涂布灰底白板纸检验标准
涂布灰底白板纸检验标准
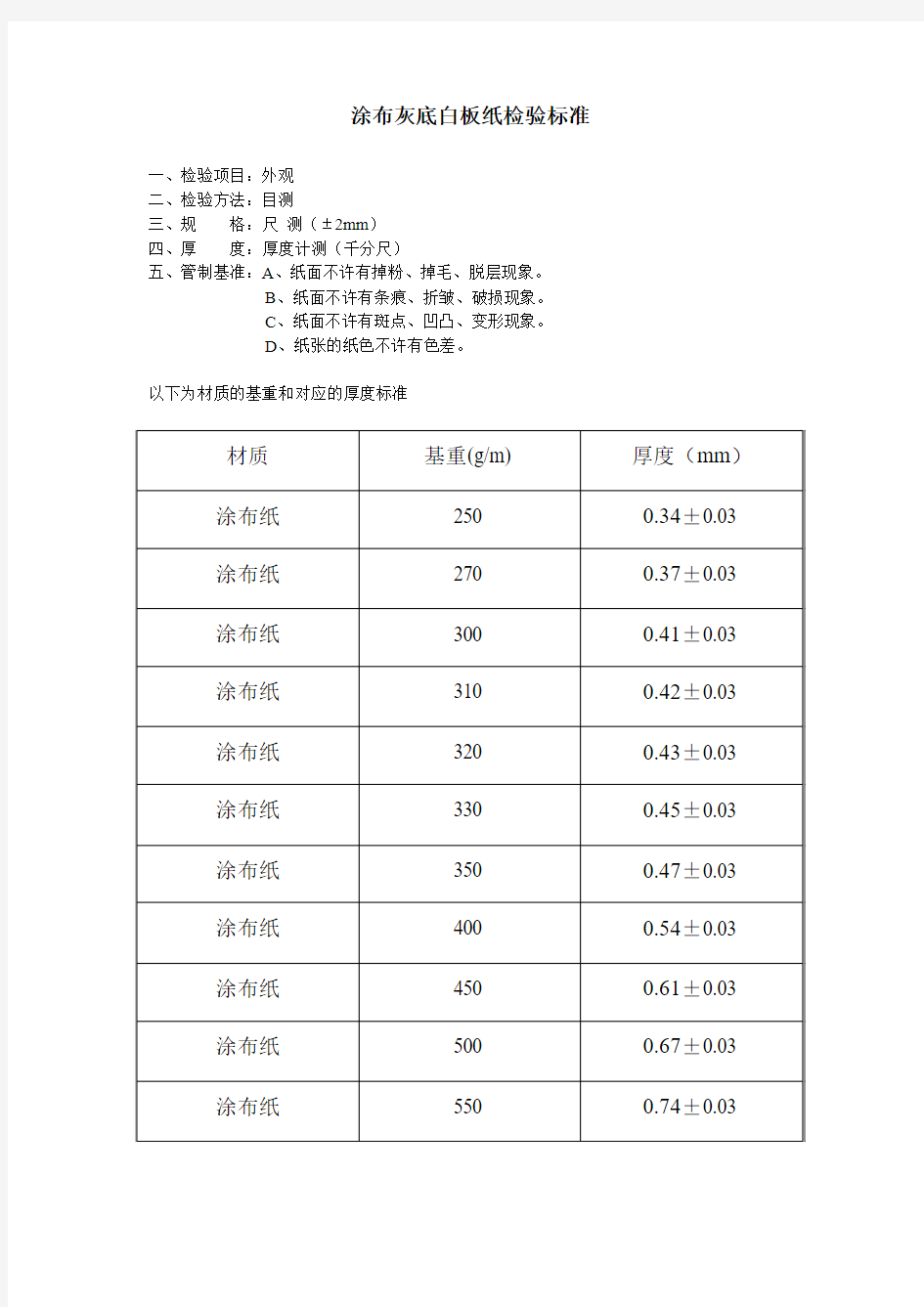
一、检验项目:外观
二、检验方法:目测
三、规格:尺测(±2mm)
四、厚度:厚度计测(千分尺)
五、管制基准:A、纸面不许有掉粉、掉毛、脱层现象。
B、纸面不许有条痕、折皱、破损现象。
C、纸面不许有斑点、凹凸、变形现象。
D、纸张的纸色不许有色差。
以下为材质的基重和对应的厚度标准
地方环境质量标准和污染物排放标准备案管理办法 部令 第9号
索 引 号: 000014672/2010-00056 分类: 环境科技及其管理信息\环境标准 发布机关: 环境保护部 生成日期: 2010年01月28日 名 称: 地方环境质量标准和污染物排放标准备案管理办法 文 号: 部令 第9号 主 题 词: 环保 法规 标准备案 令 环境保护部令 部令 第9号 地方环境质量标准和污染物排放标准备案管理办法 《地方环境质量标准和污染物排放标准备案管理办法》已由环境保护部2009年第三次部务会议于2009年12月30日修订通过。现将修订后的《地方环境质量标准和污染物排放标准备案管理办法》公布,自2010年3月1日起施行。 2004年11月11日原国家环境保护总局发布的《地方环境质量标准和污染物排放标准备案管理办法》同时废止。 环境保护部部长 周生贤 二○一○年一月二十八日 主题词:环保 法规 标准备案 令 地方环境质量标准和污染物排放标准备案管理办法
第一条 [立法目的]为加强对地方环境质量标准和污染物排放标准的备案管理,根据《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》和《中华人民共和国水污染防治法》,制定本办法。 第二条 [适用范围]本办法适用于环境保护部对省、自治区、直辖市人民政府依法制定的地方环境质量标准和污染物排放标准的备案管理。 地方机动车船大气污染物排放标准的管理,依照经国务院批准、原国家环境保护总局发布的《地方机动车大气污染物排放标准审批办法》执行。 第三条 [报备时限]省、自治区、直辖市人民政府或者受其委托的环境保护行政主管部门应当在地方环境质量标准和污染物排放标准发布之日起45日内,向环境保护部备案。 第四条 [报备材料]向环境保护部报送备案,应当提交下列材料(一式三份): (一)报送备案的函; (二)省、自治区、直辖市人民政府批准地方环境质量标准和污染物排放标准的文件,以及地方环境质量标准和污染物排放标准的发布文件; (三)地方环境质量标准和污染物排放标准文本的纸质文件和电子文件; (四)地方环境质量标准和污染物排放标准编制说明的纸质文件和电子文件。 第五条 [审查和处理]环境保护部在收到地方环境质量标准和污染物排放标准备案材料之日起45日内完成备案审查,并根据审查情况作如下处理: (一)对符合本办法第七、八、九条规定的,予以备案,并在环境保护部网站公布备案信息。 (二)对不符合本办法第七、八、九条规定的,不予备案,并函复报送备案的省、自治区、直辖市人民政府或者受其委托的环境保护行政主管部门,说明理由。 第六条 [暂缓备案]地方污染物排放标准无法与国家污染物排放标准中的项目限值、控制要求比较宽严关系的,环境保护部暂缓备案。 对暂缓备案的,环境保护部应当在收到备案材料之日起45日内书面说明理由,通知报送备案的省、自治区、直辖市人民政府或者受其委托的环境保护行政主管部门重新备案;重新备案的标准符合规定的,予以备案。 第七条 [质量标准备案要求] 报送备案的地方环境质量标准,应当符合下列要求:
注塑成型制程检验规范
成型制程检验规范 一. 目的 规范制程检验,正确监控制程以预防品质异常,确保产出品质及满足客户要求。 二. 适用范围 本规范使用于塑件成型所有产品。 三. 定义 无 四. 权责 4.1工程部: 4.1.1.负责提供生产作业标准,技朮支持; 4.1.2.负责提供标准生产工时。 4.1.3.制程中生产重点参数的提供与变更。 4.1.4.与制程相应的文件、规范、条件及标准的编制。 4.1. 5.协助分析检讨改善制程异常。 4.2企划部: 4.2.1.负责提供生产计划表,跟进提供成型生产所需原料及零件给产线生产。 4.2.2.负责代工客户的订单处理,物料跟进及制定《出货通知单》及出货明细。 4.3塑件品质部: 4.3.1.负责制定各产品品质检验规范。 4.3.2.制程中各项重要参数的稽核与确认,确保产品满足检验规范/规格及客户需求。 4.3.3.制程中的首件检验,巡回检验,最终检验。 4.3.4.制程异常初步确认,不良品的确认。 4.3. 5.产品质量数据之统计,分析,并传达相关单位。 4.3.6.矫正与预防措施效果的跟踪与效果确认。 4.4其它单位: 4.6.1协助生产过程中相关事项处理,保证生产顺利进行。
