【CN110142115A】一种双轴撕碎机齿形隔套及其制造方法【专利】
(19)中华人民共和国国家知识产权局
(12)发明专利申请
(10)申请公布号 (43)申请公布日 (21)申请号 201910379644.9
(22)申请日 2019.05.08
(71)申请人 马鞍山恒隆机械科技有限公司
地址 243000 安徽省马鞍山市慈湖高新区
霍里山大道北段1669号2栋
(72)发明人 赵其丙
(74)专利代理机构 安徽知问律师事务所 34134
代理人 郭大美
(51)Int.Cl.
B02C 18/18(2006.01)
B23P 15/00(2006.01)
(54)发明名称
一种双轴撕碎机齿形隔套及其制造方法
(57)摘要
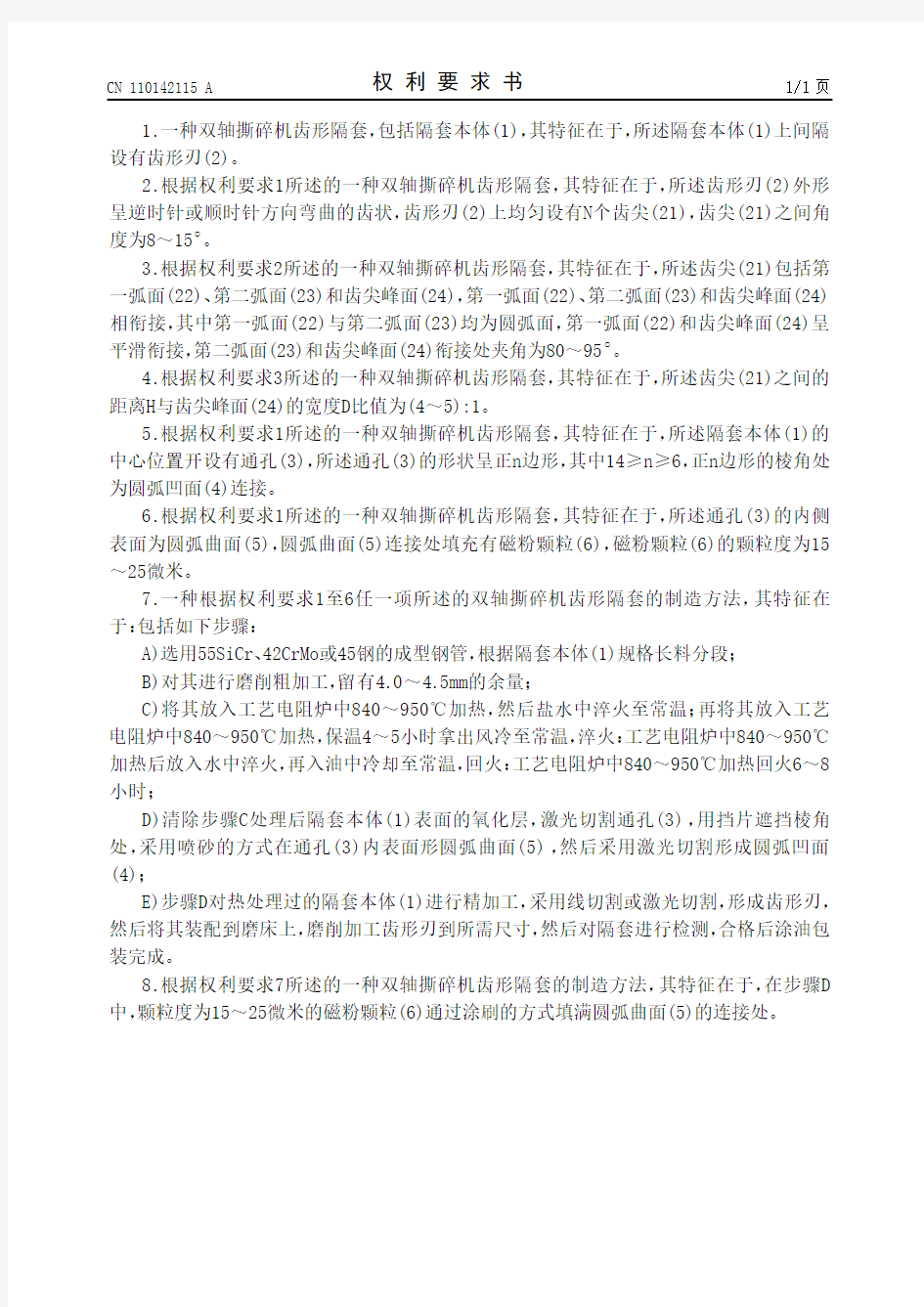
本发明公开了一种双轴撕碎机齿形隔套及
其制造方法,属于物料处理设备技术领域。它包
括隔套本体,所述隔套本体上设有齿形刃。本发
明提供一种双轴撕碎机齿形隔套,一方面起间隔
撕碎机刀具的作用,使得刀具之间不易磨损;另
一方面隔套的高耐磨、高韧性也承担着撕碎物料
的挤压作用,减轻了刀具的承受力和强度,使刀
具使用寿命增加。权利要求书1页 说明书5页 附图3页CN 110142115 A 2019.08.20
C N 110142115
A
权 利 要 求 书1/1页CN 110142115 A
1.一种双轴撕碎机齿形隔套,包括隔套本体(1),其特征在于,所述隔套本体(1)上间隔设有齿形刃(2)。
2.根据权利要求1所述的一种双轴撕碎机齿形隔套,其特征在于,所述齿形刃(2)外形呈逆时针或顺时针方向弯曲的齿状,齿形刃(2)上均匀设有N个齿尖(21),齿尖(21)之间角度为8~15°。
3.根据权利要求2所述的一种双轴撕碎机齿形隔套,其特征在于,所述齿尖(21)包括第一弧面(22)、第二弧面(23)和齿尖峰面(24),第一弧面(22)、第二弧面(23)和齿尖峰面(24)相衔接,其中第一弧面(22)与第二弧面(23)均为圆弧面,第一弧面(22)和齿尖峰面(24)呈平滑衔接,第二弧面(23)和齿尖峰面(24)衔接处夹角为80~95°。
