可靠性设计论文--电子产品可靠性虚拟实验与评估方法研究
电子产品可靠性虚拟实验与评估方法研究
摘要本文基于产品数字化研制平台,研究电子产品可靠性虚拟试验及其评价方法。电子产品的可靠性虚拟试验可以和产品设计并行协同,随着产品设计阶段的推进,可靠性虚拟试验模型通过与产品设计主流程反复迭代,一方面使虚拟试验分析模型更趋实际和准确;另一方面可靠性虚拟试验结果可以对设计改进和物理的可靠性试验验证方案工作提供及时的信息。一电子产品的故障机器建模
(一)电子产品的故障及其故障机理分析
以及工艺特性有关。对任何产品的潜在的主要故障机理,均应分析其原因,从而消除或者延迟相应故障的发生。电子产品常见的潜在故障
及其机理见表l。
(二)电子产品的故障分析模型。
通用的电子产品故障分析模型为:T故。。式=F(x;,A,x。)(l)其中,T故障模式为某一故障模式的发生时间;x:为故障模式的影响因素,包括产品设计参数(如材料,结构,几何尺寸等),载荷(包括环境载荷和/或工作载荷等)。对于过应力故障类型,一般与应力设计裕度不足有关,可以通过产品的健壮性设计加以消除或者抑制,其分析可用应力强度于涉模型进行;设计良好的电子产品一般表现为耗损型的故障类型,一般可以用累积损伤模型进行模拟,见以下公式:D(t)=N州,。曰(t)N~iv此(2)其中,N刷(t)是循环载荷实际作用的周期数,N~‘是预期导致失效的循环载荷作用的周期数。不同环境载荷累积作用效果可表示为:D‘=艺n。(t)(3) 一、电子产品的故阵及其趁棋
(一)电子产品的故障及其故障机理分析。
电子产品的任何故障总是由特定的化学、机械、热、物理或电子驱使的故障机理所导致。而产品抵抗内外部应力的能力,一般与产品局部位置的材料、结构等设计特性多年来,电子工业界和学术界已经研究并建立起了针对绝大多数故障的分析模型。常用分析模型如下表2。另外,关于电子器件常见故障的定量分析模型包括电迁移,电应力导致的空穴(TDDV),与时间有关的电介质击穿(TDDB),金属间化合物导致的失效等均可从公开的
表1电子产品故障位置、故障机理和应力三维矩阵
污污污染染相对湿度度稳态温度度相对湿度循环环沮度循环环温度冲击击辐射射振动/机械冲击击电压/电流流
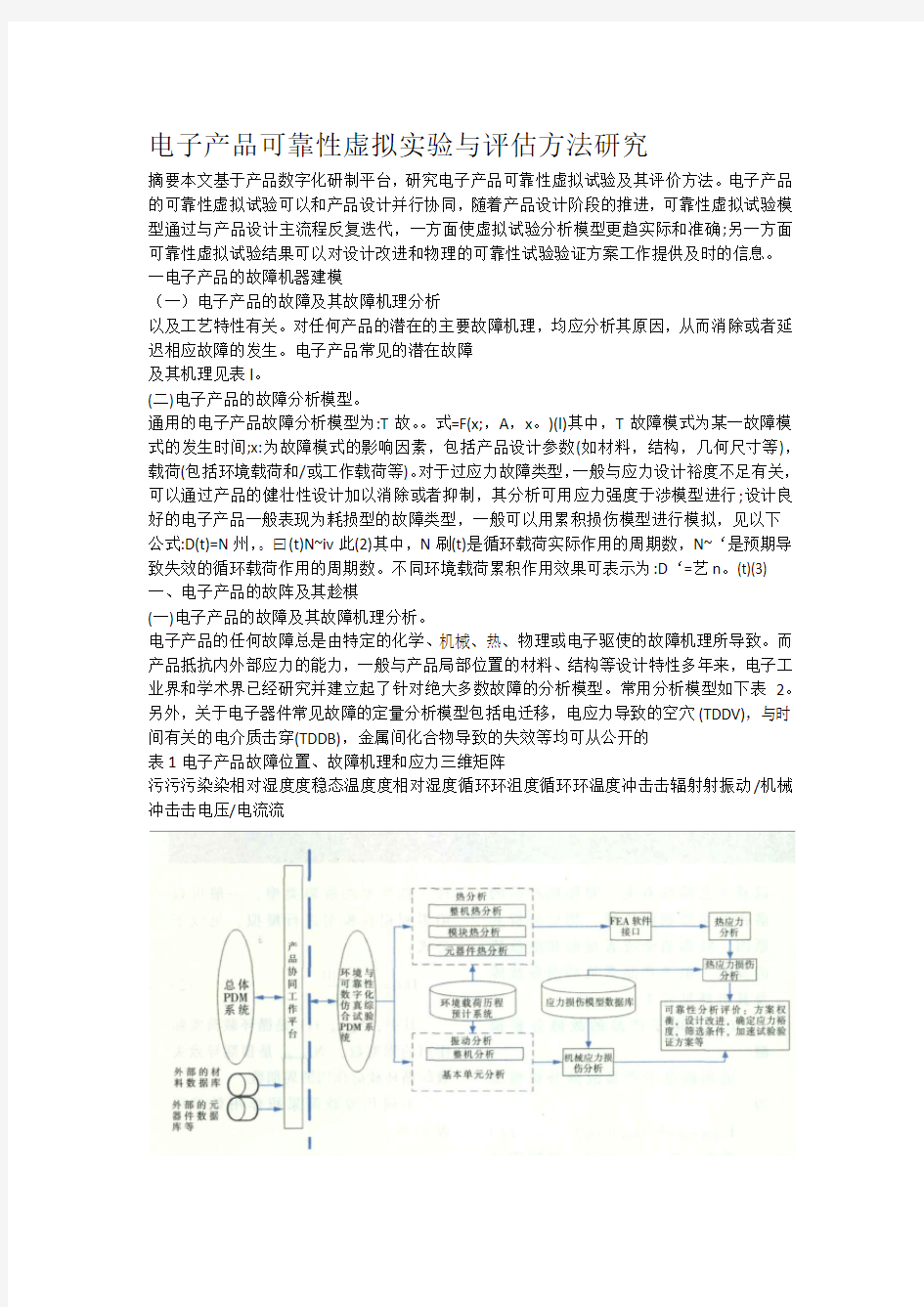
二、基于故障物理的可靠性虚拟试验方法及其流程
可靠性虚拟试验建立在故障物理的可靠性技术基础上。其以产品的具体设计特性(结构,几何和材料等)以及受到的实际环境载荷条件作为输人,采用应力损伤途径,分析电子产品各种潜在的故障及其原因,并定位其关键故障点(故障位置,故障机理,故障模式及相应
故障发生时间)。基于并行协同的数字化研制平台下,可靠性虚拟试验与评估流程
如图l所示。
(一)电子产品可靠性虚拟试验建模。
1.电子产品寿命周期预期的环境载荷历程。在方案设计阶段,在初始没有明确产品的环境载荷时,可根据产品的任务需求,结合该单位已经建立的环境回归预计系统(MERIT),
见图1),对产品寿命周期的使用环境条件进行预计。随着设计的逐步细化,尤其是当进人样机阶段时,产品的环境剖面能够逐步明晰具体。
2.虚拟试验产品建模的电子产品设计信息需求。电子产品的设计信息是可靠性虚拟试验的关键输人,设计信息越详细,可靠性建模越真实。因此随着设计阶段的推进,可靠性虚拟试验建模需要反复迭代,使建立的模型更加趋于真实。可靠性虚拟试验建模需要的电子产品设计信息应包括:
(l)产品的结构和几何尺寸,由设计方以产品数字样机(CATIA模型)的形式提供。
(2)产品的材料及其热和力学等性能属性参数,从设计方的产品CAE样机模型中提取,或者通过数字化协同工作平台链接到外部数据库资源获取。
(3)PCB板信息,可由设计方的EDA模型提供。
(4)通过设计方获取各电子模块完整的元器件清单及其型号信息,并据此从相关元器件数据库中检索出元器件的封装形式,封装材料,金属架及管脚结构和材料,元器件质量,功耗等详细的元器件设计信息。
3.产品分解。
可靠性虚拟试验是以应力损伤分析等工程手段实现的,分析的基础是产品的底层模块。因此必须对复杂电子产品按照其可以隔离的基本功能模块单元进行分解,针对模块进行分析,并基于此分析结果对整个产品的可靠性进行评价。电子产品的功能模块一般可分为机箱、
模板、电子模块、连接器等。
4.载荷分解。通过载荷分解将作用于产品的整机载荷分解为产品各组成模块的局部载荷,然后将局部载荷施加到各组成模块上,对各模块进行可靠性虚拟试验。因为模块受到的局部载荷与产品的整体载荷是不同的,有时甚至相差很大。因此,载荷分解是可靠性虚拟试验的一个重要组成部分,通过载荷分解可以得到各功能模块的局部载荷,为模块级的
