DIN 2573, DIN 2576 Flat flange for welding (slip on)

Medidas en milimetros
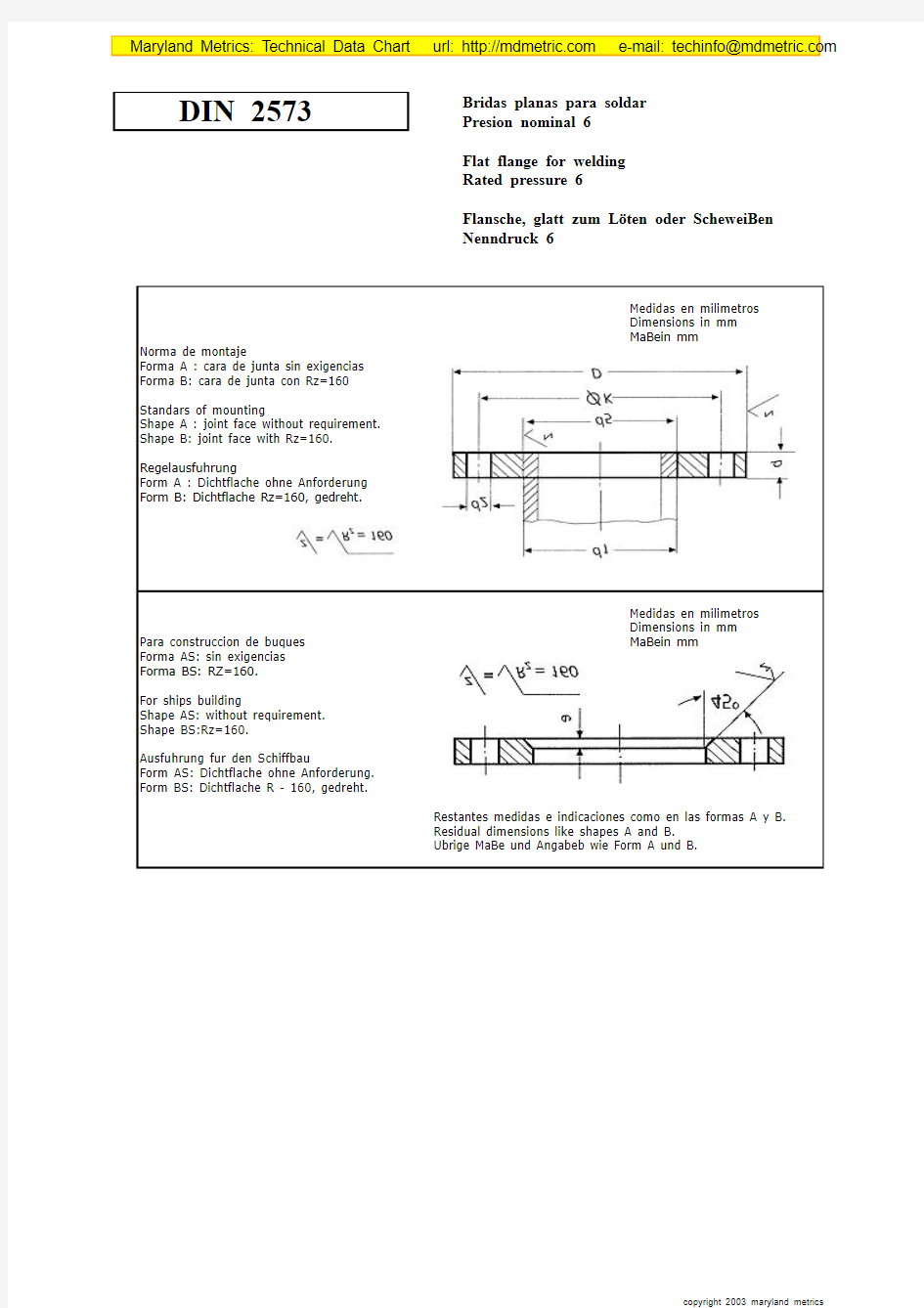
Dimensions in mm
MaBein mm
Norma de montaje
Forma A : cara de junta sin exigencias Forma B: cara de junta con Rz=160 Standars of mounting
Shape A : joint face without requirement. Shape B: joint face with Rz=160. Regelausfuhrung
Form A : Dichtflache ohne Anforderung Form B: Dichtflache Rz=160, gedreht.
Medidas en milimetros Dimensions in mm Para construccion de buques
MaBein mm
Forma AS: sin exigencias Forma BS: RZ=160.
