冲压SOP
客戶料號:
产品作业指导书
料号模具編號
*使用工具/材料/零件:序號料號
数量
1卷料21set 31set 4N/A 5
N/A
*加工内容: 連續模沖制*操作條件:機台工作正常;模具無油漬,材料OK。
*作業步驟:
1.作业前准备
1.1带线干部依据模具卡点检机台行程参数是否符合要求.1.2戴好手套和耳塞.
1.3开机前检查模具内有无异物.
2.检查素材或前工程制品表面
*人員配置: 2人
2.1不可有刮伤,压伤,氧化及异物等不良现象.2.2素材或前工程制品表面颜色不可出现不一致.
3.取料从送料机致模具内
3.1确认产品是否有放到位.定位是否鬆動,模內是否有異物3.2确保产品在模具内运输顺畅.
4.双手操作按键
*標準產能:800pcs/H
4.1模具不能空打,不可单手作业.
5.取出工件自主检查
5.1產品表面不可有壓傷,刮傷,變形,髒污,氧化等不良現象.5.2折彎處不可有變形,折皺,破裂及鐵屑.
5.3作業員作業應加大自檢力度,每膠箱自檢5~10pcs,降低不良發生率。
6.作業完成後將產品進行周轉擺放。*下一工程:超音波清洗
*注意事项:
1.每5-10分鐘須清理异物及清潔模具(清理時制动开关双切).
2.光電保護装置必须开啟.严禁1人以上操作同一台机.
3.須戴手套作業,產品須轻拿轻放,避免刮伤碰撞.
4.不良品需按标识分类放置,周边环境需保持整洁.
5.生產時,都應按模內产品放置图放置產品,品管人員帶SIP做工序首件
6.操機人員請固定,不要隨意更換操機人員
7.操作時,雙手協調作業,一人操機,一人自檢並擺放.
8.操作人員要有模具的基本知識,要有安全操作手法的基本概念,否則不允許上機操作.
制定日2013-3-27
修定日
A/0
頁次1/1
Z L
发 行
核准: 审核: 制作:
1-1
使用設備(治工具)
110T沖床文件編號版次周轉治具
L560*W210
客戶
工程数
细棉手套工具
耳塞
工具
沖壓周轉膠箱L470*W350*H175/藍色
品名
特性/材質/規格(mm)
材料洋白銅C7521 H:P110*W132*T0.4
NWE 注意事项!
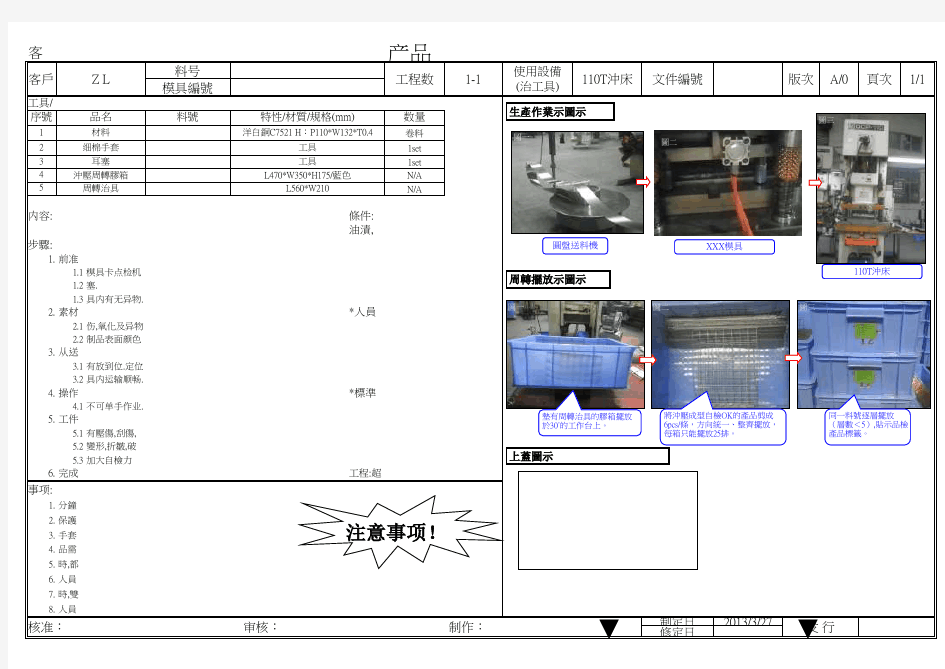
生產作業示圖示
周轉擺放示圖示
上蓋圖示
同一料號逐層擺放(層數<5),貼示品檢
墊有周轉治具的膠箱擺放於30°的工作台上。
將沖壓成型自檢OK 的產品剪成6pcs/條,方向統一、整齊擺放,
圓盤送料機
110T 沖床
圖一
圖三
圖三
圖二
圖一
XXX 模具
圖二