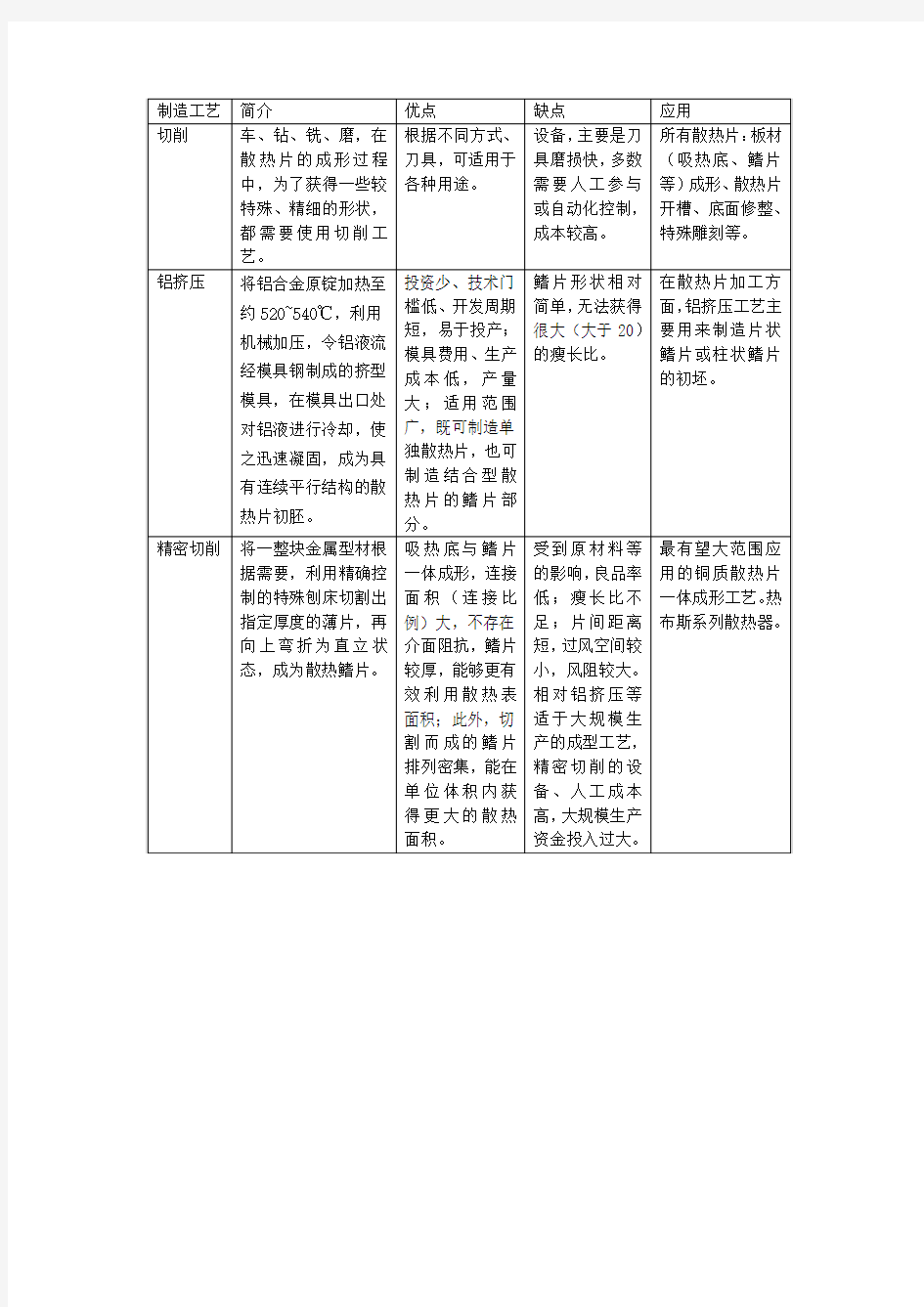
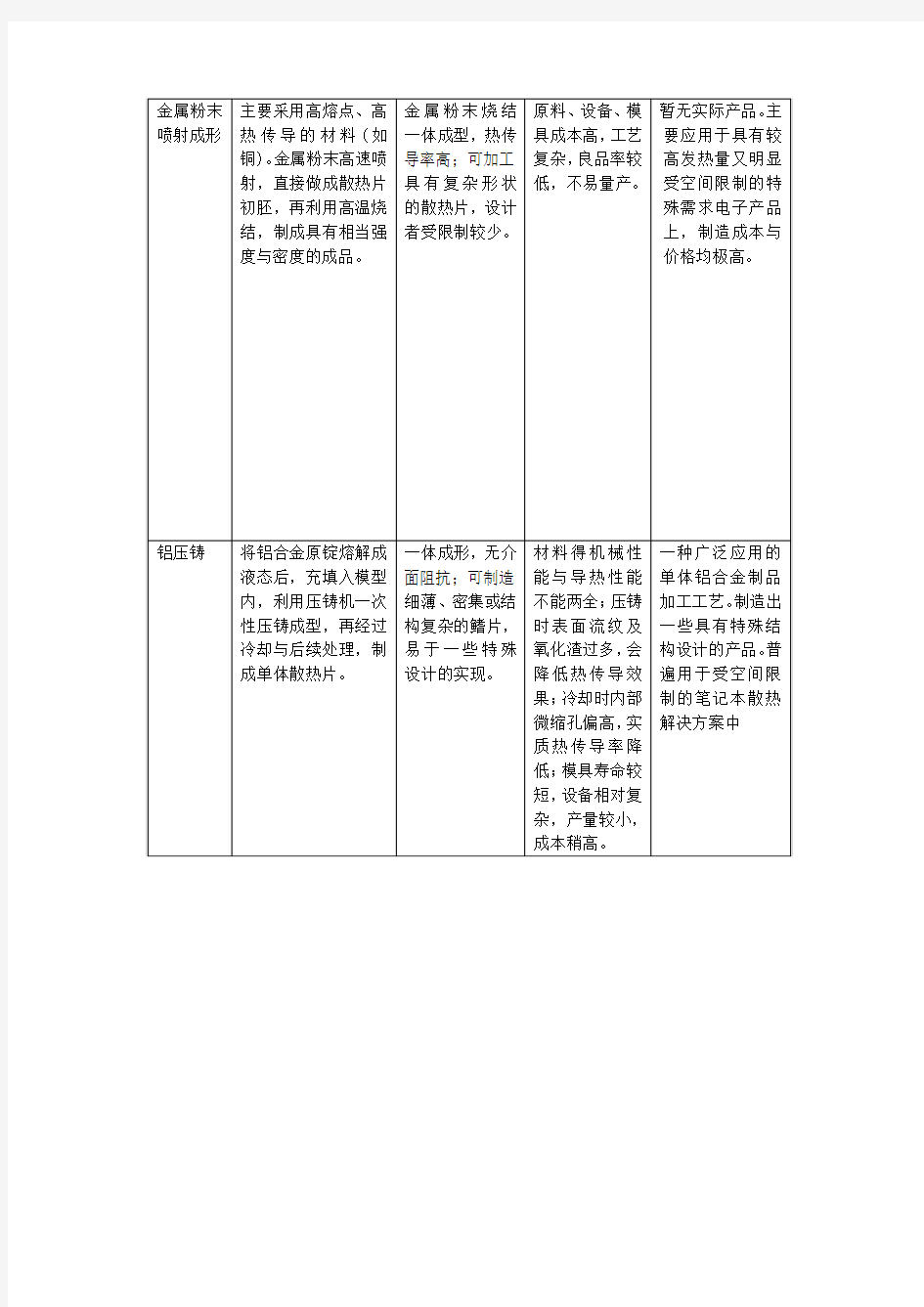
散热器(片)制造工艺简介
(完整版)汽车散热器生产工艺及汽车散热器报价方法
培训提纲 培训内容提纲 1、行业简介,公司简介,公司的基础架构。人员简介,生产设备等简介。 2、目录书的阅读方法 3、公司产品的构成。(水箱,主边板,水室,机冷,芯体,暧风) 4、生产流程,操作规程 5、安全生产。设备操作,消防安全。 6、品质检验标准 目的与要求: 一、 1、让参训人员了解公司的历程及构架,水箱的甚础知识。 2、让参训人员熟习水箱的结构和品质。 3、懂得生产流程及操作规程,懂得一台产品的制造过程。 二、重点: 1、水箱工作原理,构成知识; 2、制造流程及制造过程中可能出现的品质问题及解决方法; 3、报价方法(成本计算方法)(对象:销售人员)。 三、方法:采用理论讲解、样品展示、分解说明等方式。 四、内容: 1. 水箱工作原理
汽车水箱又称散热器,是汽车冷却系统中主要机件。其功用是散发热 量,冷却水在水套中吸收热量,流到散热气后将热量散去,再回到水 套内而循环不断。 汽车水箱主要是由散热器芯体、水管、散热空气叶片、上水室及下水 室等组合而成,上水室在散热器上,由芯体将上水室与散热器下面之 水室相连通,热水由上而下流到下水箱时变为温水,散热空气叶片则 构成孔道,由风扇的抽吸及车子前进行驶时的相对风速,使大量的冷 空气经空气孔道,将流经水管中冷却水的热量吸收,再发散于大气中 冷却系统的功用是将引擎中多余而无用的热量,从引擎中散发出去, 使引擎在各种速率或行驶状况下均能保持在正常温度下运作。 2. 水箱构成 水箱 (芯体,水室,附件,包装) 材质 泡沫 珍珠泡沫 A b .扁管 带复合&不带复合层 ? c .网带 不带复合&带复合层 a.上下水室 PA66 5.机冷 全铝、全铜、铜铝 c .胶条 三元乙丙 扌外侧板 铁、铝 .b ?挂耳 铁、铝 /A.芯体 J .水室 C .附件 a .主板,边板 4343/3003/7072
产品生产工艺说明
单体支柱及铰接顶梁产品说明 1、单体支柱加工工艺: 我们公司生产的单体液压支柱加工系统主要为: A: 热处理采用中频炉调质。优点是通过这种加工工艺能够保证整个油缸、活柱、柱头硬度均匀,保持每个点都在图纸要求之内。B: 油缸内孔和活柱的外表面均采用滚挤压。这种加工工艺能够保证加工表面的加工精度,致密性更强,有利于增强电镀的附着力。80%的工艺采用数控车床加工来保证精度和同轴度。 C:焊接:我们油缸体的焊接采用摩擦焊,优点是要比普通焊接强度焊接工艺高2倍以上。 D:电镀:电镀工艺采用的是美国化学沉积技术,该技术防腐能力是其它电镀工艺的3倍以上。 E、密封件采用具有专利技术的高分子密封件。 F: 表面的防腐处理是喷塑,表面美观且是永久性防腐处理。 执行标准:MT112.1-2006 型号额定工 作阻力 KN 额定工 作压力 MPa 初撑力 KN 泵站压 力MPa 最大高 度mm 最小高 度mm 行 程 mm 无液 重量 kg DW28 250 31.8 118-158 15-20 2800 2000 800 73.5 2、三用阀 三用阀是外注式单体支柱的心脏,支柱靠它的单向阀完成升柱和初撑,靠卸载阀完成支柱的回收,安全阀实现恒定不变的工作阻力并在支柱过载时保护支柱不致损坏。
执行标准:MT112-1993 序号项目单位达到指标备注 1 额定工作压力MPa 25-50 对高支柱,额定工作液压还可调低。 2 安全阀允许最大流 量 L/min 3 ZF00型最大流量 为16L/min 3 使用工作液体含M10、1%-2%的乳化液 4 卸载力矩N.m ≤100 5 卸载方式手动近距离或远距离卸载 ①、三用阀:是我们公司自己生产的,左右阀筒、阀体、阀套都经过严格的热处理。只有在我们的监管之下生产出来的产品才能有质量保证,而其它的厂家三用阀都是采购的,对质量保证无法控制。 3、产品材质: 我们公司生产的单体液压支柱采用的材质是严格按照煤炭部(MT112.1-2006)标准27SiMn管材。主要采购厂家为:一、上海宝钢;二、西宁特钢。 4、铰接顶梁的工艺改造 ⑴、在使用时多多少少有接头与梁体开焊问题,左右耳板开焊问题。 ⑵、改进后的工艺: 加大梁体与耳板、接头的接触面积。增大了强度。正常的破坏试验改进前是60吨,改进后75吨。梁体采用高频淬火处理工艺,处理均匀,减少弯曲。
产品生产工艺流程(doc 46页)
产品生产工艺流程(doc 46页)
产品生产工艺规程--藿香正气片生产工艺规程 说明 由于企业扩大了生产范围,按甘肃佛仁制药科技有限公司《文件起草、修订、审查、批准、撤消、印制及保管管理程序》及《企业内控质量标准管理程序》的规定,本技术文件于2011年01月年经过制定人、审核人、批准人签字确认后,由质量部门发布,并对相关人员进行培训,于执行日期起执行。 产品工艺规程具有法定意义,代表了产品生产和质量控制方面有关法律、法规的符合性和质量安全保证性的内容。任何部门及个人无权更改,如有变更,请按规定的程序进行。申请修订(修改)时,其修改内容及记录作为历史沿革文件,以本规程附件的形式一并存档。 目录 一、产品概述 (3)