For ships building
Shape AS: without requirement. Shape BS:Rz=160.
Ausfuhrung fur den Schiffbau
Form AS: Dichtflache ohne Anforderung. Form BS: Dichtflache R - 160, gedreht.
Restantes medidas e indicaciones como en las formas A y B.Residual dimensions like shapes A and B.
Ubrige MaBe und Angabeb wie Form A und B.
Bridas planas para soldar Presion nominal 6 Flat flange for welding Rated pressure 6
Flansche, glatt zum L?ten oder ScheweiBen Nenndruck 6
DIN 2573
Bridas planas para soldar Presion nominal 6 Flat flange for welding Rated pressure 6
Flansche, glatt zum L?ten oder ScheweiBen Nenndruck 6
ISO Serie 1
DIN Serie 2Reihe 1
Reihe 2— 1414,517,2— 17,7— 202121,3— 22— 252626,9— 27,6— 303133,7— 34,4— 383942,4— 43,1— 44,545,548,3— 49— 5758,160,3— 61,1
6576,1— 77,11601661304M 12 141,898088,9— 90,31901871504M 16 182,98— 108109,6114,3— 115,9— 133134,8139,7— 141,6— 159161,1168,3— 170,5200219,1— 221,8320227280
8M 16 187,15— 267270,2273— 276,2300323,9— 327,6440247395
12M20 2212,6355,6— 359,7— 368372,2406.4 — 411— 419423,7
(450) *457— 462,559530755016M20 2221,4500
508
—
513,6645307600
20
M 20
22
24,6
DIN 2573
18,4Diámetro Nominal Rated Diameter Nennweite
Peso de una brida / Weight of a flange /
Gewicht eines Flansches (7,85
Kg/dm3)
Numero / Number / Anzahl Rosca / Thread
/ Gewinde
495
16M20 224005402879,6144512M20 2215,6335
35049026712M 16 182503752474,6150265207225
8M 16 185,222008M 16 181252402071,531002101871704M 16 183,46110
4M 12 14501401661,19401301651004M 12 141,3990
4M 12 1432120165
0,625100145754M 10 110,74654M 10 112090
145
0,3631580125554M 10 110,41504M 10 111075125Tornillos / Screws / Schrauben
d1
d5
D
b
c
k
d2
Tuba / Pipe / Rohr - AnschluBmabe
Brida / Flange /
Flansch
UNI 2276-67 PN 6
DIN 2575 ND6
? TUBO d
a D
b f VITI N.FORI Kg.
DN
DIN ISO DIN ISO
1013,517,21417,550751011M1040,290 152021,320,52255801011M1040,330 202526,925,527,565901211M1040,500 253033,730,534751001211M1040,610 323842,438,543901201414M1241,050 4044,548,345491001301414M1241,230 505760,35861,51101401414M1241,350 6576,1771301601414M1241,680 8088,9901501901618M1642,630 100108114,3109115,51702101618M1642,920 125133139,7134,51412002401818M1683,900 150159168,3160,51702252652018M1684,780 200219,12212803202218M1686,910 2502672732692753353752418M16129,040 300323,93263954402422M201212,100 350368355,6370,53584454902622M201217,000 400419406,44224094955402822M201620,100 450457,2460,25505952822M201625,800 5005085116006453022M202030,000 600609,6612,67057553025M222037,900 700711,2714,28108603225M222447,900 800812,8815,89209753430M272462,900 900914,4917,4102010753630M272474,600 100010161019112011753630M272881,900 110011201124124013053833M3028
120012201224134014053833M3032
130013201324145015204036M3332
140014201424156016304036M3336
150015201524166017304236M3336
160016201624176018304436M3340
180018201824197020454439M3644
200020202024218022654642M3948 Maryland Metrics: Technical Data Chart copyright 2006 maryland metrics
Bridas planas para soldar
Presion nominal 10
Flat flange for welding
Rated pressure 10
Flansche, glatt zum L?ten oder ScheweiBen Nenndruck 10
Medidas en milimetros
Dimensions in mm
MaBein mm
Norma de montaje
Forma A : cara de junta sin exigencias
Forma B: cara de junta con Rz=160
Standards of mounting
Shape A : joint face without requirement.
Shape B: joint face with Rz=160.
Regelausfuhrung
Form A : Dichtflache ohne Anforderung
Form B: Dichtflache Rz=160, gedreht.
Medidas en milimetros
Dimensions in mm
Para construccion de buques MaBein mm
Forma AS: sin exigencias
Forma BS: RZ=160.