可靠性虚拟试验提供载荷输人。温度载荷分解一般可用通用CFD软件如ICEPAK、FIOTHERM 等实现;振动载荷分解一般可用通用的FEM软件如MSC.Nastran、LMSvirtualLab和ABAQUS 等实现。
(二)电子产品故障分析。
基于故障物理的可靠性虚拟试验,采用应力分析和应力损伤分析的工程途径,包括细化的元器件和PCB板建模,模块级的应力分析和应力损伤分析等。
1.各故障发生时间波动性考虑策略。
由于模块的设计参数及载荷均存在一定的随机波动性,因此必须考虑可靠性虚拟试验的离散性。虚可命性与应用}19拟试验中一般需要考虑电子器件、安装参数、印制板以及环境载荷等输人参数的波动性。实际建模时,对于模块设计参数有公差范围的,取其公差范围为相应输人参数的随机波动范围;对于输人参数比如材料、载荷等无公差的,根据经验取其名义值
的土5一ro%为其波动范围。
2.可靠性仿真试验的输出。可靠性虚拟试验系统基于模块一级的应力分析和应力损伤分析,识别模块潜在的故障点。由于潜在故障点很多,因此虚拟试验系统输出的实际是各模块的故障信息矩阵。
3.模块主要故障点的确定。模块上的多点潜在故障,理论上按照竞争性原则发生故障。一般按照最小无故障工作时间来遴选主要故障点,同时对那些处于应力集中区的故障点也应特别注意。这些确定且经过证实的模块主要故障点即为产品的设计薄弱环节,一般应
及时反馈给设计方作为设计更改的参考。
(三)分析结果的反馈。
通过产品数据管理系统(PDM)向协同工作平台返回:.产品应力分析及其故障分析结果;产品设计改进建议及可靠性评估结果。图3CPU模块的虚拟试验模型侧用锁紧螺栓固定在机箱上(见图2)。上述模型可从通过PDM读取基于CATIA的整机模型和基于PRO住L6的模块EDA模型,然后赋予必要的材料力学及其热属性参数,形成CAE分析样机。模块的建模见图3。
表3各模块环境温度条件计计算文件旧旧环境沮度度模块上的温度分布布
三、某型飞机外挂物管理处理机可靠性虚拟试验及其评估图4SMP振动载荷输入
本案例采用MSC.NASTRAN和ATRAN进行整机振动建模;用ICEPAK进行整机的热分析;采用CALCEPWA&FAST进行模块级的热分析、振动分析及基于应力损伤的故障分析。
(一)产品及其功能模块的仿真建模。
某型飞机外挂物管理处理机(SMP)主要由机箱、母板和10个功能模块组成。母板与机箱用螺栓连接。所有功能模块与母板用插槽连接器连接.同时各模块两
(二)10个电子模块环境载荷条件的确定。
1.各模块环境温度条件的确定。基于整机一55℃一+70℃温度范围及10℃/分的温变率的条件,考虑相邻模块的热影响,通过ICEPAK分析确定各模块周围的空气环境温度剖面见表3。
2.模块振动输入条件的确定。SMP整机的振动条件见图4。通过MSC.NASTRAN分析确定
从整机传递到每一功能模块上的振动条件为:
(三)模块应力分析。
1.热应力分析。
电子模块的热应力分布主要由其环境温度、模块上所有有源器件的热功耗以及模块散热方式决定;比如,对于模块A3,共有167个器件,而PCB板共有14层,互连方式有双列直插、表面贴装、针式阵列直插等。
2.振动应力分析。
电子模块受到PSD随机载荷的影响。图7是模块A3的一阶模态的位移分布。其中Dl、DZ 器件处可命性与应用具有较大振动位移,D20器件处产生较大弯曲。这些都可能导致互连位置处受到剪切疲劳损伤。各模块的一阶模态计算值和实测值误差均在士20%范围,表明计算值和实测结果接近。
(四)模块的故障分析。
基于各模块分析得到潜在故障位置、故障模式、故障机理及其相应的故障时间等四维故障信息矩阵,根据平均故障时间最短的“薄弱链原理”确定关键的故障模式和设计薄弱环节,见表4。
1.设计薄弱环节的确定及设计改进。
从对模块的潜在故障情况分析可知模块AZ的DZ器件和D101器件,模块A3的Dl器件及DZ 器件,是SMP最薄弱的环节。由于已明确了其故障机理,可以通过对它们的设计改进进一步提高SMP的硬件可靠性水平。比如,可以分别在模块AZ和模块A3上侧加一约束,见图8所示,则模块的局部振动应力分布可以较大减小,Dl和DZ器件对应的潜在故障模式发生时间相应延长,整个SMP系统的可靠性将得到实质性的改进。
2.参数的优化设计策略。
设若对电子组件的任意故障模式的故障发生时间为:图8改进设计后的CPU模块振动位移场分布注:tr(i,j)表示某一故障机理下的故障时间,g。(i=l一n)代表几何参数;m:(1=1一n)代表材料参数;p3:(i=l一n)代表工作参数;e‘(i=l一n)代表环境应力;dsi(i=1一n)代表工艺缺陷量级,l和r是表征相应缺陷是否存在的系数,若l=:则alr=l,否则alr=0;首先进行参数敏感性分析,包括对设计参数的敏感性分析,以及对工艺参数的敏感性分析.
