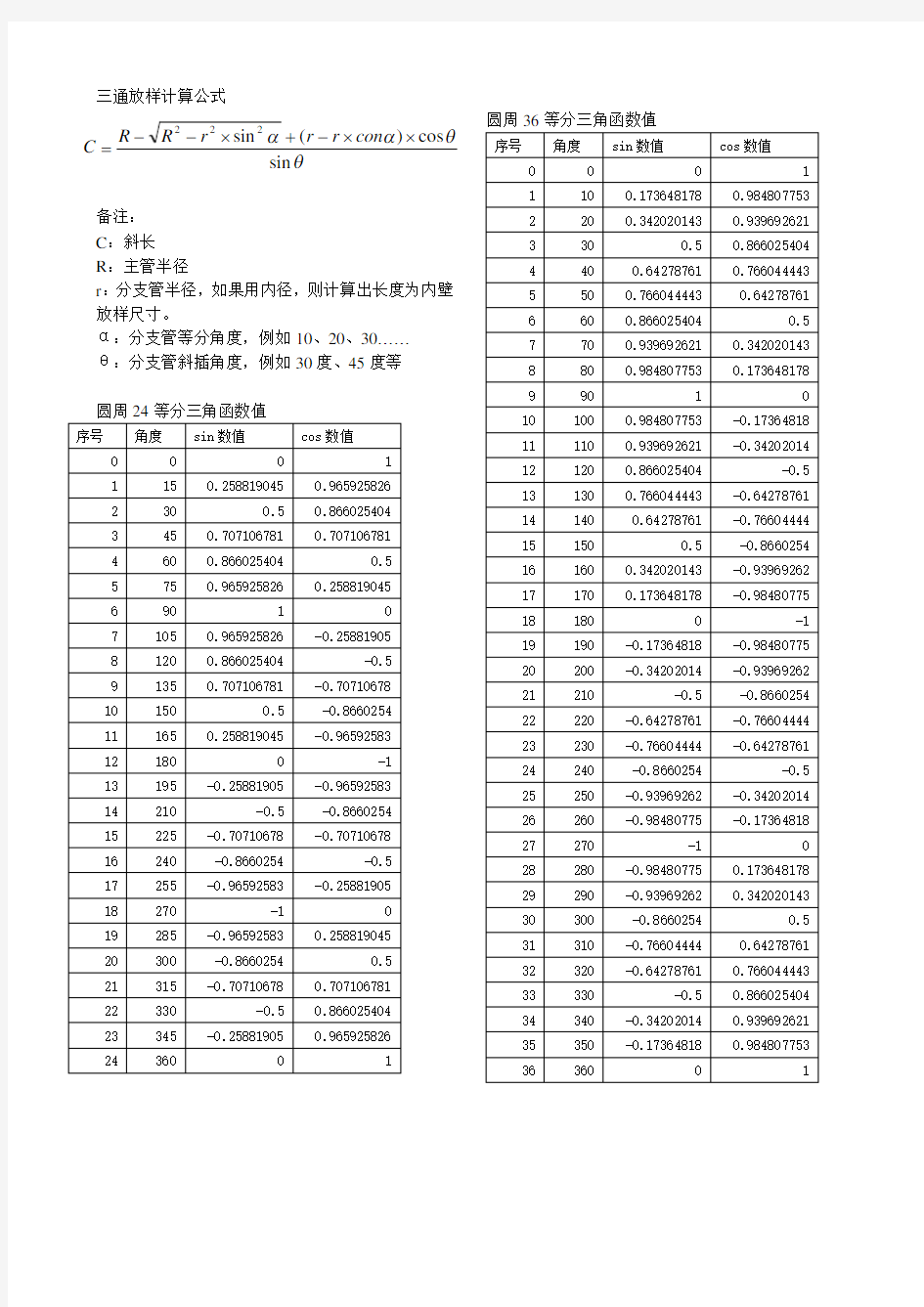
三通放样计算公式
三通放样计算公式
θ
θααsin cos )(sin 222??-+?--=
con r r r R R C
备注: C :斜长 R :主管半径
r :分支管半径,如果用内径,则计算出长度为内壁放样尺寸。
α:分支管等分角度,例如10、20、30…… θ:分支管斜插角度,例如30度、45度等
圆周24等分三角函数值
弯管一般知识及计算下料方法
第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管又分为冷煨和热煨两种。本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。 第一节弯管的一般知识 弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。 煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。 弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。 U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。 图1-1弯管的主要形式 弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。 弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选
管折弯
第一节弯管的一般知识 弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。 煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。 弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。 U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。 图1-1弯管的主要形式 弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。 弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不
但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。 弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。管壁减薄率可按下式进行计算: 式中A——管子弯曲后外侧母线处管壁的减薄率(%); D W——管子外径(mm); R——弯管的弯曲半径(mm)。 弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面由原来的圆形变成了椭圆形。弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm时,椭圆率不得大于10%;管径小于或等于200mm时,椭圆率不得大于8%。 管道的椭圆率可按下式进行计算: 式中T——椭圆率(%); d1——最大椭圆变形处的长径(mm); d2——最大椭圆变形处的短径(mm)。 应用水、煤气钢管和直缝焊接钢管制作冷煨弯管或热煨弯管时,管子的焊缝应位于距侧面中心线45°的地方,如图1-2所示。以免弯曲时,管子焊缝开裂。
弯管工艺守则
弯管工艺守则
山东五征集团农业装备事业部管理文件 SC-NZ290300-2015004 版/次:A/0 弯管工艺守则 2015-9-24发布 2015-9-25实施
农业装备事业部技术部发布 前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提高员工的工作效率,保障良好的工作秩序。 本程序依据GB/T 28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签:
参数名 称 参数值最大弯 管外径/mm 10 16 2 5 3 8 4 2 6 6 3 7 6 8 9 11 4 15 9 16 8 21 9 27 3 最大弯管壁厚/mm 1. 2 1. 2 3 4 4 5 5 5 6 8 12 12 16 20 4.3 弯管机的弯管外径范围为:当弯管最大外径小于114mm时,为0.3至1倍的弯管最大半径;当弯管最大外径大于或等于114mm时,为0.4至1倍的弯管最大半径。 4.4结构件车间弯管机弯管参数: 弯管机型 号 弯管外径mm 弯管壁厚mm 弯曲半径mm DWFB63 19至63 ≤5 50至250 DWFB114 48至114 ≤8 100至750 5 结构件车间现有的弯管模具 材料类型材料规格mm 壁厚 mm 弯曲半径(默认为中径)mm 对应设备 圆管φ16 2 58 DWFB63 φ25 2 50 DWFB63 φ25 2 150 DWFB63 φ33 3 101.5 DWFB63 Φ35 4 60 DWFB63 Φ42 3 100 DWFB63
弯管下料计算
一、90°弯管的计算 90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。对于冷煨弯管,常取R=(4~6)D;热煨弯管取R=4D;冲压弯头或焊接弯头,常取R=(1~1.5)D。弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。现设弯曲段起止端点分别为a、b,当弯曲角为90°时,管子弯曲段的长度正好是以r为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为 弧长 由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。 图1-3 90°弯臂 在弯制U形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果。下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸。延伸误差如图1-4所示,其数值可按下式进行计算: 式中△L——延伸长度(mm); R——弯曲半径(mm); ——第二个弯曲角的角度(°)。
图1-4U形弯划线示意图 1-第一个弯头 2-规定的第二个弯头中心线位置 3-实际第二个弯头中心线位置4-第二个弯头 下面以方形伸缩器为例,说明弯管划线下料计算方法。 在图1-5a中,已知方形伸缩器的尺寸单位为mm,管径为DNl50,弯曲半径R=4DN=600mm。 若划线在图1-5b的直线上进行,并以左边端点o为起点,由图上可以看出 Oa=1500—R=1500—600=900mm ab是弯曲部分,其弧长为 ab=1.57R=1.57 X 600=942mm 从a到d由两个反向90°弯加一直管段bc组成,直管段bc的长度应减去延伸误差△L,则 bc=2100—2R—△L 由式(1—4)可知 △L=600X(1—0.00875×90)=127.5mm 那么bc=2100—2×600—127.5=772.5mm 依此类推,便可计算出各管段的下料长度,如图1—5b所示,划线工作便可顺利进行。 在实际工作中,煨制多个弯头组成的管件时,划线工作都分几次去完成。首先在草图上计算出各段下料长度,选取适当长度的直管;然后从一端开始逐个弯头进行制作,在前一个弯头制作好之后,再划下一个,以便处理在弯管工作中的尺寸误差。 图1—5b方形伸缩器的下料 二、任意弯管的计算 任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部分的展开长度可按下式进行计算: 式中L——弯曲部分的展开长度(mm);
弯管工艺守则
山东五征集团农业装备事业部管理文件 SC-NZ290300-2015004 版/次:A/0 弯管工艺守则 2015-9-24发布 2015-9-25实施农业装备事业部技术部发布
前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提高员工的工作效率,保障良好的工作秩序。 本程序依据GB/T 28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签: 批准:
弯管工艺守则 1 范围 1.1 本程序适用于金属管材在冷态下弯曲的缠绕式数控弯管机。 1.2 本程序适用于农装结构件车间DW63与DW114型号单头液压弯管机。 2 规范性引用文件 下列文件对本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新程序适用于本文件。 GB/T 28763-2012 数控弯管机 3术语和定义 数控弯管机 至少应有主轴回转、卡头直线运动及卡头旋转的三轴运动,并用数控系统控制的弯管机。 4弯管机参数 4.1 弯管机主参数是弯管最大外径。 4.2 弯管机的主参数和基本参数应符合下表规定 4.3 弯管机的弯管外径范围为:当弯管最大外径小于114mm时,为0.3至1倍的弯管最大半径;当弯管最大外径大于或等于114mm时,为0.4至1倍的弯管最大半径。 4.4结构件车间弯管机弯管参数: 5 结构件车间现有的弯管模具
弯管的基本知识
学习资料 上次我们学习了弯管的基本知识,这次我们对管件的基本知识进行学习。 所为管件,顾名思义就是管路中的部件称为管件,管件的种类可分为弯头、三通、大小头、封头、异径弯头、翻边短接等,随着工业管路的需求品种可能更多。其中弯头分为长半径弯头和短半径弯头和异径弯头。三通分为三通、四通和多通。这其中分为等径和异径,大小头分为同心和偏心。翻边短接分为长型和短型。他们的类别和代号在GB/T12459-2005中可以查到。 1.5DN称为长半径弯头,1DN称为短半径弯头,也有的地方需要2DN、 2.5DN,但不属于12459-2005标准规定,我们通常也称为非标管件。 三通和四通有等径和异径之分,等径是指三个口径相等称为等径。三个口径不相等称为异径。 封头的形状有椭圆型、半球型、蝶型,在使用中中低压管道一般采用椭圆型,电力高压一般采用半球型。还有封头组合件、三通组合件等多种多样。 对管件的加工方面,一般多采用扩和缩两种加工工艺,就是以钢管做加工毛坯料,通过扩和缩的加工方法使其改变所需产品的形状,既能不破坏原有组织的结构和机械性能,又能保证所需管件用途的质量和机械性能。如推制弯头就是采用扩径的方法加工的一样。根据正常的1.5DN弯头扩径比例为1.4~1.5倍的比率比较理想,大小头和三通的加工工艺采用缩口的加工方法加工而成,封头采用钢板模压法压制而成。 下面咱们学习一下弯头推制过程作业指导书和三通作业指导书。然后学习一些金属材料知识。 根据GB12459-2005标准中碳钢及低合金钢无缝弯头的加工要求。以感应加热推制成型的加工工艺。我们编写的有作业指导书和工艺卡等文件。无缝推制弯头的原理是将无缝弯
弯管工艺守则
山东五征集团农业装备事业部管理文件 版/ 次:A/0 弯管工艺守则 2015-9-24发布 2015-9-25实施农业装备事业部技术部发布 前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提高员工的工作效率,保障良好的工作秩序。 本程序依据GB/T 28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签: 批准: 弯管工艺守则 1 范围 本程序适用于金属管材在冷态下弯曲的缠绕式数控弯管机。 本程序适用于农装结构件车间DW63与DW114型号单头液压弯管机。 2 规范性引用文件
下列文件对本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新程序适用于本文件。GB/T 28763-2012 数控弯管机 3术语和定义 数控弯管机 至少应有主轴回转、卡头直线运动及卡头旋转的三轴运动,并用数控系统控制的弯管机。 4弯管机参数 弯管机主参数是弯管最大外径。 弯管机的主参数和基本参数应符合下表规定 弯管机的弯管外径范围为:当弯管最大外径小于114mm时,为至1倍的弯管最大半径;当弯管最大外径大于或等于114mm时,为至1倍的弯管最大半径。 结构件车间弯管机弯管参数: 5 结构件车间现有的弯管模具
金属煨管及弯管计算
