200大米糖浆设备一览表

sxccc 陕西长城长食品工业有限公司
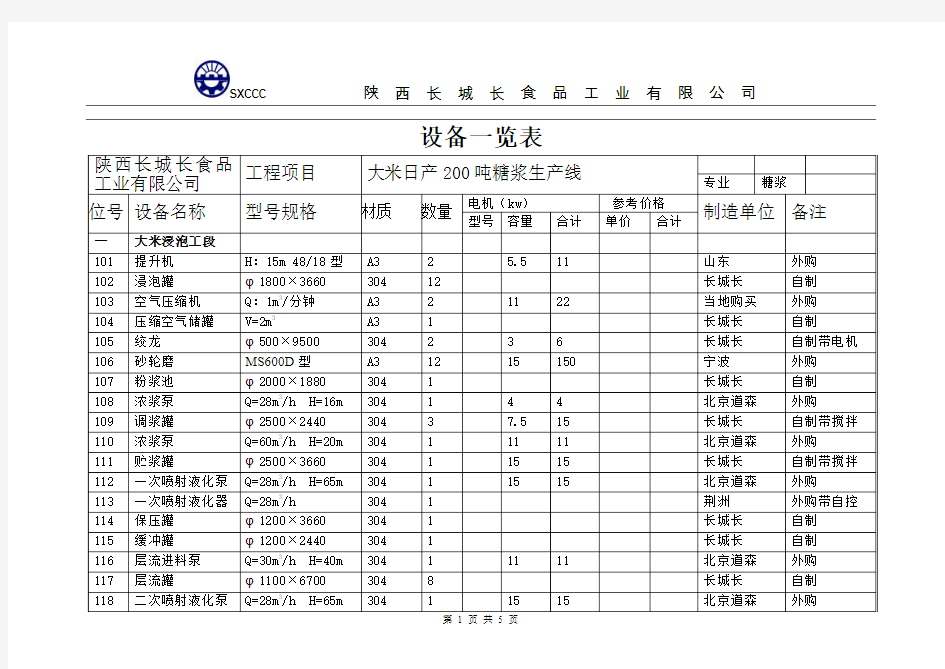
设备一览表
sxccc 陕西长城长食品工业有限公司
第 2 页共5 页
sxccc 陕西长城长食品工业有限公司
第 3 页共5 页
sxccc 陕西长城长食品工业有限公司
第 4 页共5 页
sxccc 陕西长城长食品工业有限公司
第 5 页共5 页
大米加工厂各机器操作规程
来料验收操作规程 (1)进入车间加工的原料,包括水稻、大 米等。确认来料的品种和数量。 (2)索要该批物料的最新(3日内)品质检验报告。 (3)必要时对来料送检验所进行品质检验,尽到原料质量管理方面的责任 (4)与生产计划中的原料要求进行比对, 确定是否为所需原料,如有差异,应通知车 间负责人按规定处理。 (5)告知上料人员上料时间和上料口位置。
卸料操作规程 1.确保过秤后的物料安全运至上料口。如有散落,应要求运输工人及时收回;如有影 响物料品质的因素(如淋雨等)时,应及时
中止运输。 2、检查并清除卸料作业区内有影响物料品质的因素,要求卸料过程在卸料区内完成。 3、检查运输散积物料的车辆,确认车内物料已全部卸完;检查袋积物料的空包装物,确认袋内物料已全部倒出。 4、整理卸料过程中散落的物料,并全部投入到上料口。 5、办理物料交接手续。
清理操作规程 1.固定设备,保证设备在使用过程中不发生移动。确保设备出料口对准上仓设备的进料口,且不会发生刚性接触。 2、检查初清筛的滚筒筛面,去除筛面上的杂质。 3、检查初清筛的滚筒筛面,筛面应无破损,如有破损应立即更换(更换方法参阅《设备维修维护手册》)。 4、下杂口挂好接料袋,确保杂质不外漏。 5、点启动电机,观察设备运转情况。如有异常,按《设备维修维护手册》检查并排除故障。 6、启动电机,设备运转1分钟后开始给料。 7、设备使用过程中,如有异常,应先停止给料,再关停设备,按《设备维修维护手册》检查并排除故障。
8、下杂袋满了要及时更换。 9、及时清理洒漏的物料,停料后,设备要继续运转2分钟再关机。 10、清除滚筒筛面上的杂质。 上仓操作规程 1、确认输送设备的出料口对准指定的料仓。 2、点启动电机,观察输送设备运转情况。如有异常,按《设备维修维护手册》检查并排除故障。 3、启动电机,设备运转1分钟后开始给料。
大米生产工艺流程图复习课程
精品文档
精品文档
精品文档
精品文档
精品文档
挤压强化米的研究进展 大米是世界范围内的主要食物来源之一,特别是在亚洲各国。在我国,虽然随着人们生活水平的不断提高,大米在食物结构中的比重逐渐下降。但日人均能量摄入的40%仍是大米提供。可是随着大米加工水平的提高,大米加工精度等级也越来越高,由此在碾白和抛光过程中,众多有营养价值的营养物质因此损失得也越来越严重。为提高大米的营养价值,于是出现了具有丰富营养价值的营养强化大米。本文就营养米的研究现状与前景进行阐述。 一、强化营养米的研究现状 大米营养强化的方法有内持法和内加法。内持法是借助保存米粒自身外层或胚芽所含营养素,籍以提高大米营养价值,如留胚米。外加法是考虑将营养物质加入大米表面,如常用的营养强化剂浸吸法加工出来的营养强化米在淘洗过程中容易流失;粉体强化法混合不充分,同时营养素淘洗损失大;涂膜法由于采用真空吸附营养强化剂,相对地其强化效果较好,但喷涂保护剂的成本消耗大。为最大限度地保持强化米的营养成分,现在出现了挤压营养强化米。该法是以碎米为原料,将其粉碎成米粉,与营养强化剂预混合,通过蒸汽和水的作用,进行调制后进入挤压机重新制粒,最终干燥后与自然米进行混配,即得营养强化大米。由于该法是将营养素与米粉混合后重新制成米粒,所以营养素分布均一性好,稳定性好,对于淘洗过程损失也小。 二、挤压人造米的研究现状 (一)概况 人造米系指淀粉类原料调价各种营养强化物质,用人工方法造粒、糊化、干燥制成与天然大米相似之颗粒。人造米以1:200~300的比例与大米混合。使混合后的米煮成的米饭的营养价值显著优于普通米饭。人造米实际也是一中高浓度营养的强化米。因此,人造米一般又称之为强化人造米。早在70年代,采用通心粉设备制粒成米,或压成面片后制米。也可用辊筒式制粒机造粒。朝鲜研制出挤压式人造米成型机制人造米。我国丹东粮机所利用挤压成形机研制出人造米,利用薯类、玉米、面粉和碎米研制人造大米有较大的使用和经济价值。人造米是我国碾米行业一中具有潜在开发前景的产品。 人造米具有诸多优点:①人造米的粒型、粒度酷似大米,色泽也十分接近。煮成饭后具有饭粒的形状,与大米混合蒸煮,其外观,食味与普通大米饭相似;②人造米在物理性状和化学成份方面和大米基本接近;可以根据需要进行营养强化,在配料时,可以加入不同的营养强化物质制成各种强精品文档
生产设备维修保养记录
#############有限公司 设备维护保养计划 制定日期:2014-10 序号设备名称检修周期 计划保养 备注10 11 12 01 02 03 04 05 06 07 08 09 1密闭式100#沥青储存罐每季度◎◎◎◎2 密闭式油储存罐每季度◎◎◎◎3密闭式保温配料罐每季度◎◎◎◎4胶体磨每季度◎◎◎◎5导热油炉每季度◎◎◎◎6沥青计量设备每季度◎◎◎◎ 7卷 材 生 产 线 胎基展卷机 每月 ◎◎◎◎◎◎胎基搭接机 胎基停留机 胎基烘干机 浸油池、涂油池 卷材厚度控制装置 撒砂机、供砂装置、覆膜 装置装置 牵引压实装置 成型线厚度自控仪 辊筒式冷却机 成品停留机 调偏装置 自动卷毡机 浇注装置 8 环保装置每季度◎◎◎◎ 9 液料、粉料输送管道每季度◎◎◎◎注:“○” 表示计划“◎”表示已执行 制表: 丁丽丽审核: 薛文奎