电子产品可靠性试验-环境试验要点
一、可靠性理论基础 二、试验(GB) 一.总则:GB2421-2008 电工电子产品环境试验 本系列标准不涉及环境试验样品性能要求,环境试验期间和试验以后,试验样品的容许性能限值由被试验样品的相关规范规定。 基准标准大气压:20℃,101.3KPa 测量与试验标准大气压:15℃-30℃,25%RH-75%RH,86KPa-106KPa。 自由空气条件:无限大空间,空气运动只受散热试验样品本身影响,样品辐射能量全部由周围空气吸收。 散热试验样品与非散热试验样品界定:在自由空气条件和试验标准大气压下,温度稳定后测得的试验样品温度与环境温度是否大于5℃。 环境温度:是采用在试验样品之下0mm - 5 0mm的一个水平面上面,而且与试验样品和试验箱壁等距离处或者距离试样品1 m处若干温度。( 二者取温度值小的) 的平均值。应采取适当措施防止热辐射影响这些温度的测量。 热稳定:试验样品表面温度与最后所测表面温度之差<3℃(非散热试验样最后所测表面温度即试验箱温度;散热试验样品则需多次测量才能确定) A: 低温。 B: 高温 C: 恒定湿热。 D: 交变湿热 E: 冲撞( 例如冲击和碰撞) 。 F: 振动。 G: 稳态加速度。 H: 待定( 原分配在贮存试验) 。 J : 长霉。 K: 腐蚀性大气( 例如盐雾) 。 L: 砂尘。 M: 高气压或低气压 N: 温度变化。 P : 待定( 原分配在“可燃性”试验) Q: 密封( 包括板密封,容器密封与防止流体浸入和漏出的密封) 。 R: 水( 例如雨水、滴水) 。 S : 辐射( 例如太阳辐射,但不包括电磁辐射) T: 锡焊( 包括耐焊接热) 。 U: 引出端强度( 元件的)。 V: 待定( 原分配在“噪声”. 但“噪声诱发的振动”将归于试验F g ,即“振动”系列试验之一) 。W: 待定。 X:作为字头与另一个大写字母一起用于新增加的试验方法命名。例如试验XA:在清洗剂中浸渍 Y: 待定。 Z:用于表示综合试验与组合试验。方法如下:Z后面跟一斜杠和一组综合实验或组合试验相关的大写字母。例如Z/AM:试验低温和低气压综合试验。 综合试验:≥2种试验环境同时作用于试验样品。组合实验:依次连续暴露≥2种试验环境分别进行试验 试验顺序(s e q u e n c e o f t e s t s)试验样品被依次暴露到两种或两种以上试验环境中的顺序。 1 各次暴露之间的时间间隔通常对试验样品不产生明显影响 2 各次暴露之间通常要进行预处理和恢复 3 通常在每次暴露之前和之后进行检测,前一项暴露的最后检测就是下项暴露的初始检测 受控恢复条件:实际试验温度±1℃(15℃-30℃),73%RH-77%RH,86KPa-106KPa。(测量前如果要求对试验样品进行干燥,除有关规范另有规定外,应在下述的条件下干燥6 h。标准干燥条件55±2℃/<20%) 恢复条件: 条件试验后,在检测之前:试验样品应在检测环境温度下稳定;当样品试验后电气参数变化很快,应按受控恢
电子产品可靠性试验国家标准清单
电子产品可靠性试验国家标准清单 GB/T 15120、1-1994 识别卡记录技术第1部分: 凸印 GB/T 14598、2-1993 电气继电器有或无电气继电器 GB/T 3482-1983 电子设备雷击试验方法 GB/T 3483-1983 电子设备雷击试验导则 GB/T 5839-1986 电子管与半导体器件额定值制 GB/T 7347-1987 汉语标准频谱 GB/T 7348-1987 耳语标准频谱 GB/T 9259-1988 发射光谱分析名词术语 GB/T 11279-1989 电子元器件环境试验使用导则 GB/T 12636-1990 微波介质基片复介电常数带状线测试方法 GB/T 2689、1-1981 恒定应力寿命试验与加速寿命试验方法总则 GB/T 2689、2-1981 寿命试验与加速寿命试验的图估计法(用于威布尔分布) GB/T 2689、3-1981 寿命试验与加速寿命试验的简单线性无偏估计法(用于威布尔分布) GB/T 2689、4-1981 寿命试验与加速寿命试验的最好线性无偏估计法(用于威布尔分布) GB/T 5080、1-1986 设备可靠性试验总要求 GB/T 5080、2-1986 设备可靠性试验试验周期设计导则 GB/T 5080、4-1985 设备可靠性试验可靠性测定试验的点估计与区间估计方法(指数分布)
GB/T 5080、5-1985 设备可靠性试验成功率的验证试验方案 GB/T 5080、6-1985 设备可靠性试验恒定失效率假设的有效性检验 GB/T 5080、7-1986 设备可靠性试验恒定失效率假设下的失效率与平均无故障时间的验证试验方案GB/T 5081-1985 电子产品现场工作可靠性有效性与维修性数据收集指南 GB/T 6990-1986 电子设备用元器件(或部件)规范中可靠性条款的编写指南 GB/T 6991-1986 电子元器件可靠性数据表示方法 GB/T 6993-1986 系统与设备研制生产中的可靠性程序 GB/T 7288、1-1987 设备可靠性试验推荐的试验条件室内便携设备粗模拟 GB/T 7288、2-1987 设备可靠性试验推荐的试验条件固定使用在有气候防护场所设备精模拟 GB/T 7289-1987 可靠性维修性与有效性预计报告编写指南 GB/T 9414、1-1988 设备维修性导则第一部分: 维修性导言 GB/T 9414、2-1988 设备维修性导则第二部分: 规范与合同中的维修性要求 GB/T 9414、3-1988 设备维修性导则第三部分: 维修性大纲 GB/T 9414、4-1988 设备维修性导则第五部分: 设计阶段的维修性研究 GB/T 9414、5-1988 设备维修性导则第六部分: 维修性检验 GB/T 9414、6-1988 设备维修性导则第七部分: 维修性数据的收集分析与表示 GB/T 12992-1991 电子设备强迫风冷热特性测试方法 GB/T 12993-1991 电子设备热性能评定
电子产品可靠性测试规范
产品可靠性测试规范 1.目的 本文制定产品可靠性测试的要求和方法,确保产品符合可靠性的质量 要求。 2.范围 本文件适用本公司所有产品。 3.内容 3.1 实验顺序 除客户特殊要求外,试验样品进行试验时,一般按下表的顺序进行: 3.2实验条件 3.2.1 实验条件:
3.2.2 试验机台误差: a.温度误差:高温为+/-2℃,低温为+/-3℃. b.振动振幅误差:+/-15%. c.振动频率误差:+/-1Hz. 3.2.3 落地试验标准 3.2.3.1 落地试验应以箱体四角八边六面(任一面底部相连之四角、与此四角相连之八边, 六面为前、后、左、右、上、下这六个面)按规定高度垂直落下的方式进行。 重量高度 0~10kg以内75cm 10~20kg以内60 cm 20kg以上53 cm 3.2.3.2 注意事项: 5.2.3.2.1 箱内样品及包材在每个步骤后进行外观与功能性检验。 5.2.3.2.2 跌落表面为木板。 3.2.4 推、拉力试验方法和标准 3.2. 4.1、目的:为了评定正常生产加工下焊锡与焊盘或焊盘与基材的粘结质量。 3.2. 4.2、DIP类产品,需把元件用剪钳剪去只留下元件脚部分(要求留下部分 可以自由通过元件孔),且须把该焊盘与所连接的导线分开,然后固定 在制具上用拉力机以垂直于试样的力拉线脚(如下图),直到锡点或焊 盘拉脱为止,然后即可在拉力计上读数。 拉力方向 焊锡 焊盘
(图1) 3.2. 4.3、SMT类产品,片式元件用推力计以如下图所示方向推元件。推至元件或焊盘脱落后在推 拉力计上读数。并把结果记录在报告上。 三极管推力方向如下图所示,推至元件或焊盘脱落后在推拉力计上读数,并记录。 3.2. 4.4、压焊类产品,夹住排线(FFC或FPC)以如下图所示方向做拉力,拉至FFC或FPC 断或焊锡与焊盘脱离(锡点脱离)或焊盘与基材脱离(起铜皮),把结果记录在报告 上。 3.2. 4.5、产品元器件抽样需含盖全面规格尺寸。产品各抗推、拉力标准为;