五. 作业流程 六. 作业内容 6.1 获取产品制作所需信息 6.1.1.产品在生产前,生产各相关人员必需获得以下工程资料方可生产:产品工程图、BOM 表、作业指导书、作业流程及包装规范。 品管 成型单位企划
6.1.2.品管检验人员在产品生产前必需获得该产品的SIP、蓝图、评估报告、样品等资料, 以作为检验该产品的依据。 6.1.3.以上工程资料及检验资料必需为文控中心正式发行的资料。 6.1.4.生产必需依各相关产品的工程资料要求进行产品制造。若生产条件或生产流程需要 任何变更时, 由工程填写工程变更通知单,经相关部门签核同意后,由文控中心 统一变更受控发行,具体操作参照《文件资料管理程序》。 6.2生产计划管制 6.2.1.企划部生管员依客户或各厂区需求制订每周生产计划。 6.2.2.企划部生管员需依生产计划跟进采购或供应商按时供给成型原料,并由生管员开出 《发料单》,通知货仓备料发料,生产领料。 6.2.3.生产接到企划课的每周生产计划后,由生产课长或组长对每周生产计划审核并作生 产排配,当不能达成时,应及时反馈企划课,由企划课协调解决。 6.3原料投入 6.3.1.生产单位依据发料单和生产计划表到仓库领料,原料生产前需先对原料进行烘烤, 烘烤温度和烘烤时间参照《标准成型条件表》进行。 6.3.2.生产塑胶料次料添加比例参照《BOM表》或《塑件产品次料添加标准》进行。每次 加料/拌料前需记录在<次料添加记录表>上,并通知品管签名确认。 6.3.3.成型在加料或拌料前,需先清理干净之前料筒内余料,预防余料和加入原料颜色、 成型温度等特性不一致混用,造成产品混色、料花、粘模等异常。 6.4成型模具等周边设备连接/成型条件设定。 6.4.1.成型周边设备安装: A、上模安装:查找产品对应之成型模具,依《标准成型条件表》规定将模具安装在合 适吨位之机台上。 B、依《标准成型条件表》连接模具所需用的标准模温(常温水、冷冻水、模温水)。 6.4.2.依照《标准成型条件表》调试自检OK后,由成型课技术员开出《成型首/终件记录 表》,品管检验OK后再开机生产。 6.5初件检验 6.5.1.I PQC接收到成型技术员送检的《成型初/终件记录表》和首件样品后,应在2小时内 给出判定结果。 6.5.2.初件检验过程当发现成型条件记录超出《标准成型条件表》时,应通知生产&工程检 讨标准成型条件是否合理,。如工程评估可进行变更,则跟进工程对此标准成型条件发 出工程变更通知单,并跟进产品外观和尺寸是否符合产品标准。 6.6制程作业员作业 6.6.1.生产前IPQC及现场人员应事先确认相关工程数据(蓝图、承认书、包规、作业指导
制程品管检验作业规范
宜兴硅谷电子科技有限公司 文件名称制程品管检验作业规范发行日期年月日编号 F P Q C 0 1 3 0 0 2 - A 1 有效日期年月日 沿革 版序A1 发行日期 版序 发行日期 新增 变更沿用废止总页数23页 内容摘要说明 项次 页 次 项次页次 1.目的 3 2.适用范围 3 3.权责单位 3 4.参考文件 3 5.内容说明 3 6.附件4-5 会签单位系统部制造一部制造二部制造三部制造工程部产品工程部工务部生产计划部会签 会签单位品检部技术中心资材部品质管理部 会签 分发单位系统部制造一部制造二部制造三部制造工程部产品工程部工务部生产计划部签收 分发单位品检部技术中心资材部品质管理部 签收 制定部门品检部撰写及修定者陈波制定日期2012.11.28 主管审核审核日期 标准化检查检查日期 核准核准日期 传阅
背景沿革及修订一览表
制程品管检验作业规范 1.目的 1.1.检验与监控各制造单位品质异常之发生,确保各制程品质水平之稳定。 2.适用范围 2.1.厂内各制造单位如:内层、钻孔、压合、电镀、外层、防焊、成型及各表面处理流程。 3.职责 3.1.品检部品管课负责各制造单位生产之首板及出货时抽检; 3.2.各制造单位负责生产中自主检验。 4.参考文件 4.1.《产品标识与追溯作业程序书》(FPQC012001) 4.2.《品质管制运作管理程序书》(FPQC012002) 4.3.《不合格品管制程序书》(FPQC012003) 4.4.《矫正和预防措施管制程序书》(FPQC012004) 4.5.《Excursion运作管理程序书》(FPQC012007) 4.6.《切片与背光检验规范》(FPQC013004) 5.定义 5.1.IPQC(In process quality control):对生产过程中各项品质以AQL抽样准则对其进行检验 并监控.以确保各站品质达到客户品质需求.