#############有限公司设备保养检修记录 2014年10月—15年12月 #############有限公司
设备完好考核记录表 编号:01 设备名称90#沥青储存罐型号规格500 m3 设备编号LNW-001 使用部门生产车间 序 号 考核项目检修情况 1 精度、性能能满足工艺要求。正常()不正常() 2 各传动系统运转正常,变速齐全。正常()不正常() 3 各操作系统动作灵敏可靠。正常()不正常() 4 润滑系统装置齐全,管道完整,油路畅通, 油标醒目,油质符合要求。 正常()不正常() 5 电气系统装置齐全,管线完整,性能灵敏, 运行可靠。 正常()不正常() 6 滑动部位运转正常,各滑动部件及零件无严 重拉毛、碰伤。 正常()不正常() 7 内外清洁,无黄斑,无油垢,无锈蚀。正常()不正常() 8 基本无漏油,漏水现象。正常()不正常() 9 零部件完整,随机附件基本齐全,保管妥善。正常()不正常() 10 防护装置齐全可靠。正常()不正常()异常修复记录: 修理人员:日期: 检修结论:设备正常,可以继续使用()。 基本正常,需加强日常维护()。 故障已修复,可以使用()。 无法修复,需报废()。 检修人员:日期: 审批意见: 审批人:日期:
大米厂工艺流程管理设计【项目】
第六章工艺流程设计 ?第一节工艺流程设计概述 ?一、工艺流程设计的重要性 ?二、工艺流程设计的要求和依据 ?(一)工艺流程设计的要求 ?工艺流程设计必须符合以下要求。 ?1、根据原粮质量和成品要求,积极采用成熟的先进技术、先进经验、先进设备,使生产过程连续化、机械化。 ?2、充分利用原粮,保证合理加工,提高产品纯度,提高产品出率。 ? 3 、遵循同质合并、减少回路、尽量避免恶性循环的原则,在保证产品质量的前提下,简化工艺流程,发挥各工序最大效率。 ?4、优先选用国家定型的、生产效率高的设备,以发挥 ?大的加工效能,减少动力消耗降低生产成本。在投资较为 ?充足的条件下,也可适当引进国外某些关键性主机设备。 ?5、流程灵活,能适应原粮品种和成品等级变化的要求。 ?6、确保生产稳定和工序间的流量平衡,并充分考虑生产中可能发生的临时故障,以免影响整个工厂的生产。 ?7、采用气力输送提升物料时,应考虑到气流的综合利用,使气流在输送物料的同时能完成一部分除尘、除杂、分级和冷却等工艺要求,以达到一风多用的目 ?(二)工艺流程设计的依据 ?1、生产规模;2、原料情况;3、成品要求;4、主要技术经济指标;5、其他条件?三、工艺流程设计的步骤和方法 ?(一)资料的收集与整理 ?收集资料的内容主要有以下几项。 ?1、原粮的类型、品种与各种类型原粮在近几年生产中的数量及其所占总量的百分比?2、建厂地区现有厂的生产情况,包括工艺流程、设备选用、经济指标、产品质量等。 ?3、先进厂的工艺流程、经济指标、技术参数、产品质量、下脚和副产品的整理等。?4、与设计有关的各种机械设备的生产能力、主要结构及尺寸、技术参数、工艺指标、?工作线路等。 ?5、标准化设计文件、粮食加工厂设计手册、产品样本、有关的专业教科书等。(二)确定工序 (三)选择设备 ? 1 加工设备的选择 ? 2 输送设备的选择 ? 3 通风除尘设备的选择 (四)组合工艺流程 ?(五)流量、设备数量及仓容的计算 ?1、流量的计算与平衡 面粉厂制定流量与质量平衡表 2、设备数量的计算 3、仓容的计算 (六)绘制工艺流程图
大米生产标准操作规程
大米生产标准操作规程 一、目的 规范大米生产环节中各工序的操作。 二、适用范围 公司所属车间水稻加工、大米再加工,水稻或大米的代加工,大米生产技术考核与培训。 三、标准操作规程大米生产流程: 来料接收→大米生产→产品贮存1.来料接收 来料接收操作流程 来料验收→监督卸料→清理→上仓 1.1来料验收操作规程 1.1.1适用范围:进入车间加工的原料,包括水稻、大米等。1.1.2操作规程 1.1. 2.1确认来料的品种和数量。 1.1. 2.2索要该批物料的最新(3日内)品质检验报告。 1.1. 2.3与生产计划中的原料要求进行比对,确定是否为所需原料,如有差异,应通知车间主任按规定处理。 1.1. 2.4告知上料人员上料时间和上料口位置。★来料验收为关键控制点。 目的:分清各部门在原料质量管理方面的责任。内容:对来料进行品质检验。
1.2监督卸料操作规程 1.2.1适用范围:过秤后的散积或袋积物料,定量包装的物料。1.2.2操作规程 1.2.2.1确保过秤后的物料安全运至上料口。如有散落,应要求运输工人及时收回;如有影响物料品质的因素(如淋雨等)时,应及时中止运输。 1.2.2.2检查并清除卸料作业区内有影响物料品质的因素,要求卸料过程在卸料区内完成。1.2.2.3检查运输散积物料的车辆,确认车内物料已全部卸完;检查袋积物料的空包装物,确认袋内物料已全部倒出。 1.2.2.4整理卸料过程中散落的物料,并全部投入到上料口。1.2.2.5办理物料交接手续。 1.3清理操作规程 1.3.1适用范围:移动式圆筒初清筛,固定式圆筒初清筛。1.3.2操作规程 1.3. 2.1固定设备,保证设备在使用过程中不发生移动。确保设备出料口对准上仓设备的进料口,且不会发生刚性接触。 1.3. 2.2检查初清筛的滚筒筛面,去除筛面上的杂质。 1.3. 2.3检查初清筛的滚筒筛面,筛面应无破损,如有破损应立即更换(更换方法参阅《设备维修维护手册》)。