电子产品可靠性试验
电子产品可靠性试验 第一章 可靠性试验概述 1 电子产品可靠性试验的目的 可靠性试验是对产品进行可靠性调查、分析和评价的一种手段。试验结果为故障分析、研究采取的纠正措施、判断产品是否达到指标要求提供依据。具体目的有: (1) 发现产品的设计、元器件、零部件、原材料和工艺等方面的各种缺陷; (2) 为改善产品的完好性、提高任务成功性、减少维修人力费用和保障费用提供信息; (3) 确认是否符合可靠性定量要求。 为实现上述目的,根据情况可进行实验室试验或现场试验。 实验室试验是通过一定方式的模拟试验,试验剖面要尽量符合使用的环境剖面,但不受场地的制约,可在产品研制、开发、生产、使用的各个阶段进行。具有环境应力的典型性、数据测量的准确性、记录的完整性等特点。通过试验可以不断地加深对产品可靠性的认识,并可为改进产品可靠性提供依据和验证。 现场试验是产品在使用现场的试验,试验剖面真实但不受控,因而不具有典型性。因此,必须记录分析现场的环境条件、测量、故障、维修等因素的影响,即便如此,要从现场试验中获得及时的可靠性评价信息仍然困难,除非用若干台设备置于现场使用直至用坏,忠实记录故障信息后才有可能确切地评价其可靠性。当系统规模庞大、在实验室难以进行试验时,则样机及小批产品的现场可靠性试验有重要意义。 2 可靠性试验的分类 2.1 电子装备寿命期的失效分布 目前我们认为电子装备寿命期的典型失效分布符合“浴盆曲线”,可以划分为三段:早期失效段、恒定(随机或偶然)失效段、耗损失效段。可参阅图1.2.1。 早期失效段,也称早期故障阶段。早期失效出现在产品寿命的较早时期,产品装配完成即进入早期失效期,其特点是故障率较高,且随工作时间的增加迅速下降。早期故障主要是由于制造工艺缺陷和设计缺陷暴露产生,例如原材料缺陷引起绝缘不良,焊接缺陷引起虚焊,装配和调整不当引起参数漂移,元器件缺陷引起性能失效等。早期失效可通过加强原材料和元器件的检验、工艺检验、不同级别的环境应力筛选等严格的质量管理措施加以暴露和排除。 恒定失效段,也称偶然失效段,其故障由装备内部元器件、零部件的随机性失效引起,其特点是故障率低,比较稳定,因此是装备主要工作时段。 耗损失效段,其特点是故障率迅速上升,导致维修费用剧增,因而报废。其故障原因主要是结构件、元器 件的磨损、疲劳、老化、损耗等引起。 2.2 试验类型及其分布曲线的变化 针对电子装备寿命期失效分布的三个阶段,人们在设计制造和使用装备时便有针对地采取措施,以提高可靠性和降低寿命周期的费用。在设计制造阶段,要尽量减少设计缺陷和制造缺陷,即便如此仍然会存在早期失效和随机失效。为此,承制方需要运用工程试验的手段来暴露和消除早期失效,降低随机失效的固有水平。通过这些措施,可以改变产品的寿命分布曲线的形状,可参阅图1.2.2。在耗损阶段,用户可通过维修和局部更新的手段延长装备的使用寿命。 图 1.2.2 示意了两组产品寿命失效率分布曲线,图中表明产品B 的可靠性水平比产品A 的优良,因为B 的恒定失效率比A 的低,B 的早期失效段比A 的短。如果曲线A 和B 是同一种产品的不同阶段的失效率分布,则表明该产品经过了可靠性增长试验,取得成效,因此曲线B 的恒定失效率大为 失效率 早期 耗损 失效 偶然失效段 失效 时间 图1.2.1 电子装备寿命期失效分布的浴盆曲线示意
电子产品可靠性设计总结V1.1.0
电子产品可靠性设计总结V1.1.0 一、 印制板 ㈠,数据指标 1,印制板最佳形状是矩形(长宽比为3:2或4:3),板面大于200*150mm时应考虑印制板所承受的机械强度。 2,位于边沿附近的元器件及走线,离印制板边沿至少2mm,以防止打耐压不过。 3,焊盘尺寸以金属引脚直径加上 0.2mm 作为焊盘的内孔直径。例如,电阻的金属引脚直径为 0.5mm,则焊盘孔直径为 0.7mm,而焊盘外径应该为焊盘孔径加1.2mm,最小应该为焊盘孔径加1.0mm。 4,常用的焊盘尺寸 焊盘孔直径/mm 0.4 0.5 0.6 0.8 1.0 1.2 1.6 2.0 焊盘外径/mm 1.5 1.5 2.0 2.0 2.5 3.0 3.5 4 5,元器件之间的间距要合适,以防止焊接时互相遮挡,导致无法焊接。 6,走线和元器件与边界孔、固定孔之间的距离要足够的大,以防止无法添加平垫和螺丝,也可防止可耐压时不能通过。 7,PCB板的尺寸要与相关的壳子相匹配,固定孔之间的位置也要与要关的壳体固定位置相适合。 8,尽量用贴片元件,尺可能缩短元件的引脚长度。(地线干扰) ㈡,设计方法 1,保证PCB板很好的接地。(信号辐射) 2,屏蔽板尽量靠近受保护物体,而且屏蔽板的接地必须良好。(电场屏蔽) 3,易受干扰的元器件不能离得太近。(元件布局) ㈢,注意事项 1,以每个功能电路为核心,围绕这个核心电路进行布局,元件安排应该均匀、整齐、紧凑,原则是减少和缩短各个元件之间的引线和连接。 2,使用敷铜也可以达到抗干扰的目的,而且敷铜可以自动绕过焊盘并可连接地线。填充为网格状,以散热。 3,包地。对重要的信号线进行包地处理,可以显著提高该信号的抗干扰能力,当然还可以对干扰源进行包地处理,使其不能干扰其它信号。 4,严格确保元器件的焊盘大小足以插入元器件。各个元件间的距离不能太近导致元器件无法放下或无法焊接。 5,尽量少用过孔。 6,画完印制板图后,看看每个元器件的标号的方向正否统一。 7,元器件的标号不能画在其它元器件的焊盘内,也不能被其它原器件挡住。 8、接口应有文字说明其接口功能定义。 9、安装孔周围应不能走线,防止螺丝与信号线短接。 二、 PCB走线 ㈠,数据指标
电子产品的可靠性试验研究及方法
电子产品的可靠性试验研究及方法 电子产品的可靠性是指产品在规定的条件下及规定的时间内完成规定功能的能力,它是电子产品质量的一个重要组成部分。一个电子产品尽管其技术性能指标很高,但 如果它的可靠性不高,它的质量就不能算是好的。 1、引言 电子产品的可靠性是指产品在规定的条件下及规定的时间内完成规定功能的能力,它是电子产品质量的一个重要组成部分。一个电子产品尽管其技术性能指标很高,但 如果它的可靠性不高,它的质量就不能算是好的。产品的可靠性不高将会给生产带来 很大损失,随着控制系统的大型化,一个系统所用的电子元件越来越多,只要其中一 个元件发生故障,一般都会导致整个系统发生故障,由此产生的经济损失将远远超过 一个元件本身的价值,所以元件的可靠性越来越重要。电子产品是否适应预定的环境 和满足可靠性指标,必须通过可靠性试验进行鉴定或考核;有时还需通过试验来暴露 产品在设计和工艺中存在的问题,通过故障分析确定主要的故障模式和发生的原因, 进而采取改进措施。所以可靠性试验不仅是可靠性活动的重要环节,也是进一步提高 产品可靠性的有效措施。 2、电子产品可靠性特点 电子产品的可靠性变化一般都有一定的规律,其特征曲线如图1所示,由于其形状象浴盆,通常称之为“浴盆曲线”。从图1可以看出,在产品试验和设计初期,由 于设计制造中的错误、软件不完善以及元器件筛选不够等原因而造成早期失效率高, 通过修正设计、改进工艺、老化元器件、以及整机试验等,使产品进入稳定的偶然失 效期;使用一段时间后,由于器件耗损、整机老化以及维护等原因,产品进入了耗损 失效期。这就是可靠性特征曲线呈“浴盆曲线”型的原因。 通常我们定义,在多次实验中,某随机事件出现的次数叫做该事件的频数。如在M次试验中,事件A出现的频数是M,则事件A出现的相对频数是M / N。在状态不变的条件下,在多实践中,事件A出现的相对频数就反映了该事件A出现的可能性。它 是事件A出现的一个大概的百分率,称为事件A概率,记为P(A)。 P(A)=M / N (N很大)(1)
电子产品的可靠性试验
