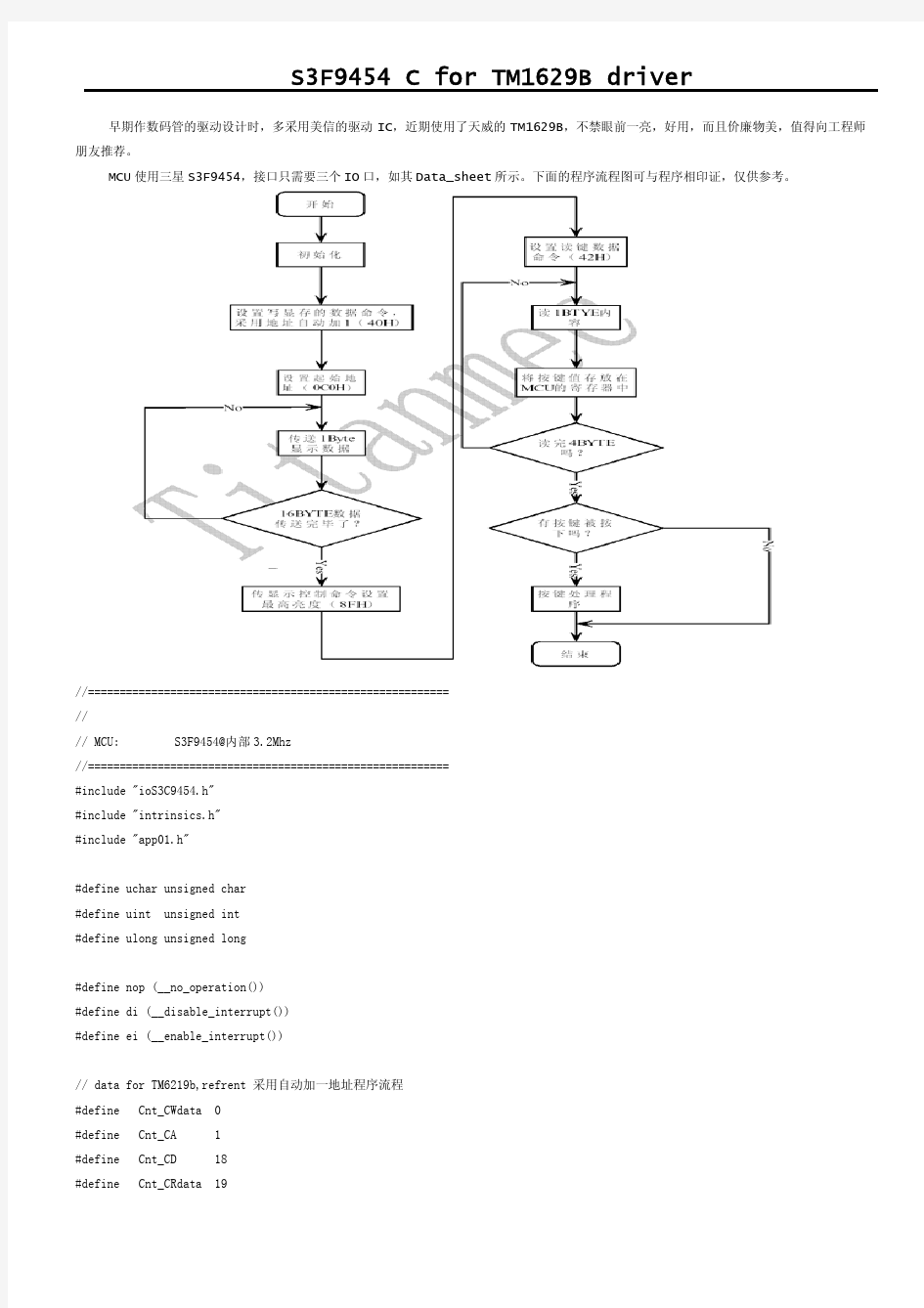
S3F9454 C for TM1629B driver
液晶屏驱动板原理维修代换方法
液晶屏驱动板的原理与维修代换方法 1、液晶屏驱动板的原理介绍 液晶屏驱动板常被称为A/D<模拟/数字)板,这从某种意义上反应出驱动板实现的主要功能所在。液晶屏要显示图像需要数字化过的视频信号,液晶屏驱动板正是完成从模拟信号到数字信号<或者从一种数字信号到另外一种数字信号)转换的功能模块,并同时在图像控制单元的控制下去驱动液晶屏显示图像。液晶显示器的驱动板如图1、图2所示。 图1 品牌液晶显示器采用的驱动板 图2部分液晶显示器采用的是通用驱动板 如图3所示,液晶屏驱动板上通常包含主控芯片、MCU微控制器、ROM存储器、电源模块、电源接口、VGA视频信号输入接口、OSD按键板接口、高压板接口、LVDS/TTL驱屏信号接口等部分。 液晶屏驱动板的原理框图如图4所示,从计算机主机显示卡送来的视频信
号,通过驱动板上的VGA视频信号输入接口送入驱动板的主控芯片,主控芯片根据MCU微控制器中有关液晶屏的资料控制液晶屏呈现图像。同时,MCU微控制器实现对整机的电源控制、功能操作等。因此,液晶屏驱动板又被称为液晶显示器的主板。 图3 驱动板上的芯片和接口 液晶屏驱动板损坏,可能造成无法开机、开机黑屏、白屏、花屏、纹波干扰、按键失效等故障现象,在液晶显示器故障中占有较大的比例。 液晶屏驱动板广泛采用了大规模的集成电路和贴片器件,电路元器件布局
紧凑,给查找具体元器件或跑线都造成了很大的困难。在非工厂条件下,它的可修性较小,若驱动板因为供电部分、VGA视频输入接口电路部分损坏等造成的故障,只要有电路知识我们可以轻松解决,对于那些因为MCU微控制器内部的数据损坏造成无法正常工作的驱动板,在拥有数据文件<驱动程序)的前提下,我们可以用液晶显示器编程器对MCU微控制器进行数据烧写,以修复固件损坏引起的故障。早期的驱动板,需要把MCU微控制器拆卸下来进行操作,有一定的难度。目前的驱动板已经普遍开始采用支持ISP<在线编程)的MCU微控制器,这样我们就可以通过ISP工具在线对MCU微控制器内部的数据进行烧写。比如我们使用的EP1112最新液晶显示器编程器就可以完成这样的工作。 图4 驱动板原理框图 在液晶显示器的维修工作中,当驱动板出现故障时,若液晶显示器原本就使用的是通用驱动板,就可以直接找到相应主板代换处理,当然,仍需要在其MCU中写入与液晶屏对应的驱动程序;若驱动板是品牌机主板,我们一般采用市场上常见的“通用驱动板”进行代换方法进行维修; “通用驱动板”也称“万能驱动板”。目前,市场上常见的“通用驱动板”有乐华、鼎科、凯旋、悦康等品牌,如图5所示,尽管这种“通用驱动板”所用元器件与“原装驱动板”不一致,但只要用液晶显示器编程器向“通用驱动板”写入液晶屏对应的驱动程序<购买编程器时会随机送液晶屏驱动程序光盘),再通过简单地改接线路,即可驱动不同的液晶屏,通用性很强,而且维修成本也不高,用户容易接受。
DF12型手扶拖拉机变速驱动系统设计
本科毕业设计 题目:DF12型手扶拖拉机变速驱动系统设计 学院: 姓名: 学号: 专业:机械设计制造及其自动化 年级: 指导教师:
摘要 随着变型运输拖拉机和农用运输车的发展,原来依靠农村运输业发展起来的小四轮拖拉机逐步转向田间地头。然而,目前小四轮拖拉机田间作业能力差,又没有很多配套的农业机械,农忙季节短,致使大量小四轮拖拉机一年中作业时间短,被迫长期闲置着。这影响了农村专业户的作业效益,也造成了不应该有的资源浪费。针对这些情况,我们在原有小四轮拖拉机的基础上稍微作些改动,使它的功能延伸。譬如可在原来小四轮拖拉机的基础上,改变座位、方向盘、离合、油门、刹车的方位,把拖拉机变成倒开式,在变速箱后安装挖掘装置、铲运装置或装载装置而成。 本次毕业设计是对机械专业学生在毕业前的一次全面训练,目的在于巩固和扩大学生在校期间所学的基础知识和专业知识,训练学生综合运用所学知识分析和解决问题的能力。是培养、锻炼学生独立工作能力和创新精神之最佳手段。毕业设计要求每个学生在工作过程中,要独立思考,刻苦钻研,有所创造的分析、解决技术问题。通过毕业设计,使学生掌握改造方案的拟定、比较、分析及进行必要的计算。 关键字:齿轮操纵机构轴轴承锁定机构
DESING of a CERTAIN TYPE of TRACTOR GEARBOX With variant transport tractors and agricultural the development of carriage car, depends on rural transportation industry to develop the small four-wheel tractor to field edge of a field. However, at present, small four-wheel the tractor field work ability is poor, and not many ancillary agricultural machinery, busy