几种涂布白板纸的主要生产工艺及欧美的有关技术
几种涂布白板纸的主要生产工艺及欧美的有关技术 发布时间:2012-7-10 作者:郑州复兴纸业有限公司白板纸车间 几种涂布白板纸的主要生产工艺及欧美的有关技术 谈永年(中国制浆造纸工业研究所,北京, 100020) 摘要概述了CRB、CUK和涂布SBS纸板的生产工艺、质量要求及其影响因素,同时列举了欧美这3种涂布白板纸的有关技术。 关键词白板纸再生浆牛卡白板纸未漂硫酸盐浆漂白硫酸盐浆多长网多次涂布涂布白板纸的主要产地北美和西欧,近年来发表的年报和年会资料中常使用CRB、CUK和涂布SBS等名词,如1996年公布的北美涂布白板纸产量1060万t中,涂布SBS占54%,CRB占27%, CUK占18%,铸涂纸板为1%;1996年公布的西欧涂布白板纸产量580万t中,CRB占36%,涂布SBS占7%, CUK占3%,铸涂纸板为2%,而CRB和涂布SBS用于折叠卡纸的又共占34%, CUK和涂布SBS用于液体包装纸的共占18%。上述名词中CRB (CoatingRecycled Paperboard)即涂布再生浆纸板,在西欧它还包括涂布挂面再生浆纸板(CoatingWhite Lined Chipboard); CUK (Coating Un-bleached KraftBoard)即涂布未漂硫酸盐浆纸板;涂布SBS (Coated Solid Bleached Sulfate Board)表示涂布全漂白硫酸盐浆纸板。实际上北美的CUK和涂布SBS有时为改善抄造性能和降低成本常掺用部分再生浆。北美和西欧地区国家按纸板的浆料组成对涂布白板纸进行这样的等级分类是很有意义的。首先它包容了绝大多数的涂布白板纸品种,更主要的是同时将迄今流行的,成熟有效的涂布白板纸生产工艺、技术装备进行了相应的归类。正因为如此,上述这些名词现正渐渐被业内人士熟识和认同。 文中概述了CRB、CUK和涂布SBS的主要生产工艺,同时比较了北美和西欧有关的技术特点。 1CRB 再生浆纸板主要由短纤维、游离填料、含污点的纤维和低亮度衬浆组成。面层浆配比、成形和表面处理是生产的关键。此外涂料组成、涂布方式和辅助设施对CRB产品的质量也有重要影响。多次涂布和背涂的运用能进一步提高产品质量,为CRB产品开拓新的市场。 1?1表面处理 CRB原纸板宏观平滑度差,纸机湿部成形的缺陷,涂布难以完全遮盖,涂料不可能光填充宏观呈现的孔隙,因此原纸板必须进行表面处理以提高涂布效能。适度施胶或在纸板表面进行成膜加工是有利的。施胶后,短纤维、污染物及面衬和底衬浆层中的松散填料能被牢牢固着,防止涂布时掉粉掉毛。表面施胶也能 阻止涂布时水和胶粘剂向纸页的迁移,减少胶粘剂用量。但过量的施胶会削弱涂层与纸页的结合,会因胶粘剂不能适量渗入纸页皆富集在涂布纸面而降低油墨吸收。内施胶可与上述纸机干部的施胶联用以改善涂料的保留性。淀粉、羧甲基纤维素(CMC)和聚乙烯醇(PVA)是常用的表面施胶剂。再生浆纸板常用的表面施胶设备是带水槽的多辊压光机。水槽的位置,水槽中施胶液的种类,温度和粘度均能影响施胶效果。水槽设置越高施胶整饰度亦高,表面更平滑;水槽设置较低,施胶表面孔隙较大,涂布时需提高涂布量。选用高位水槽的压光机施胶能改进微观平滑度,但不利于纸页紧度的降低。施胶后涂布前的纸页水分和温度是重要控制参数。水分含量过高易产生条纹和亮斑;水分含量过低纸板外观黯淡少亮泽,涂布时水分和胶粘剂会过多渗入纸页使涂布表面的胶粘剂用量不足,降低表面强度。原纸板的温度对涂料和纸板表面的相互作用有影响,为防止胶粘剂迁移,涂布时纸板的温度不应超过60℃。 1?2涂布方式
制程检验规范99120
适用于公司生产制程品管检验控制。 3.定义 3.1 首件:指生产制程中加工生产的产品,经自我确认、判定符合要求后,拟进行批量生产前的1-3台(个) 产品(半成品、成品)。 3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。 3.3巡检:指对生产过程中影响产品品质的因素进行随机抽样检验、确认。 4.职责 4.1品管部 4.1.1 负责制程中产品外观、检验流程、检验标准、检验规范、检验站的编制和设置. 4.1.2 IPQC:负责对产品、物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控, 品质异常之追踪与确认;主导不合格品或异常品管问题的提出、跟进、落实、效果确认。 4.1.3 FQC:负责制程中产品外观、产品指定项目的全检。 4.1.4 测试员:负责制程中产品接地、耐压、点亮的全检 4.2工程部 4.2.1 参与新产品、试产、设计变更首件的确认,负责制程中产品电气、结构、功能、测试标准,品质异 常、不合格品原因的分析及改善对策的提出。 4.2.2 负责制程中产品SOP的制定,工装夹具制作,工艺跟进改善,产能效率的提升,结构性能异常的跟 进与落实。 4.2.3 负责制程中仪器、设备测试规范的制定;机器、设备、仪器、仪表、治夹具、工具运行状况的监控, 设备的正常运转的巡视及日常保养工作监管。 4.3 业务部:参与新客户第一次生产及客户要求变更后首次生产时首件的确认。 4.4 生产部 4.4.1 负责首件的制作与送样确认,自验互检。 4.4.2 制程中5M1E 的落实及制造过程的监控,配合IPQC与PIE的工作;品质异常的受理与改善,改善对 策的具体实施. 5.作业内容 5.1生产、检验前作业准备 5.1.1生产部门 5.1.1.1生产部门在开拉生产前进行自我核查,发现不合格品及异常,采取措施立即纠正,再行生产。 5.1.1.2 生产部门开拉生产前需查核领用物料是否与制令工单相符,是否有相应的BOM、或样品,工作环 境是否符合产品生产需求,各作业工站是否悬挂相应的SOP,人员对作业方法、产品品质是否清 楚了解。【首件确认报告】、【耐压/极性测试记录表】 5.1.1.3 机器、设备、作业工具是否处于正常状态,风批、电批扭力设置是否正确符合作业需求。 5.1.2品管部门
制定地方大气污染物排放标准的技术方法 GBT