:电子产品的可靠性试验 评价分析电子产品可靠性而进行的试验称为可靠性试验。试验目的通常有如下几方面: 1. 在研制阶段用以暴露试制产品各方面的缺陷,评价产品可靠性达到预定指标的情况; 2. 生产阶段为监控生产过程提供信息; 3. 对定型产品进行可靠性鉴定或验收; 4. 暴露和分析产品在不同环境和应力条件下的失效规律及有关的失效模式和失效机理;5.为改进产品可靠性,制定和改进可靠性试验方案,为用户选用产品提供依据。? 对于不同的产品,为了达到不同的目的,可以选择不同的可靠性试验方法。可靠性试验有多种分类方法. 1.如以环境条件来划分,可分为包括各种应力条件下的模拟试验和现场试验; 2. 以试验项目划分,可分为环境试验、寿命试验、加速试验和各种特殊试验;3. 若按试验目的来划分,则可分为筛选试验、鉴定试验和验收试验; 4. 若按试验性质来划分,也可分为破坏性试验和非破坏性试验两大类。?5.但通常惯用的分类法,是把它归纳为五大类: A. 环境试验 B. 寿命试验 C.筛选试验 D. 现场使用试验 E. 鉴定试验? 1.环境试验是考核产品在各种环境(振动、冲击、离心、温度、热冲击、潮热、盐雾、低气压等)条件下的适应能力,是评价产品可靠性的重要试验方法之一。 2. 寿命试验是研究产品寿命特征的方法,这种方法可在实验室模拟各种使用条件来进行。寿命试验是可靠性试验中最重要最基本的项目之一,它是将产品放在特定的试验条件下考察其失效(损坏)随时间变化规律。通过寿命试验,可以了解产品的寿命特征、失效规律、失效率、平均寿命以及在寿命试验过程中可能出现的各种失效模式。如结合失效分析,可进一步弄清导致产品失效的主要失效机理,作为可靠性设计、可靠性预测、改进新产品质量和确定合理的筛选、例行(批量保证)试验条件等的依据。如果为了缩短试验时间可在不改变失效机理的条件下用加大应力的方法进行试验,这就是加速寿命试验。通过寿命试验可以对产品的可靠性水平进行评价,并通过质量反馈来提高新产品可靠性水平。3. 筛选试验是一种对产品进行全数检验的非破坏性试验。其目的是为选择具有一定特性的产品或剔早期失效的产品,以提高产品的使用可靠性。产品在制造过程中,由于材料的缺陷,或由于工艺失控,使部分产品出现所谓早期缺陷或故障,这些缺陷或故障若能及早剔除,就可以保证在实际使用时产品的可靠性水平。??可靠性筛选试验的特点是:A.这种试验不是抽样的,而是100%试验; B. 该试验可以提高合格品的总的可靠性水平,但不能提高产品的固有可靠性,即不能提高每个产品的寿命; C. 不能简单地以筛选淘汰率的高低来评价筛选效果。淘汰率高,有可能是产品本身的设计、元件、工艺等方面存在严重缺陷,但也有可能是筛选应力强度太高。淘汰率低,有可能产品缺陷少,但也可能是筛选应力的强度和试验时间不足造成的。通常以筛选淘汰率Q和筛选效果β值来评价筛选方法的优劣:合理的筛选方法应该是β值较大,而Q值适中。? 上述各种试验都是通过模拟现场条件来进行的。模拟试验由于受设备条件的限制,往往只能对产品施加单一应力,有时也可以施加双应力,这与实际使用环境条件有很大差异,因而未能如实地、全面地暴露产品的质量情况。现场使用试验则不同,因为它是在使用现场进行,故最能真实地反映产品的可靠性问题,所获得的数据对于产品的可靠性预测、设计和保证有很高价值。对制定可靠性试验计划、验证可靠性试验方法和评价试验精确性,现场使用试验的作用则更大。??鉴定试验是对产品的可靠性水平进行评价时而做的试验。它是根据抽样理论制定出来的抽样方案。在保证生产者不致使质量符合标准的产品被拒收的条件下进行鉴定试验。
电子产品可靠性测试报告.docx
XXXX股份有限公司检测中心 检测报告 报告编号:2019-5-25 样品名称电子产品可靠性测试样品编号2019-5-25 委托单位XXXX 实业有限公司型号/规格RC661-Z2委托单位 XXXXXX检测类别委托试验地址 样品来源 收样日期2019年4月15日 委托方送样 方式 2019 年4月15日~ 样品数量120检测日期 2019年5月15日 1.高低温工作试验10.外箱跌落试验18.标签酒精测试 2.高温高湿工作试验11.外箱振动试验19.盐雾测试 3.外箱温湿度交变储存试验 12.稳定性测试20.外箱抗压测试 4.外箱高温高湿储存试验13.铅笔硬度测试21.ESD 测试 检测项目 5.冷热冲击试验14.底噪测试22.电源通断测试 6.裸机跌落试验15.防水测试23.裸机振动试验 7.裸机微跌试验16.大头针缝隙安全测试 https://www.360docs.net/doc/5f4110189.html,B 线摇摆测试 8.彩盒包装跌落试验17.标签橡皮测试25.125℃高温存放 9.快递盒包装跌落试验 样品说明委托方提供120 个样品用于本次试验,其中: 裸机 40台, PCBA 20 块,带包装 3 箱( 60台)。
参考标准: 检测依据 YD/T 1539-2006《移动通信手持机可靠性技术要求和测试方法》 检测结论样品按照要求完成了测试,测试结果见报告正文 备注--- 编制:审核:批准: 批准人职务: 年月日年月日年月日 第1页共 9页
XXXX股份有限公司检测中心 检测报告 报告编号:2019-5-25 试验情况综述 序号项目 1高低温1 标准要求 温度45℃ 试验情况 工作 试验 2高温 高湿 工作 试验3外箱 温湿度 交变 储存 试验 持续时间 6 小时 2温度45℃~ -10 ℃ 降温时间 2 小时 3温度-10 ℃ 持续时间 6 小时 4温度-10 ℃~ 45℃ 升温时间 1 小时 每循环时间15小时 循环次数4 样品状态在线测试 温度40℃ 相对湿度90﹪ 持续时间96h 样品状态在线测试 1温度70℃ 湿度40﹪ 持续时间12 小时 2温度70℃~ -20 ℃ 降温时间 2 小时 3温度-20 ℃ 4持续时间12 小时 温度-20 ℃~ 湿度40 ﹪ 升温时间 1 小时 每循环时间27 小时 循环次数4 样品状态包装、不
电子产品可靠性设计
科技论坛Ke Ji Lun Tan 商品与质量SHANGPINYUZHILIANG 109 1 电子产品可靠性设计概述 1.1电子产品的可靠性设计定义 电子产品的可靠性指标是衡量产品可靠性水平的定量和定性数值,通常情况下,衡量电子产品的可靠性,主要依靠可靠度、失效率、平均寿命及寿命概率密度等评价指标来衡量电子产品的可靠性_电子产品的可靠性设计时要明确设计产品的功能和性能要求,必须要了解产品在整个寿命周期内面临的环境条件,通过依据产品可靠性的定量和定性指标,验证产品稳定性,从而提升电子产品质量。 1.2电子产品可靠性设计技术 电子产品的可靠性设计技术主要通过采用预计、分配、技术设计和评定等类型的设计策略,实现电子产品可靠性验证、试验,确保电子产品可靠性电子产品设计阶段,必须要尽量选择成熟化、插件化和简单化的设计结构,选用典型电路,要衡量电子产品的可靠性、经济性和产品实际性能,通过多个方面的设计提升产品整体品质一般情况下,电子产品的可靠性设计技术包括冗余化设计、元器件的降额设计和热设计等技术。 2 可靠性设计管理目标 在论述可靠性设计管理之前,需要明确可靠性设计管理的目标是什么。根据笔者的设计经验,电子产品设计有三条研发平行线,也可以说三个研发层次:功能与性能设计、可制造性设计、可靠性设计功能和性能设计是指通过软件和硬件手段设计出“达到”用户要求的产品,功能和性能设计的基础是用户需求。可制造性设计是指为了满足用户批量使用要求而进行的物料、供应商、工艺(设计、生产)、工装测试等方面的设计工作,是使设计的产品从制造角度“持续达到”用户要求。可靠性设计是指通过各种手段和管理,使产品全生命周期的功能和性能“超越”用户要求。这三个层次是一个渐进层次,其顶点就是可靠性设计层次,同时这三个层次在具体实施的时候是平行的,要真正设计出超越用户要求的产品,在进行功能、性能设计的同时需要进行可制造性设计和可靠性设计。 