二、处方及处方依据 (3) 三、生产工艺流程 (3) 四、制剂处方中中药材前处理和炮制 (5) 五、提取生产操作过程及工艺条件 (7) 六、制剂生产操作过程及工艺条件 (9) 七、原辅料的质量标准和检测方法 (13) 八、中间产品质量标准和检测方法 (14) 九、成品质量标准和检测方法 (19) 十、物料平衡计算方法 (21) 十一、成品容器包装材料的要求 (22) 十二、包装标签内容、说明书式稿 (23) 十三、工艺卫生要求及生产区环境监测方法与标准 (25) 十四、设备一览表及主要设备生产能力 (26) 十五、技术安全及劳动保护 (26) 十六、综合利用与环境保护 (28) 十七、原辅料消耗定额 (29) 十八、包装材料消耗定额 (29) 十九、岗位定员及定额、生产周期 (30) 附录:有关规定、理化常数及换算 (31) 附页:文件修订记录 藿香正气水生产工艺规程 一、产品概述
电子产品生产工艺介绍
电子产品生产工艺介绍 部门: xxx 时间: xxx 整理范文,仅供参考,可下载自行编辑
电子产品生产工艺介绍 一、电子产品机械装配工艺 电子产品安装时,需要先将各种零件固定在底座或底板上,才能进行电气安装。零件的固定方法通常有螺钉连接、铆钉连接、焊接及胶接等几种形式。电子产品在不同的环境中,可能受到振动、冲击等机械力作用,因此装配必须牢固、可靠。 b5E2RGbCAP 1 、螺钉连接 螺钉连接是指采用螺钉、螺栓、螺母及各种垫圈<平垫圈、弹簧垫圈、内齿弹性垫圈、外齿弹性垫圈、波形垫圈等),将各类元器件和零、部件紧固地安装在机器规定位置上的过程。电子装配中螺钉连接应用很多,它具有装拆简单、连接牢靠、p1EanqFDPw 调节更换方便等优点。 (1> 元器件安装事项 安装时应按工艺顺序进行,並符合图纸的规定。当安装部位全是金属件时,应使用平垫圈,其目的是保护安装表面不被螺钉或螺母擦伤,增加螺母的接触面积,减小连接件表面的压强。DXDiTa9E3d 紧固成组螺钉时,必须按照一定的顺序,交叉、对称地逐个拧紧。若把某一个螺钉拧得很紧,就容易造成被紧固件倾斜或扭曲;再拧紧其他螺钉时,会使强度不高的零件<如塑料、陶瓷和胶木件等)碎裂。RTCrpUDGiT
螺钉拧紧的程度和顺序对装配精度和产品寿命有很大关系,切不可忽视。 (2> 防止紧固件松动的措施 为了防止紧固件松动或脱落,应采取相应的措施,如下图所示。其中图<a)是利用双螺母互锁起到止动作用,一般在机箱接线柱上用得较多;图<b)是用弹簧垫圈制止螺钉松动,常用于紧固部件为金属的元器件;图<c)是靠橡皮垫圈起止动作用;图<d)是用开口销钉止动,多用于有特殊要求的器件的大螺母上。5PCzVD7HxA (3> 常用元器件的安装 a. 胶木件和塑料件的安装胶木件脆而易碎,安装时应在接触位置上加软垫<如橡皮垫、软木垫、铝垫、石棉垫等),以便其承受压力均匀。切不可使用弹簧垫圈。塑料件一般较软、易变形,可采用大外径钢垫圈,以减小单位面积的压力。jLBHrnAILg b. 大功率晶体管散热片的安装大功率晶体管都应安装散热片。散热片有些出厂时即装好了,有些则要在装配时将散热片装在管子上,如下图所示。安装时,散热片与晶体管应接触良好,表面要清洁。如果在两者之间加云母片,并在云母片两面涂些硅脂,使接触面密合,可提高散热效率。xHAQX74J0X
产品制造工艺工程师
基本信息 岗位名称产品制造工艺工程师美世名称Manufacturing Process Engineer 部门技术质量部/持续改进科岗位编号S-TQ-01 描述王晓刚审核刘自勇批准/发布苏秀娜 生效日期 2009.7.1 版本 2/0 工作概要 参与新产品项目前期质量策划,组织协调各种资源完成新产品项目工艺调试、验证,解决调试中各种工艺、质量问题,支持新产品项目投产启动。 主要职责 1.负责消化图纸、标准, 明确产品的性能要求、材料性能要求、产品的结构特点及产品的 工艺性特点。 2.负责实施已投产产品的国产化替代工作。 3.参与新产品项目前期质量策划工作, 即负责新产品项目的工艺方案的设计、验证、工艺 开发、设备、模具开发、与采购部共同进行原材料/外协件开发试制和认可。负责协调、组织设备、工装模具的安装、调试、验收、移交工作。 4.负责组织协调公司的资源, 完成新产品项目工艺的调试、验证和支持新产品项目投产启 动。负责分析新产品项目中的工装模具、设备工作,制定工装模具、设备的工艺技术要求,并与供应商进行技术交流,参与供应商的选择和确定并签订相应的技术合同。负责协调、组织设备、工装模具的安装、调试、验收、移交工作。 5.负责编制试制阶段和批产阶段的工艺文件(包括工艺流程图、操作汇总表、标准化作业单、 工艺参数卡、工艺守则、工艺因素控制检查表、产品缺陷记录表、PFMEA、型式试验大纲等)、工装模具管理卡、产品分级表、产品配置表、 BOM清单等技术文件。 6.负责对操作工和检验员进行新产品项目试制和投产前的涉及工艺技术的应知应会培训。 7.协助项目经理向客户提交OTS (或ISIR)样品及报告、获取客户的 OTS (或ISIR)认可、并 获得客户的PPAP批准(或客户的工序鉴定认可)。 8.负责实施对客户提出的已投产产品的工程更改、验证、获得客户认可、投产启动,并负责 完成相关工艺技术文件的编制和更改工作。 9.负责已投产产品的新增设备、工装模具的采购申请,参与技术谈判、合同签订、验收、移 交,负责工艺评审资料和项目关控文件的收集、整理、准备工作。 10.协助现场工程师共同处理生产现场发生的技术质量问题;协助现场工程师对客户处退回的 不良品以及客户现场出现的问题分析原因、制定纠正和预防措施、验证实施效果。 11.负责新产品ERP代码申请(新材料维护)、产品结构基础数据、工艺流程数据等维护和发放; 以及相关的更改工作。 12.遵守公司质量方针、环境方针、安全方针;遵守公司管理手册、程序文件和各类作业指导 书和其他规章制度。