制定地方大气污染物排放标准的技术方法 GB/T 3840-1991 (1991年8月31日国家环境保护局批准 1992年6月1日实施) 1 主题内容与适用范围 本标准规定了地方大气污染物排放标准的制定方法。本标准适用于指导各省、自治区、直辖市及所辖地区指定大气污染物排放标准。 2 引用标准 GB 3095 大气环境质量标准 GB 9137 保护农作物的大气污染物最高允许浓度 TJ 36 工业企业设计卫生标准 3 总则 3.1 本标准为贯彻《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》而制定。 3.2 本标准是指导制定和修订地方大气污染物排放标准的方法标准。 3.3 本标准以大气质量标准为控制目标,在大气污染物扩散稀释规律的基础上,使用控制区(定义见 4.1条)排放总量允许限值和点源排放允许限值控制大气污染的方法制定地方大气污染物排放标准。此外,各地还可结合当地技术经济条件,应用最佳可行和最佳实用技术方法或其他总量控制方法制定地方大气污染物排放标准。 3.4 全国各省、自治区、直辖市制定的大气污染物排放标准中已列入项目的污染物排放允许限值,不得宽于本标准方法计算的排放限值和国家有关的大气污染物排放标准限值。 3.5 本标准各条规定在一般条件下具有同等效力,但对同一污染源标准中各
条所确定的允许排放限值不一致时,应以其中最小允许排放限值为准。 3.6 附录中各条规定供使用本标准时参考。 4 气态大气污染物排放总量控制区及大气环境功能分区 4.1 气态大气污染物排放总量控制区(以下简称总量控制区)是当地人民政府根据城镇规划、经济发展与环境保护要求而决定对大气污染物排放实行总量控制的区域。总量控制区以外的区域称非总量控制区,例如广大农村以及工业化水平低的边远荒僻地区。但对大面积酸雨危害地区应尽量设置SO2和NOX排放总量控制区。 4.2 大气环境功能区是因其区域社会功能不同而对环境保护提出不同要求的地区,功能区数目不限,但应由当地人民政府根据国家有关规定及城乡总体规划分为一、二和三类与GB 3095中3类大气质量区相对应,即: 一类区:为国家规定的自然保护区、风景名胜、疗养地等。 二类区:为城市规划中确定的居民区、商业交通居民混合区、文化区,名胜古迹和广大农村等。 三类区:为大气污染程度比较重的城镇和工业区以及城市交通枢纽、干线等。 一、二、三类功能区分别执行GB 3095所规定的一、二、三级大气质量标准。 4.3 总量控制区及非总量控制区均可按4.2条进行功能区的划分。 4.4 本标准中各功能分区内大气污染物浓度限值均按GB 3095确定,对该标准未规定浓度限值的污染物,则按TJ36中有关居住区容许浓度限值确定;农作物保护区按GB 9137所规定的浓度限值确定。 5 燃料燃烧过程产生的气态大气污染物排放标准的制定方法 燃料燃烧过程产生的气态大气污染物系指各种生产能源的设备燃烧各种矿
制程检验规范
制程检验作业规范 1. 目的: 为确保生产过程能在有效的管制状态下执行,确保产品品质稳定、安全符合要求,特制订本作业规范。 2. 范围: 适用于本公司内部在制品流转的检验作业。 3. 参考文件: 不合格品控制程序 纠正和预防措施控制程序 4.定义: 自检:操作员在生产操作过程中,对自已操作的加工好的配件或半成品按照生产工艺单和加工图纸进行检验,合格品转入下道工序,不合格品挑拣出来或自己返工。 互检:是指操作员对上工序流入本工序加工的半成品按照生产工艺单和加工图纸进行检验,合格品继续加工,不合格品退回给上工序返工。 5. 职责 a. 生产部负责首件检验、自检、互检。 b. 品质部负责首件确认及制程中的巡回检验。 6. 内容 6.1准备工作 提前准备检验所需的相关检验标准、检验填写的表单、检验所需的检具、关键零部件清单、BOM、生产订单等检验所必须资料。 6.2首件检测 a.生产人员应在更换机种时、更换材料时或停机后恢复使用时实施首件检查(含:每批首件、更换材料、模具修改、工艺变更等之首件),检查完交由品管进行检验确认。 b.品管进行首件确认时应依相关资料(如BOM清单、生产订单、工艺变更单、其他联络单、图纸、样品等)进行核对,并根据相关检验/测试标准对样品进行外观与性能等检验。
c.首件由品管检验合格后方可正式投入批量生产;首件若判定不合格,经品质课长及以上人员确认后需退回生产单位,由其重新进行首件制作并重新送检。 d.对于新产品,其生产前三批之首件若经品管检验发现不合格时,必须呈交生产部长、品质课长及以上审核确认,判断检验结果并裁定处理方法。 6.3 生产单位操作员要做好“自检、互检、专检”三检相结合的自主检查; a.生产单位在生产过程中﹐应依据相关生产工艺单和加工图纸逐一进行自主检查,并于《制程自主检查表》中记录检测数据,以备查看。 b.在自主检查中若发现不合格品时需依《不合格品控制程序》对不合格品进行处理,上报品制部,由品管开具《零件加工异常记录分析表》进行处理。 c.为加强品质管控,作业人员除本身需对产品进行“自检”外,还需对上工序留下之产品进行“互检”动作。 6.4 巡回检查 6.4.1 生产线正常生产时,品管员进行制程中巡检,在巡检过程中,必须核对生产作业人员是否按照生产工艺单和加工图纸要求进行作业,确认无误后,根据生产流程之顺序,不定时对每一道工序进行巡回检验,以监控产品品质,防止大批量的不合格品的发生,并于《制程自主检查表》中记录巡检数据。 6.4.2巡回检查中如发现不合格品时,需依《不合格品控制程序》处理,填写《零件加工异常记录分析表》,要求相关部门解决。 6.5数据整理和分析 品管员每天及时收集、整理各类品质报表,予以存档,以便后续进行分析汇总。 7记录表单 7.1《制程自主检查表》 7.2《零件加工异常记录分析表》
地方环境质量标准和污染物排放标准备案管理办法