3 电子产品可靠性设计 3.1降额设计 电子产品降额设计是指降低电子产品元器件工作环境,使电子众品元器件处于低于额定标准的应力环境下保持工作状态在开展降额设计时,为了延长电子产品使用寿命,必须要首先提升电子产品元器件l内使用可靠性通过降低施加在电子产品元器件上的机械应力、热应力、电应力等工作应力,确保电子产品电路能够为设备正常工作提供支持,同时要能够确保具有可靠的接地由于电子产品元器件存在最佳的降额范围,只要处于这个范围内,电子产品元器件的工作应力变化对电子产品失效率存在较为显著的影响开展电子产品可靠性设计时,要考虑到降额的量值及降额条件,确保降额时设备可靠性增加,降低设计难度。 3.2热设计 现代电子产品的电子元器件密度不断提升,元器件之间通过传导、辐射和对流产生大量的热耦合,所以热应力是影响电子元件失效的一个重要因素。为了达到预期的可靠性,必须就爱那个元件的温度降低到最低水平。电子产品热设计包括散热、加装散热器、制冷三种技术方法,应用中通常采用的散热技术有对流散热方式、传导散热方式和利用热辐射特性方式三种。在电子产品热设计中通常采用加装散热器的方式,其目的就是降低半导体的温度,将温度保持在半导体最大结温之下。 3.3电磁兼容性设计 电磁兼容性问题分为两类:一是设备没有受到直接干扰,但是产品不能通过国家电磁兼容标准;二是电子电路、系统等在工作的时候,产生相互干扰或受到外部干扰,从而达不到预期标准。在电子产品设计中通常采用印制电路板设计、电源线滤波、屏蔽机箱、信号线滤波、电缆设计、接地等技术来使设备达到电磁兼容状态。CMOS具有较高的噪声容限,可以优先使用,在对有源器件电磁特性和敏感特性进行筛选和电子电路改进后,要对易受骚扰的电路和骚扰源电路进行分类集中,从而减小相互影响并便于采取防护措施。 3.4抗辐射加固设计 在一些环境中,辐射脉冲是非常强的,常常会使微电子元器件金属连线熔断或烧毁,导致工作失常或永久性损坏。抗辐射加固设计通常针对的是微电子元件的应用场合、辐射环境的辐射因素和强度等,主要从元件的制作材料、器件结构、电路设计、工艺等多方面进行加固考虑。在材料方面,要根据不同的需求选取锗材料、硅材料、铁电材料及金刚石材料等不同的材料。在电路设计方面,采用提高设计余量法,可以提高双极电路1~2个抗辐射等级。在工艺加固方面,采用微电子电子器件工艺中的隔离技术,根据电路的功能、性能、封装等不同的要求,可以选择多晶硅一单晶硅介质隔离、凹槽介质隔离、深槽介质隔离等技术。 4 结束语 随着我国经济的快速发展,人们生活舒适度逐渐提高,电子产品逐渐成为人们日常生活中的重要产品、电子产品种类逐渐增多,功能更加实用化,普通大众已经对电子产品具有一定的依赖性,电子产品使用率逐渐提升。 参考文献: [1]李振.电子产品的可靠性设计与仿真试验[J].舰船电子工程,2014,06:46-51. [2]刘柳,周林,邵将.基于数字化样机的电子产品可靠性设计分析方法[J].电光与控制,2014,09:99-103. [3]骆明珠,康锐,刘法旺.电子产品可靠性预计方法综述[J].电子科学技术,2014,02:246-256. 电子产品可靠性设计 董秋翌 云南省医疗器械检验研究院 云南昆明 650034 【摘 要】随着电子产品越来越广泛的应用到社会各个领域,其使用条件变得越来越严酷,所以对电子产品的产品质量和可靠性要求越来越高。设计精品化产品、生产精品化产品、提供精品化系统自始至终是智能院追求的目标,在精品化战略目标下,我们始终将缔造世界最高品质产品作为我们的目标。可靠性设计作为实现这个目标的必经阶段,首先从设计管理入手,使可靠性设计理念深入到产品的全生命周期,目前我们虽然形成了一定的可靠性设计的思路,但是尚缺乏系统性和完整性,下一步我们将在可靠性设计上逐步形成一整套可行的方法论,并通过可靠性设计管理加以固化和约束。本文以基本可靠性技术为指导,从电子产品的设计和环境出发,对电子产品可靠性设计等几个方面进行了分析和设计,从而达到消除潜在故障、提高电子产品质量和可靠性、增强其社会效益和经济效益的目的。 【关键词】电子产品;可靠性设计;设计方法 【中图分类号】TN02 【文献标识码】A 制造,提高产品的安全性能和质量。 2 机械制造自动化技术发展趋势 2.1机械自动化的现代化发展 自动化技术的逐步深入,给正在进步的机械制造业带来了无限的发展空间,多功能多样化的新技术有效地提高了机械生产的水平,加快了机械生产发展的进程。我国的制造业现如今已经逐渐进入信息自动化、物资输送自动化、生产自动化、设备装配自动化以及检测自动化时代,使得机械自动化进入了一个全新的发展的自动化时代。但是,机械自动化的现代化的发展是一个漫长的过程,绝对不可以一蹴而就,这是一个由低级到高级、由简单不完善到复杂完善的进步过程。为了实现机械自动化的发展,必须认清国情才能够实现全面的自动化,全面使生产效率大幅度提高,中国的机械自动化的发展与世界的发展相比来说还是具有一定的差异,我国目前作为一个发展中的国家,结合我国的国情,使我国的机械自动化的现代化得到有效发展。 2.2智能化方向 随着科技的发展,机械行业也逐渐在进行着现代化改造。数控设备的运用,使机械制造自动化技术与智能化技术实现了很好的融合。智能化所要求的是实现操作人员与设备之间的有效结合,即人机一体,自动化系统模拟人脑来进行操作和控制,从而将之前需要人工进行的如整理和查找数据资料等工作交由机器完成,不但提高了准确率和效率,还能减少用工成本,大大减轻技术人员的工作强度,促进资源的优化配置,为企业带来巨大效益。机械制造自动化技术以智能化为发展趋势,有利于促进企业资源的合理配置,提高企业效益,降低生产成本,促进企业的良好快速发展。 2.3多媒体的综合运用 多媒体与机械制造自动化的结合也将会成为其未来发展的重要趋势。当前情况下,多媒体的应用已经越来越广泛,甚至成为很多企业发展的重要技术手段,将多媒体应用到机械制造自动化中,能够让人们更加形象、直观地看到机械操作的全过程,对于产品质量的控制能够起到很大的帮助作用。多媒体与机械制造的结合是将通信技术、计算机技术以及声像技术有机结合在一起,通过显示屏幕将 技术操作的过程进行展示,并配以相应的声音、图像的内容信息,让整个产品制造过程更加具有可控性。多媒体与机械制造自动化的结合能够极大的节省人力成本的支出,给企业的发展创造更加低的成本条件,实现企业的效率最大化,这不仅是各个企业所希望看到的,同样也是各个企业所必然需要的,将会受到企业极大的欢迎。 2.4与网络化融合 基于网络化普及的背景下,要求当代机械制造行业在可持续发展过程中为了增强自身竞争实力,应注重在机电设备一体化操控过程中,实现机械制造自动化技术与网络技术间的相互融合,由此来营造良好的机械设备监视环境,并以远程操控形式对机械制造整个流程进行管理,且及时发现机械产品生产过程中凸显出的相应问题,对其进行实时解决。同时,网络信息化监控系统的引进,有助于传统机械产品生产过程中突显出的人工作业量大且存在人工误差的问题,并实现对机械制造生产线情况的严格把控,达到最佳的生产状态。此外,基于机械制造自动化技术与网络化相互融合的背景下,在机械制造流程操控过程中亦应注重将网络、声像、通讯技术融于一体,继而便于相关工作人员在对机械产品生产流程进行操控过程中可通过网络平台编辑图像信息,并以信息处理形式实时掌控机械产品生产过程中设备运行参数变化状况,最终由此达到高效率产品生产效果。 综上所述,机械制造业是经济发展的基础,因此,我们不仅要向国外先进技术学习,还要自主创新,抓住科技发展机遇,研究和分析未来发展趋势,采取相关措施,提高我国机械制造自动化技术水平,推动机械制造业的发展,提升我国的国际竞争力和影响力。 参考文献: [1]郭雄.机械制造自动化技术特点及发展前景展望[J].山东工业技术,2015,15(05):52. [2]赵刚.探析机械制造自动化技术特点与发展趋势[J].装备制造技术,2014(02). [3]滕皓.机械制造自动化技术发展现状及未来发展方向探析[J].湖南农机,2014,12(08):54-55.