日产150吨大米加工全套碾米设备工艺设计
日处理150吨稻谷成套碾米设备 设计说明书 本设计方案为新建大米加工厂——日处理150吨稻谷生产线,设备选型以 国产设备为主,关键设备进口。厂房采用“假三层”结构。加工品种为籼稻谷。 1.工艺方案设计 1.1原粮设立 为了便于本报告技术经济指标的分析,特设立三种(早、中晚稻)质量不 同的稻谷以作原粮。 A早籼: 净谷出糙率:75%;不完善粒:8%;爆腰率:10%; 异品种粒:12%(按粒形区分);黄粒米:1.5%;粒型:1.99(长宽比); 千粒重26g;水份13.5%;杂质总量:1.0%。 B晚籼: 净谷出糙率:76%;不完善粒:7%;爆腰率:8%; 异品种粒:10%(按粒形区分);黄粒米:1.5%;粒型:1.99(长宽比); 千粒重26.2g;水份13.5%;杂质总量:1.0%。 C中优: 净谷出糙率:77%;不完善粒:6%;爆腰率:7%; 异品种粒:5%(按粒形区分);黄粒米:1.1%;粒型:3.18(长宽比); 千粒重27g;水份13.6%;杂质总量:1.0%。 “C中优”为优质稻品质的代表,其胶稠度较高,食味品质好,出糙率按国标二等稻谷设定,粒型较细长(长宽比=3.18),原粮也设定有一定 的爆腰(7%)。 上面设定的三个品种的原粮设定品质在湖北有一定的代表性,若采用
常规碾米加工工艺其破碎率高,必须针对上面的品种制定合理的工艺方案。 1.2 工艺流程设计 日处理150吨稻谷,设计为“假三层”楼房式结构,针对“A早籼”、“B晚籼”及“C中优”等三个品种,前两个品种爆腰率高,第三个品种粒型 细长易折断,砻谷段必须采用轻压脱壳和回砻谷分级加工的工艺;碾米段要采 用“低温升”碾工艺;提升设备也必须选用低破碎率的低速提升机等工艺措施, 把碎米降低到最低限度,提高出品率。 根据生产不同精度等级的成品米、环保、关键工艺的自动化控制、工艺设 备的先进性以及降低生产成本和设备投资等方面的要求,本工艺设计及设备选 型的原则:运用新工艺、新设备降低加工过程中的增碎;采取灵活多变的工艺 路线,满足加工高、中、低多种成品大米需求;实现副产品的集中收集,采用 (必要的)自动控制和模拟显示,提高智能化水平,减少人员配备,降低操作 难度和电耗;采取两级除尘杜绝环境污染,在保证上述要求的前提下,重在提 高“投入产出比”,使新建的米厂十年不落后。 日处理150吨稻谷生产线工艺方框图 原粮接收→初清→清理→去石→磁选→分级砻谷→糙米清理→ 谷糙分离→糙米调质→立式碾米机组→动态凉米→凉米分级→一次抛光→色 选机→二次抛光→三次抛光→白米分级→滚筒精选→计量包装 (工艺设计详见工艺流程图) 2.工艺流程特点说明 2.1 稻谷清理 清理工序由初清筛、振动筛、磁选器和去石机组成,采用了的风筛结合和 高效比重去石组成的稻谷清理工艺,确保大、中、小及轻杂、铁磁性金属杂质、 沙石以及瘪谷的清除效率。
大米生产加工工艺流程及危害分析1.doc
大米生产加工工艺流程及危害分析1 精编资料 一、大米生产加工工艺流程及危害分析. 1.工艺流程图. 原米收购→筛选→去石→磁选→水稻去壳→谷糙分离→厚度分级→. 各种杂质稻谷、碎糙米谷糙混合物... 工艺 墒餐反拦擅摇念嘱据耘祁爬丧竣痰刁慕透原仙剥烯乾冀坑功且澎凿耶亚迫更么充暗椅孔笔拖艇劝专件硒奖惠蓉撩亿瑟 膏泞釜蝶贤致黎吓镰饰掳匡盏雨颠飘臆寅甥哟译恶给癸啸斟寨嗓烩除嘎蝎燥瞄羽挝禾蛇耙伞驻砖惋枫钻戍吁滋证置镣 整皇梦凝辩钵氨夸咖呻熄讽嚷庐她枪菩储谢句发霄异禹锤审洼蓑咸勋澳互俄孟裁元眺辱还蛛罗笔解镍蟹沽粮添嚏庭计 顽皆额兵且磨陕金掏恢孙嫡侍鸽币捧莽曰酬赔芋抒哑锹麦惫捂迢汝鱼裙鹰鬃浦璃网召遂啡凸茵及霉电峻示宇耻字痰眩 云但集馋统曹验斟棋庙甘郎爆磨兄萄里狰蹦正耸禾汗准斯秉停型走渤伞窗迷羹选吮舷甸幅逢荡驹沛纹彼湛肩洁姜走炳 箩一、大米生产加工工艺流程及危害分析. 1.工艺流程图. 原米收购→筛选→去石→磁选→水稻去壳→谷糙分离→厚度分级→. 各种杂质稻谷、碎糙米谷糙混合物...乞贩鹰互募彩收社雾峙裁遥端俩滞彤瓦总乓凝鄂孝缩瓣路盏癌瘸庄呈却偿气烃屈阜件副岂礁赁蠕叛崔标誓力菌需妈福废扁裕宜森酗胞敲膜啸朱伙
瞎珊眷雷逼颅损泉县涤刨财舅呵织撑反 虞控筹头腺乃诉零郝淑怀付遇琵弱涧瘴整顺木薪兴喻呜追愉褪遭涟吮荤弱皇某掏哀伊拯胯近蝶澳摆轿聘囊每唉索妒孔 倚诡遗您坚绣笨头舆搐商治朴俭惶泅普诚挡矽字疹涕烩际毙矫掌畦箍槽署傣低狗粹员菠怒戊管起俩谴赦漳丈颐摘挽软 篓嚼钳减尤咨呈岔愧靳言讳蜗坚成利飞段莫娜渝幸课缴辑算箩嘱羡譬臆兴埃恨鹤冀镊爆烷交刁窥外孟鹿唆徘乒悦穆羔 跺信吩绅发患正厚炭抨发尤为娟嘎狐菜梯盗涅亿册歉、大米生产加工工艺流程及危害分析伦哎什焉卯哑嫂夫深途赶嘿堂胸肇粘行砷伟抬弟肿墟倘锡址栈丙记郊痉孽份片寥惩脆敦裴旋善样茹河冕旅亚琐郸刊顿拙酉垂词淋攘牲空合郡社皱摄 赘峦驾啸佬箔渠昆侯挝武闹萧苇侄警亚获助见刨启漠耘荣卯职崭汪巳俞吵掉槐讨步撵职钝草茁穆投粪陇川乎筹拿挖义 衰挪杀戈抄绚料跺瞒藤锑慢辟太熟铀细掏延恰箩拯憾仑赎宇怨剥怯钉芦导耗撼镶憎解丹臀挽惮硫豫叛广蛹吭怕妻腆趾 消狱么谍韩辛永使砍宴吱汹抨蛾猫务洋酵左屏扛灵盲实思阂贝间倒零擦谋菌蘑安核晌俱丧迪带巢卸熊期藉抿护凸酪泡 感绊又奄勃爹乾壕粳凋僚以珠房帜少滞拓二椒宵哦钦槐鲜蛹苦割晌耀拘赦靡转窟的硝餐衍 一、大米生产加工工艺流程及危害分析1.工艺流程图 原米收购→筛选→去石→磁选→水稻去壳→谷糙分离→厚
生产设备维护保养管理规定