season is short, resulting in a large number of small four-wheel tractor year short operation time, forced long-term idle. The influence of rural specialist work benefit, also cause should not be some waste of resources. In light of these circumstances, we in the original small four-wheel tractor based on slightly to make some changes, make it functional extension. For example, in the original small four-wheel tractor based on, change seats, steering wheel, clutch, throttle, brake position, the tractor into inverted open, in a gearbox installed after digging device, lifting device or a loading device. The graduation design is about mechanical speciality students before graduation and a comprehensive training, purpose is to consolidate and expand the students learn the basic knowledge and professional knowledge, training students' comprehensive use of the knowledge the ability to analyze and solve problems. Is training, training students the ability to work independently and the spirit of innovation is the best means. Graduation design requirements of each student in the course of the work, we need to think independently, study assiduously, create somewhat analysis, solving technical problems. Through the graduation project, so that students master the transformation plan formulation, comparison, analysis and necessary calculation. Key words:Gear Manipulation of body Axis Bearing Locking mechanism
定时器C语言驱动
外部中断0电平触发 主程序 ------------------------------------------------*/ main() { P1=0x55; //P1口初始值 EA=1; //全局中断开 EX0=1; //外部中断0开 IT0=0; //电平触发 while(1) { //在此添加其他程序 } } /*------------------------------------------------ 外部中断程序 ------------------------------------------------*/ void ISR_Key(void) interrupt 0 using 1 { P1=~P1; } 名称:定时器0 sbit LED=P1^2; //定义LED端口 /*------------------------------------------------ 定时器初始化子程序 ------------------------------------------------*/ void Init_Timer0(void) { TMOD |= 0x01; //使用模式1,16位定时器,使用"|"符号可以在使用多个定时器时不受影响 TH0=0x00; //给定初值,这里使用定时器最大值从0开始计数一直到65535溢出TL0=0x00; EA=1; //总中断打开 ET0=1; //定时器中断打开 TR0=1; //定时器开关打开 } /*------------------------------------------------ 主程序 ------------------------------------------------*/ main() { Init_Timer0(); while(1);
