作业标准书制作要领
作成
NO 改定年月日
改定理由
改定理由
2
顺序
品质123
4
56789
10
品质
NO NO 15
26374
8
窗体编号 : MO - 0101 - 01 VER 1.0
1.成品品番、成品品名
成品品番:冲压 若无零件品番则填写成品品番.
成品品名:冲压 2.成品简图: 冲压 5.标准手持量:6.作业内容: 7.时间: P.S:1.作业标准书的确认:作成者 课主管 使用单位主管 部门主管
2.作业标准书的发放以复印版加盖生技课章及日期后发放现场单位;原版留存。
8.作业时间: (生产条件书亦相同程序)
9.目标产能 件/小时 : 冲压 PA:8秒(0.13分)
熔接 依作业方案。(熔具方案)
冲压 瓶颈作业时间。(分)
主从部品板厚
主部品名 (番)
材 质
作业标准书制作要领
零附件品名 (番)
材 质
板 厚
板 厚
质量检查
标准手持量
目标产能 件/小时
作业时间(秒)
设 备 布 置 简 图
依 自 主 检 查 表 检 验
安全成品品名
4
成 品 简 图作 业 内 容安全时间(秒)
改定年月日
13作业标准书
成品品番承认
承认
确认
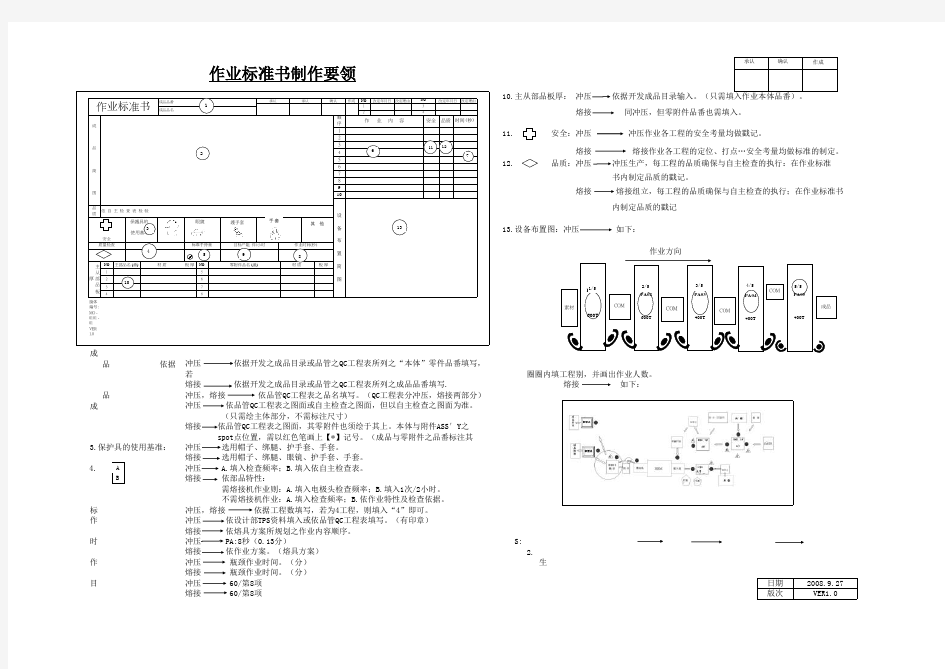
NO 12. 品质:冲压 冲压生产,每工程的品质确保与自主检查的执行:在作业标准
书内制定品质的戳记。
熔接 熔接组立,每工程的品质确保与自主检查的执行;在作业标准书
内制定品质的戳记
10.主从部品板厚: 冲压 依据开发成品目录输入。(只需填入作业本体品番)。 熔接 同冲压,但零附件品番也需填入。
11. 安全:冲压 冲压作业各工程的安全考量均做戳记。
熔接 熔接作业各工程的定位、打点…安全考量均做标准的制定。
圈圈内填工程别,并画出作业人数。
熔接 如下:
作业方向
冲压 依据开发之成品目录或品管之QC工程表所列之“本体”零件品番填写,
熔接 依据开发之成品目录或品管之QC工程表所列之成品品番填写.
冲压,熔接 依品管QC工程表之品名填写。(QC工程表分冲压,熔接两部分)熔接 依部品特性:
需熔接机作业则:A.填入电极头检查频率;B.填入1次/2小时。日期版次
2008.9.27VER1.0
13.设备布置图:冲压 如下:
熔接 60/第8项
冲压 依品管QC工程表之图面或自主检查之图面,但以自主检查之图面为准。
(只需绘主体部分,不需标注尺寸)
熔接 依品管QC工程表之图面,其零附件也须绘于其上。本体与附件ASS′Y之
spot点位置,需以红色笔画上【*】记号。(成品与零附件之品番标注其旁)
冲压 选用帽子、绑腿、护手套、手套。
熔接 选用帽子、绑腿、眼镜、护手套、手套。
冲压 A.填入检查频率;B.填入依自主检查表。熔接 瓶颈作业时间。(分)
不需熔接机作业:A.填入检查频率;B.依作业特性及检查依据。
冲压,熔接 依据工程数填写,若为4工程,则填入“4”即可。冲压 依设计部TPS资料填入或依品管QC工程表填写。(有印章)
熔接 依熔具方案所规划之作业内容顺序。
3.保护具的使用基准: 冲压 60/第8项
保護具的
使用基準
眼鏡
護手套
手套
其他
2
1
3
4
5
9
8
10
6
13
7
11
12
成品
素材
PA01
600T
PA02
600T
PA03
400T
COM
COM
COM
PA04400T
PA05
400T
COM
1/5
2/53/54/5
5/5承认确认
作成
A B 4.