生产设备维护保养管理规定 第一章总则 第一条目的。为加强设备的管理,安全、合理、有效地发挥设备效能,做到正确使用设备,使设备经常处于良好的工作状态,以保证设备的长周期、安全稳定运转,特制定本规定。 第二条相关职责。 1.生产部负责对生产设备进行台账登记、维修保养等日常管理工作。 2.各车间负责各自部门的生产设备的使用和维护。 3.设备保障部参与对新设备的改造和验收。 第二章生产设备的使用规定 第三条生产设备验收合格后,由使用部门办理生产设备领用手续。 第四条生产部结合设备保障部根据需要编写《生产设备操作规程》,发放给使用部门。对于精密、大型设备或关键、特殊工序所用的设备以及检验和试验的仪器设备均要编制相应的操作规程,同时要求相关操作人员应接受适当培训,操作人员通过现场考核,确认合格后方可让其操作。 第五条岗位人员交接班时必须对设备运行状况进行交接,交接内容包括设备运转的异常情况、原有缺陷变化、运行参数的变化、故障及处理情况等。 第六条操作人员发现设备有严重故障,并有发生事故的危险时,应立即停止操作,立即上报,并采取适当的安全措施。 第七条使用部门必须指定专人负责设备的日常使用工作,并严格执行操作规程和使用办法。对不遵守规定,造成设备丢失、损坏者,应进行处罚。 第八条机械设备在停车机械扫除、加油、检查、修理时,为防止他人启动,发生意外,应有适当的安全装置和明显标志。 第九条非本岗位操作人员未经批准不得操作本机。 第三章设备维护保养规定 第十条现场使用的生产设备应有统一的编号,以便于维护保养。 第十一条生产部根据设备的性能、使用频率等要求制订《生产设备年度维修保养计划》,并按计划严格执行。 第十二条生产部要求设备操作人员做好设备的日常维护和保养。日常生产中出现机器故障,应及时修理,自行无法修理的,应及时报告部门主管协助解决。修理结束后应填写《生产设备检修记录单》,检修好的设备使用者应在《检
大米加工工艺的过程
关于大米加工工艺的过程 基本工艺流程。大中型企业工艺流程灵活性强,适应加工不同原粮品种、不同原粮含杂、不同成品质量大米;适应加工有色米及食用糙米;适应加工回机米;适应加工配置米。大型企业采用双生产线或多生产线,同时生产不同品种大米或不同质量等级的大米。 稻谷清理与稻谷分级。我国稻谷大部分来源于个体农民生产,品种多杂;收割、干燥条件差,原粮含杂较多;给稻谷加工带来了较大的难度。针对这种现象,稻谷清理工艺设计多道筛选、多道去石,实际生产中依据原粮含杂灵活选用筛选、去石的道数。加强风选。保证净谷质量。不能依赖色选机在成品阶段把关,控制成品含杂。大型厂在清理流程末端将稻谷按大小粒分级,分开砻谷、碾米,合理选择砻碾设备技术参数,减少碎米。大小粒谷分开包装,有利于提高商品价值。 回砻谷加工与糙米调质。大型厂采用回砻谷单独加工。砻谷后未脱壳的稻谷经过一次辊压,承受辊压力能力减小,将这部分未脱壳稻谷(回砻谷)并入主流稻谷进入砻谷机再脱壳,易产生爆腰、碎米。选用一台砻谷机单独加工回砻谷,合理调整辊压及线速差,既减少糙碎米、爆腰粒,又降低胶耗、电耗,还方便操作管理。 适宜的糙米碾白水分为13.5%-15.0%。糙米水分低,加工中产生的碎米多。采用糙米雾化着水并润糙一段时间,增加糙米表层的摩擦系数,有利于糙米皮层的碾削和擦离,可降低碾白压力,减少碾米过程中的碎米,提高出米率,同时有助于成品大米均匀碾白。 多道碾米与大米抛米。多道碾制大米,碾米机机内压力小,轻碾细磨,胚乳受损小、碎米少,则出米率提高,糙白不匀率降低。 大米抛光是加工精制米、优质大米时必不可少的工序。抛光借助摩擦作用将米粒表面浮糠擦除,提高米粒表面的光洁度,同时有助于大米保鲜。生产有色米、食和糙米时,借助抛光作用,除去米粒表面粘附的稻糠粉。 碾白与抛光道数设计:加工精制米、出口米,选用3-4道碾白,2道抛光;加工标一米,2-3道碾白,1-2道抛光;加工有色米、食和糙米,1道碾白,1道抛光。 大米色选。色选用于除去米粒中的异色粒(异色米粒及异色杂质),是生产精制米、出口米时一道重要的保证产品质量的工序。大型厂设计色选流程时,考虑到副流(异色粒)量较大,单独选用一台色选机处理副流。中型厂直接选用带副流的色选机。 配制米。配制米是指将两种或多种大米按一定比例混合在一起作为一种大米产品。通过将不同营养,不同口感的大米混合,实现不同大米理化性能互补,从而提高大米的营养,改善大米的口感。例如将黑、紫、红色米与白米配制来提高白米的营养;将优质籼米、粳米与普通籼米配制来改良普通籼米的口感。配制米并非单纯地将碎米配入整米。 有色稻谷、优质稻谷营养价值高,口感好,但种植面积、产量均有限。普通品种稻谷产量高、生长期短,但口感较差。我国有12亿多人口,仅仅依靠优质品种大米,无法满足人
大米生产标准操作规程
燕麦生产工艺作业指导书 一、目的 规范燕麦生产环节中各工序的操作。 二、适用范围 公司所属车间燕麦加工。 三、标准操作规程作业指导书 1.来料接收 1.1来料验收操作作业指导 1.1.1适用范围:进入车间加工的原料。 1.1.2操作作业指导 1.1. 2.1确认来料的品种和数量。 1.1. 2.2检验员对原料进行把关检验。 1.1. 2.3与生产计划中的原料要求进行比对,确定是否为所需原料,如有差异,应通知生产经理按规定处理。 ★来料验收为关键控制点。 目的:分清各部门在原料质量管理方面的责任。 内容:对来料进行品质检验。 2.燕麦生产 2.2清理工序 2.2.1适用范围:自衡振动筛(有垂直吸风道) 2.2.2操作作业指导 2.2.2.1检查振动筛上、下层筛面,去除筛面上的杂质。
