PROFACE
Proface人机教程
一、人机界面产品的定义
连接可编程序控制器(PLC)、变频器、直流调速器、仪表等工业控制设备,利用显示屏显示,通过输入单元(如触摸屏、键盘、鼠标等)写入工作参数或输入操作命令,实现人与机器信息交互的数字设备,由硬件和软件两部分组成。
二、人机界面(Proface)产品的组成及工作原理
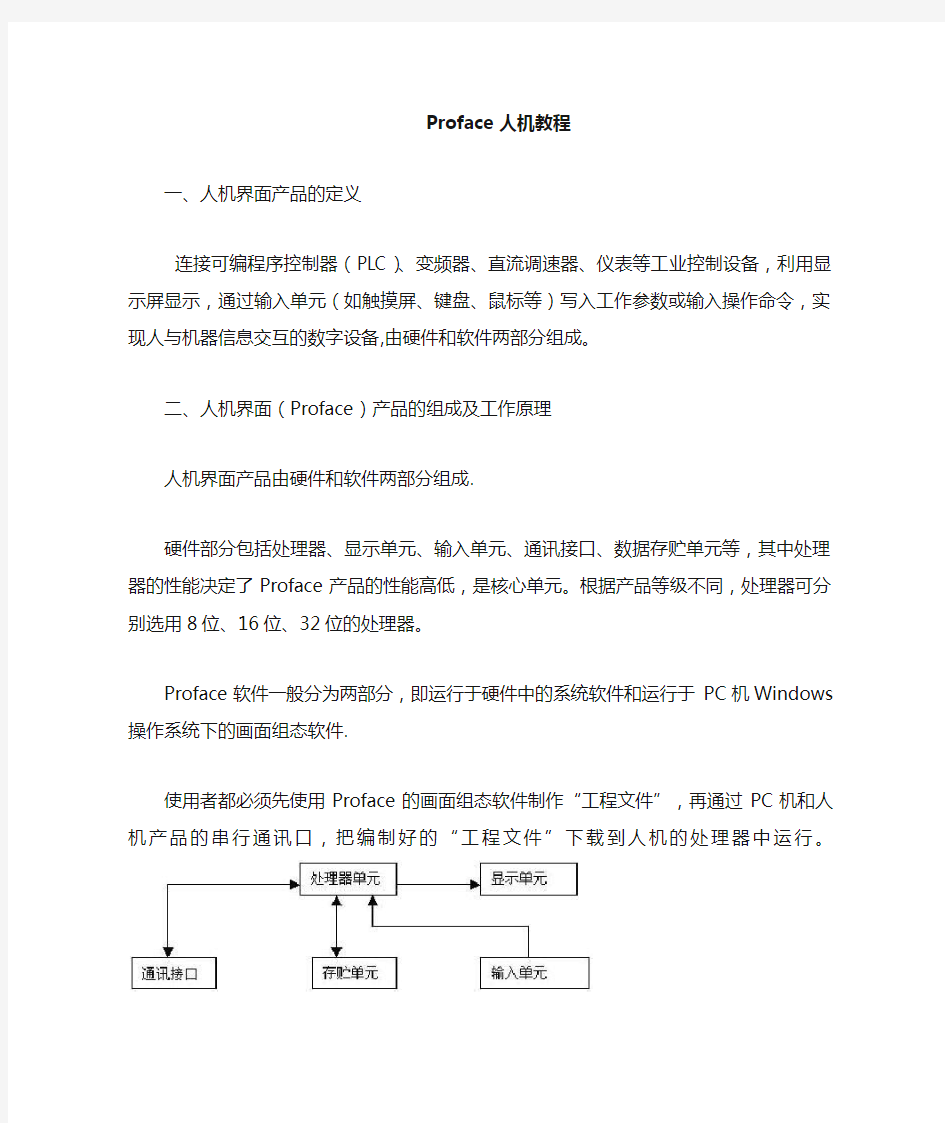
人机界面产品由硬件和软件两部分组成.
硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存贮单元等,其中处理器的性能决定了Proface产品的性能高低,是核心单元。根据产品等级不同,处理器可分别选用8位、16位、32位的处理器。
Proface软件一般分为两部分,即运行于硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件.
使用者都必须先使用Proface的画面组态软件制作“工程文件”,再通过PC机和人机产品的串行通讯口,把编制好的“工程文件”下载到人机的处理器中运行。
三、人机界面的基本问题:
1、人机界面与人们常说的“触摸屏”有什么区别?