产品工艺制作流程
一. 目的: 规范产品作业流程,确保产品在制作过程中出现的品质异常控制,做好前期防范工作,确保产品品质及工艺的完整性,降低生产成本。 二·范围: 适用于公司所有产品订单 三·权责: 3.1 业务:接受客户信息资料,提供完整资料与信息。 3.2 工艺工程师:对业务提供的客户资料评估、规划、组织评审。 3.3 印前制作:对客户文档及信息要求核对及修改。 3.4 采购:按产品工艺要求采购备料。 3.5 生产计划:计划达成产品客户交期 3.6 印刷及印后:按工艺要求制作生产、首件确认 3.7 品质:监督执行生产通知单及样品的工艺要求。 四·定义: 完善客户订单产品制作工艺,对产品印前印后工艺的前期规划,规范新旧产品的制作工艺流程,有效控制生产品质异常,节约生产成本,提高生产效率。 五·作业规范: 5.1作业流程图: 5.2业务负责客户产品的导入、信息资料的接受及信息沟通,确保资料的完整与准确性, 接到客户资料后业务或跟单员首先初步确认信息资料是否完整。 5.2.1 确认客户信息资料后按客户的工艺要求规划报价,简单产品由报价员按公司流程报
价,工艺复杂或需求评审的产品,由工艺工程师规划或按工艺评审报告规划报价,确认报价工艺与实际生产工艺相结合。 5.2.2工艺复杂的新产品首先与工艺工程师商议组织相关部门评审,确认工艺路线及质量标 准,录入《工艺评审报告》,按评审工艺规划及标准下《业务指示单》并附《工艺评审报告》。 5.2.3重复生产产品或简单的新款说明书确认信息完整后直接下《业务指示单》。 5.2.4业务或跟单员《业务指示单》下发或信息资料交接只对应一个窗口工艺主管,确保信 息资料的规范统一与完整。 5.2.5任何订单在下达《业务指示单》时必须确保满足以下要求:有效的样稿、具体的工艺 要求与质量要求。 5.2.6样稿类:所有订单必须有有效样稿,且清楚的注明样稿的类型与用途,并盖章签名: A、色样:印刷时作颜色参考色样 B、内容样:生产及品控作核对文字、图案、位置内容样 C、规格样:生产及品控作模切规格、啤位、结构样 D、所有的打纸稿的书必须简单装订(以不散乱为标准)对于没有页码或者暗码的书 则必须用笔进行编码;(我公司设计制作的则由制作员装订) E、对于需要烫金、UV或者凹凸等必须在样稿上清楚明确位置及加工要求; F、所有更改内容的必须有业务员的亲笔签名及更改位置或文字 5.2.7工艺与质量要求: A、《业务指示单》的填写必须工整,字体清楚,工艺要求明确,在下单前要检查样稿 的各个项目(尺寸、颜色数量、P数等),务必做到样稿与《业务指示单》要求一 致; B、客户的质量要求要明确,超出我们质量要求或者客户有特别要求的则必须在《业 务指示单》上详细注明; C、对于工艺、质量要求特殊或者复杂的则在下单前先与工艺工程师组织工艺评审。 5.2.8客户自来文档的订单管理: A、客户自来文档,不管客户是否提供具体的样稿,业务跟单员要自己先检查一下颜色、 尺寸、P数等直观的参数,确保与客户订单一致,初步合格后方能下单; B、对于客户自来文档,没有提供任何资料的,则业务员或跟单员需提供印前打印的纸 稿(喷墨稿、数码稿、蓝纸稿等)进行签名确认,明确注明样稿的类型; C、对于客户自来文档,客户有提供样稿的,则业务在接单时跟客户沟通,明确样稿的
4D产品简介与制作工艺
4D产品简介及制作工艺 概述 DLG 、DEM、DOM 、DRG各自作为一种产品历史已经很悠久了。由于受到计算机的发展的限制,主要受到计算机处理速度和硬盘容量的限制,发展的并不十分迅速。90年代计算机技术的飞速发展,给“4D”技术带来了勃勃生机。 在我国国家测绘总局97年10月在召开了“4D生产工作会议”,会议成立技术组,设备组,资料组。11月在召开了“98年数字产品规模化生产管理工作座谈会”。会议主要围绕4D产品的生产进行。从资料的准备,设备的购置,软件的确定,技术规定的制定进行了详细的讨论。98年开始在测绘局,测绘局,测绘局,测绘局等进行数字产品规模化生产。主要以七大江河防洪区域及洪水威胁区、地质勘探为主进行DOM,DEM的生产工作。 一、数字线划地图 数字线划地图(DLG) 数字线划地图(Digital Line Graphic 简称DLG)是现有地形图上基础地理要素的矢量数据集,且保存要素间空间关系和相关的属性信息。 数字高程模型 数字高程模型(DEM) 数字高程模型(Digital Elevation Model 简称DEM)是在高斯投影平面上规则格网点平面坐标(X,Y)及其高程(Z)的数据集。 数字正射影像图 数字正射影像图(Digital Orthophoto Map 简称DOM)是利用数字高程模型对扫描处理的数字化的航空相片/遥感相片(单片/彩色),经逐象元进行纠正,再按影像镶嵌,根据图幅围裁剪生成的影像数据。一般带有公里格网、图廓/外整饰和注记的平面图。 数字栅格地图 数字栅格地图(DRG) 数字栅格地图(Digital Raster Graphic 简称DRG)是纸质地形图的数字化产品。每幅图经扫描、纠正、图幅处理及数据压缩处理后,形成在容、几何精度和色彩上与地形图保持一致的栅格文件。 二、4D产品的特性 DLG 数据量小,便于分层,能快速的生成专题地图所以也称 字矢量专题信息(Digital Thematic Informatiom 简称 DTI)。 基本容:地物、地貌、属性信息、元数据。 数据格式: dwg/dxf、e00、dgn 获取方法:扫描矢量化野外获取摄影测量方法 常用软件:Geoway、Autocad、Arcinfo、Microstation DEM DEM的水平间距可随地貌类型不同而改变。根