For ship building
Shape AS: without requirement.
Shape BS:Rz=160.
Ausfuhrung fur den Schiffbau
Form AS: Dichtflache ohne Anforderung.
Form BS: Dichtflache R - 160, gedreht.
Restantes medidas e indicaciones como en las formas A y B.
Residual dimensions like shapes A and B.
Ubrige MaBe und Angabeb wie Form A und B.
DIN 2576
Bridas planas para soldar Presion nominal 10Flat flange for welding Rated pressure 610
Flansche, glatt zum L?ten oder ScheweiBen Nenndruck 10
ISO Serie 1
DIN Serie 2Reihe 1
Reihe 2—
1414,50,613
17,2— 17,70,605— 20210,67521,3— 220,669— 25260,74926,9— 27,60,936— 30311,1433,7— 34,41,11— 38391,6642,4— 43,11,62— 44,545,51,8948,3— 491,86— 5758,12,5160,3— 61,12,476576,1— 77,11851861454M 16 1838088,9— 90,3200207160
8
M 16
18
3,79— 108109,6
4,2114,3— 115,94,03— 133134,8
5,71139,7— 141,65,46— 159161,1
6,72168,3— 170,56,57( 175 )193,7— 196,131********M20 228,45200219,1— 221,83402472958
M20
22
9,31— 267270,2
12,5273— 276,211,9300323,9— 327,644526740012
M 20
22
13,8355,6— 359,7
20,6— 368372,219406.4 — 411
27,9— 419423,725,9450457— 462,561538756520M24 2635,6500
508
—
513,6670387620
20
M 24
26
41,1
DIN 2576
51516M24 2640056532746016
M 20
22
35050528735012M20 222503952672408M20 221502852272108
M 16
18
1252502271808
M 16
18
1002202071254M 16 1850165186110
4
M 16
18
40150165100
4
M 16
18
3214016585
4
M 12
14
25115165
75
4
M 12
14
20105165
65
4
M 12
14
1595
145
60
4
M 12
14
1090
145
k
Numero / Number / Anzahl
Rosca / Thread
/ Gewinde
d2
Tubo / Pipe / Rohr - AnschluBmabe
Brida / Flange /
Flansch
Tornillos / Screws / Schrauben
Peso de una brida / Weight of a flange /
Gewicht eines Flansches (7,85
Kg/dm3)
Diámetro Nominal Rated Diameter Nennweite
d1
d5D b c
塑料件尺寸公差
塑料件尺寸公差 1.范围 本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。 本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。 2.引用标准 下列标准所包含的条文,通过在标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。 GB1800-79 公差与配合总论标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验 机械制图尺寸公差与配合注法 3.定义 基本尺寸basic size 设计给定的尺寸。 实际尺寸actral size 通过测量所得的尺寸。 尺寸公差dimensional tolerance 允许尺寸的变动量。 尺寸偏差dimensional deviation 某一尺寸减去基本尺寸所得的代数差。 塑料收缩率plastic shringkage 塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。 