从严格意义上来说,两者是有本质上的区别的。因为“触摸屏”仅是人机界面产品中可能用到的硬件部分,是一种替代鼠标及键盘部分功能,安装在显示屏前端的输入设备;而人机界面产品则是一种包含硬件和软件的人机交互设备。在工业中,人们常把具有触摸输入功能的人机界面产品称为“触摸屏”,但这是不科学的。
2、人机界面和组态软件有什么区别?
人机界面产品,常被大家称为“触摸屏”,包含HMI硬件和相应的专用画面组态软件,一般情况下,不同厂家的HMI硬件使用不同的画面组态软件,连接的主要设备种类是PLC。而组态软件是运行于PC硬件平台、windows操作系统下的一个通用工具软件产品,和PC机或工控机一起也可以组成HMI产品;通用的组态软件支持的设备种类非常多,如各种PLC、PC板卡、仪表、变频器、模块等设备,而且由于PC的硬件平台性能强大(主要反应在在速度和存储容量上),通用组态软件的功能也强很多,适用于大型的监控系统中。
3、人机界面产品中是否有操作系统?
任何人机界面产品都有系统软件部分,系统软件运行在HMI的处理器中,
支持多任务处理功能,处理器中需有小型的操作系统管理系统软件的运行。基于平板计算机的高性能人机界面产品中,一般使用WinCE,Linux等通用的嵌入式操作系统。
4、人机界面只能连接PLC吗?
人机界面产品是为了解决PLC的人机交互问题而产生的,但随着计算机技术和数字电路技术的发展,很多工业控制设备都具备了串口通讯能力,所以只要有串口通讯能力的工业控制设备,如变频器、直流调速器、温控仪表、数采模块等都可以连接人机界面产品,来实现人机交互功能
四、软件安装:
proface人机软件包主要包括软件安装档及语言安装档。首先安装proface软件,安装方法如下:
双击打开GP编程软件包,出现如下画面:
双击软件安装图标,即开始安装proface软件,软件安装完毕,即可使用。但是此时的软件是英文版的,若要安装中文版,则需另外安装语言包软件,安装方法如下:
打开GP简体中文包文件夹“”,则会出现如下画面:
双击语言安装图标,即可安装简体中文语言。安装完毕后,重新打开proface软件,即为简体中文版软件。
五、软件的使用
1.软件使用介绍
打开GP软件图标,即弹出软件的工程管理器画面,如下图所示:
上图中:
“GP设置”:则可设置软件的一些参数,如通信参数,系统参数等。
“新建”:则可以新建一个工程画面
“打开”:则可以打开原有的制作好的工程画面
“绘画”:则立即进入画面制作
“报警”:则可设置一些报警信息,报警条件等
“传输”:则是把我们做好的画面下载到人机里,或者把人机里的画面上传到我们电脑软件中。
“模拟”:则是在没有人机的情况下,在我们电脑软件中实现模拟操作
2.新建工程
初次使用此软件,首先要新建一个工程,点击上图所示的“新建”图标或者在“工程”菜单中选择“新建”,会弹出新建工程的设置画面,如下图所示:
上图中,有许多选项要选择,各选项意思如下:
1:设置新建工程的文字描述,说明。可根据需要随意描述
2:选择所使用的人机系列及型号。对照触摸屏的型号设置。
3:设置所要连接的PLC的型号及通讯方式。
4:通信参数设置主要设置与对应PLC通信时的一些参数,如传送速度,数据位,停止位等。具体参数对照GP通讯手册上。
各选项选择之后,单击“确定”按钮,则可进入画面编辑系统
3.新建画面板
工程新建完成之后(以上操作执行后),会弹出画板编辑画面,如下图所示:
图中大部分图表都是灰色的,是没有激活的,即不能使用的。
首次制作画面时,先要新建一个画面,在上图中,点击新建画面快捷图标“”,或在画面菜单里选择“新建”,此时会弹出画面选择菜单,如下图所示:
几乎全部的功能都能在“基本画面”里实现,而像“标记画面”、“趋势画面”等只是实现某个特定功能的画面。所以我们一般都选择“基本画面”,然后单击确定。
4.画面面板说明:
画面板建完后,各种功能菜单及图表都显示颜色了,说明被激活了,就可以在画面上制作各种功能了,画面主要功能如下图所示:
菜单栏:
1.画面:主要用于打开、关闭、保存画面等常规操作
2.编辑:对图形对象的编辑功能菜单
3.察看:画面编辑器的编辑环境的设置,例如工具栏的显示/关闭等
4.选项:画面编辑选项,对画面的一些属性设置。
5.绘画:绘画的基本工具,如点、线、圆等