沥青产品生产工艺流程培训
沥青产品生产工艺流程培训 一、原材料介绍 1、基质沥青:用于生产改性沥青,掺加改性剂进行改性的基础 沥青 2、SBS: 沥青改性剂,可提咼沥青的路用性能 3、橡胶粉: : 沥青改性剂,可提咼沥青的路用性能 4、硫磺:沥青稳疋剂,起稳疋作用,使改性剂不产生沉淀。 5、抽出油:石油馏分溶剂精制的抽出液经脱除溶剂后的油, 做道路沥青的调合组分。 二、生产流程 1、改性沥青生产流程 基质沥青通过卸油槽进入基质沥青罐,再通过基沥沥青泵进入高温罐升温至160-170 C通过快速升温罐升至180-195 C,通过阀门控制进入溶胀罐,投料并保持搅拌,溶胀30分钟后通过高速剪切机(或胶体磨)剪切到反应罐,加入硫磺搅拌30分钟通过成品泵打进成品罐,装车。 2、橡胶沥青生产流程 基质沥青通过卸油槽进入基质沥青罐,再通过基沥沥青泵进入高温罐升温至160-170 C通过快速升温罐升至180-195 C,通过阀门控制进入溶胀罐,投入橡胶粉并保持搅拌,溶胀30分钟后通过高速剪切机(或胶体磨)剪切到反应罐,通过成品泵打进成品罐,装车。 3、乳化沥青生产流程
乳化沥青主要由以下五种主要的材料组成:沥青、水、乳化剂、 酸和改性剂,为了储存稳定或者是为了满足其他的特殊用途,还会惨加少量的添加剂。 乳化沥青的生产流程可以分为以下四个过程:沥青准备,皂液准备,沥青乳化,乳液储存。 (1 )、沥青的准备 沥青是乳化沥青中的最主要组成部分,一般占到乳化沥青总质量的50%-65% 。 (2 )、皂液的准备 皂液由水、酸、乳化剂等材料组成在进入乳化设备前的温度一般控制在55-75 C之间。 (3 )、沥青的乳化 将合理配比的沥青和皂液一起放入乳化机,经过增压、剪切、研磨等机械作用,使沥青形成均匀、细小的颗粒,稳定而均匀的分散在皂液中,形成水包油的沥青乳状液。合适的乳化沥青出口温度应在85 C左右。 (4 )、乳化沥青的储存 乳化沥青从乳化机中出来,经冷却后进入储罐。大型的储罐中应配置搅拌装置,定期进行搅拌。以减缓乳化沥青的离析胶体磨
汽车散热器结构与生产工艺
汽车散热器结构与生厂工艺 散热器是水冷式内燃机冷却系统中不可缺少的一个组成部分。汽车发动机的冷却系统,一般是由水泵、散热器、节温器、冷却风扇、风扇电机、电机开关、护风罩等部分组成。发动机在工作时机内的温度很高,所以为保证其能够正常工作,必须对其进行冷却。散热器的作用是利用冷风(既可以是汽车行驶时迎面流动空气造成的冷风,也可以是冷却风扇提供的冷风)来冷却被发动机高温零件加热的发动机冷却液。 散热器是由冷却用的散热器芯子、储存冷却液的上水室和下水室组成的。由于散热器工作时会产生水蒸气,所以上水室还承当着气水分离的作用。散热器芯子是散热器的核心部分,起主要的散热作用。散热器芯子由散热管、散热带(或散热片)、上下主片和左右挡板组成。由于它具有足够的散热面积,因此能保证将必须的热量从发动机散发到周围的大气中去。而且散热器芯子是用极薄的导热性能好的金属及其合金造成的,能使散热器芯子以最小的质量和尺寸达到最高的散热效果。 管片式散热器芯部是由许多细的冷却管和散热片构成,冷却管大多采用扁圆形截面,以减小空气阻力,增加传热面积。散热器芯部应具有足够的通流面积,让冷却液通过,同时也应具备足够的空气通流面积,让足量的空气通过以带走冷却液传给散热器的热量。同时还必须具有足够的散热面积,来完成冷却液、空气和散热片之间的热量交换。管带式散热器是由波纹状散热带和冷却管相间排列经焊接而成。与管片式散热器相比,管带式散热器在同样的条件下,散热面积可以增加12%左右,另外散热带上开有扰动气流的类似百叶窗的孔,以破坏流动空气在散热带表面上的附着层,提高散热能力。 按照散热器中冷却液流动的方向可以将散热器分为纵流式和横流式。纵流式散热器在汽车发动机上使用极为广泛。由于纵流式散热器的散热芯子垂直分布,芯子上下分别布置了上水室和下水室,因而高度尺寸比较大,在发动机罩盖较低的轿车上布置比较困难。所以有些轿车上采用散热器芯子水平布置,用左右两侧的水室代替传统的上下水室结构,冷却液左右流动就是所谓的横流式散热器。这种散热器宽度尺寸较大,芯子正面有效面积增加10%,从而加大风扇尺寸,得到更多迎风面积,使气流更为流畅。 汽车散热器的材料主要有两种:铝质和铜制,前者用于一般乘用车,后者用于大型商用车;汽车散热器材料与制造技术发展很快。铝散热器以其在材料轻量化上的明显优势,在轿车与轻型车领域逐步取代铜散热器的同时,铜散热器制造技术和工艺有了长足的发展,铜硬钎焊散热器在客车、工程机械、重型卡车等发动机散热器方面优势明显。
产品生产流程图及工艺控制说明
产品生产流程图
3.4回流炉的温度设定依照后页的温度曲线要求。 3.5目检作业依照《PCBA目检作业指导书》进行作业。 3.6焊接 3.6.1焊接操作的基本步骤: (1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。 (2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。对于在印制板上焊接件