连续驱动摩擦焊基本原理
连续驱动摩擦焊基本原理 1.焊接过程 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过 程结束。 对于直径为16mm的45号钢,在2000r/min转速、8.6MPa摩擦压力、0.7s摩擦时间和161MPa的顶锻压力下,整个摩擦焊接过程如图10所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。 (1)初始摩擦阶段(t1)此阶段是从两个工件开始接触的a点起,到摩擦加热功率显着增大的b 点止。摩擦开始时,由于工件待焊接表面不平,以及存在氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大。随着摩擦压力的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表 面温度将升到200~300℃左右。 在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高 的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象。塑性变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材也沿摩擦方向产生塑性变形。金属互相压入部分的挖掘,使摩擦界面出现同心圆痕迹,这样又增大了塑性变形。因摩擦表面不平,接触不连续,以及温度升高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金属氧化。但由于t1时间很知,摩擦表面的塑性变形和机械挖掘又可以破坏氧化膜,因此,对接头的影响不大。当焊件断面为实心圆时,其中心的相对旋转速度为零,外缘速度最大,此时焊接表面金属处于弹性接触状态,温度沿径向分布不均匀,摩擦压力在焊接表面上呈双曲线分布,中心压力最大,外缘最小。在压力和速度的综合影响下,摩擦表面的加热往往从距圆心半径2/3 左右的地方首先开始。 (2)不稳定摩擦阶段(t2)不稳定摩擦阶段是摩擦加热过程的一个主要阶段,该阶段从摩擦加热功率显着增大的b点起,越过功率峰值c点,到功率稳定值的d点为止。由于摩擦压力较初始摩擦阶段增大,相对摩擦破坏了焊接金属表面,使纯净的金属直接接触。随着摩擦焊接表面的温度升高,金属的强度有所降低,而塑性和韧性却有很大的提高,增大了摩擦焊接表面的实际接触面积。这些因素都使材料的摩擦系数增大,摩擦加热功率迅速提高。当摩擦焊接表面的温度继续增高时,金属的塑性增高,而强度和韧性都显着下降,摩擦加热功率也迅速降低到稳定值d点。因此,摩擦焊接的加热功率和摩擦扭矩都在c点呈现出最大值。在45号钢的不稳定摩擦阶段,待焊表面的温度由200~300℃升高到1200~1300℃,而功率峰值出现在600~700℃左右。这时摩擦表面的机械挖掘现象减少,振动降低,表面逐渐平整,开始产生金属的粘结现象。高温塑性状态的
段码LCD液晶屏驱动方法
段码LCD液晶屏驱动方法 生活中小电器见到最多的lcd模组就是段码lcd液晶屏,段码lcd有普通的数码管的特征,又有点阵LCD的特征,固定的图形,优点是省成本而有好看,那么段码LCD液晶屏是怎么驱动的呢?下面我们就来简单了解一下: 首先,不要以为用单片机来驱动就以为段码屏是直流驱动的,其实,段码屏是交流驱动,什么是交流?矩形波,正弦波等。大家可能会经常用驱动芯片来玩,例 如HT1621等,但是有些段式屏IO口比较少,或者说IO口充足的情况下,也可以省去写控制器的驱动了。与单片机接口方便,而后者驱动电流小,功耗低、寿命长、字形美观、显示清晰、视角大、驱动方式灵活、应用广泛【1】。但在控制上LCD较复杂,因为LCD电极之间的相对电压直流平均值必须为0【2】,否则易引起LCD氧化,因此LCD不能简单地用电平信号控制,而要用一定波形的方波序列来控制。LCD显示有静态和时分割两种方式,前者简单,但是需要较多的口线;后者复杂,但所需口线较少,这两种方式由电极引线的选择方式确定。下面以电子表的液晶显示为例,小时的高位同时灭或亮,分钟的高位在显示数码1~5时,其顶部和底部也是同时灭或亮,两个dot点也是同时亮或灭,其驱动方式是偏置比为1/2的时分割驱动,共有11个段电极和两个公共电极。 但是,IO模拟驱动段式液晶有一个前提条件,就是IO必须是三态, 为什么?下面我们一起细细道来: 第一步,段码式液晶屏的重要参数:工作电压,占空比,偏压比。这三个参数非常重要,必须都要满足。 第二步,驱动方式:根据LCD 的驱动原理可知,LCD 像素点上只能加上AC 电压,LCD 显示器的对比度由COM脚上的电压值减去SEG 脚上的电压值决定,当这个电压 差大于 LCD 的饱和电压就能打开像素点,小于LCD 阈值电压就能关闭像素点,LCD 型MCU 已经由内建的LCD 驱动电路自动产生LCD 驱动信号,因此只要I/O 口能仿真输出该驱动信号,就能完成 LCD 的驱动。 