6.Tags:每个Tag都具有一个特定的功能,画面制作时要用到
7.部件:各种不同功能的部件,(如指示灯、按钮等),画面制作时用
8.特殊:特殊功能,例如编辑一些脚本程序等
9.库:图形库管理功能,可以调用各种图形,也可以保存某些图形
10.窗口:多个窗口文件可以排列顺序
11.帮助:有关本软件的帮助
5.绘画的应用
在GP软件中,你可以使用绘画工具,直线、矩形、椭圆等各种丰富多彩的图形
通过这些绘图工具的组合使用,可绘制各种不同的图形
GP内部的数据寄存器地址:
GP与PLC、温控器等通讯时,GP内部的寄存器称为LS区。
在GP编辑软件里指定地址时,可以通过小键盘的下拉表里找到LS区
GP的内部的系统数据区
LS区,其中开始的20个寄存器,LS0—LS19,被规定为专门的系统数据区。系统数据区的每一个寄存器都用特殊的用途,分为只读或可写,例如当前显示画面好、时钟、GP状态、改变GP显示的画面号、打印控制等。
非特殊需要,不应随意改变其值。
6.部件的类型及概要
下表用给出了人机界面制作时常用的部件。
1位开关:
在部件菜单下选中“位开关”,会弹出如下画面:
在开关设置画面的顶部有四个菜单:“一般设置”、“形状/颜色”、“标签”、“扩展”下面介绍每个菜单下实现的功能:
1.一般设置:
在一般设置中,主要设置次开关所对应的地址及开关的功能
在“运算位地址”下选择与PLC对应的位地址类型及地址号,位地址可以是输入X,输出Y,辅助继电器M等。通过小键盘可以输入对应的地址号。
在“功能”下面有四个功能类型可选,“位设置”、“复位”、“瞬间”、“位反转”选择所需要的开关功能类型,每个功能的用法如下图所示
2.形状颜色设置:
可以在“形状/颜色”菜单栏里,选择开关的形状及颜色,达到更好的视觉效果。
点击“浏览”按钮,则系统会弹出很多按钮的形状,如上图所示,选择你索要的形状,点击“确定”,则形状选择完成。
然后在上图中选择你所喜欢的边框颜色,前景、背景颜色。
3.标签:
在“标签”菜单里,可以为开关设置名称,作为标签,在看画面时帮助记忆。具体操作如下图所示:
首先选择“标签”菜单栏,然后在“文本”下面的图框内输入所要设置的标签,下图设置的为“启动按钮”,设置完成后,在画面开关上就能显示相应的标
签了。如图
4.扩展:扩展部分主要设置互锁对象及蜂鸣器,可根据需要选择使用。
互锁:当选择互锁时,要输入互锁的地址,并且选择开或关有效。
当选择“开”时,则一定要当地址接通时,按下此开关,才会有动作信号。
当选择“关”时,则一定要当地址断开时,按下此开关,才会有动作信号。5.在设置画面的底部有“放置”、“取消”“帮助”按钮,当按钮的基本设定都完成后,点击放置,移动鼠标,把此开关放于你所想要得地方,此开关设定结
果。点击“取消”,取消此开关的所有操作。点击“帮助”,系统显示一些帮助文件。
注:在以后的很多部件菜单中,都会有“一般信息”、“形状/颜色”、“标签”、“扩展”等菜单,其功能都是很类似的,所以在以后的说明中就不再重述,只讲功能及用法。
2.字开关
字开关主要对一些数据进行设置的开关,在“部件”菜单中选中字开关后会弹出
如下画面:
选择字开关后,首先在“字地址”下面选择所要用的字的型号及地址号
“常量”可以通过“上下”箭头设置实际的数值。
然后在“功能”下面选择一个所要的功能。字开关主要有4种不同类型的功能:字设置、加/减、数字(加)、数字(减)
1字设置:当按钮按下时,常数所设置的值写入指定的地址中
2加/减:按钮每按下一次,指定的地址中的数据就和常量设置的值进行相加,相加的结果写入该地址中。如果常量设置的是负数,则进行减法运算。
3数字加:每当按下字开关,指定的地址的数据的位加1,但不进位。数据形式可以是BIN(二进制)也可以是BCD。例如原数据为BCD数9,加1后变成0。原数据是BIN数F,加1后变成0。
4数字减:对指定的地址数据位减1。
功能举例:若字地址设置为D100,常数设置为3,功能选择了“加/减”,则每按下一次该开关,D100内的数据就加3。
3.功能开关
选择功能开关后,弹出如下画面:
在功能下面有很多选项,当选择某项时,执行特定的功能
1前一画面:当按下开关时,GP跳转到前一幅画面。
若当前在第二画面,则按下次按钮,自动切换到第一画面。