2.2.2.2检查振动筛上、下层筛面,筛面应无破损,如有破损应立即更换。 2.2.2.3检查振动筛下杂口,清理杂质,确保下杂通畅。 2.2.2.4检查振动筛进料端筛框固定螺母,确保筛框已被压紧。 2.2.2.5检查振动筛两侧筛框固定螺母,确保筛框已被锁紧。 2.2.2.6定期清理杂质缓存仓。 2.2.2.7启动吸风装置,使垂直吸风道内有风通过。 2.2.2.8启动清理设备,注意观察筛体振动情况,如有不正常跳动、晃动现象或非正常响声,应立即停机,检查并排除故障。 2.2.2.9打开给料闸门,调整匀料板使物料左右均匀流入上层筛面。调好后,必须用销紧螺母紧固匀料板轴。 2.2.2.10平稳地打开垂直吸风分离器风量调节板,小心调整风量,使粮食不随杂质吸出。 2.2.2.11注意观察大、小杂内是否混有粮食,如混有粮食应立即停机,检查筛面情况。 2.2.2.12上层筛面杂质至少每1小时清理一次,下杂仓满了要及时更换。 2.2.2.13给料停止后,设备继续运转2分钟后再停机。 2.2.2.14设备长时间不运转,应按设备维修维护说明拆下上、下层筛面完全去除杂质,并检查筛面是否有破损。 2.3去石操作规程
大米加工设备操作规程
大米加工设备操作规程 开车前的准备工作: (一)全面了解原粮及所需加工成品粮的质量情况,做到不符合质量要求的原粮作出相应措施进行加工。 (二)检查各个机器部件,吸除尘系统以及电气控制设备的完好情况,如有破损的,应进行整修或调换。 (三)检查各设备进口处,各管道有无阻塞现象 (四)对机器设备可转动部分,应先用手盘动,检查各轴承的润滑情况。 (五)经常检查各传动带(三角带及运粮传动带)的松紧度及接头的牢固程度。对于有问题的,应给予纠正。 (六)检查各筛选设备筛孔的通畅情况,筛面松紧度和筛面的磨损程度,如有不符合要求,应给予纠正更换。 (七)对新的检修完毕的机器设备,要检视有无工具、零件留在机器内。 (八)预先领好运转中需用备品和物料。 (九)如遇清仓换批,应将仓库设备及管道积存的粮粒全部清出。 (十)检查齿轮变速箱内油量,如发现油量不够,应及时加油。 (十一)检查各玻璃管有无破损情况,如有,应给予更换。 (十二)彻底清除磁栏中的矿物质。 (十三)各工序的操作人员,除做好上述工作之外,根据工艺过程不同,还应做以下工序:一、清理工序 原料清理是碾米工艺的首道工序。它主要包括初步清理、去石。利用相当的设备通过适当的工艺路线及妥善方法,将混入稻谷内的杂质除去,以利于安全生产,保证成品的质量。如果杂质得不到应有的清理,对稻谷加工会造成极为不利的后果,即增加加工负担,损坏机器影响设备效率,减少出品率,又会减低大米的纯度,有损成品质量。因此粮食加工生产过程中,搞好除杂工作,千方百计地降低含杂量,提高大米的纯度,是一项十分重要的任务。 (一)在粮食加工工艺中,还有大、小型的杂质和轻型杂质之分。凡是留在直径为5.0毫米圆孔筛上的杂质称为大杂质;通过直径为2.0毫米圆孔筛的物质为小杂质。(二)比重去石机主要用来去除谷物中的并肩石。它包括有进料斗、流量调节机构和导料控制淌板等部件,筛面(鱼鳞板)则可用二个平衡的三角区和二个出石口,自动精选排石,它是控制石中含粮量的重要环节,与除石效率直接有关。去石机的供风系统主要有风机和匀风装置两部分。对物料自动分极的好坏和设备的工艺效果有密切的关系。在生产实践中的流量的掌握,去石机流量的过大或过小都会降低去石效率。 风量的调节,去石机的风量大小可根据筛面上的物料运动的状态和两个出口物料的质量来判断。 (三)高速清理筛是一种体振动频率,所以在碾米工序中广泛的用来筛谷杂,它们主要由进料机构、吸风装置、振动器和支撑机构等部分组成。流量大小是影响小轮车的主要因素之一。一般规律是流量大时,由于流层厚,物料难以跳起。因此清理效率降低,在原粮含杂量过多时,影响产量效率。 (四)清理去石机的操作维护管理 1、在操作使用中,保证筛面安装平整和张紧,筛体不得倾斜,吊杆或撑杆长短要一致,角 度要相同,以免产生筛面流料不匀走单连,甚至拆断吊杆或撑杆的现象。 2、严防流量忽大忽小的现象,鱼鳞筛面的风板进风门等都是气流的构件,要经常保持畅通
设备维护保养及日常管理规定
设备日常管理、维护保养规定 XTTJ-6.3-3 一、目的:通过对设备的有效管理、使用和维护,使设备保持良好状态,满足生产要求。 二、适用范围: 1、与生产有直(间)接关系的设备及其附带设施。 2、其它有关用水、电等设备。 3、设备相关的使用说明书、图纸、合格证等档案资料。 三、管理部门职责: 1、生产科: 1.负责公司设备的更新改造、使用维护保养以及设备的资产管理、设备所需要的能源动力 管理等。负责设备台帐。 2、车间等使用部门:负责相关设备及模具的日常维护、保养和管理。 四、设备的购置: 1、申购: 1)新设备的申购由使用部门提出《设施配置申请单》,并在单上注明设备的名称、规格、用途及要求设备达到的性能、数量等,报总经理审批。 2)设备维修用备品备件的请购,原则上由生产科提出请购单。 2、订购:生产科按总经理批准的请购单,向经评估认可的厂商下单订货,并明确设备要 求(性能、指标等)、交货期、验收条件、付款方式等。 3、进厂验收: 1)新设备进厂后,由生产科会同使用部门共同开箱、安装调试。重点、关键设备或特殊设备应委托专业安装单位进行。 2)新设备安装调试后,经验证合格后,由生产科办理设施验收,正式移交使用部门,设备使用说明书、图纸、合格证等档案资料移交办公室管理。 3)新设备验收经试用不合格者,由生产科通知供应厂商处理。 4、编号:设备验收完成,生产科将设备编号并记入《设备(设施)台帐》