地方环境质量标准和污染物排放标准备案管理办法 国家环境保护总局令第24号 《地方环境质量标准和污染物排放标准备案管理办法》已经 2004年11月2日国家环境保护总局第七次局务会议审议通过。现予公布,自 2004年12月15日起施行。 国家环境保护总局局长 解振华 二○○四年十一月十一日 地方环境质量标准和污染物排放标准备案管理办法 第一条为了加强对地方环境保护标准的备案管理,根据《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》和《中华人民共和国水污染防治法》,制定本办法。 第二条本办法适用于国家环境保护总局对省、自治区、直辖市人民政府依法制定的地方环境质量标准和污染物排放标准的备案管理。 地方机动车船大气污染物排放标准的管理,依照经国务院批准、国家环境保护总局发布的《地方机动车船大气污染物排放标准审批办法》执行。 第三条省、自治区、直辖市人民政府或者其委托的环境保护行政主管部门应当在地方环境质量标准和污染物排放标准发布之日起30日内,向国家环境保护总局备案,并提交下列材料(一式三份):(一)报送备案的函; (二)省、自治区、直辖市人民政府批准地方环境质量标准和污染物排放标准的文件,以及地方环境质量标准和污染物排放标准的发布文件。省、自治区、直辖市人民政府授权其环境保护行政主管部门批准地方环境质量标准和污染物排放标准的,应同时报送政府授权文件和环境保护行政主管部门批准标准的文件; (三)地方环境保护标准文本的纸质文件和电子文件; (四)地方环境质量标准、污染物排放标准编制说明和研究报告。 第四条国家环境保护总局在收到备案材料之日起30日内,对符合本办法第六、七、八条规定的,予以备案,并在国家环境保护总局网站公布备案登记信息。对不符合本办法第六、七、八条规定的,不予备案登记,并说明理由。 第五条地方污染物排放标准无法与国家污染物排放标准中的项目限值、控制要求比较宽严关系的,国家环境保护总局暂缓备案,并在收到备案材料之日起30日内书面说明理由,通知报送标准备案部门重新备案;重新备案的标准符合规定的,予以备案登记。 第六条报送备案的地方环境质量标准应符合下列要求: (一)已经省级人民政府或其授权的环境保护行政主管部门批准; (二)对国家环境质量标准中未规定的项目,补充制定地方环境质量标准。 第七条报送备案的地方污染物排放标准应符合下列要求: (一)已经省级人民政府或其授权的环境保护行政主管部门批准; (二)地方污染物排放标准应参照国家污染物排放标准的体系结构,可以是行业型污染物排放标准和综合型污染物排放标准。行业型污染物排放标准适用于特定行业污染源或特定产品污染源;综合型污染物排放标准适用于所有行业型污染物排放标准适用范围以外的其它各行业的污染源; (三)对国家污染物排放标准中未规定的项目,补充制定地方污染物排放标准; (四)对国家污染物排放标准中已规定的项目,制定严于国家污染物排放标准的地方污染物排放标准。
制程检验规范
十堰君耀工贸有限公司 Q/JY G15002-2016制程质量管理及奖惩规定编拟审核批准
制程质量管理及奖惩规定 1.目的 确保制程过程中我公司生产的产品符合标准和客户要求,防止不良品流入下道工序而影响最终品质。 2. 适用范围 适用公司范围内批量生产的半成品、成品的过程质量检验。 3. 职责 3.1生产部门在产品生产过程中要严格监控质量,做到“四不”:不合格的材料不投产,不合格的制品不转序,不合格的零部件不组装,不合格的成品不入库。同时,要及时发现异常、迅速处理,防止损失扩大。 3.2技术部门应加强工艺管理,不断地提高工艺质量,同时,要做好工艺文件、工艺更改工作,保证生产过程处于稳定的控制状态,从根本上预防和减少不合格品。 3.3质量部应强化工艺纪律,负责不合格品的控制以及工艺状态的验证工作。对产品质量负总责,并对质量问题进行处理。 4. 检验内容 4.1首件检验 4.1.1首检时机:每日首件、停机修模换模,人员替换等情况需要首检。 4.1.2首检流程:操作者对首件产品自检,确认后交班组长确认,确认合格后,封样交质量部首检。三次质量确认杜绝批量问题产生。 4.1.3首检内容:按照产品检验指导书检验产品外观、功能、尺寸、用料。班组长填写首检记录,质量部监督核查。 4.2 巡验 班组长负责班组内的质量巡检,根据质量控制计划,分配巡检间隔时间,重点岗位1小时巡检一次,普通岗位1.5小时巡检一次。并填写巡检记录。质量部监督巡检情况,原则上,批量产品实行抽检,抽检时如发现不良品,应及时向质量部反映,巡检时必须同时检查作业员是否按工艺要求作业。 4.3末件检验 4.3.1末检时机:每日首件、停机修模换模,人员替换等情况需要末检。 4.3.2末检流程:生产者对末检产品自检,确认后交班组长确认,确认合格后,封样交质量部末检。待下次生产对比使用。 4.4自检:在生产过程中,各工段班组内部按照质量标准对本部的生产加工对象进行控制把关。作业人员填写过程检验卡,质量部监督存档,方便质量问题追溯。 4.5互检:车间内部各工段班组之间,下道工序在接到上道工序的制品时,应确认上道工序的质量合格后方能继续作业。车间必须合理按照工序顺序和职责,尽量做到每步工序 1
地方环境质量标准和污染物排放标准备案管理办法(环境保护部令第解读
60.地方环境质量标准和污染物排放标准备案管理办法(环境保护部令第9号 《地方环境质量标准和污染物排放标准备案管理办法》已由环境保护部2009年第三次部务会议于2009年12月30日修订通过。现将修订后的《地方环境质量标准和污染物排放标准备案管理办法》公布,自2010年3月1日起施行。 2004年11月11日原国家环境保护总局发布的《地方环境质量标准和污染物排放标准备案管理办法》同时废止。 环境保护部部长周生贤 二○一○年一月二十八日地方环境质量标准和污染物排放标准备案管理办法 第一条 [立法目的] 为加强对地方环境质量标准和污染物排放标准的备案管理,根据《中华人民共和国环境保护法》、《中华人民共和国大气污染防治法》和《中华人民共和国水污染防治法》,制定本办法。 第二条 [适用范围] 本办法适用于环境保护部对省、自治区、直辖市人民政府依法制定的地方环境质量标准和污染物排放标准的备案管理。 地方机动车船大气污染物排放标准的管理,依照经国务院批准、原国家环境保护总局发布的《地方机动车大气污染物排放标准审批办法》执行。 第三条 [报备时限] 省、自治区、直辖市人民政府或者受其委托的环境保护行政主管部门应当在地方环境质量标准和污染物排放标准发布之日起45日内,向环境保护部备案。 第四条 [报备材料] 向环境保护部报送备案,应当提交下列材料(一式三份: (一报送备案的函; (二省、自治区、直辖市人民政府批准地方环境质量标准和污染物排放标准的文件,以及地方环境质量标准和污染物排放标准的发布文件;