2画面切换:选择画面切换后,画面选择就被激活,可以通过上下键选择所要切换的画面。若选择画面3,则按下开关后,GP跳转到第3幅画面。
3 复位GP:当按下开关后,GP就被复位。要使GP启动,则需重新运行GP 4离线:当按下开关后,GP就与所连接的PLC断开
5数据传输键:当按下开关后,自动进行数据的传输。
功能开关的其他功能不做一一介绍,以上几点是常用的功能。
4.拨动开关
拨动开关用于将指定的位地址置位或复位,其功能相当于一个两位置的转换开关注意:当GP没有与PLC连接时,此开关在GP画面上是不显示的,只有当GP 与PLC建立连接后,才能被显示。
设置时,首先设置演算位地址,即此开关控制的地址。监控位地址主要是用来监控此开关的状态
6.指示灯
指示灯用来监视对应的PLC的位地址的ON与OFF的状态
注意:当GP没有与PLC建立连接时,指示灯在GP上不被显示。
7.四态指示灯
四态指示灯普通指示灯用法功能差不多,只不过它指定的是2个地址的状态
指定地址1和地址2,指示灯的状态会根据地址1和地址2的状态显示不同内容8.棒图
棒图用于以绝对值或相对值的形式显示PLC地址的数据。图形中的填充的比例随着PLC地址数据的变化而变化
1绝对:当选择绝对时,指定地址的数据被指定为0~+100之间,此时若对应的地址数据为50时,则填充升到图形的一半。
当把“显示模式+/1”勾选时,数值范围为-100~+100。此时若对应地址的数据为50时,则填充上升到图形的3/4。
2相对:当选择相对时,GP会弹出一个画面,输入对应的最大值及最小值,数据条的变动就依据所设置的最大值及最小值变化。其他功能与绝对时一样。
9.饼图及半饼图
饼图及半饼图功能与棒图类似,也是通过图形的填充形式来显示对应地址的数据,所不同的是饼图及半饼图可以设置刻度线,在图形设置里设置轴分割的值,相当于把整个图平均形分割成几个部分。
10槽图
水槽图与饼图功能非常类似,只不过图形是以水槽的形式表示,具体功能不再繁
述。
11 盘输入显示器
若要在GP上设置PLC地址的数据,则需要有一个键盘来进行操作,键盘输入显示器能实现自动弹出键盘的功能。
首先设定字地址,当键盘输入数据时,数据就保存在此地址中。
若要按下此按钮就能弹出键盘,输入数据的话按以下设置:
在地址下面有两个选项:“触摸”、“位”
当选择触摸时,按下此开关,就能激活键盘
若选择“位”,则触发位地址激活(置ON)后,输入相应的位地址,
此时按此按钮无效,要通过设置的位置ON后,键盘才能激活。
在弹出选项中选择“存在”,则当键盘激活后,就能出现键盘
若选择“无”,则说明系统没有键盘,即使键盘被激活,也不会弹出键盘。
12.数字显示器
以绝对值形式显示PLC地址的数据,设定如下:
只要在字地址中输入所要显示的字地址就可以
12.消息显示器
根据PLC地址数据的变化,显示不同的信息。在一个信息显示区,可以显示16条信息。具体设定如下:
在一般信息里面设置地址号,可以是字也可以是位,如果是字,则最多能显示16个信息,如果是位,则只能显示2个信息。
GP-ProPB基础操作手册上
软件应用基础 (PARTS&TAGS简介) Pro-face China Co.Ltd
目录 1.PARTS (4) 1.1开关部件 (4) 1.1.1 位开关(bit sw) (4) 1.1.2 字开关(word sw) (5) 1.1.3功能开关(Function sw): (6) 1.1.4 拨动开关(Toggle sw): (6) 1.2灯部件 (7) 1.2.1指示灯(LAMP): (7) 1. 2. 2四状态灯(4-State Lamp): (7) 1.3表示数据值的图形部件 (8) 1. 3. 1棒图(Bar Graphs): (8) 1. 3. 2饼图(Pie Graphs): (9) 1. 3. 3半饼图(Half Pie Graphs): (9) 1. 3. 4水槽图(Tank Graphs): (9) 1. 3. 5仪表(Meters): (9) 1.4趋势图部件 (10) 1.5数据输入显示部件 (12) 1. 5. 1键盘(Keypads) (12) 1. 5. 2键盘输入显示(Keypad Display) (12) 1. 5. 3数字显示(Number Display) (13) 1. 5. 4信息显示(Message Display) (14) 1. 