端面槽切削循环G74及实图编程实例
端面槽切削循环
指令格式为:
G74 R____;
G74 X(U) ____ Z(W) ____ P____ Q____ F____;
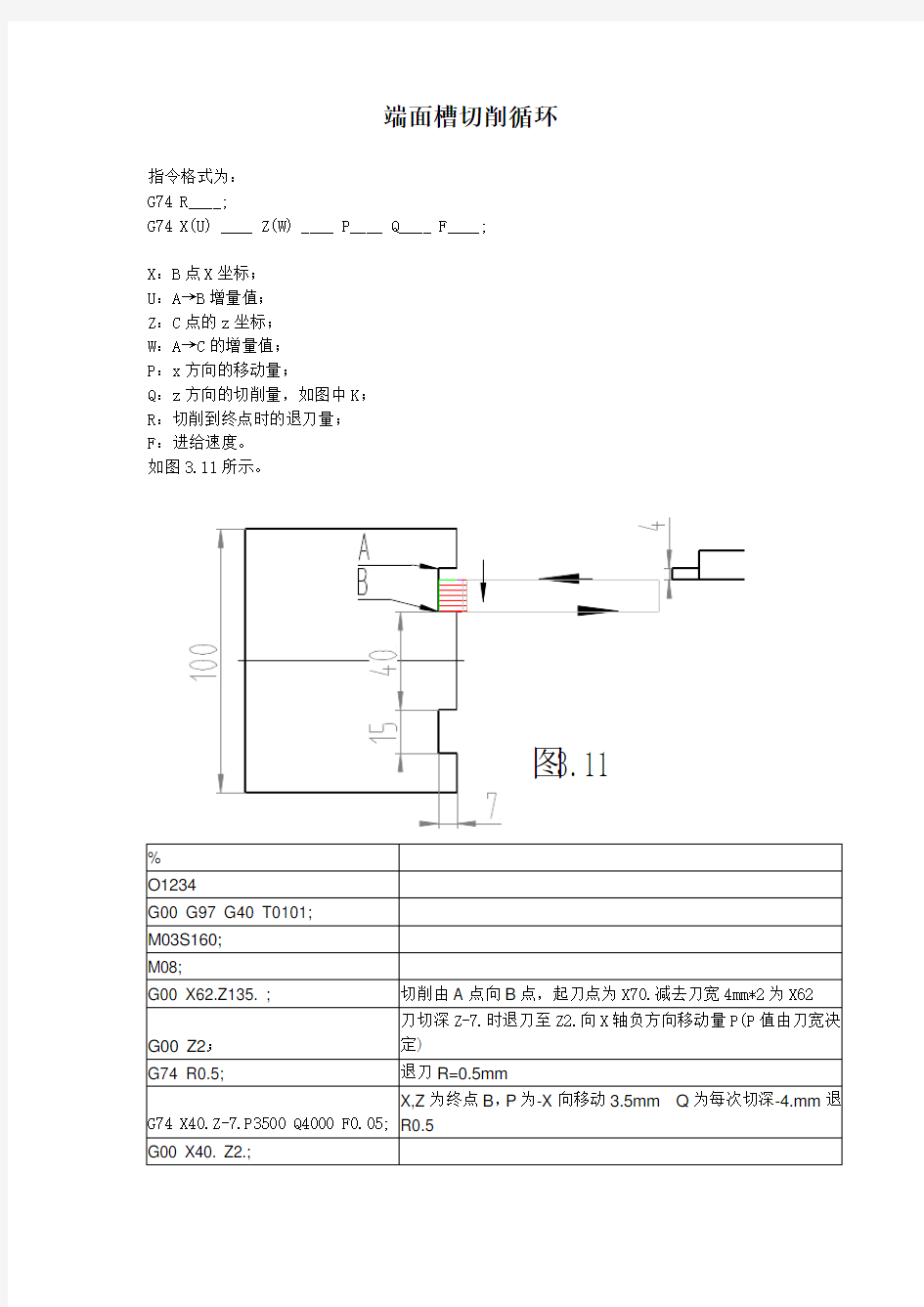
X:B点X坐标;
U:A→B增量值;
Z:C点的z坐标;
W:A→C的增量值;
P:x方向的移动量;
Q:z方向的切削量,如图中K;
R:切削到终点时的退刀量;
F:进给速度。
如图3.11所示。
图3.11
%
O1234
G00 G97 G40 T0101;
M03S160;
M08;
G00 X62.Z135. ; 切削由A点向B点,起刀点为X70.减去刀宽4mm*2为X62
G00 Z2.;刀切深Z-7.时退刀至Z2.向X轴负方向移动量P(P值由刀宽决定)
G74 R0.5; 退刀R=0.5mm
G74 X40.Z-7.P3500 Q4000 F0.05; X,Z为终点B,P为-X向移动3.5mm Q为每次切深-4.mm退R0.5
G00 X40. Z2.;
G00 Z135.
G28 U0. W0.; M01 M09;
M30;
%
相关主题