径向收缩率radial shringkage 指料流方向的塑料收缩率。 切向收缩率tangential shringkage 指垂直于料流方向的塑料收缩率。 收缩特性值contraction chararcteristic value 表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。 受模具活动部分影响的尺寸size effected movable parts of mould 由模具活动零件决定的塑料件尺寸。 尺寸公差、偏关的规定 基本尺寸范围为~3至600mm。基本尺寸分段~3至120mm。采用不均匀递增数列:140~1600mm,采用R20优先数系。 2公差等级及数值 公差等级分为10级,每一级公差数值按表1规定。 表1
客服回访规章制度及实用标准话术
客服回访制度及标准话术 为了积极推行医院倡导的院前、院中、院后的一体化医疗服务模式,进一步提高服务水平,构建和谐医患关系,医院特制定了客服回访制度与流程。这种做法既简便易行,又行之有效,大大增加医患双方的互动性,缩短医患间的距离,增加病人对医护人员的信任,提高医院的经济效益和社会效益。 一、回访的目的: 1、加强与病人的感情,以关心问候为目的,了解病人术后康复情况; 2、通过病人了解对医院各类服务质量的满意度; 3、针对病人的疾病进行健康知识宣教,指导病人注意饮食规律、合理用药、自我保健。 4、体现医院对病人的人文关怀,从而维护和提升医院品牌建设; 5、培育忠诚病人; 6、了解患者康复情况,指导病人及时调整治疗; 7、指导患者康复锻炼、生活起居和自我保健; 8、病人及家属对医院的意见、建议和需求; 9、提供义务咨询,帮助病人与各专家联系等。 二、回访对象: 到诊、未到诊、中断、门诊手术患者、住院手术患者 三、回访方式: 电话回访、短信回访和院内问卷调查等形式。 四、回访时间: 1、回访时间夏季为:14:30—16:30 19:00—20:00 冬季为14:00:16:30 19:00—20:00 节假日不进行回访。 五、回访内容 1、健康问题评估包括病情反馈,是否按医嘱正确用药,日常生活习惯,疾病对生活影响,情绪反应,健康知识的认知水平等。 2、健康行为指导根据回访对象存在的健康问题,有针对性进行相关指导,包括病情解释、饮食指导、活动和休息指导、门诊复查或随访指导等。 3、对于到诊未消费的客人回访时间为客人到诊之后的两天内(询问是否满意),到诊病人回访主要以询问,对医院服务是否满意,是否可以对医院的各个细节给与建议。 4、对于到诊消费客人当天晚上进行回访,问是否对治疗是否满意,有无不适反应,需要提供哪些帮助,对我们咨询师、医生、护士的服务是否满意。 5、定期对到诊客人以短信形式进行生日祝福或者是其他寻寒温暖,例:根据天气情况,对其进行出行,以及游玩方面的建议。(长期进行短信回访)。 6、客服专员对病人进行的回访,需要列出明细以及备注。最后制作详细的电子报表,上交执行院长助理,由执行院长助理根据情况责成具体人去进行下一步跟进。 六、回访的工作管理、职责及要求
客服常用话术
“亲,您好!在的,有什么可以帮您的呢?”客户沟通的过程中一定要注意 1.倾听客户的问题 等客户把问题说清楚了再帮客户去解决问题。在与客户的整个沟通过程中要多用到:您,请,稍等…… 2.介绍店铺的时候 A.当为顾客做导购的时候要多用“小店”。一下子就提高了客户的身份,让 客户感觉自己很有优越感,一下就感受到了”上帝式”的服务。 B.当为顾客解决问题的时候要多用“本店”。让客户感觉我们很专业。 3.表情和心态 在适当的时候也需要一个表情代替冷冷冰冰的文字,让客户印象改变。遇到再刁难的客户也不能把自己的情绪带给客户,情绪是会传染的,客服很有耐心很有礼貌的给客户解决问题其实问题就已经解决一半了。 售前 客户来询问的时候 1.问到价格是否能优惠或者能否包邮等问题 “亲,您好本店是可以优惠和包邮的,但是这要达到一定的消费金额,最近本店在做买就送的活动您可以看一下+链接或截图。” 2.问到尺码 “亲,您好本店的YY所标注的尺码都是标准码,亲可以按照自己的平时穿的尺码购买,如果方便的话您也可以把您的身高体重告诉我们,我们帮您选择最合适您的款式。” 3.问到颜色、款式等问题的时候 “亲,您好这件YY的颜色(款式是)有XX” 4.问到色差问题 “亲,是这样的本店内所有商品都是实物拍摄,在拍摄完成后,已尽可能确保颜色逼真,最接近实物。但影响色差的因素包括显示器、周围环境对光线的变化等等,这个是网络购物现在无法避免的问题,所以也请亲慎拍。” 5.问到面料 A.亚麻:“亲本店的面料用的是80英支的纯亚麻面料,而不是半亚麻和 棉麻混纺等廉价的面料,所以成本上可能会高一点。” B.棉:“亲本店的面料用的是24K的纯棉面料,而不是18K等廉价的面 料,所以成本上可能会高一点。” 6.问到细节 截图+“亲您可以看到本店的YY在缝制的时候用的是每厘米XX针,不会 出现脱线、绣珠脱落和短线这些质量问题。” 7.问到做工 “亲您看本店的YY都是由我们自己的工厂制作的,全部是工人手工缝制 的,每一件YY都是经过严格检查才上架的。” 8.问到价格差异的问题可