5. 5日期显示(Data Display)和时间显示(Time Display) (15) 1. 5. 6图象显示(Picture Display) (15) 1. 5. 7窗口显示(Window Parts) (15) 2.TAGS (16) 2.1数据显示Tags (17) 2.1.1 N-Tag(Numeric Display) (17) 2.1.2 E-tag [Numeric Data Display (Expanded Function)] (19) 2.1.3 C-tag(时钟显示) (21) 2.1.4 K-tag(键盘输入显示) (21) 2.1.5 n-tag(报警极限值显示) (23) 2.1.6 P-tag(按指定格式显示数据) (24) 2.2 图表Tags (26) 2.2.1 D-tag(统计图显示) (26) 2.2.2 d-tag(统计数据显示) (27) 2.2.3 G-tag(图标显示) (29) 2.2.4 g-tag(G-tag扩展功能) (31) 2.3 触摸按键Tags (32) 2. 3. 1 T-tag(触摸键输入) (32) 2. 3. 2 t-tag(轨道设定) (35)
GP-PRO-PBⅢ入门培训教材
? ??ゴ ?? ? 1.1 ? (1) 1.2 ???? (2) ??ゴ???? 2.1 ???? (4) 2.2 ???? (6) 2.3 ? ? (9) ??ゴ ? Parts ?? 3.1 ? (10) 3.2 (13) 3.3 ? (15) 3.4 ?? (17) 3.5 ? (18) 3.6 ??? ? (20) ? ゴ GP ?? ? L S 4.1 GP ?? (26) 4.2 L S ?? (27) ?1??? ?? (28) ?2????? (33)
??ゴ ?? ? 1.1 ? ??[ ] -> [? ] -> [Pro-face] -> [ProPB3 C-Package] ? [Project Manager]? ??? ? ??? ?? ??? Ё? [New] ?? ??? ??? Descriptior? ? ? GP Type?? ???GP? Serial I/F Switch?? ?? COM1 COM2 ? PLC Device/PL C Type?? PLC ? ? ? Extend SIO Type?? ? ?? ?? ? ? ??? ? ? ?? Н?? ?ㄝ?
?? ? ? 1.2 ???? ????に
?? ? ? ? ????に Ё? ?? ??? に Ё? [Base Screen] ???? [OK] ??? ?????? ?????? ? ??
?? ? ? ??ゴ???? ゴ???? ?? 乏??? ??? 2.1???? ??に ???Ё? [Transfer Settings] ? [Setup] ? Ё
Proface应用案例一
电气画面部分说明 门壳线包括上料机、冲切、折弯、传输四个远程站,每个远程站含有一个按钮站,分别控制各工位进行手动/自动操作。 各工位手动/自动按钮为设备进行手动自动之间转换使用,旋至手动状态,可以通过触摸屏进行工位单独手动操作。旋至自动状态,设备如果满足设备运行条件,则进行全自动运行。遇到设备故障,拍下急停按钮,旋至手动状态,排除故障后手动复位,然后再旋至自动状态重新自动运行。 此外,门壳线包含一个主柜和一个触摸屏操作柜,设备参数设定,手动以及配方调型均在触摸屏上操作。 主柜上还含有系统操作按钮,系统总启动、总停止、复位、手动/自动、急停。 在主柜面板上控制液压站启停,包括:冲切液压站启动、冲切液压站停止、折弯液压站1号泵启动、折弯液压站1号泵停止、折弯液压站2号泵启动、折弯液压站2号泵停止、折弯液压站3号泵启动、折弯液压站3号泵停止、折弯液压站4号泵启动、折弯液压站4号泵停止。 型号转换可以通过配方功能实现,根据产品型号修改配方各部分参数,通过触摸屏内存记忆保存。更换型号时,可以调用保存配方数据一次调整到位。 设备有生产计数功能,当生产数量等于生产设定值的时候,设备自动停止运行。 触摸屏包括报警画面,设备自动运行中如果出现故障,故障指示红灯会亮,触摸屏上显示报警信息。故障消除后,信息消失。 画面说明如下: 1.开机画面 设备开机后,触摸屏显示开机画面。 须输入主机手设定密码进入系统。