电子产品的可靠性试验
电子产品的可靠性试验 评价分析电子产品可靠性而进行的试验称为可靠性试验。试验目的通常有如下几方面: 1. 在研制阶段用以暴露试制产品各方面的缺陷,评价产品可靠性达到预定指标的情况; 2. 生产阶段为监控生产过程提供信息; 3. 对定型产品进行可靠性鉴定或验收; 4. 暴露和分析产品在不同环境和应力条件下的失效规律及有关的失效模式和失效机理; 5. 为改进产品可靠性,制定和改进可靠性试验方案,为用户选用产品提供依据。 对于不同的产品,为了达到不同的目的,可以选择不同的可靠性试验方法。可靠性试验有多种分类方法. 1. 如以环境条件来划分,可分为包括各种应力条件下的模拟试验和现场试验; 2. 以试验项目划分,可分为环境试验、寿命试验、加速试验和各种特殊试验; 3. 若按试验目的来划分,则可分为筛选试验、鉴定试验和验收试验; 4. 若按试验性质来划分,也可分为破坏性试验和非破坏性试验两大类。 5. 但通常惯用的分类法,是把它归纳为五大类: A. 环境试验 B. 寿命试验 C. 筛选试验 D. 现场使用试验 E.鉴定试验 1. 环境试验是考核产品在各种环境(振动、冲击、离心、温度、热冲击、潮热、盐雾、低气压等)条件下的适应能力,是评价产品可靠性的重要试验方法之一。 2. 寿命试验是研究产品寿命特征的方法,这种方法可在实验室模拟各种使用条件来进行。寿命试验是可靠性试验中最重要最基本的项目之一,它是将产品放在特定的试验条件下考察其失效(损坏)随时间变化规律。通过寿命试验,可以了解产品的寿命特征、失效规律、失效率、平均寿命以及在寿命试验过程中可能出现的各种失效模式。如结合失效分析,可进一步弄清导致产品失效的主要失效机理,作为可靠性设计、可靠性预测、改进新产品质量和确定合理的筛选、例行(批量保证)试验条件等的依据。如果为了缩短试验时间可在不改变失效机理的条件下用加大应力的方法进行试验,这就是加速寿命试验。通过寿命试验可以对产品的可靠性水平进行评价,并通过质量反馈来提高新产品可靠性水平。 3. 筛选试验是一种对产品进行全数检验的非破坏性试验。其目的是为选择具有一定特性的产品或剔早期失效的产品,以提高产品的使用可靠性。产品在制造过程中,由于材料的缺陷,或由于工艺失控,使部分产品出现所谓早期缺陷或故障,这些缺陷或故障若能及早剔除,就可以保证在实际使用时产品的可靠性水平。 可靠性筛选试验的特点是: A. 这种试验不是抽样的,而是100%试验; B. 该试验可以提高合格品的总的可靠性水平,但不能提高产品的固有可靠性,即不能提高每个产品的寿命; C. 不能简单地以筛选淘汰率的高低来评价筛选效果。淘汰率高,有可能是产品本身的设计、元件、工艺等方面存在严重缺陷,但也有可能是筛选应力强度太高。淘汰率低,有可能产品缺陷少,但也可能是筛选应力的强度和试验时间不足造成的。通常以筛选淘汰率Q和筛选效果β值来评价筛选方法的优劣:合理的筛选方法应该是β 值较大,而Q值适中。 上述各种试验都是通过模拟现场条件来进行的。模拟试验由于受设备条件的限制,往往只能对产品施加单一应力,有时也可以施加双应力,这与实际使用环境条件有很大差异,因而未能如实地、全面地暴露产品的质量情况。现场使用试验则不同,因为它是在使用现场进行,故最能真实地反映产品的可靠性问题,所获得的数据对于产品的可靠性预测、设计和保证有很高价值。对制定可靠性试验计划、验证可靠性试验方法和评价试验精确性,现场使用试验的作用则更大。 鉴定试验是对产品的可靠性水平进行评价时而做的试验。它是根据抽样理论制定出来的抽样方案。在保证生产者不致使质量符合标准的产品被拒收的条件下进行鉴定试验。 1 .可靠性设计的意义 ①可靠性贯穿于电子产品的整个寿命周期,从产品的设计、制造到安装、使用、维护的个阶段都有一个可靠性问题。但首先要抓好可靠性设计。产品可靠性的定量指标应该在设计过程就得到落实,为产品的固有可靠性奠定良好的基础。反之,一个忽视可靠性设计的产品,必然是“先天不足,后患无穷”,在使用过程中大部会暴露出一系列不可靠问题。据统计,由于设计不当而影响产品可靠性的程度占各种不可靠因素的首位。所以,我们必须扭转只搞性能指标设计,忽视可靠性设的倾向,在产品研制、设计阶段,认真开展可靠性设计,为产品固有可靠性奠定基础。②随着科学技术的进步和经济技术发展的需要,电子产品日益向多功能、小型化、高可靠方向发展。功能的复杂化,使设备应用的元器件、零部件越来越多,对可靠性要求也越来越高。每一个元器件的失效,都可能使设备或电子系统发生故障。
电子产品可靠性试验汇总
電子產品可靠性試驗 第一章 可靠性試驗概述 1 電子產品可靠性試驗的目的 可靠性試驗是對產品進行可靠性調查、分析和評價的一種手段。試驗結果為故障分析、研究採取的糾正措施、判斷產品是否達到指標要求提供依據。具體目的有: (1) 發現產品的設計、元器件、零部件、原材料和工藝等方面的各種缺陷; (2) 為改善產品的完好性、提高任務成功性、減少維修人力費用和保障費用提供資訊; (3) 確認是否符合可靠性定量要求。 為實現上述目的,根據情況可進行實驗室試驗或現場試驗。 實驗室試驗是通過一定方式的類比試驗,試驗剖面要儘量符合使用的環境剖面,但不受場地的制約,可在產品研製、開發、生產、使用的各個階段進行。具有環境應力的典型性、資料測量的準確性、記錄的完整性等特點。通過試驗可以不斷地加深對產品可靠性的認識,並可為改進產品可靠性提供依據和驗證。 現場試驗是產品在使用現場的試驗,試驗剖面真實但不受控,因而不具有典型性。因此,必須記錄分析現場的環境條件、測量、故障、維修等因素的影響,即便如此,要從現場試驗中獲得及時的可靠性評價資訊仍然困難,除非用若干台設備置於現場使用直至用壞,忠實記錄故障資訊後才有可能確切地評價其可靠性。當系統規模龐大、在實驗室難以進行試驗時,則樣機及小批產品的現場可靠性試驗有重要意義。 2 可靠性試驗的分類 2.1 電子裝備壽命期的失效分佈 目前我們認為電子裝備壽命期的典型失效分佈符合“浴盆曲線”,可以劃分為三段:早期失效段、恒定(隨機或偶然)失效段、耗損失效段。可參閱圖1.2.1。 早期失效段,也稱早期故障階段。