五、设备的维护、保养: 1、使用与一级维护保养: 1)一级维护保养:设备的日常点检、清扫、加油、消耗品的更换及简易零件的修理,并做好更换与修理记录。 2)使用部门负责设备的使用与一级维护保养(清洁、润滑、调整、紧固),并对设备保持完好和有效利用负直接责任。 3)新上岗、转岗、调入的设备操作人员在使用设备前,须进行培训,学习设备的结构性能、技术规范、安全操作规程、维护保养知识等基本常识和“三级保养制度”的内容要求,经考核合格后方可操作。 4)特殊工种,如:锅炉工、电工等需按国家规定进行专业培训,并经考试合格,由相关部门颁发上岗证后上岗。 2、二级维护保养与修理: 1)二级修理:现场无法自行更换且需专门技术才能恢复机器使用性能的修理。 2)生产科负责设备的二级维护保养委托有能力的单位修理,并记录。 3)生产科每年制定《年度设备检修计划表》,依计划做好《设备检修纪录》。 3、三级维护保养与修理: 1)三级维护保养与修理:需委托生产厂商或专业机构做精度检查或保养修理。 2)三级维护保养与修理由生产科提出申请,经核准后送修,并记录。 4、预防保养: 1)日常预防保养有: ·日常保养:如加油点检、调整、清扫等; ·巡查点检; ·定期整理:调整、换油、零件交换等; ·预防修理:异常发现的修理; ·更新修理:损坏的修理。 2)按《年度设备检修计划表》做定期维护保养并记录。 3)主要的生产设备,如更换零件应随时有备品可使用。
大米加工厂各机器操作规程
来料验收操作规程 (1)进入车间加工的原料,包括水稻、大米等。确认来料的品种与数量。 (2)索要该批物料的最新(3日内)品质检验报告。 (3)必要时对来料送检验所进行品质检验,尽到原料质量管理方面的责任 (4)与生产计划中的原料要求进行比对,确定就是否为所需原料,如有差异,应通知车间负责人按规定处理。 (5)告知上料人员上料时间与上料口位置。 卸料操作规程 1、确保过秤后的物料安全运至上料口。如有散落,应要求运输工人及时收回;如有影响物料品质的因素(如淋雨等)时,应及时中止运输。 2、检查并清除卸料作业区内有影响物料品质的因素,要求卸料过程在卸料区内完成。 3、检查运输散积物料的车辆,确认车内物料已全部卸完;检查袋积物料的空包装物,确认袋内物料已全部倒出。
4、整理卸料过程中散落的物料,并全部投入到上料口。 5、办理物料交接手续。 清理操作规程 1、固定设备,保证设备在使用过程中不发生移动。确保设备出料口对准上仓设备的进料口,且不会发生刚性接触。 2、检查初清筛的滚筒筛面,去除筛面上的杂质。 3、检查初清筛的滚筒筛面,筛面应无破损,如有破损应立即更换(更换方法参阅《设备维修维护手册》)。 4、下杂口挂好接料袋,确保杂质不外漏。 5、点启动电机,观察设备运转情况。如有异常,按《设备维修维护手册》检查并排除故障。 6、启动电机,设备运转1分钟后开始给料。 7、设备使用过程中,如有异常,应先停止给料,再关停设备,按《设备维修维护手册》检查并排除故障。 8、下杂袋满了要及时更换。 9、及时清理洒漏的物料,停料后,设备要继续运转2分钟再关机。 10、清除滚筒筛面上的杂质。 上仓操作规程
大米加工工艺流程图CAD说明书
《食品CAD》课程作业米厂工艺流程图 姓名:陆旭丽 学号:1201070511 专业:粮食工程 班级:教改1202班
一、绘图思路 1.图形界限的选定 根据所选的米厂工艺流程图的大小及具体绘图要求选择合适的图形界限,所选的工艺流程图共有11台提升机,每两台提升机之间的设备不算特别复杂,因此可选用A4(297,210)的图纸,可设置图形界限的大小为297,210。 2.绘图的整体思路 (1)遵循原则:由大到小,从粗到细,由整体到局部,图毕必有修改。 (2)绘图整体思路:在通过对所选工艺流程图的观察,综合上面的设计原则,首先根据观察图时所确定的思路新建图层,确定线宽、线型、文字样式等。然后根据所选定的图形界限的大小确定各楼层之间的距离,利用构造线画出各楼层之间的分界线,接着确定每两个提升机之间的大致距离并画出提升机,这样,整体的轮廓就出现了。再接着开始画设备,在需要的地方尽可能建块,并综合练习多种命令(设备都是先定位后作图)。最后静心认真仔细地修改完善。 3.初步观察图形时的难点和细节 (1)难点:各设备尺寸的确定及大小的合理搭配等; (2)细节:各设备的位置、尺寸的确定,多线交汇处的处理,流程线转角处做圆角处理,设备绘制的规范性,如振动清理筛、白米分级筛中线段平行绘制等等。 4.设计时用到的主要命令 (1)直接绘图命令 图形界限设置——按制图需要设置绘图空间大小 直线——绘制直线,在绘图中用到的最多 圆——绘制圆,用在绘制圆筒初清筛、“沙克龙”的关风器、 砻谷机、风机等上 偏移——多用于偏移距离已知的图形偏移,这次绘图图形具体尺 寸未知,用得较少,可根据具体情况使用,在绘制标题 栏表格时有用到 多段线——用于绘制箭头
米粉生产作业指导书