2.选择画面 进入系统后,进入此画面,画面包括各工位手动操作、伺服手动画面及配方画面。 当生产计数等于生产设定时,上料停止上料。清零按钮用于清除生产计数。 3.报警画面 设备报警时显示报警信息。 按下报警清除,则之前的报警信息被清除,显示当前的报警信息
PROFACE
Proface人机教程 一、人机界面产品的定义 连接可编程序控制器(PLC)、变频器、直流调速器、仪表等工业控制设备,利用显示屏显示,通过输入单元(如触摸屏、键盘、鼠标等)写入工作参数或输入操作命令,实现人与机器信息交互的数字设备,由硬件和软件两部分组成。 二、人机界面(Proface)产品的组成及工作原理 人机界面产品由硬件和软件两部分组成. 硬件部分包括处理器、显示单元、输入单元、通讯接口、数据存贮单元等,其中处理器的性能决定了Proface产品的性能高低,是核心单元。根据产品等级不同,处理器可分别选用8位、16位、32位的处理器。 Proface软件一般分为两部分,即运行于硬件中的系统软件和运行于PC机Windows操作系统下的画面组态软件. 使用者都必须先使用Proface的画面组态软件制作“工程文件”,再通过PC机和人机产品的串行通讯口,把编制好的“工程文件”下载到人机的处理器中运行。 三、人机界面的基本问题: 1、人机界面与人们常说的“触摸屏”有什么区别? 从严格意义上来说,两者是有本质上的区别的。因为“触摸屏”仅是人机界面产品中可能用到的硬件部分,是一种替代鼠标及键盘部分功能,安装在显示屏前端的输入设备;而人机界面产品则是一种包含硬件和软件的人机交互设备。在工业中,人们常把具有触摸输入功能的人机界面产品称为“触摸屏”,但这是不科学的。 2、人机界面和组态软件有什么区别? 人机界面产品,常被大家称为“触摸屏”,包含HMI硬件和相应的专用画面组态软件,一般情况下,不同厂家的HMI硬件使用不同的画面组态软件,连接的主要设备种类是PLC。而组态软件是运行于PC硬件平台、windows操作系统下的一个通用工具软件产品,和PC机或工控机一起也可以组成HMI产品;通用的组态软件支持的设备种类非常多,如各种PLC、PC板卡、仪表、变频器、模块等设备,而且由于PC的硬件平台性能强大(主要反应在在速度和存储容量上),通用组态软件的功能也强很多,适用于大型的监控系统中。 3、人机界面产品中是否有操作系统? 任何人机界面产品都有系统软件部分,系统软件运行在HMI的处理器中,
进口单扭成缆机控制系统改造
高级技师论文 进口单扭成缆机控制系统改造 江苏亨通线缆科技有限公司沈建新 摘要 我们公司主要生产数据缆、铁路缆和程控缆。为了开拓高端产品市场,在2007年引进了一台法国高登的AST1000型单扭成缆机,该设备可以高效生产CAT6、CAT6A及更高端的产品,是当时世界上最先进的数据缆成缆工序生产设备,引进后作为公司生产高端数据缆的重要设备之一。随着数据缆产品的标准不断提升,工艺要求更加严格,该设备因为控制系统的影响,在近两年的产品生产过程中,暴露出来的产品问题越来越多,由于该设备整机机械部分为国外原装进口,材料强度、结构设计、装配精度等均非常适合数据缆高速生产使用,只需要对原有电控系统进行升级改造,提升控制精度,确保成缆节距和收线涨力的精确控制,保证产品各项指标测试合格并保留较大的裕度。 关键词:单扭成缆机;PLC;PID 引言 设备改造前的控制系统:法国高登AST1000型单扭成缆机采用西门子S7-300PLC配合proface人机界面控制,各部驱动采用英国欧陆690变频器控制,编码器速度反馈,自动化控制程度高,生产速度快,成缆节距稳定,操作方便等特点。使用旋转牵引跟随收线盘绞头通过电控系统实现同步,收线涨力通过安装在盘绞机构中的位移传感器,实时测量收线舞蹈轮的位移变化,通过集电环和碳刷将信号传送给PLC,实现收线涨力的PID控制。 1、改造原因 随着数据缆产品的标准不断提升,工艺要求更加严格,该设备因为控制系统的影响,在近两年的产品生产过程中,暴露出来的产品问题越来越多,具体有以下几个方面:1.1故障表现 (1)集电环传输位移传感器弱电信号导致收线涨力不稳定。
