈刀来说,陶瓷材料的改进和端部的表面粗糙度的制作方法将成为其中关键。 技术参数与技术难点: 原材料和助剂的配比;原材料与助剂之间的相互作用及其使用方法;添加时间; 先后顺序和产生的化学反应;原材料的性价比; 注:原材料和助剂的配方需要经过无数气的实验才能得出是否符合劈刀的要求。 产品的烧结温度;致密性、黏合程度、硬度、抗弯强度等等;烧结过程中需添加的助剂及使用方法; 烧结之后的脱脂技术; 注:烧结需要长时间的测试才能得出是否符合劈刀的要求。 产品的全套加工工艺和设备之间相互配合的预留尺寸;设备的定位精度和重复定位精度; 使设备机构的设计符合产品的加工并且高效率全自动化;设备标准件的选型;注:整套设备需要进行长时间反复的加工测试及调整,才能得出是否符合劈刀尺寸及其精度的要求。 因为陶瓷劈刀具有很高的技术壁垒,想要实现以上提到的所有技术难点的全部攻破,金钱、时间和运气,三种因素缺一不可。通常单论原材料配方这一项,就需要至少7年的研发时间。
金蝶物料编码规则
金蝶物料编码规则 包括:一、类、有、变、数、短、长、跳。 一、求唯一 通常情况下,只要物料的物理或化学性质有变化,只要物料必须要在仓库中存储,就必须为其指定一个编码,即通常所说的一物一码。比如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须编制不同的物料编码。 二、分类别 在编码时,一般会按一定的分类方式对编号进行分类,这样,在日常的查询或报表列印时,同类的资料才能排在一起,便于我们比较和汇总统计等。通常我们在对物料进行编码时,会按大类-中类-小类-流水号的形式进行编码,比如,第一码表示大分类,如成品,原材料,半成品等,第二、三码表示中分类,第四、五、六码表示小分类,最后是三位的流水号,通过这样的分类,我们可以保证相同类的物料在做统计分析时是可以排在一起的。 三、勿有意 我们在给客户辅导编码时,非专业性的人员通常都要求让编号反映某些意义,使得编号容易记忆或者可以望“字“生义,常常会将英文单词的首几位或缩写字母编在编号上;再有,还要把物料的规格、尺寸等属性也要反映在料号中。在资料量不大时,这种编码方式的确可能比较方便,使用起来可能会比较符合使用者现时的习惯,但是当资料数量越来越大时,要记忆的东西太多了,实际上已经达不到当初设想的易于记忆的目的了,结果给后续新增编码造成很大的困扰,无法进行新增编码的编制。 在很多企业中,常常就是为了要整理理出有意义的料号体系,而使得编号工作变得非常困难,经常会组织很多部门,来讨论如何才能将这些有意义的东西编到编码中去,耗费了大量的人力、物力和时间,经常是编到一半发现无法编制下去。比如,我们在编电阻的编码的时候,客户人员常常会要求将阻值、材质加到编码中,甚至将10的几次“方“也要加到编码中,以方便看了编码就知道电阻的阻值和材质。结果日后有新增的物料时,却发觉实在很难遵行原来的原则进行新物料的编号工作。 其实,料号仅是物料的代码。是为了便于计算机系统管理,而给的一个编号而已。它可以不具备任何意义,就如我们的身份证号码一样。这样,即使有上万条物料,也可以在短短的两、三周内就完成所有的编号工作。 在国外,有许多公司干脆就用乱数法则直接赋予物料编号,而丝毫不会影响电脑作业的运行。因为在交易数量庞大的信息化作业中我们不需要也不可能去记忆每一个料号所代表的物料。我们要知道的只是料件的名称规格,而所有的资料在列印或显示时,名称规格都可以随着料号出现。 四、避变化 如果资料的某项属性在未来有可能会发生变动,则绝不应该将此项属性纳入到编号中。否则,一旦发生变动时,是否要修改编号及如何进行修改都将会是一个十分困扰的抉择。常见的如员工编号,员工所属部门就不应该纳入员工编号中,因
(物料管理)金蝶物料编码规则
包括:一、类、有、变、数、短、长、跳。 一、求唯一 通常情况下,只要物料的物理或化学性质有变化,只要物料必须要在仓库中存储,就必须为其指定一个编码,即通常所说的一物一码。比如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须编制不同的物料编码。 二、分类别 在编码时,一般会按一定的分类方式对编号进行分类,这样,在日常的查询或报表列印时,同类的资料才能排在一起,便于我们比较和汇总统计等。通常我们在对物料进行编码时,会按大类-中类-小类-流水号的形式进行编码,比如,第一码表示大分类,如成品,原材料,半成品等,第二、三码表示中分类,第四、五、六码表示小分类,最后是三位的流水号,通过这样的分类,我们可以保证相同类的物料在做统计分析时是可以排在一起的。 三、勿有意 我们在给客户辅导编码时,非专业性的人员通常都要求让编号反映某些意义,使得编号容易记忆或者可以望“字“生义,常常会将英文单词的首几位或缩写字母编在编号上;再有,还要把物料的规格、尺寸