段码式液晶屏幕主要有两种引脚,COM,SEG,跟数码管很像,但是,压差必须是交替变化,例如第一时刻是正向的3V,那么第二时刻必须是反向的3V,注意一点,如果 给段码式液晶屏通直流电,不用多久屏幕就会废了,所以千万注意。下面我们来考虑如何模拟COM口的波形,以1/4D,1/2B为例子: 只要模拟出以上波形,液晶屏已经成功了一大半了。 1. void display_sub(u8 y) //lcd display subroutine 2. { 3. switch(y) //4*com,VDD and -VDD LCD display,so 8 timebase interrupt one sacn period 4. { 5. case 1: 6. {com1_output_high();break;} 7. case 2: 8. {com1_output_low();break;} 9. case 3: 10. {com2_output_high();break;}
连续驱动摩擦焊机 C
连续驱动摩擦焊机C-1摩擦焊机 发布时间:2010-08-25 07:42:09 查看:84次字体:【大中小】 C-1摩擦焊机
标签:驱动摩擦焊 连续驱动摩擦焊机C-20A-2摩擦焊机发布时间:2010-08-25 07:36:55 查看:96次字体:【大中小】 C-20A-2摩擦焊机 标签:驱动摩擦焊 惯性驱动摩擦焊机CG-1摩擦焊机发布时间:2010-08-25 07:25:18 查看:107次字体:【大中小】 CG-1摩擦焊机
惯性驱动摩擦焊机CG-250-J摩擦焊机发布时间:2010-08-25 07:22:53 查看:76次字体:【大中小】 CG-250-J摩擦焊机
惯性驱动摩擦焊机CG-400-J摩擦焊机 发布时间:2010-08-25 07:23:30 查看:103次字体:【大中小】 CG-400-J摩擦焊机 惯性驱动摩擦焊机CG-200-J摩擦焊机发布时间:2010-08-25 07:23:59 查看:81次字体:【大中小】 CG-200-J摩擦焊机
惯性驱动摩擦焊机CT-25摩擦焊机 发布时间:2010-08-25 07:24:25 查看:93次字体:【大中小】 CT-25摩擦焊机
惯性驱动摩擦焊机CG-6.3摩擦焊机 发布时间:2010-08-25 07:24:52 查看:86次字体:【大中小】 CG-6.3摩擦焊机 C20A摩擦焊机说明: 主机结构简介: 本焊机包括主机、液压、电气和润滑系统四部分,主机由床身、主轴箱、滑架、主没缸、夹具等主要部件组成。 主轴箱是重要部件之一,固定在铸造床身的左端,主轴用滚动轴承支承在箱体上,主轴上的四个8317单向推力球轴承组成二个串联轴承组,承受焊接过程中摩擦和顶锻压力,主轴的启动旋转和制动借助于片式离合器来实现,离合器由液压缸来驱动,当离合器与皮带轮(用滚动轴承支承在主轴上)接合时,旋转无能运动便通过可以在主轴上滑动的花键套传给了主轴,使主轴转动。当离合器和皮带轮脱开切断主轴旋转的动力,而与固定在主轴箱体上的摩擦片接合时,主轴被制动(如果液压系统调到先顶锻后制动时则施于工件的顶锻力,加速了主轴的制动)。皮带轮在生产的过程中始终不停的转动。它由八根B型三角带由主电机的皮带轮驱动。主电机安装在可调电机底板上,调节底板的张紧螺钉改变两皮带轮的中心距,便可调整皮带的张紧程度。 主轴箱通过二根导杠与床身右端的主没缸支座牢固的连接在一起,主轴箱的结构见下图: 主没缸的作用是带动与活塞杆连接的滑架实现进退运动,向前运动时,进行摩擦和顶锻加压。滑架体用四个可调铜套支承在导杠上,其结构见下图:
3.5寸液晶屏驱动板说明书
3.5央寸显示屏驱动板技术说明 .系统规格: 输入电源:USB接口DC5V,内置电池供电 驱动显示屏: 3.5英寸TFT显示屏320*240像素(具体型号由乙方来推荐,甲方来确认的。)USB 接口:MINI USB 接口1.1 信号输入输出接口:AV输入(指定摄像头信号)/ AV输出与摄像头同制式 充电接口:锂聚合物充电电池(3.7V ),支持给电池充电。 储存媒介:SD卡(最大容量4G ) 压缩格式:MPEG4 图像存储格式:JPEJ(640*480) 视频录制格式:ASF(320*240) 语言:英语+(任意一种语言) 工作温度:-10-70 度。 充电环境温度:0-40 度 .驱动板结构: 尺寸:105*75MM 接口:(以下接口由甲方提供结构尺寸或者模具,参考板。)
1 : SD存储卡接口; 2 :充电接口,给3.7V锂电池充电。(外接口,和手机充电接口一样) 3 :电源开关(用逻辑电平控制),电源开关与手机模式一样(常按键5秒开机),电源 开关要切断总电源,或者打开总电源。(6*6的按纽开关键,) 4 :供电接口,3.7V锂电池供电接口。(这个接口是电源座,把 3.7V的锂电池接到驱动板上,电源座子是3针,1.25,锂电池连同摄像头一起给你)。 5 : USB接口。与电脑连接,可以直接读取SD卡信息,也可给锂电池充电。 6 : AV输出口,由我CMOS摄像头输入的AV信号,可以直接连接其它显示器上的。例 如电视。(样板上已经有了) 7 : AV输入口视频/电源接口。(2.54间距,5针插头。) 由我CMOS模组提供的AV(模拟信号)。电源接口是提供我CMOS驱动板的3.3V电 源。(总电流连同LED灯80-100mA ) 8 :按键接口,数字按钮,低电平触发。(按钮我CMOS驱动板已经做好了,不需要确 定,只需要接口就可以,后一个没有器件的样板上有接口,接口按键是0电平有触发,) 线路板背面需要一个系统复位按钮,具体位置与样板相同。 长按电源按钮3-5秒开机,操作完毕后,长按3-5秒,关机。 开机显示公司商标信息,图片,开机后处于预览模式中。(商标信息随后给你) 9 : 3.5寸屏接口。(请注意液晶屏摆放位置,方向) 10 : SD卡接口,USB接口,AV输出接口,充电接口的位置以及线路板大小,厚度, 定位螺丝孔位置均参照甲方所提供的样品。