作为数据缆成缆机,整机控制最重要的就是盘绞头的旋转和收线盘的涨力控制,由于该设备收线涨力使用了位移传感器,并通过碳刷式集电环传送位移传感器的弱电信号,经常会出现因碳刷磨损产生的接触不良现象,导致收线涨力失控,影响成缆节距的精确度。甚至造成断线,使产品报废,产品合格率大大降低。 (2)旋转牵引机械结构复杂增加换盘操作的难度 该设备设计的旋转牵引机械结构复杂,内部牵引导轮和成组的过线导轮距离较近,操作空间狭小,使工人换盘时引线操作难度增加,换盘操作耗时费很长,一定程度上降低了产量,对生产操作工人的操作技能要求非常高。 (3)涨力大小控制困难 在生产不同规格产品时,要求收线和放线涨力不一样。放线涨力大小只需要在放线涨力杠杆上增加配重即可,但收线侧的涨力则需要更换涨力弹簧来改变涨力。需要根据不同的产品选择标有不同颜色来代表不同涨力大小的弹簧。一方面更换涨力弹簧操作需要专业设备维修人员完成,另一方面涨力弹簧长期使用疲劳变形后导致线缆收放线涨力变化而影响节距的稳定。 (4)进口设备全英文界面给操作人员带来不便 因为是进口设备,所以人机界面全部都是英文语言,操作人员需要全部掌握熟悉难度较大,熟悉设备人机界面需要较长时间,不利于该工序快速培训熟练的操作人员。遇到故障报警等情况,系统界面弹出的全是英文信息,对于维修人员也存在影响,使设备维修人员不能直观的识别故障和报警信息,造成设备故障修理难度增加。 1.2改造面临的问题 随着数据缆产品的标准不断提升,工艺要求更加严格,国内外领先的设备供应商已经在类似的成缆设备上进行了技术升级和机械结构改良,综合该设备存在的影响生产、操作和产品质量的几项主要问题的研究,我对该设备提出了改造设想,去除旋转牵引,优化升级设备整套电控系统。同时将设备人机界面中文化,提升设备稳定性、控制精度,也降低了人员操作和维修的难度。 在分析了该设备的全套电气图纸和设备资料后,考虑系统改造难度较大,我们将改造方案与高登公司相关技术人员进行交流,希望由高登公司来完成此次设备的升级改
Pro-face资料传输
Pro-face备份步骤及画面传输设定说明 一、Pro-face画面备份 1、打开Pro-face编辑软件,选择Transfer中的Receive,选择保存路径及填写保 存文件名即可。 二、Pro-face画面传输设定——画面传输前需做传输设定 1、在画面传输窗口选择Srtup中的Transfer Settings 2、Communcations Port通讯端口 Comm Port COM口:根据RS232插接及电脑设定而定 Retry重试次数:可默认5 Baud Rate波特率:GP2000系列触摸屏传输速度最快可达到115.2Kbps Ethernet:本系统暂未使用网络连线模块 3、Send Information发送信息 Upload Information :上传信息(程序的上载信息,如果没有选择此项,将无法将程序从GP 上载到PC。) GP System Screen :GP系统画面 Filing Data(CF card):配方数据 Data Trans Func CSV Data(CF card):数据传输功能CSV数据 Send Information建议全选 4、Transfer Method传输方式 Send All Screens:发送所有画面(把一个工程文件中的所有画面数据都传送到触摸屏。) Automatically Send Changed Screen: 自动发送已更改的画面(在当前工程文件中,仅传送那些更新过的画面。如果选了这种传送方法,在GP 软件中删除的画面,传送完毕后,在触摸屏上是不会自动删掉的。如果要完全 更新画面,还是要选“发送全部画面”。但是,CF 卡上的数据,即使选“发送全部画面”也 是删不掉的。) Send User Selected Screen:可根据需要,传输指定画面。 Transfer Method建议选择自动发送已更改的画面 5、Transfer Mode传输模式 Preparation for a transger and a transfer are made: 传输准备和传输同时(传输检测跟画面传输同时进行,这种传输速度较快。)It is transferred after preparation for a transfer: 在准备传输完成后再传输(检查传输系统没有错误时,传输开始。) 