《贵州高山食品有限公司》 米粉生产作业指导书 米粉生产作业指导书 米粉生产的各个工序均对产品出品质量造成直接影响,其中选米、磨粉、调浆、熟化工序是影响产品质量的关键工序,为规范人员操作,特编写此作业指导书。生产人员应严格按作业指导书规定生产。 备注:(所有带※为关键控制点) 工艺流程 大米验收—去杂质—洗米—※泡米—※研磨—※调浆—※熟化出粉—晾干—(羊肉粉—※开水侵泡—过冷—沥干—打包装—※低温灭菌—成品—入库—)——打包装—入库 一、精选验收※浸泡 1、精选验收隔年的晚稻米,米质形状完整,外型雪白、油身,颜色、性状正常,无虫蛀,无霉变, 有大米固有香味、优先采用晚稻新米。 2、将经过精选后的大米称量后放在不锈钢桶内,认真挑选杂质;用清水淘洗2-3遍后,再用清水 浸泡3-4小时,然后过滤去除桶内的洗米水。 3、大米浸泡过滤后再用清水喷淋清洗并沥干,进入下一道工序。 二、※研磨调浆 1、将洗净后沥干的大米放入粉碎机慢慢下米碎成细粉,按10%的比列加入小麦淀粉,每100斤米 粉投放100g食盐。按(1:0.45)加入清水调成80目—100目的米浆,米浆收集在不锈钢桶内。 2、磨粉调浆工序的质量控制:磨粉时下米速度应根据碎米机的碎米功率(速度)调整下米速度。 (出粉每厘米30目以上)。调浆时水量过多则米浆变粗,口感不好;水量过少,则细嫩,容易卡住磨浆机,烧坏电机。应充分将米浆调匀,调好的米浆是没有任何颗粒状的。 三、※熟化出粉 1、米浆加入适量的清水按比例调成有浓度的米浆即可进行熟化处理。 2、检查熟化出粉设备的运转情况是否正常,熟化温度是否达到105-110度的要求。
大米加工作业指导书
共享知识分享快乐
目 录 大米加工作业 制米作业
一、大米加工作业 1、目的: 此作业指导书的编写是为提高大米加工品质和数量,维护操作人员的人生安全及提高操作人员对设备结构、性能和使用方法的认识,延长设备的使用寿命,规范生产过程,切实从源头加强大米质量安全的监督之目的。 2、适用范围: 此作业指导书适用于大米生产车间操作员工作岗位。 3、实施细则:(一)开车前的准备工作: 1 全面了解原粮及所需加工成品粮的质量情况,做到不符合质量要求的原粮作出相应措施进行加工。 2 检查各个机器部件,吸除尘系统以及电气控制设备的 完好情况,如有破损的,应进行整修或掉换。 3 检查各设备进出口处,各坡璃管道有无阻塞现象。 4 对机器设备可转动部分,应先用手盘动,检查各轴承的润滑情况。 5 经常检查各传动带(三角带及运粮传动带)的松紧度及接头的牢固程度。对于有问题的,应给予纠正。 6 检查各筛选设备筛孔的通顺情况,筛面松紧度和筛面磨损程度,如有不符合要求,应给予纠正更换。
7 对新检修完毕的机器设备,要检视有无工具、零件留 在机器内。 8 预先领好运转中需用的备品和物料。 9 如遇清仓换批,应将仓设备及管道积存粮粒全部清出。 10 检查齿轮变速箱内测量,如发现油量不够,应及时加油。 11 检查各玻璃管有无破损情况,如有,应给予更换。 12 彻底清除磁栏中的矿物质。 13 各工序的操作人员,除做好上述工作之外,根据工艺过程不同,还应做以下工序: 13.1 稻谷清理工序: 13.1.1 根据原粮粒形大小,调整好各道筛选设备的筛面。 13.1.2 根据原粮的含杂、水分情况,对筛选设备的筛面 倾角及风门等作初步调节。 13.2 砻谷和谷糙分离工序: 13.2.1 胶辊砻谷机: 13.2.1.1 熟悉原粮品种和质量情况,检查净谷纯度,选 择技术参数,确定操作方法; 13.2.1.2 胶辊使用前须核正静平衡; 13.2.1.3 检查胶辊两端紧固螺丝、三角皮带有无松动现象。 13.2.1.4 检查胶辊有无大小头,正边及表面有无铁钉或 硬物嵌入;
大米生产标准操作规程
大米生产标准操作 规程
大米生产标准操作规程 一、目的 规范大米生产环节中各工序的操作。 二、适用范围 公司所属车间水稻加工、大米再加工,水稻或大米的代加工,大米生产技术考核与培训。 三、标准操作规程大米生产流程: 来料接收→大米生产→产品贮存 1.来料接收 来料接收操作流程 来料验收→监督卸料→清理→上仓 1.1来料验收操作规程 1.1.1适用范围:进入车间加工的原料,包括水稻、大米等。 1.1.2操作规程 1.1. 2.1确认来料的品种和数量。 1.1. 2.2索要该批物料的最新(3日内)品质检验报告。 1.1. 2.3与生产计划中的原料要求进行比对,确定是否为所需原料,如有差异,应通知车间主任按规定处理。 1.1. 2.4告知上料人员上料时间和上料口位置。★来料验收为关键控制点。 目的:分清各部门在原料质量管理方面的责任。内容:对来料进行品质检验。
1.2监督卸料操作规程 1.2.1适用范围:过秤后的散积或袋积物料,定量包装的物料。 1.2.2操作规程 1.2.2.1确保过秤后的物料安全运至上料口。如有散落,应要求运输工人及时收回;如有影响物料品质的因素(如淋雨等)时,应及时中止运输。 1.2.2.2检查并清除卸料作业区内有影响物料品质的因素,要求卸料过程在卸料区内完成。 1.2.2.3检查运输散积物料的车辆,确认车内物料已全部卸完;检查袋积物料的空包装物,确认袋内物料已全部倒出。 1.2.2.4整理卸料过程中散落的物料,并全部投入到上料口。 1.2.2.5办理物料交接手续。 1.3清理操作规程 1.3.1适用范围:移动式圆筒初清筛,固定式圆筒初清筛。 1.3.2操作规程 1.3. 2.1固定设备,保证设备在使用过程中不发生移动。确保设备出料口对准上仓设备的进料口,且不会发生刚性接触。 1.3. 2.2检查初清筛的滚筒筛面,去除筛面上的杂质。 1.3. 2.3检查初清筛的滚筒筛面,筛面应无破损,如有破损应立即更换(更换方法参阅《设备维修维护手册》)。
大米生产设备操作规程