(三地方环境质量标准和污染物排放标准文本的纸质文件和电子文件; (四地方环境质量标准和污染物排放标准编制说明的纸质文件和电子文件。 第五条 [审查和处理] 环境保护部在收到地方环境质量标准和污染物排放标准备案材料之日起45日内完成备案审查,并根据审查情况作如下处理: (一对符合本办法第七、八、九条规定的,予以备案,并在环境保护部网站公布备案信息。 (二对不符合本办法第七、八、九条规定的,不予备案,并函复报送备案的省、自治区、直辖市人民政府或者受其委托的环境保护行政主管部门,说明理由。 第六条 [暂缓备案] 地方污染物排放标准无法与国家污染物排放标准中 的项目限值、控制要求比较宽严关系的,环境保护部暂缓备案。 对暂缓备案的,环境保护部应当在收到备案材料之日起45日内书面说明理由,通知报送备案的省、自治区、直辖市人民政府或者受其委托的环境保护行政主管部门重新备案;重新备案的标准符合规定的,予以备案。 第七条 [质量标准备案要求] 报送备案的地方环境质量标准,应当符合下列要求: (一已经省、自治区、直辖市人民政府批准; (二对国家环境质量标准中未规定的污染物项目,补充制定地方环境质量标准。 第八条 [排放标准备案要求] 报送备案的地方污染物排放标准应当符合下列要求: (一已经省、自治区、直辖市人民政府批准; (二地方污染物排放标准应当参照国家污染物排放标准的体系结构制定,可以是行业型污染物排放标准和综合型污染物排放标准。行业型污染物排放标准适用于特
大气环境质量标准和污染物排放标准
大气环境质量标准和污染物排放标准 大气环境标准按其用途可分为:大气环境质量标准、大气污染物排放标准、大气污染控制技术标准及大气污染警报标准等。按其适用范围可分为:国家标准、地方标准和行业标准。 一、大气环境质量标准 大气环境质量标准系以保障人体健康和一定的生态环境为目标而对各种污染物在大气环境中的容许含量所作的限制规定。它是进行大气环境质量管理及制定大气污染防治规划的大气污染物排放标准的依据,是环境管理部门的执行依据。 制定大气环境质量标准的原则,首先要考虑保障人体健康和保护生态环境这一大气质量目标,为此需综合这一目标的污染物容许浓度。 目前各国判断空气质量时,一般多依据世界卫生组织(WHO)1963年提出的的空气质量四级水平。 一级:在处于或低于所规定的浓度和接触时间,观察不到直接或间接的反应(包括反射性或保护性反应) 二级:在达到或高于所规定的浓度和接触时间内,对人的感觉器官有刺激,对植物有损害或对环境产生其他有害作用。 三级:在达到或高于所规定的浓度和接触时间内,可以使人的生理功能发生障碍或衰退,引起慢性病或生命缩短。 四级:在达到或高于所规定的浓度和接触时间内,对敏感的人发生急性中毒或死亡。 其次,要合理地协调与平衡实现标准所需的代价与社会经济效益之间的关系。为此需进行损益分析,以求得为实施环境质量标准投入的费用最少,收益最大。此外,还应遵循区域差异的原则。特别是像我国这样地域广阔的大国,要充分注意各地区的人群构成、生态系统结构功能、技术经济发展水平等的差异性。因此,除了制定国家标准外,还应根据各地区的情况,制定地方大气环境质量标准。 为了准确地认识和评价大气质量状况以及对大气环境进行必要的管理,我国陆续制定和颁发了有关的大气质量标准。 根据《中华人民共和国环境保护法》的规定,1982年制定了《环境空气质量标准》(GB 3095-82),1996年又作了修订(GB 3095-1996),它是为控制和改善大气质量,创造清洁适宜的环境,防止生态破坏,保护人民健康,促进经济发展而制定的。这个标准适用于全国范围的大气环境。 二、大气污染物排放标准 大气污染物排放标准系以大气环境质量标准为目标,而对从污染源排人大气的污染物容许含量所作的限制规定。它是控制大气污染物的排放量实行净化装置设计的依据,同时也是环境管理部门的执法依据。 要控制大气污染,必须制定污染气体的排放标准及其相应的法规和监测手段。但是对污染气体排放标准的制定是一个复杂的过程,它涉及到各国的环境政策及经济、技术发展水平。目前在排放标准的制定上基于两种不同的原则:一种原则是制定一个减少污染气体总排放量的总目标,以此为基准制定排放标准,在技术上则必须去寻找、采用和发展符合排放标准的方法,这是技术强制法,是高标准的,德国、奥地利和瑞典采用这个原则;另一种原则是选择现有的、合适的降低污染气体的技术,根据现有技术能达到的水平来制定排放标准,英国就是采取这个原则。介于这两者之间的方案是,根据
改善涂布白板纸松厚度的生产实践
改善涂布白板纸松厚度的生产实践 卿喜龙 赵 艳 (广州威达高实业有限公司,广州,510280) 摘要:分析了涂布白板纸松厚度的影响因素,介绍了改善松厚度的生产实践,改善涂布白板纸松厚度主要通过在芯层中增加ON P含量以及在生产操作中适当降低各压区压力。 关键词:涂布白板纸;松厚度 1 前 言 涂布白板纸的用途是做包装材料,主要用于彩印制盒。松厚度是涂布白板纸的一个重要指标。表示纸张疏密程度,是指一定重量的纸板的体积,单位是cm3/g。从印刷性来说,纸板首先要有一定的厚度,同样定量的纸板,松厚度越大,则厚度越大。厚度将影响印刷纸的不透明度和可压缩性,如果纸张太薄,则难以使印刷网点完整饱满地转移到纸面。松厚度在一定程度上是表示纸的孔隙率、松软性、透气度和吸收性的一项重要指标,因此各生产厂家都非常重视。 2 松厚度的影响因素分析及生产实践 涂布白板纸松厚度主要决定于原材料的选用和生产操作工艺的控制。 2.1 原材料 典型的涂布白板纸有四层结构,面层是较高白度的漂白浆(针叶木浆配阔叶浆或草浆)。衬层是旧报纸脱墨浆、芯层是混合废纸浆,底层是旧报纸(旧报纸脱墨浆)。在这四层结构中,面层、衬层、底层的定量变化不大,基本保持一致,维持在40-50g/m2,而芯层的定量是随纸板定量而变化的。就目前市场上需求较多的250-350g/m2的涂布白板纸来说,芯层的定量在100-200g/m2,是四层中最厚的一层,因此芯层对松厚度来说是最关键的一层,其原料的选择对纸板的松厚度起了很重要的作用。 