来说,要注意使烙铁同时接触焊盘的元器件的引线。 (3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。 (4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450 方向移开焊锡丝。 (5)、移开烙铁;焊锡浸润焊盘的焊部位以后,向右上450方向移开烙铁,结束焊接。从第三步开始到第五步结束, 时间大约1~3秒钟。 3.6.2常见的不良焊点及其形成原因
3.6.3正确的防静电操作 1操作ES D元件时必须始终配戴不良好的接地的手带,手带须与人的皮肤相触。 2必须用保护罩运送和储存静电敏感元件。 3清点元器件时尽可能不将其从保护套中取出来。 4只有在无静电工作台才可以将元件从保护套中取出来。 5在无防静电设备时,不准将静电敏感元件用手传递。 6避免衣服和其它纺织品与元件接触。 7最好是穿棉布衣服和混棉料的短袖衣。 8将元件装入或拿出保护套时,保护套要与抗静电面接触。 9保护工作台或无保护的器件远离所有绝缘材料。 10当工作完成后将元件放回保护套中。 11必须要用的文件图纸要放入防静电套中,纸会产生静电。 12不可让没带手带者触摸元件,对参观者要留意这点。 13不可在有静电敏感的地方更换衣服。 14取元件时只可拿元件的主体。 15不可将元件在任何表面滑动。 16每日测试手带 3.7组装 组装流程 3.8功能检测 将阅读器通过RS-232或USB连接PC,在PC上向阅读器发送操作指令,把阅读距离测试模拟卡放在阅读器上 方3mm~10mm之间,阅读器对操作指令进行应答,并把结果返回PC。 3.9产品包装 3.9.1码放规格:
汽车散热器钎焊工艺
汽车散热器钎焊工艺 为了顺应整个汽车制造工业的发展趋势,散热器作为汽车冷却系统中非常重要的部件之一,其工作效率也应当不断提升,并向着轻型化方向发展。钎焊在汽车散热器大规模批量生产中有良好的适用性,如何保障钎焊成品质量是业内人士高度重视的一项课题。文章即在概述汽车散热器构成的基础之上,对钎焊工艺进行研究,并以实验方式指导对钎焊工艺的合理优化,望能够更好的保障汽车散热器的散热性能符合要求,提高钎焊制造合格率。 标签:汽车;散热器;钎焊;工艺 Abstract:In order to comply with the development trend of the whole automobile manufacturing industry,as one of the most important parts of the automobile cooling system,the working efficiency of the radiator should be improved continuously,and develop toward the light type direction. Brazing has good applicability in mass production of automobile radiator. How to ensure the quality of brazing finished product is a highly valued topic in the industry. On the basis of summarizing the composition of automobile radiator,this paper studies the brazing technology,and guides the reasonable optimization of brazing process by experiment,so as to guarantee the heat dissipation performance of automobile radiator to meet the requirements and improve brazing qualified rate. Keywords:automobile;radiator;brazing;process 當前社会经济快速发展背景下,汽车制造产业的发展速度是非常迅猛的,对汽车制造质量以及产品性能的要求也更为严格与具体。汽车在行驶过程中的动力来源为发动机,现阶段正朝着大功率方向发展。而发动机动力性能提高的同时其产热量也会有一定程度上的改变。若热量无法及时传送外排,就会在一定程度上影响发动机性能。散热器作为汽车主体结构中最为关键的散热部分之一,可大量集中散发汽车发动机所产生热量。换言之,散热器性能会直接对汽车发动机散热效果产生影响,并间接影响车辆动力性能、可靠性以及经济性。 1 汽车散热器构成 在汽车发动机冷却系统中,散热器是非常重要的构成部件之一,发动机运行期间多余热量需要通过散热器散发。当前技术条件支持下,汽车发动机冷却系统中所使用散热器可以根据运行模式分为直流型散热器以及横流型散热器这两大类型。散热器进水管装设于上水室,出水管装设于下水室,自汽车发动机出水口流出高温热水通过散热器进水管流入上水室,并经散热器芯体冷却后进入下水室内,最终自出水管流出,并吸入水泵内外排。从这一角度上来看,在汽车发动机冷却系统当中,水室以及主片焊缝质量将直接对散热器进水室以及出水室墙体承受来自发动机冷却系统循环水的流量以及压力大小,并以此种方式对汽车发动机冷却系统的散热性能产生重要影响。
汽车散热器调研报告(精选多篇)