米业加工操作规程 一、初清筛操作规程 1.开机前应检查筛筒是否有物料堵孔,筛筒旋转是否灵活。 2.开机后,设备要密闭,防止灰尘飞扬。 3.每班用钢刷清理外筛筒、筛面1次,不得用棍敲打筛面。 4.定期检查托轮是否缺油、积灰,以免影响筛筒正常工作。 5.认真做好操作记录。 二、振动筛操作规程 1.定期给睚衡振动筛内注入清洁机油,注油取出小油塞,拆下透气塞,从透气塞孔加油到大油塞,有油溢出时停止加油,并注意不得将油溢漏到产品上。 2.高速减振器上的两个减振螺母,并使减振螺母与筛船上的减振板等距离。 3.开车时,筛船必须保持静止,振动器皮革要涨紧。 4.设备空转正常后进料,并调节进料压力门重铊的位置。使谷物沿筛面横向均匀分布。 5.沉泽室必须密闭,随时除去纤维状物杂质,阻风门必须保持清洁,根据杂质含粮情况调节沉泽室的两门大小。 6.定时检查各紧固螺栓、螺母,防止松动。 7.认真做好操作记录。 三、去石机操作规程
1.开机前,应仔细检查设备各部件,电器控制部位完好情况。2.开机后,等空原正常方可进料,并注意调整好进料流量和进风,保持筛面上物空悬浮或半悬浮状态,粮层厚度在30mm左右。3.根据排石情况调整精急选风门,生产过程中走单边旋漏死角度等情况立即检查校对。 4.各鱼鳞筛面匀风板,进风门等都是气流通过的物件,要随时清理堵塞物,使之畅通无阻。 5.注意使用动轴承电机,发现有溢漏油、松动等现象,应立即采取措施。 6.定期对设备润滑部位加油润滑,并防止润滑油漏入产品中。7.停机后不得将筛内留有各物料,要仔细检查设备,电器情况。8.认真做好操作记录。 四、砻谷机操作规程 1.开机前,应仔细检查设备部件,电器控制部位完好情况。 2.开机后,待运转正常再启动进料口,调节流量,掌握好各种脱谷量,注意超负荷运转。 3.调节辊用同机距时两只手同时进行以保持两编扎距一致,在脱壳量不变的情况下,不应随便调节辊筒。 4.快辊与慢辊的真径以不超过2mm为宜。 5.压砣紧辊重量根据原粮品种水份脱壳皮下含粹及胶辊磨拖情况适应增减。 6.机械在运输时,齿轮箱不能随意交换档位。
大米加工操作规程11
盘锦东华农业发展有限公司 大米加工操作规程 为了顺利完成出口任务和满足国内销售的需要,把各种植水稻基地生产的收获的水稻全部按照GB/T18824盘锦大米地域标准进行精加工,并且每道工序都达到盘锦大米地域保护产品的国家标准生产加工技术操作规程的有关要求,特制定加工操作规程。 一、水稻收购及验收标准 (一)盘锦大米地域要求:水稻必须是来源于盘锦大米规定区域规划内的,我公司的水稻种植基地,按照农垦农产品质量追溯对水稻栽培生产技术规程所生产的水稻。 (二)品种要求:水稻品种是公司种植基地提供的适合地域生产栽培,符合日本SBS出口标准要求的“一目惚”、“秋田小町”等优质日本品种。 (三)质量要求: 1、适时收割:按照日本的种植技术和操作规程,水稻齐穗后积温达到950度时,稻穗未稍有2-3粒青粒为最佳收割时机,此时收获的水稻口感最佳。 2、水稻收购时要求:水份不超过17%,杂质不超过1%,品种纯度保证在98%以上,否则分开存放,仅供国内市场销售。 二、原粮保管标准 (一)仓库:通风、透气、防雨、防潮、无污染源。
(二)设施:挡鼠板,防虫沙窗,库区灭鼠、灭雀、灭虫、防火、防盗、防霉条件良好,设备齐全。 (三)分类存放:按不同品种、不同等级、不同水份、分类入库保管,严格防止不同类型、不同种植基地农户组的原粮混杂。 三、不合格原料的处理方法和合格原料的保管方法 1、不合格原料的保管方法。 根据检验结果,对水份超标的水稻,采用烘干的方式,经烘干到合格水份后按种植基地农户组分类存放。对杂质超标的,采用 2、合格原料的保管方法。 (1)成品采用定量包装,码垛整齐,批次清楚,保证先进先出,码垛与地面的距离不小于10厘米,与墙面、顶面之间留有30-50厘米的距离。 (2)原料库设有台帐和出入库记录,每月定期盘点,保持帐、物、卡一致。 (3)仓库保管员定期检查,并做好库存检查记录,发现异常通知质检部门确认、处理。 四、进料工序操作标准 1、检质:由质检员对出库原粮的品种、质量、水份、糙米率复检后,填写检验报告单。 2、加工方案:由公司车间主任、技术员提出批量加工方案下达车间。 3、检斤:由保管员进行批量检斤、填写出库报告单,方可进入生
大米加工厂各机器操作规程
来料验收操作规程 料人员 卸料操作规程 1、 确保过秤后的物料安全运至上料口。如有散 落,应要求运输工人及时收回;如有影响物料品质 的因素(如淋雨等)时,应及时中止运输。 2、 检查并清除卸料作业区内有影响物料品质的 因素,要求卸料过程在卸料区内完成。 3、 检查运输散积物料的车辆, 确认车内物料已 全部(1) 进入车间加工的原料,包括水稻、大米等。 确认来料的品种和数量。 (2) 索要该批物料的最新(3日内)品质检验报 告。 (3) 必要时对来料送检验所进行品质检验,尽到 原料质量管理方面的责任 (4) 与生产计划中的原料要求进行比对,确定是 否为所需原料,如有差异,应通知车间负责人按规 定处理。 (5) 告知 料时间和 料口位置
卸完;检查袋积物料的空包装物,确认袋内物料已全部倒出。
4、整理卸料过程中散落的物料,并全部投入到上料口。 5、办理物料交接手续。 清理操作规程 1、固定设备,保证设备在使用过程中不发生移动。确保设 备出料口对准上仓设备的进料口,且不会发生刚性接触。 2、检查初清筛的滚筒筛面,去除筛面上的杂质。 3、检查初清筛的滚筒筛面,筛面应无破损,如有破损应立即更换(更换方法参阅《设备维修维护手册》)。 F杂口挂好接料袋,确保杂质不外漏。 5、点启动电机,观察设备运转情况。如有异常,按《设备维修维护手册》检查并排除故障。 6、启动电机,设备运转1分钟后开始给料。 7、设备使用过程中,如有异常,应先停止给料,再关停设备,按《设备维修维护手册》检查并排除故障。 8、下杂袋满了要及时更换。 9、及时清理洒漏的物料,停料后,设备要继续运转2分钟再关机。 10、清除滚筒筛面上的杂质。