芯层的原料可以是购进的混合废纸,内含各种废纸,如A#3,A#6和欧洲混合报纸等,它们含有部份OCC,旧报纸,办公废纸。芯层原料也可由OCC、白纸板切边,旧报纸,办公废纸等配成。其中混合废纸,从纸料的化学性质看,纸浆的木素含量高,打浆时纤维不易润胀,水化和细纤维化,纤维比较粗硬,在纸张干燥过程中不易使纤维互相紧贴,故纸张紧度低。所以木素含量高的硬浆比软浆抄成的纸松厚度大。纸张的吸墨性能和弹性较好。从这方面分析,BCT MP,CTM P浆比化学浆抄成纸松厚度大。从废纸原料来分析,ONP含有大量BCTM P和CT MP,而BCTM P,CTMP多用阔叶木制浆,因此木素含量高,纤维较粗硬,在抄纸过程中不易被压紧,会给予成纸良好的松厚度。半纤维素含量越高。抄成的纸张厚度愈小,草类浆的半纤维素含量比较高,所以草类浆抄成的纸张松厚度较小。 OCC(old Corrugated Container)是旧纸箱废纸类,含有本色硫酸盐木浆和废纸浆,其面层多由本色硫酸盐木浆或上好的牛皮卡废纸组成,而中底层的瓦楞纸则是由质地较差的瓦楞废纸组成,回收次数多。这些纸浆粘度大,游离度低,用来回收抄纸,成纸必然紧度大,松厚度低,尤其是国内OCC,其中的瓦楞纸含有不少的草类纤维原料,半纤维素含量高,抄成纸后松厚度小。因此,OCC除了其含量较少的本色木浆对纸的松厚度有贡献外,其它大部分组分对松厚度没有好的作用。所以靠OCC是难以提高松厚度的。 白板纸边,包括白卡纸切边,涂布白板纸切边,双色卡(一面白浆,一面本色浆)等,这类原料相当于白板纸厂的干损纸回抄,若买到质量档次高的纸边,也以得到一定量的好纤维,如白卡纸,都是用漂白浆板做成,这样对提高纸板的挺度会有所帮助,其中的BCTMP对松厚度改善会有所作用,而大部分此类废纸都是涂布白板纸边,其中漂白浆含量极少,大部分是循环回用的废纸和化学药品,这类物质使得浆料游离度下降,粘度增加,成纸紧度增加。因而白板纸边基本上不能明显改善成纸的松厚度,除少数质量很好的白卡纸外,(事实上,若购得此类纸,不如用到面浆中去。) 所谓混合废纸,目前纸板厂所用的是美国#3, #6及欧洲混合废纸,此类废纸含有一定量的旧报纸,一定量的办公废纸,如欧洲混合废纸含有约30%旧报纸,50%旧杂志纸,16%的旧箱板纸,而美
SMD红胶制程检验标准
1不同尺寸、不同形状元件点胶数及一般要求: 1-1针对0603以及更小型号之元件点胶点数一般 为1点,点胶位置以元件正常贴装时可以粘附, 并且不影响元件上锡性为允收。(如图一) 图一 1-2针对玻璃二极体和0805、1206型号元件点胶 点数一般为2点,点胶位置以元件正常贴装时可 以粘附,并且不影响元件上锡性为允收。(图 二) 图二 1-3针对较小体积IC及长方形元件、1206型号以 上元件点胶数一般为3点,点胶位置以元件正常 贴装时可以粘附,并且不影响元件上锡性为允 收。(图三) 图三 1-4体积较大IC点胶点数在4个以上,点胶位置以元件正常贴装时可以粘附,并且不影响上锡性为允收。(图四)
2 chip 0603、0805、1206点胶规格示范 2-1标准(PREFERRED) 2-1-1胶并无偏移。 2-1-2胶量均匀。 2-1-3胶量足,推力满足SMT红胶推力测试SOP。(图五) 2-2允收(ACCEPTABLE) 2-2-1 A为胶中心。 B为锡垫中心。 C为偏移量。 P为焊垫宽。 C<1/4P 2-2-2 胶量均匀。 2-2-3 胶量足,推力满足SMT红胶推力测试SOP。(图六) 图四 五 图五 图六
2-3拒收(NOT ACCEPTABLE) 2-3-1胶量不足。 2-3-2两点胶量不均匀。 2-3-3推力不满足SMT红胶推力测试SOP。(图七) 3 CHIP 0603、0805、1206零件贴片规范 3-1标准(PREFERRED): 3-1-1零件在胶上无偏移。(图八) 3-2允收(ACCEPTABLE): 3-2-1 C为偏移量。 W为元件宽 图七图八
制程品管检验作业规范方案
宜兴硅谷电子科技 □程序书 规 文件名称 制程品管检验作业规 发 行 日 期 年 月 日 编 号 F P Q C 0 1 3 0 0 2 - A 1 有 效 日 期 年 月 日 沿 革 版 序 A1 发行日期 版 序 发行日期 新 增 变 更 沿 用 废 止 总 页 数 23页 容 摘 要 说 明 项 次 页 次 项 次 页 次 1.目的 3 2.适用围 3 3.权责单位 3 4.参考文件 3 5.容说明 3 6.附件 4-5 会签单位 系统部 制造一部 制造二部 制造三部 制造工程部 产品工程部 工务部 生产计划部 会签 会签单位 品检部 技术中心 资材部 品质管理部 会签 分发单位 系统部 制造一部 制造二部 制造三部 制造工程部 产品工程部 工务部 生产计划部 签收 分发单位 品检部 技术中心 资材部 品质管理部 签收 制定部门 品检部 撰写及修定者 波 制定日期 2012.11.28 主管审核 审核日期 标准化检查 检查日期 核准 核准日期 传 阅 背景沿革及修订一览表
制程品管检验作业规 1.目的 1.1.检验与监控各制造单位品质异常之发生,确保各制程品质水平之稳定。 2.适用围 2.1.厂各制造单位如:层、钻孔、压合、电镀、外层、防焊、成型及各表面处理流程。 3.职责 3.1.品检部品管课负责各制造单位生产之首板及出货时抽检; 3.2.各制造单位负责生产中自主检验。 4.参考文件 4.1.《产品标识与追溯作业程序书》(FPQC012001) 4.2.《品质管制运作管理程序书》(FPQC012002) 4.3.《不合格品管制程序书》(FPQC012003) 4.4.《矫正和预防措施管制程序书》(FPQC012004) 4.5.《Excursion运作管理程序书》(FPQC012007) 4.6.《切片与背光检验规》(FPQC013004) 5.定义 5.1.IPQC(In process quality control):对生产过程中各项品质以AQL抽样准则对其进行检验并监控. 以确保各站品质达到客户品质需求.