电动车辆无级变速驱动系统、变速控制系统及方法与设计方案
一种电动车辆技术领域的电动车辆无级变速驱动系统、变速控制系统及方法,包括:第一驱动电机、行星轮系、第二驱动电机和第三输出机构,其中,行星轮系设有齿圈、行星支架、太阳轮和若干行星齿轮,行星齿轮周向均布在行星支架上,行星支架和齿圈之一与第二驱动电机的输出轴啮合、另一与第三输出机构啮合,齿圈与行星齿轮啮合,太阳轮与第一驱动电机输出端连接并与行星齿轮啮合。本技术采用行星减速机构,通过第二驱动电机带动行星支架或者齿圈的转动达到所需要的减速比,完成电动车的无级变速,实现换挡自动化。 技术要求 1.一种电动车辆无级变速驱动系统,其特征在于,包括:第一驱动电机、行星轮系、第二驱动电机和第三输出机构,其中:行星轮系设有齿圈、行星支架、太阳轮和若干行星齿轮,行星齿轮周向均布在行星支架上,行星支架和齿圈之一与第二驱动电机的输出轴啮合、另一与第三输出机构啮合,齿圈与行星齿轮啮合,太阳轮与第一驱动电机输出端连 接并与行星齿轮啮合。 2.根据权利要求1所述的电动车辆无级变速驱动系统,其特征是,所述的齿圈、行星支架和太阳轮均套设在主轴上。 3.根据权利要求1所述的电动车辆无级变速驱动系统,其特征是,所述第三输出机构设有轮轴,所述的轮轴与电动车辆的驱动轴固定连接。 4.根据权利要求2所述的电动车辆无级变速驱动系统,其特征是,所述的第一驱动电机包括转子总成和绕线定子,其中,转子总成设有转子内衬套,转子内衬套一端固定有太阳轮。 5.根据权利要求2所述的电动车辆无级变速驱动系统,其特征是,所述第一驱动电机的输出端与太阳轮通过减速机构相连,所述的减速机构为皮带、链条、齿轮传动机构中任意 一种。
6.一种应用于上述任一权利要求所述电动车辆无级变速驱动系统的变速控制系统,其特征在于,包括:行车电脑、制动传感器、变速传感器、第一驱动电机控制单元、第二驱动电机控制单元、第一转速传感器和第二转速传感器,其中, 制动传感器与行车电脑相连并输出制动信号; 变速传感器与行车电脑相连并输出加速信号或减速信号; 行车电脑与第一驱动电机控制单元、第二驱动电机控制单元相连并传输两驱动电机的控制信息; 第一转速传感器与行车电脑相连并输出第一驱动电机转速信息; 第二转速传感器与行车电脑相连并输出第二驱动电机转速信息。 7.根据权利要求6所述电动车辆无级变速驱动系统的变速控制系统,其特征在于,所述的变速控制系统还包括:第一电流传感器、第二电流传感器、第一电压传感器、第二电压传感器、第一扭矩传感器和第二扭矩传感器,其中, 第一扭矩传感器与行车电脑相连并输出第一驱动电机扭矩信息; 第二扭矩传感器与行车电脑相连并输出第二驱动电机扭矩信息; 第一电流传感器、第一电压传感器与第一驱动电机控制单元相连并分别输出第一驱动电机的输入电流和输入电压信息; 第二电流传感器、第二电压传感器与第二驱动电机控制单元相连并分别输出第二驱动电机的输入电流和输入电压信息。 8.一种基于权利要求6或7所述变速控制系统的电动车辆变速控制方法,其特征在于,包括以下步骤: S1,首先判断输入信号是否为制动信号,若为制动信号,则第一驱动电机和第二驱动电机停转,电动车辆停车,否则判断为变速信号;
AT89C51单片机驱动128x64液晶显示C语言
AT89C51单片机驱动128x64液晶显示C语 言 /************************************************ ******************* AT89C51单片机驱动128x64液晶显示C语言 ************************************************* ***************/ #include; #define uchar unsigned char /***************************************** 电路连接 P1------DB0~DB7 P2.0------RS P2.1------RW P2.2------E *****************************************/ #define LCD_DB P1 #define uchar unsigned char #define uint unsigned int sbit LCD_RS=P2^0;