汽车散热器调研报告(精选多篇) 第一篇:散热器市场调研报告 散热器市场调研报告 2014年7月25日至7月27日对沈阳金龙装饰城、沈阳香江家具城、沈阳西站综合批发市场、沈阳永强装饰材料城四个市场进行走访调研. 一、市场类型:属于综合性材料批发与零售的集散中心。综合材料买卖交易的大卖场。 档次:沈阳西站综合批发市场属于低端货品的聚集地、针对低端客户的消费群体 金龙与永强属于偏中端市场针对客户偏中端、零售消费群体。香江市场属于中端市场。针对客户中高端消费群体,对商家而言,利于品牌建设与推广。 二、暖气片市场分布情况: 低端市场:主要是河北暖气片与地方暖气片(代表品牌:从宇、鑫达、亚宁等.)特点:一个厂家几个品牌产品价格低廉、做工粗糙、品质难以保证。本地的产品价格略高于外地厂商。中高端市场:代表品牌特点:品质卓越。工艺精细、品牌定位清晰、价格高。 综上所述的市场及产品资料的信息查找,暖气片无论高中低端种类众多, 三、暖气片的类型 市场上暖气片型式多样,外观各异, 按散热方式上大致可分为辐射式和对流式两类,或两者兼皆有之,按质结构上分为铸铁型、钢制型、钢铝复合型、铝合金型、铜铝复合型等。 二、各类暖气片的性能特点: 辐射散热器:以辐射为主,以对流为附方式向采暖房间散热的散热器。要求水温高。室内热量分布较不均匀,暖气片本身较热。如铸铁散热器,柱型钢制散热器等。 对流散热器:全部或主要靠对流传热方式而使周围空气受热的散热器。室内热量分布较不均匀,升温较快,面板摸上去不烫手,总结:不同结构的散热器其性能特点各不相同。 1、铸铁型 传统散热器,虽然其形状笨重和消耗铸铁量大,外形粗糙和生产过程中污染环境等等,但其却有着很强的耐腐蚀性,几乎和建筑同寿命,可适用不除氧的供暖水质,其腐蚀较轻且不苛求在非采暖季节冲水保 养。由于其耗能大,生产过程中污染环境,外形单调粗糙,逐渐被淡化市场,由于个别地区还有其相应的销量。 2、钢制型
汽车散热器项目可行性报告
可行性研究报告 项目名称:大中型客车空调散热器生产线改造 建设单位:****散热器有限公司 所在地点:******工业园 时间:2010年5月 18
目录 第1章项目概况 (4) §1.1项目的由来 (4) §1.2国内外发展现状及趋势 (4) §1.3改造内容与规模 (5) §1.4投资估算和资金来源 (5) §1.5项目的建设进度计划 (6) §1.6初步结论 (6) 第2章企业基本情况 (6) §2.1企业概况 (6) §2.2产品及运营情况 (6) §2.3财务状况 (7) 第3章产品需求分析和改造的必要性 (7) §3.1产品需求分析 (8) §3.2改造的必要性 (9) 第4章改造的主要内容和目标 (10) §4.1改造的主要内容 (10) §4.2改造的目标 (13) 第5章项目总投资、资金来源和资金构成 (13) §5.1项目总投资估算及其构成 (13) §5.2资金来源 (14) 第6章人员培训及技术来源 (14) §6.1人员培训 (14)
§6.2技术来源 (14) 第7章项目实施进度计划 (15) §7.1阶段划分及主要内容 (15) §7.2实施进度及里程碑 (15) 第8章项目经济和社会效益分析 (16) 第9章研究结论与建议 (18)
第1章项目概况 §1.1 项目的由来 进入“十一五”以来,我国大中型客车行业呈现了良好的发展势头,大中型客车市场的增长主要得益于国内生产总值的稳步增长,工业生产的快速增长,企业利润大幅提高,以及政府为缓解城市交通压力实施了公交优先政策等因素。作为汽车的主要配套行业,我国车用散热器行业近年来发展迅速,国内散热器生产企业与国外先进技术的差距进一步缩小,随着汽车工业对零部件轻质化以及生产散热器的原材料铜价格不断上涨等因素影响,汽车散热器铝化速度加快,预计在3-5年内将完成散热器铝化,铜质散热器将逐步退出大部分汽车市场。 ****散热器有限公司(下称****公司)以市场为契机,为了调整产品结构,提高产品质量,淘汰落后设备,降低生产成本,满足日益增长的市场需求,提出了对现有大中型客车空调散热器生产线进行改造,通过生产线改造,进一步建立公司标准件体系,优化产品结构,提高产品竞争力,达到企业效益和社会效益的双赢。 §1.2 国内外发展现状及趋势 中国目前的散热器市场需求稳步增长,2008年中国汽车销售938万辆,2009年达到1364万辆,2008年我国车用散热器产量已达到2688万台。随着汽车工业的发展,与之配套的车用散热器企业也不断兴起,使得近几年各地众多中小型车用散热器厂和外资企业涌现,据相关信息,目前我国车用散热器生产厂家已达到300多家,我国生产的汽车散热器已经能够满足国内、国际市场需求。但我国散热器行业还存在很多问题,如生产企业数量过多,企业规模较少;出口产品层次较低,出口市场集中,价格竞争激烈等等。
汽车散热器的工作原理
汽车散热器的工作原理 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