第2讲 第一章环境标准体系(2015年新版)
o1、按我国环境标准体系构成的分类,环境标准可分为()。 A.地方与行业 B.海洋与陆域 C.国家环境标准、地方环境标准及环境保护部标准 D.国家环境标准、省级环境标准及环境保护部标准 A B C D 显示答案 答案解析:环境标准分为国家环境标准、地方环境标准和环境保护部标准。 2、国家环境质量标准是()。 A.污染源控制的标准 B.环境质量的技术标准 C.环境质量的基础标准 D.环境质量的目标标准 A B C D 显示答案 答案解析:国家环境质量标准是一定时期内衡量环境优劣程度的标准,是环境质量的目标标准。 3、下列属于专题的环境影响评价技术导则的是()。 A.建设项目环境风险评价技术导则 B.火电建设项目环境影响评价技术导则 C.水利水电工程环境影响评价技木导则 D.机场建设工程环境影响评价技术导则 A B C D 显示答案 答案解析:后三个导则均为行业建设项目环境影响评价技术导则。 4、下列关于环境质量标准和污染物排放标准的说法,正确的是() A.国家污染物排放标准是对环境质量进行控制的标准 B.国家环境质量标准中已做出规定的项目,可以制定地方环境质量标准 C.国家污染物排放标准的级别与环境质量功能区类别不一定一一对应 D.国家污染物排放标准的级别与环境质量功能区类别一一对应 A B C D
答案解析:A国家污染物排放标准是对污染源控制的标准。B国家环境质量标准 中未做出规定的项目,可以制定地方环境质量标准。 5、下列关于各类环境标准之间的关系,说法错误的是( )。 A.环境方法标准是制定、执行环境质量标准、污染物排放标准的主要技术依据之一 B.污染物排放标准是实现环境质量标准的主要手段、措施 C.环境基础标准是为制定环境质量标准、污染物排放标准、环境方法标准确定总的原则、程序和方法 D.环境质量标准是环境质量的目标,是制定污染物排放标准的唯一依据 A B C D 显示答案 答案解析:此题是对于标准体系中各体系要素作用及其相应关系的掌握。其中D 环境质量标准是环境质量的目标,是制定污染物排放标准的主要依据之一。 6、建设项目环境影响评价技术导则由()构成。 A.总纲 B.专项环境影响评价技术导则 C.行业建设项目环境影响评价技术导则 D.专题环境影响评价技术导则 A B C D 显示答案 答案解析:教材P7,其中D属于专项的一种,另一种是环境要素。 7、国家环境基础标准包括( )。 A.标准中需要统一的信息编码 B.编制环境质量标准和排放标准的基础数据 C.标准中需要统一的符号图形 D.标准中需要统一的技术术语 A B C D 显示答案 答案解析:国家环境基础标准是对环境标准工作中需要统一的技术术语、符号、 代号(代码)、图形、指南、导则、量纲单位及信息编码等做的统一规定。 8、以下废水排放应执行《污水综合排放标准》的是( )。(08、09连续两年在此出题) A.煤制甲醇气化炉废水
ISO检验规范
检验规范 工作职责: ①严格按图、按工艺文件、按质量标准进行工序检验,使工序质量进一步提高。 ②负责进料检验、制程检验、成品检验。对关键零件的主要项次进行重点抽验。 ③负责填写各类抽查记录表,搜集质量异常情况,并报告主管领导,共同分析处理质量问题。进料检验: ①对板料的外形尺寸、厚度、数量按采购要求抽检。 ②对材质的检定以供货商提供的质量保单为准。 ③对外加工零部件按提供的图样抽检或根据装配的实际使用效果判定。 制程检验: ①对关键零部件、主要技术项目进行重点首检和巡检并记录于表。 ②下料、冲剪、折弯工序的上下公差以“0.5”毫米内为合格;对角线误差在“1”毫米以内为 合格。 ③孔类工序的上下公差在“0.2”毫米以内为合格,位置尺寸在“0.5”毫米内为合格。 ④焊接工序要求焊点牢固、平整。焊接后的座标尺寸在“1”毫米内为合格。 ⑤磷化工序以无锈斑,磷化层清晰均匀为合格。 ⑥喷涂工序外观平整光泽,膜厚在0.5~0.7毫米内为合格。耐冲击性、柔韧性、表面硬度、固 化条件以供货商提供品质保单为准。 成品检验: ①外观平整、整洁、无伤痕、涂膜无脱落现象。 ②活动部位缝隙匀称,开合时无阻尼现象。 ③各类“五金”配件、工厂商标齐全。 ④外包装必须牢靠。 ⑤检验合格后,附上合格标签。 进料检验规范 一、目的 制定进料检验施行的规范,确定来料的品质,数量等符合公司的要求,防止不合格的物料流入厂内。 二、适用范围 2.1原材料 2.2原物料 2.3外加工品 三、检验规范: 3.1对“板料”的外形尺寸、厚度、数量等进行检验,对材质的检验由供应商提供的质量证书
为参考。 3.2“磷化”原料的材质检验以供应商提供的质量证书为参考。 3.3“木制家具”按本厂提供的图纸技术要求检验。 3.4“塑粉”检验按供应商提供的样板及质量指标证书为参考。 3.5外加工的“密集书架传装置”按本厂提供的图纸和技术要求检验。 成品检验规范 一、目的 制定最终检验施行的方式,防止不合格的货品流出厂外。 二、适用范围 柜子的成品检验 三、检验规范 3.1外观平整、整洁、无伤痕、涂膜无脱落现现象。 3.2活动部位缝隙匀称,开合时无阻尼现象。 3.3各类“五金”配件工厂商标齐全情况。 3.4外包装牢靠情况。 3.5检验合格后出厂的合格标签。 制订制程检验实施的规范,防止不合格品的产生及流入下制程。 二、适用范围 2.1质检科负责制程检验 2.2生产人员自主检验 三、职责 3.1严格按图、按工艺文件、按标准进行工序检验,使工序质量进一步提高。