6、Setup Auutomatic Setup: 自动设置(根据GP 的状态,如有需要,执行这个设置操作。一般都选“自动设置”模) Force System Setup: 强制系统设置(不管GP 的状态如何,每次数据画面传送时,都要执行一次系统设置。) Do NOT Perform Setup:不执行设置(画面数据传送时,不执行设置。) 7、Setup CFG file 配置CFG文件:这个文件是来存放设置信息的,通常不需要用到它。 8、Use Extended Program 在传输设定中选择[Simulation],就可以通过编程电缆或者以太网将 GP 与 PC 连接进行仿真。 三、硬体连接 传输线一端接GP的TOOL口,另一端接PC机的COM(CB02)或是SB(CB03)。注意:用CB03 传输时,要先在PC 机上安装驱动程序。目前我们使用的是GPW-CB02传输线。
PROFACE触摸屏画面读不出的解决方法
PROFACE触摸屏画面读不出的解决方法PROFACE触摸屏(GP2301系列)画面读出操作方法 ——肖时正 部品车间有些倒角机或去毛刺机操作屏还用到PROFACE触摸屏GP2301型。当设备出问题或需增加、更改画面我们得读取触摸屏画面或当触摸屏本身出问题而需要更换时,我们首先要对原触摸屏进行画面备份,这时我们就要用电脑以及数据线联接触摸屏读取画面。可有时能连上,有时却连不上,可能这也是我们许多人在连触摸屏遇到的而一直未解决的问题吧。在设备大修其间经本人细心研究,发现在触摸屏系统参数设置时有一定方法,现将方法介绍如下,希望对各位设备维修人员有帮助。 一、当在通讯端口、波特率、数据线、触摸屏RS232S端口都无异常时连接不上时出现的画面情形: 连接不上触摸屏 当出现以上连接异常的情况,而通过触摸屏间接连接三菱A系列PLC却又能连接OK,画面如下:
选择正确的通讯端口和 MAC/MTA透明模式 与PLC通讯连接OK 二、PROFACE触摸屏系统内部通讯设置操作步骤: 1、双手同时按住触摸屏的四个脚再同时松开出现如下画面: 按OFFLINE离线模式进入系
统画面 2、点击软按钮“INITIALIZE”进入系统参数设置画面: INITIALIZE进入系统按 PLC设置画面 3、点击软按钮“PLC SETTING”PLC参数设置,进入如下画面: 按SET进入系统端口设置画 面 4、其中“USE 2PORT/CPU DIRECT INSIDE"对应的是触摸屏软件中的参数 设置画面:点击触摸屏软件中的“画面/设置——GP系统设置——模式设置” 进入以下画面:
PRO-face
HMI产品用户手册
!"#$%&'()*+ ,-. / 01234 56789:; 56< &'7=>?@ ABCD.EFGHIJKLM, N OPQRSTU7VW0XYZ[ \]^_`a8b Kc d defg,Nhij7 &'klmnNo pqrcs mn `tuvwx yzx{|v}w~2uvwx zzvzvz|y vwx yzx{{vwx yvv ` xx uwxvv{v `tuv xv w{z} vv~2v xv w{ vv|x \] N x No x} uwx}vvx u`tuvxv ||}xzv}v `tuvwv z|{z z{{ cQ ?¢ £¤¥0|§¨ ?a ! ?c?, `7-??ˉ,AB`°±2 ?3`°±′8Bμ`° ! ?· I?¤81`o?>??R£¤¥ ???àá `???R ! ?? ??`o??7`° ??èG`o??7`°???éê ! ,8??@ìí7??N?? Da??àá?ò ! jó?`? ?×?I? ùú?OüYT7S?`???àá?òc Qàá-?0??a?S?`??P?S?`? 0X^_[ ! ,?C???8è éê7?ì¨?? í? ?e7-9 ! ? X?7òó?%/?7μV?÷YT 0F?ù7 ú?ü %yK???÷YTOü?t? 8 2 7-? 8??éêF ! ?? =7?è ? 7 ?c??? \ 7é ! Oü ¥ 7?? ??Q G7 ?? ?? éê ! , 7I?? 8!í?"# $Da? éê? ` ! àá%& 7μ'(??,)* 7??N? ! àá,+,-./01237??N? ! 4567%89??< 8 7:;?