汽车散热器的工作原理为了避免发动机过热,燃烧室周围的零部件(缸套、缸盖、气门等)必须进行适当的冷却。内燃机的冷却装置有三种形式,水冷却、油冷却和空气冷却。汽车发动机冷却装置以水冷却为主,用气缸水道内的循环水冷却,把水道内受热的水引入散热器(水箱),通过风冷却后再返回到水道内。为了保证冷却效果,汽车冷却系统一般由散热器(1)、节温器(2)、水泵(3)、缸体水道(4)、缸盖水道(5)、风扇等组成。以轿车为例,散热器负责循环水的冷却,它的水管和散热片多用铝材制成,铝制水管做成扁平形状,散热片带波纹状,注重散热性能,安装方向垂直于空气流动的方向,尽量做到风阻要小,冷却效率要高。散热器里面的冷却水不是单纯的水,而是由水(符合饮用水质量)、防冻液(通常为乙二醇)和各种专门用途的防腐剂组成的混合物,也称为冷却液。这些冷却液中的防冻液含量占30%~50%,提高了液体的沸点,在一定工作压力之下,轿车冷却液的允许工作温度可达摄氏120度,超过了水的沸点且不容易蒸发。发动机是由冷却液的循环来实现的,强制冷却液循环的部件是水泵,它由曲轴皮带带动,水泵叶轮推动冷却液在整个系统内循环。这些冷却液对发动机的冷却,要根据发动机的工作情况而随时调节。当发动机温度低的时候,冷却液就在发动机本身内部做小循环,当发动机温度高的时候,冷却液就在发动机—散热器之间做大循环。实现冷却液做不同循环的控制部件是节温器。节温器实际上是一个阀门,其原理是利用可随温度伸缩的材料,例如石蜡或乙醚之类的材料做开关阀门,当水温高时材料膨胀顶开阀门,冷却液进行大循环,当水温低时材料收缩关闭阀门,冷却液小循环。为了提高散热器的冷却能力,在散热器后面安装风扇强制通风。以前的轿车散热器风扇是由曲轴皮带直接带动的,发动机启动它就要转,不能视发动机温度变化而变化,为了调节散热器的冷却力,要在散热器上装上活动百页窗以控制风力进入。现代轿车已经普遍使用风扇电磁离合器或者电子风扇,当水温比较低时离合器与转轴分离,风扇不动,当水温比较高时由温度传感器接通电源,使离合器与转轴接合,风扇转动。同样,电子风扇由电动机直接带动,由温度传感器控制电
汽车散热器电动风扇技术条件模板
QC/T 773— ( -12-17发布, -05-01实施) 前言 本标准参考国外先进标准及中国的QC/T 413- 《汽车电气设备基本技术条件》等相关标准制定。 本标准由全国汽车标准化技术委员会提出。 本标准由全国汽车标准化技术委员会归口。 本标准负责起草单位: 上海日用—友捷汽车电气有限公司。 本标准主要起草人: 张梅学、林宏楣、周伟刚、杨忠明。QC/T 773— 汽车散热器电动风扇技术条件 Cooling fan module specification for automobile 1 范围 本标准规定了汽车散热器电动风扇(以下简称风扇)的要求、试验方法、检验规则、标志、包装、储存和保管。 本标准适用于汽车发动机散热器装置上驱动负载排出热量的风扇。含电子调速控制器的有刷(直流电动机)风扇也可参照执行。 本标准不适用于汽车散热器电动风扇的电子模块。 2 规范性引用文件
下列文件中的条款经过本标准的引用而成为本标准的条款。凡是注日期的引用文件, 其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准, 然而, 鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件, 其最新版本适用于本标准。 GB/T 1236 工业通风机用标准化风道进行性能试验(idt ISO 5801: 1997) GB/T 2423.17 电工电子产品基本环境试验规程试验Ka: 盐雾试验方法(eqv IEC 68-2-11: 1988) GBl 8655 用于保护车载接收机的无线电骚扰特性的限值和测量方法(idt IEC/CISDIVR25: 1995) QC/T 413- 汽车电气设备基本技术条件 QC/T 29106 汽车低压电线束技术条件 3 要求 3.1 一般规定 3.1.1 文件。 风扇应符合本标准的要求, 并应按照经规定程序批准的图样及技术文件制造。 3.1.2 常态工作环境条件。 风扇的常态工作环境条件按QC/T 413- 中
汽车散热器主片零件冲压工艺分析及改进概要
汽车散热器主片零件冲压工艺分析及改进 江铃汽车集团 江西新电汽车空调系统有限公司 程云云 毛建平 【摘要】 : 通过对以往散热器主片在冲压过程中产生的质量问题,不断的研究和分析并进行相应的工艺 改进,最终确定了该产品可靠、合理的冲压工艺,保证了产品质量和生产要求。 关键词:汽车散热器、主片、工艺、改进; 【Abstract 】 :By investigation and analyzing of the quality issues presented in the pressing process of radiator header, and improvement of relevant processing technology, we finally confirm reliable and reasonable processing technology of the product; ensure the quality and production requirement. Key Word s: Vehicle, Header, processing technology, improvement. 1 引言 汽车散热器是发动机冷却系统的关键部件之一,主要由水室、主片、散热管、散热带、护板、密封条等零件组成。其中主片是与散热管及水室之间相互配合后,形成密闭的散热器循环系统,是关键的连接部件,该零件质量的好坏直接影响到散热器的产品合格率。以下主要通过对主片冲压工艺的研究和分析,并进行相应的改进,来提高和改善产品质量。主片与其它零件的配合关系如图1。 主片 密封条 图2. 制件分析 (1) 图23003 0σb=95~130MPa p0.2=35MPa 、伸长率片特点见图1) 沟槽 长孔 主片齿 图2 制件形状 (2) 图3所示的是主片的关键尺寸。根据主片的功能特点,在冲压过程中必须保证以下关键尺寸和结构等技术要求:①长孔的基本尺寸 mm 、 mm 、孔间距9.6±0.05mm 、20±0.05mm ,和 保证孔的底边与70°斜面相交(可以使散热管插入孔中的时其导向作用)②翻边成型后的高度尺寸 mm (可以使主片齿折弯后与水室配合间隙均