金属煨管及弯管计算 一、弯管的一般知识 1)弯管的主要形式:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 图1-1弯管的主要形式 ①、弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的 弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较 平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 ②、来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端 中心线间的距离叫做来回弯的高度,用字母h表示。管道与不在同一 平面上的接点连接时,一般需采用来回弯。 ③、U形管是成正半圆形的管件。管子的两端中心线间的距离d等于两倍 弯曲半径R。U形管可代替两个90°弯头。 ④、弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成 135°。弧形弯管用于绕过其它管子。 2)弯管尺寸由管径、弯曲角度和弯曲半径三者确定。 ①、弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板 煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨 制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
②、弯管的弯曲半径既不能过大,也不能选得太小。因为弯曲半径过大, 不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此规定冷煨弯管的弯曲半径应不小于管子外径的4倍。 ③、弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、 管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。管壁减薄率可按下式进行计算: 010021????? ? ? ????? ? +- =W D R R A 式中A ——管子弯曲后外侧母线处管壁的减薄率(%); D W ——管子外径(mm); R ——弯管的弯曲半径(mm)。 (由上式可知,¢25的管子弯曲半径不得小于70 mm, ¢20的管子弯曲半径不得小于56 mm,但由于薄壁管一般达不到国标标准,所以该半径尺寸应放大一些) ④、弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面 由原来的圆形变成了椭圆形。弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm 时,椭圆率不得大于10%;管径小于或等于200mm 时,椭圆率不得大于8%。管道的椭圆率可按下式进行计算: 01 2 1100?-=d d d T 式中T ——椭圆率(%);
弯管参数计算及编程实现
弯管参数计算及编程实现 船舶软件建立三维管道模型后,需要自动生成管子加工信息,这样就提高了设计效率。其中弯管参数主要是下料长度,弯角和转角。 下料长度是由各管段实长,即管子中心线长度,减去弯管部分切线长再加上弯管部分。实长就是向量的模。 弯角用向量的点乘来求解,即余弦定理。 转角用向量的叉乘来求解,比用两面角的方法精度要高。因为向量叉乘运算时的数字运算比三角函数精度高点。 因为都是矢量代数运算,所以需要一个矢量类,类定义如下: 1: //------------------------------------------------------------------------------ 2: // Copyright (c) 2011 eryar All Rights Reserved. 3: // 4: // File : Vector.h 5: // Author : eryar@https://www.360docs.net/doc/629005693.html, 6: // Date : 2011-12-2 21:34 7: // Version : 1.0v 8: // 9: // Description : 10: // 11: //============================================================================== 12: 13: #ifndef _VECTOR_H_ 14: #define _VECTOR_H_ 15: 16: #pragma once 17: 18: #include