等属性也要反映在料号中。在资料量不大时,这种编码方式的确可能比较方便,使用起来可能会比较符合使用者现时的习惯,但是当资料数量越来越大时,要记忆的东西太多了,实际上已经达不到当初设想的易于记忆的目的了,结果给后续新增编码造成很大的困扰,无法进行新增编码的编制。 在很多企业中,常常就是为了要整理理出有意义的料号体系,而使得编号工作变得非常困难,经常会组织很多部门,来讨论如何才能将这些有意义的东西编到编码中去,耗费了大量的人力、物力和时间,经常是编到一半发现无法编制下去。比如,我们在编电阻的编码的时候,客户人员常常会要求将阻值、材质加到编码中,甚至将10的几次“方“也要加到编码中,以方便看了编码就知道电阻的阻值和材质。结果日后有新增的物料时,却发觉实在很难遵行原来的原则进行新物料的编号工作。 其实,料号仅是物料的代码。是为了便于计算机系统管理,而给的一个编号而已。它可以不具备任何意义,就如我们的身份证号码一样。这样,即使有上万条物料,也可以在短短的两、三周内就完成所有的编号工作。 在国外,有许多公司干脆就用乱数法则直接赋予物料编号,而丝毫不会影响电脑作业的运行。因为在交易数量庞大的信息化作业中我们不需要也不可能去记忆每一个料号所代表的物料。我们要知道的只是料件的名称规格,而所有的资料在列印或显示时,名称规格都可以随着料号出现。
物料编码原则
01类电磁线按照IQC 检验规范检验,不再用图纸补充,编码如下: 物料编码 物料规格说明 01 X XXX - X XXXX XXXX - X 表1: 02类磁性材料本公司使用的有EI 型、C 型、O 型、铁氧芯等各种不同形状,根据不同形状编排如下: 1、EI 型 物料编码: 物料规格说明: 02 XX XXX X XX XX XX XXX X XX XX 1 2 3 4 5 1 2 3 4 5 物料规格说明中: 1、表示EI SIZE ; 2、表示EI 硅钢片材质。如H50、H18、Z11等; 3、表示是否经过退火处理:N 表示没有经过退火处理, A 表示经过退火处理; 4、表示硅钢片之厚度:0.50mm 用50表示, 0.35mm 用35表示; 5、表示硅钢片是否带孔:H2表示有2个孔, H4表示有4个孔, 无孔则留空 2、C 型 物料编码: 物料规格说明: 02 C XXXX TPC XX X XX 胶芯规格 表示天宝生产 使用到胶芯 表示C 型铁芯 之C 型铁芯 的窗口尺寸 物料类别 数字:表线径(例见表2) 表01类物料 字母:材质代称 材质说明 表颜色 表示线径 颜色代码(见表1) Z:对应QZ-1 U:对应2UEW Q:对应QZ-2 S:其它材质 物料类别
3、O 型 物料编码: 物料规格说明: 02 O 001 TPO XX/XX-XX 流水编号 表示天宝生产 表示环形铁芯 之环型铁芯 物料类别 4、铁氧芯:铁氧芯外形相差较大,同时因厂家不同特性多不一致,所以形状特殊时以蓝图补充 物料编码: 物料规格说明: 02 F 001 EE XXxXX-GPX 流水号 铁芯形状 表示铁氧芯(Ferrite Core) (EE 型) 5、合金片: 物料编码: 物料规格说明: 02 N 001 EE19-PB XX 流水号 规格 表示合金片 6、UI 型铁片 物料编码: 物料规格说明: 02 UI 42Z11A35 UI42.2 Z11 XX 铁片规格 规格 表示UI 型铁片 03类:电路板在物料编码中属03类物料; 编码规则 物料编码: 物料规格说明: 03 TP XXX 03 PCB TPXXX 表流水序号 同物料编码中后四位 PRINT CIRCUIT BOARD 的缩写 物料类别 内径 外径 高 度 物料类别 规 格尺 寸 材质 物料类别 厚 度 材质 物料类别 材 质 物料类别 表TEN PAO
文件编码原则
文件编码原则 1.文件标识 文件的标识由以下5部分组成: 1) 公司标识,只在文件左上贴公司Logo 2) 文件名及编号,对应使用,应是唯一性,如“品质部表单:则 HF-QA-MR-0001”。 3) 版本标识,由“英文字母”+“数字”组成,用于确认文件的修改状态,如“A/1”。 4) 生效日期,应与文件“编写日期”和“修改日期”区分。 5) 页码,用于识别多页文件的完整性,如“第1页,共3页”。 2. 文件体系 文件体系分为四层面: 1) 公司质量手册(QM包含公司质量方针和质量目标); 2) 公共程序文件(QP); 3) 部门管理工作手册(不包含技术类文件); 4) 记录表单 3. 文件编号规则 1) 质量手册 HF-QM-文件序号 2) 公共程序文件 HF-QP-文件序号 3) 其他文件HF-部门代码-文件类别-文件序号 文件序号(四位) 文件类别(二位) 部门代号(二或三位) 其他文件如:部门管理手册,设计文件,工艺文件,公司标准,工作表单等等; 4. 部门代号规定 文控中心--- DCC 采购部--- PR 生产部 --- PO 研发部/工程 ---RD 仓储部--- MW 品管部 --- QA 业务部 ---SM 财务部--- FA 行政人事部--HR 物控部---PMC 5. 文件类别 管理职责类-- FR 表单类-- MR 技术/标准/作业指导类—TS/IS/WI 特注: TS –技术图纸; IS–指规格/标准; WI –作业指导书 6. 文件版本升级规则 由A/0为第一版,修改后顺次为A/1,A/2,A/3,A/4,后为B/0 ……(即每改过4次后,英文字母有更改) 备注:每份文件必须有编制、审核、批准项,在第一页或最后一页