sbit LCD_RW=P2^1; sbit LCD_E=P2^2; uchar code kk[] = { //"陕", 0xFE,0x82,0x1A,0xE6,0x4C,0x74,0x44,0xFF, 0x64,0x5C,0x46,0x44,0x0F,0x00,0x01,0x08, 0x08,0x04,0x03,0x00,0x01,0x02,0x04,0x08}; uchar code xi[]={//"西", 0x02,0xFA,0x0A,0x8A,0x7E,0x0A,0x0A,0xFE, 0x8A,0x8A,0xFB,0x02,0x00,0x0F,0x05,0x04, 0x04,0x04,0x04,0x04,0x04,0x04,0x0F,0x00}; uchar code dian[]={//"电", 0x00,0xFC,0x24,0x24,0x24,0xFF,0x24,0x24, 0x24,0xFE,0x04,0x00,0x00,0x01,0x01,0x01,
摩擦焊
摩擦焊原理简介
连续驱动摩擦焊基本原理 1.焊接过程 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。 对于直径为16mm的45号钢,在2000r/min转速、8.6MPa摩擦压力、0.7s摩擦时间和161MPa的顶锻压力下,整个摩擦焊接过程如图10所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。 (1)初始摩擦阶段(t1)此阶段是从两个工件开始接触的a点起,到摩擦加
热功率显著增大的b点止。摩擦开始时,由于工件待焊接表面不平,以及存在 氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大。随着摩擦压力 的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表面温度将升到200~ 300℃左右。 在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高 的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象。塑性 变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材 也沿摩擦方向产生塑性变形。金属互相压入部分的挖掘,使摩擦界面出现同心 圆痕迹,这样又增大了塑性变形。因摩擦表面不平,接触不连续,以及温度升 高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金 属氧化。但由于t1时间很知,摩擦表面的塑性变形和机械挖掘又可以破坏氧化 膜,因此,对接头的影响不大。当焊件断面为实心圆时,其中心的相对旋转速 度为零,外缘速度最大,此时焊接表面金属处于弹性接触状态,温度沿径向分 布不均匀,摩擦压力在焊接表面上呈双曲线分布,中心压力最大,外缘最小。 在压力和速度的综合影响下,摩擦表面的加热往往从距圆心半径2/3左右的地方 首先开始。 (2)不稳定摩擦阶段(t2)不稳定摩擦阶段是摩擦加热过程的一个主要阶段, 该阶段从摩擦加热功率显著增大的b点起,越过功率峰值c点,到功率稳定值 的d点为止。由于摩擦压力较初始摩擦阶段增大,相对摩擦破坏了焊接金属表 面,使纯净的金属直接接触。随着摩擦焊接表面的温度升高,金属的强度有所 降低,而塑性和韧性却有很大的提高,增大了摩擦焊接表面的实际接触面积。 这些因素都使材料的摩擦系数增大,摩擦加热功率迅速提高。当摩擦焊接表面 的温度继续增高时,金属的塑性增高,而强度和韧性都显著下降,摩擦加热功 率也迅速降低到稳定值d点。因此,摩擦焊接的加热功率和摩擦扭矩都在c点 呈现出最大值。在45号钢的不稳定摩擦阶段,待焊表面的温度由200~300℃升 高到1200~1300℃,而功率峰值出现在600~700℃左右。这时摩擦表面的机械 挖掘现象减少,振动降低,表面逐渐平整,开始产生金属的粘结现象。高温塑 性状态的局部金属表面互相焊合后,又被工件旋转的扭力矩剪断,并彼此过渡。 随着摩擦过程的进行,接触良好的塑性金属封闭了整个摩擦面,并使之与空气 隔开。 (3)稳定摩擦阶段(t3)稳定摩擦阶段是摩擦加热过程的主要阶段,其范围 从摩擦加热功率稳定值的d点起,到接头形成最佳温度分布的e点为止,这里
液晶屏驱动方法
心之所向,所向披靡 0802字符型液晶显示模块 外形尺寸:PCB外形:40*30.5毫米液晶屏金属黑框:38*23.5毫米 0802采用标准的16脚接口,其中: 第1脚:VSS为地电源 第2脚:VDD接5V正电源 第3脚:V0为液晶显示器对比度调整端,接正电源时对比度最弱,接地电源时对比度最高,对比度过高时会产生“鬼影”,使用时可以通过一个10K的电位器调整对比度 第4脚:RS为寄存器选择,高电平时选择数据寄存器、低电平时选择指令寄存器。 第5脚:RW为读写信号线,高电平时进行读操作,低电平时进行写操作。当RS和RW共同为低电平时可以写入指令或者显示地址,当RS为低电平RW为高电平时可以读忙信号,当RS为高电平RW为低电平时可以写入数据。 第6脚:E端为使能端,当E端由高电平跳变成低电平时,液晶模块执行命令。 第7~14脚:D0~D7为8位双向数据线。 第15~16脚:空脚(背光)