生产工艺流程、设备、技术介绍、特色
第一章前言 1.1商用空调行业发展综述 商用空调在世界上已有百年的发展历史,在中国也有20多年的应用时间,然而真正引起国内企业关注还是近几年。目前国内市场家用空调领域竞争已经进入白热化阶段,随着价格战连绵不断,在家用空调领域几乎已经无利可图的企业纷纷开始在中央空调领域寻找新的发展空间和利润增长点。 2003年商用空调(含户式中央空调)市场容量将达到85亿元,2005年达到200亿元以上。市场空间迅速巨大,而利润至少是40%以上。这对于众多在市场上艰难逐利的企业,尤其是仍在价格战中挣扎的家电企业来说,无疑是极其诱人的。 与家用空调行业相比,中央空调仍保持较高利润空调,这使得由原来约克、大金、开利等国外品牌所占领的国内中央空调市场开始发生变化,国内一些品牌也纷纷进入这个领域。 1.2中国商用空调市场发展状况 中国现在已经成为世界空调生产制造大国。20多年来,特别是近十年来,中国空调产业规模迅速扩大,在上世纪90年代中期,超过美国,在90年代末期,超过日本,已经成为全球空调器制造基地,产销量居世界首位。2002年我国空调器产业完成销售额接近700亿元,总产量超过3050万台,在全球比重占到60%。空调产业是典型的全球性产业,1993年以来,空调器出口量以平均66%的速度在增长,成为我国出口增长速度最快的产品之一。2002年,我国空调器出口量超过800万台,出口额接近13亿美元,经过十年努力,中国的调产业竞争力也有极大增长。 中国空调业的比较优势主要集中在劳动密集型产品的制造能力,优势有限,而且与跨国公司竞争力的差距也显而易见。虽然空调出口增长速度超常,但不能忽略的事实是,
电子产品生产工艺流程
产品生产总流程 接到订单 SMT 方案组装方案包装方案 BOM 工艺方案 研发输出方案 订单评审 输出给工程 采购 不合格入库通知采购退货 PMC(计划) 订单要求订购数量 订购 物料回仓 IQC 抽检 合格入库 计划安排SMT 仓库 SMT 备好相关物料(1天) SMT 贴片(3天) 品质检查(1天) 不合格入库,计划安排返工 计划安排组装 备好组装相关物料 物料加工处理(1天)IPQC 巡检 合格入库 合格 不合格 AOI 测试 外观检查升级测试 PWB 后加 PWB 测试 IPQC 巡检 首件 内核程序烧录
生产工艺检验规程 DPF 组装生产 品质IPQC 巡检软件升级 产线测试根据具体需要进行 不合格返工处理 合格机器老化 品质IPQC 巡检删除不要内容 清洁机器装袋 入成品库 计划安排包装 品质IPQC 巡检品质QC 抽检 合格 不合格返工处理 包装备料(半天) 生产(根据订单数、加工、包装难度决定) 机器称重、装箱 产品塑封 整箱称重、封箱 QA 抽检 不合格返工处理 合格 合格 品质PASS 入成品库 客户验货 合格不合格 出货品质通知返工,计划安排时间 首件
1.0目的: 为了规范确保产品实现过程中各个环节的检验,以确保产品达到质量要求,特制定并执行本规程。 2.0适用范围: 适用本公司生产过程的工艺控制。 3.0工作程序: 3.1进货检验 原材料及外加工件上线之前的检验参照《来料检验规范》进行。 3.2 生产过程控制及检验 3.2.1 PCB (1)上线前需在烘烤箱里以100℃的设定温度烘烤6小时。 (2)烘烤前PCB在烘烤箱里的摆放必须确保被烘烤后不会变弯曲。 (3)烘烤时间到后不可马上打开烤箱门,需让PCB在箱内冷却后方可取用。 (4)生产时PCB不可一次性从烤箱内取出,每次取用25大片。 3.2 .2印刷 (1)锡膏的使用依照《锡膏管制、使用、回收规范》进行作业。 (2)印刷出来的每一片PCB,需在放大镜下检查无误后方可流到下一工序. (3)生产中印刷不良的PCB,需清洗干净、进行烘烤后方可再次上线。 (4)印刷机作业时依照《全自动印刷机作业指导书》。 3.2.3 贴片 (1)每片经过贴片的PCB,需在放大镜下检查无误后方可流到下一工序。 (2)贴片中如有拆掉密封包装的BGA/CSP需进行烘烤后方可上线。 (3)拆封后的BGA/CSP烘烤时间表如下: BGA/CSP厚度烘烤温度烘烤时间 ≤1.4MM100℃14小时 ≤2.0MM100℃36小时 ≤3.0MM100℃48小时 (4)回流炉的温度设定依照后页的温度曲线要求。 3.2.6 焊接 焊接操作的基本步骤: (1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。 (2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。对于在印制板上焊接件来说,要注意使烙铁同时接触焊盘的元器件的引线。 (3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。 (4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450 方向移开焊锡丝。 (5)、移开烙铁;焊锡浸润焊盘的焊部位以后,向右上450方向移开烙铁,结束焊接。从第三步开始到第五步结束,时间大约1~3秒钟。 正确的防静电操作 (1)、操作 E S D元件时必须始终配戴不良好的接地的手带,手带须与人的皮肤相触。