早期失效出現在產品壽命的較早時期,產品裝配完成即進入早期失效期,其特點是故障率較高,且隨工作時間的增加迅速下降。早期故障主要是由於製造工藝缺陷和設計缺陷暴露產生,例如原材料缺陷引起絕緣不良,焊接缺陷引起虛焊,裝配和調整不當引起參數漂移,元器件缺陷引起性能失效等。早期失效可通過加強原材料和元器件的檢驗、工藝檢驗、不同級別的環境應力篩選等嚴格的品質管制措施加以暴露和排除。 恒定失效段,也稱偶然失效段,其故障由裝備內部元器件、零部件的隨機性失效引起,其特點是故障率低,比較穩定,因此是裝備主要工作時段。 耗損失效段,其特點是故障率迅速上升,導致維修費用劇增,因而報廢。其故障原因主要是結構件、元器 件的磨損、疲勞、老化、損耗等引起。 2.2 試驗類型及其分佈曲線的變化 針對電子裝備壽命期失效分佈的三個階段,人們在設計製造和使用裝備時便有針對地採取措施,以提高可靠性和降低壽命週期的費用。在設計製造階段,要儘量減少設計缺陷和製造缺陷,即便如此仍然會存在早期失效和隨機失效。為此,承制方需要運用工程試驗的手段來暴露和消除早期失效,降低隨機失效的固有水準。通過這些措施,可以改變產品的壽命分佈曲線的形狀,可參閱圖1.2.2。在耗損階段,用戶可通過維修和局部更新的手段延長裝備的使用壽命。 圖 1.2.2 示意了兩組產品壽命失效率分佈曲線,圖中表明產品B 的可靠性水準比產品A 的優良,因為B 的恒定失效率比A 的低,B 的早期失效段比A 的短。如果曲線A 和B 是同一種產品的不同階 失效率 早期 耗損 失效 偶然失效段 失效 時間 圖1.2.1 電子裝備壽命期失效分佈的浴盆曲線示意
电子产品的可靠性验证的主要项目及检测仪器
电子产品的可靠性测试 一、电子产品的概念 电子产品,是指采用电子信息技术制造的相关产品及其配件,有两个显著特 征:一是需要电源才能工作;二是工作载体均是数字信息或者模拟信息的流 转。 二、电子产品的分类 1)电子元件:指在生产加工时不改变分子成分的成品。如电阻器、电容器、电感器。因为它本身不产生电子,它对电压、电流无控制和变换作用,所以又称无源器件。按分类标准,电子元件可分为11个大类。 2)电子器件:指在生产加工时改变了分子结构的成品。例如晶体管、电子 管、集成电路。因为它本身能产生电子,对电压、电流有控制、变换作用(放大、开关、整流、检波、振荡和调制等),所以又称有源器件。按分类标准,电子器件可分为12个大类,可归纳为真空电子器件和半导体器件两大块。 3)电子仪器:是指检测、分析、测试电子产品性能、质量、安全的装置。大体可以概括为电子测量仪器、电子分析仪器和应用仪器三大块,有光学电子仪器、电子元件测量仪器、动态分析仪器等24种细分类。 4)电子工业专用设备:是指在电子工业生产中,为某种电子产品的某一工艺过程而专门设计制造的设备,它是根据电子产品分类来进行分类的,如集成电路专用设备、电子元件专用设备。共有十余类。 三、可靠性试验的定义 为评价分析电子产品的可靠性而进行的试验,广义说,包括各种环境条件下的模拟试验和现场试验。按试验项目可分为环境试验、寿命试验和特殊试验;按试验目的可分为筛选试验、鉴定试验和验收试验;按试验性质可分为破坏性试验和非破坏性试验。 通过可靠性试验,可以确定电子产品在各种环境条件下工作或存储时的可靠性特征量,为使用、生产和设计提供有用的数据;也可以暴露产品在设计、原材料和工艺流程等方面存在的问题。通过失效分析、质量控制等一系列反馈措 施,可使产品存在的问题逐步解决,提高产品可靠性。 四、可靠性验证的主要项目及检测仪器 1)气候环境试验
电子产品可靠性试验
电子产品可靠性测试实验 姓名: 班级: 学号: 指导老师:
1,用HASS试验 HASS试验是利用高机械应力与高变温率来实现高加速的,该试验要求产品具有高于正常使用环境下的足够的强度余量,试验中采用高于正常水平的温度、振动、电压和其他应力,激发缺陷快速暴露,以便使筛选过程更加经济有效。采用HASS试验不仅可以确定在加大环境应力情况下产品的能力,还可以分析研究产品的失效机理,通过其设计和过程更改提高产品耐破坏能力,以确保较大的设计和过程余量,从而确保产品的质量和可靠性。 (1)疲劳损伤与机械应力的关系如下: D≈nσβ 式中D——Miner准则的疲劳损伤积累; n——应力循环次数; σ——机械应力,即单位面积的作用力; β——疲劳试验确定的材料常数,其变化范围为8~12。 上述机械应力可能由热膨胀、静载荷、振动、潮湿或其他导致机械应力的作用所引起。 通过增大应力可使振动筛选加速,有效激发缺陷和故障。如将振动量值提高两倍,假定β=10,则疲劳损伤累积速率可能增加到1000多倍,这就是筛选时间也缩短了近1000倍,提高了筛选效率。这就验证了通过利用较高的应力量值可极大压缩试验时间,从而导致试验费用的节约。 (2)实验数据 温度变化率与温度循环次数关系。温度循环属热疲劳性质,Smithson S A先生在1990年环境科学学会年会发表的论文中给出了如表所列的不同温度率下的筛选效果。试验中总共使用了400000个样本,每组用100000个样本以5℃/min~25℃/min的温度范围和四种不同的温度率进行热筛选,持续试验直到认为全部薄弱环节(接近10%)均已出现故障。 上面表格说明温变率为5℃/min下进行400个66min/次的温度循环与温变率为40℃/min下进行1个8min/次循环的效果是一样的,而两者所花时间比则达到4400:1。筛选应力越高,产品的疲劳和破坏越快,有缺陷的高应力部位累计疲劳损伤比低应力部位要快得多,这样就有可能使产品内有缺陷元器件与无缺陷元器件在相同应力下拉开疲劳寿命的档次,使缺陷迅速暴露的同时,无缺陷部位的损伤也很小。 HASS技术是一种高效筛选工艺过程,它使用较高的温度和振动等组合应力,施加在批量制造的产品上,快速高效的剔除产品在制造过程中引入的缺陷,确保了HALT试验后产品延续的高质量和高可靠性。为了进行高效筛选必须采用高于正常水平的应力值,要对HASS 试验中应力值进行适当选取,就要对HALT试验后结果进行分析,合理的设置应力值保证高应力筛选顺利进行。 由于大型产品或设备本身就是由众多的模块、部件、单元组成,因此HASS一般只适用