0802液晶模块内部的字符发生存储器(CGROM)已经存储了160个不同的点阵字符图形,如表1所示,这些字符有:阿拉伯数字、英文字母的大小写、常用的符号、和日文假名等,每一个字符都有一个固定的代码,比如大写的英文字母“A”的代码是01000001B(41H),显示时模块把地址41H中的点阵字符图形显示出来,我们就能看到字母“A” 1602液晶模块内部的控制器共有11条控制指令,如表2所示, 它的读写操作、屏幕和光标的操作都是通过指令编程来实现的。(说明:1为高电平、0为低电平)指令1:清显示,指令码01H,光标复位到地址00H位置 指令2:光标复位,光标返回到地址00H 指令3:光标和显示模式设置 I/D:光标移动方向,高电平右移,低电平左移S:屏幕上所有文字是否左移或者右移。高电平表示有效,低电平则无效 指令4:显示开关控制。D:控制整体显示的开与关,高电平表示开显示,低电平表示关显示 C:控制光标的开与关,高电平表示有光标,低电平表示无光标B:控制光标是否闪烁,高电平闪烁,低电平不闪烁 指令5:光标或显示移位S/C:高电平时移动显示的文字,低电平时移动光标 指令6:功能设置命令DL:高电平时为4位总线,低电平时为8位总线 N:低电平时为单行显示,高电平时双行显示 F:低电平时显示5x7的点阵字符,高电平时显示5x10的点阵字符(有些模块是DL:高电平时为8位总线,低电平时为4位总线) 指令7:字符发生器RAM地址设置 指令8:DDRAM地址设置 指令9:读忙信号和光标地址BF:为忙标志位,高电平表示忙,此时模块不能接收命令或者数据,如果为低电平表示不忙。 指令10:写数据 指令11:读数据 0802液晶显示模块可以和单片机AT89C51直接接口,电路如图1所示。 液晶显示模块是一个慢显示器件,所以在执行每条指令之前一定要确认模块的忙标志为低电平,表示不忙,否则此指令失效。要显示字符时要先输入显示字符地址,也就是告诉模块在哪里显示字符,表3是0802的内部显示地址. 比如第二行第一个字符的地址是40H,那么是否直接写入40H就可以将光标定位在第二行第一个字符的位置呢?这样不行,因为写入显示地址时要求最高位D7恒定为高电平1所以实际写入的数据应该是01000000B(40H)+10000000B(80H)=11000000B(C0H) 以下是在液晶模块的第二行第一个字符的位置显示字母“A”的程序: ORG 0000H RS EQU P3.7;确定具体硬件的连接方式 RW EQU P3.6 ;确定具体硬件的连接方式 E EQU P3.5 ;确定具体硬件的连接方式 MOV P1,#00000001B;清屏并光标复位 ACALL ENABLE;调用写入命令子程序 MOV P1,#00111000B ;设置显示模式:8位2行5x7点阵 ACALL ENABLE ;调用写入命令子程序 MOV P1,#00001111B;显示器开、光标开、光标允许闪烁 ACALL ENABLE ;调用写入命令子程序 MOV P1,#00000110B;文字不动,光标自动右移 ACALL ENABLE ;调用写入命令子程序 MOV P1,#0C0H;写入显示起始地址(第二行第一个位置) ACALL ENABLE ;调用写入命令子程序 MOV P1,#01000001B ;字母A的代码
一种通用的LCD显示屏驱动程序
一种通用的LCD显示屏驱动程序 摘要:本文介绍了一种通用的LCD显示电路,并以PIC16F873芯片设计出了结合硬件的较为通用的驱动程序。 LCD显示屏具有体积小、重量轻、耗电低、显示内容丰富、易于定制、使用寿命长等优点,被广泛用于仪器仪表、家电、控制产品等诸多领域。根据不同的LCD显示屏其驱动程序分为静态驱动和动态驱动。因为动态驱动比静态驱动占用的芯片硬件资源少、驱动电路简单等特点而成为LCD驱动的主流。本文正是采用动态驱动方式,以Microchip公司的PIC16F873芯片,设计出一种较为通用的LCD显示电路及其LCD显示的相应驱动程序,目的在于减少研发人员的工作量,避免不必要的重复性工作。 1.LCD显示的硬件电路 为了达到动态显示的目的,在电路中使用了三个移位计数器,其中两个用于LCD显示,一个用于控制LED双色灯显示,显示部分共占用PIC16F873芯片6个I/O口,分别为RC0、RC1、RC2、RC3、RC4、RC5。可以实现控制的显示笔划位数达48个,如图1所示。其中RC3、RC5配合产生移位输入信号,RC0、RC1、RC2、RC4配合控制背电极(COM0、COM1、COM2)。当背电极COM0、COM1、COM2与笔画电极(由移位计数器输出)之间的电势差达到5V时,对应的笔画就显示,否则不显示。为了延长液晶显示屏的寿命,通常间隔交换背电极与笔画电极的电位。例如,当要COM0显示的时候可以使得RC0、RC1为5V,RC2、RC4为0V,这样COM0电压为5V,COM1、COM2电压为2.5V,然后RC0、RC1为0V,RC2、RC4为5V,这样COM0电压为0V,COM1、COM2电压为2.5V。