4.根据权利要求3所述的一种双轴撕碎机齿形隔套,其特征在于,所述齿尖(21)之间的距离H与齿尖峰面(24)的宽度D比值为(4~5):1。
5.根据权利要求1所述的一种双轴撕碎机齿形隔套,其特征在于,所述隔套本体(1)的中心位置开设有通孔(3),所述通孔(3)的形状呈正n边形,其中14≥n≥6,正n边形的棱角处为圆弧凹面(4)连接。
6.根据权利要求1所述的一种双轴撕碎机齿形隔套,其特征在于,所述通孔(3)的内侧表面为圆弧曲面(5),圆弧曲面(5)连接处填充有磁粉颗粒(6),磁粉颗粒(6)的颗粒度为15~25微米。
7.一种根据权利要求1至6任一项所述的双轴撕碎机齿形隔套的制造方法,其特征在于:包括如下步骤:
A)选用55SiCr、42CrMo或45钢的成型钢管,根据隔套本体(1)规格长料分段;
B)对其进行磨削粗加工,留有4.0~4.5mm的余量;
C)将其放入工艺电阻炉中840~950℃加热,然后盐水中淬火至常温;再将其放入工艺电阻炉中840~950℃加热,保温4~5小时拿出风冷至常温,淬火:工艺电阻炉中840~950℃加热后放入水中淬火,再入油中冷却至常温,回火:工艺电阻炉中840~950℃加热回火6~8小时;
D)清除步骤C处理后隔套本体(1)表面的氧化层,激光切割通孔(3),用挡片遮挡棱角处,采用喷砂的方式在通孔(3)内表面形圆弧曲面(5),然后采用激光切割形成圆弧凹面
(4);
E)步骤D对热处理过的隔套本体(1)进行精加工,采用线切割或激光切割,形成齿形刃,然后将其装配到磨床上,磨削加工齿形刃到所需尺寸,然后对隔套进行检测,合格后涂油包装完成。
8.根据权利要求7所述的一种双轴撕碎机齿形隔套的制造方法,其特征在于,在步骤D 中,颗粒度为15~25微米的磁粉颗粒(6)通过涂刷的方式填满圆弧曲面(5)的连接处。
2