达到显示目的。 2.驱动波形 在电路中使用RC3为时钟输入端,RC5作为数据输入端进行主同步串行。当要输入COM0行上的数据是1000 1010 1100 0100时,其驱动波形如图2所示。在正向输出(COM0端为低电平)结束后,进行反向输出(COM0端为高电平)。图3为一个完整显示周期内COM0、COM1、COM2的波形变化。 3.LCD软件显示程序 本文以PIC16F873为芯片,采用PIC汇编语言,在MAPLAB-ICD开发器上实现。程序包括移位输入数据子程序、显示矩阵校正程序、LCD显示输出程序,具体流程如图4。其中显示校正程序是将自己定义的单元值与LCD显示矩阵的值对应;移位输入数据子程序是将校正好的数据移位输入到LCD的笔画电极;LCD显示输出程序则调用移位计数器把数据转换成正确的显示结果。在本刊的网站上给出了源程序,其中,移位输入数据子程序请参照源代码(a);显示矩阵校正程序请参照源代码(b);LCD显示输出程序请参照源代码(c)。
lcd1602C语言驱动
/*LCD1602 驱动程序 */ display (行号,数据指针) displayUser (行号,列号,字符/字符串) Ddisplay (行号、列号、字符/字符串) Fldisplay (行号、列号、字符/字符串) /* 声明代码(放工程中需要包含的自定义头文件中) void delay(unsigned char n); void init(); void display(unsigned char a,unsigned char table[]); void write_date(uchar); void write_command(uchar); void displayUser(unsigned char hang,unsigned lie,unsigned char table[]); void Ddisplay(unsigned char hang,unsigned lie,unsigned char table[]); void Fldisplay(unsigned char hang,unsigned lie,unsigned char table[]); */ #include
段码LCD液晶屏驱动方法
TFT液晶屏:https://www.360docs.net/doc/6b15736738.html, 段码LCD液晶屏驱动方法 段码LCD液晶屏驱动方法 首先,不要以为用单片机来驱动就以为段码屏是直流驱动的,其实,段码屏是交流驱动,什么是交流?矩形波,正弦波等。大家可能会经常用驱动芯片来玩,例如HT1621等,但是有些段式屏IO口比较少,或者说IO口充足的情况下,也可以省去写控制器的驱动了。与单片机接口方便,而后者驱动电流小,功耗低、寿命长、字形美观、显示清晰、视角大、驱动方式灵活、应用广泛。但在控制上LCD较复杂,因为LCD 电极之间的相对电压直流平均值必须为0,否则易引起LCD氧化,因此LCD不能简单地用电平信号控制,而要用一定波形的方波序列来控制。 LCD显示有静态和时分割两种方式,前者简单,但是需要较多的口线;后者复杂,但所需口线较少,这两种方式由电极引线的选择方式确定。下面以电子表的液晶显示为例,小时的高位同时灭或亮,分钟的高位在显示数码1~5时,其顶部和底部也是同时灭或亮,两个dot点也是同时亮或灭,其驱动方式是偏置比为1/2的时分割驱动,共有11个段电极和两个公共电极。但是,IO模拟驱动段式液晶有一个前提条件,就是IO必须是三态,为什么? 下面我们一起细细道来: 第一步,段码式液晶屏的重要参数:工作电压,占空比,偏压比。这三个参数非常重要,必须都要满足。 第二步,驱动方式:根据LCD的驱动原理可知,LCD像素点上只能加上AC电压,LCD显示器的对比度由COM脚上的电压值减去SEG脚上的电压值决定,当这个电压差大于LCD的饱和电压就能打开像素点,小于LCD阈值电压就能关闭像素点,LCD型MCU已经由内建的LCD驱动电路自动产生LCD驱动信号,因此只要I/O口能仿真输出该驱动信号,就能完成LCD的驱动。 段码式液晶屏幕主要有两种引脚,COM,SEG,跟数码管很像,但是,压差必须是交替变化,例如第一时刻是正向的3V,那么第二时刻必须是反向的3V,注意一点,如果给段码式液晶屏通直流电,不用多久屏幕就会废了,所以千万注意。下面我们来考虑如何模拟COM口的波形,以1/4D,1/2B为例子:
isd1700C语言程序(驱动)
#include
sbit MISO = P0^0; sbit LED1=P1^0; sbit LED2=P1^7; void delay(uint t) { uchar j=0; while(t--) for(j=0;j<100;j++); } uchar spio(uchar BUF_ISD) //shaoliang { uchar i,dat=BUF_ISD; SCLK=1; SS=0; for(i=0;i<8;i++) { SCLK=0; _nop_(); _nop_(); if(dat&0X01) MOSI=1; else MOSI=0; dat>>=1;