客服话术总结教学文案
客服话术总结
客服话术技巧总结 一、客户服务概述 (一)客服角色 最主要的:代表店铺和公司形象;产品专家和形象专家.;了解顾客需求,引导话题,诱导成交;让顾客记住店铺特色的某一点。 (二)客服应该具备的知识 产品属性和应用知识;品牌基本信息;顾客消费心理常识 (三)客服基本技能 买家购物流程的全程操作熟悉;售后服务的知识;应急和重要事情,及时上报 (四)客服语言规范服务要求: 1、反应及时(关键字:反应快、训练有素)顾客首次到访打招呼的 时间不能超过15秒。打字速度要快,至少要达到50字/分钟,且不能有错别字;每次回答顾客问题,顾客等待时间不能超过20秒。如回答太长,宜分次回答; 2、热情亲切(赞美、热情、亲昵称呼、自然、真诚)用语规范,礼 貌问候,让顾客感觉热情,不是很生硬的话语,做到亲昵称呼,自然亲切 3、了解需求(细心、耐心、有问必答、准确、找话题)对顾客的咨 询、顾客需求给予准确的回应,并快速提供顾客满意的答复,需求不明确时做到引导顾客产生需求。 4、专业销售(自信,随需应变、舒服)以专业的言语、专业的知 识、专业的技能,回答顾客异议,让顾客感觉我们很专业,并感受上帝般的舒服 5、主动推荐和关联销售善于向顾客推荐公司主推款,并给予关联推 荐,乃至达成更高的客单价。 6、建立信任(建立好感、交朋友、)通过经验,找到和顾客共鸣的 话题,想顾客所想,给顾客恰当建议,建立销售的信任,争取回头客
7、转移话题,促成交易碰到顾客刁难、啰嗦或公司弱点问题,迅速 转移话题,引导销售,并以促成交易为目的 8、体验愉悦(解决问题、强化优势、欢送)服务过程给顾客找准记 忆点,强化顾客记忆,给顾客良好的体验并留下愉悦的回忆。 二、标准服务流程及标准用语 (一)常见网购环节客服标准用语话术
标准尺寸公差
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ± ± ± ± ± ± ± -m(中等级) ± ± ± ± ± ± ± ±2 c(粗糙级) ± ± ± ± ± ±2 ±3 ±4 v(最粗级) - ± ±1 ± ± ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30 f(精密级) ± ± ±1 ±2 m(中等级) c(粗糙级) ± ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1° ±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1° ±30' ±15' ±10' v(最粗级) ±3° ±2° ±1° ±30' ±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
分享在线客服话术技巧
分享在线客服话术技巧 一避免服务不好的印象 肯定和成功的第一印象对公司带来良好的收益,而不良的第一印象所带来的危害,远比能意识到的还要严重。现在的客户有了如此之多的选择机会,又有如此之多的企业争抢着吸引他们的注意力。客户不但不能忍受不好的服务并因此而离开公司另寻新欢,而且会将对公司不好的印象向更多的人传播。所以,要提升服务质量,首先要避免给客户留下服务不好的印象。 弥补服务中的不足 对服务中的不足,要及时弥补,而不是找借口推脱责任。通过“服务修整”,不但可以弥补服务中发生的问题,还可以使挑剔的客户感到满意,使你和竞争者之间产生明显差别。 制定服务修整的方案 每个企业及其员工都会犯错误,客户对这点能够理解。客户关心的是你怎样改正自己的错误。对服务中出现的问题,首先是道歉,但并不仅仅如此,还需要制定出切实可行的方案,用具体的行动来解决客户的问题。假如客户提着损坏的或者失效的空气滤清器来到汽车配件商店,应该做的则是当场退换,如果时间允许,他的车又停在你店前的停车场上,那就应该帮助他把部件装到车上去。 考虑客户的实际情况 在为客户提供服务的过程中,要考虑客户的实际情况,按照客户的感受来调整服务制度,也就是为客户提供个性化的、价值最高的服务。 经常考察服务制度 企业制定服务制度的目的是更好的为客户服务,帮助客户解决问题,满足他们的需求,达到和超过他们的期望。如果因为制度问题影响了客户服务质量的提高,就要及时地修改制度。 建立良好的服务制度 良好服务制度的含义基本上就是好事好办。通过良好的服务制度,可以很好的指导客户,让他们知道你能像他们提供什么以及怎样提供。通过良好的服务制度,可以极大的提高企业内部员工的服务意识,提升服务质量。 老客户和新客户 即使做不到更好,也要把为老客户服务看得与为新客户服务同等重要。很多企业把更多的精力放在争取新客户上,为新客户提供优质的服务,却忽视了对老客户的服务,这是非常错误的。因为发展新客户的成本要大大高于保持老客户的成本,等到老客户失去了再去争取就得不偿失了。所以,重视对老客户的服务可以显著地提升服务的质量。 二在线客服系统和发展 随着互联网的发展,已经网络营销模式重要性的凸显,在线客服系统会成为网络营销的重要工具,也是提示企业网站形象,加强企业与访客互动的必备工具。专业的在线客服需要优化的技术和完善的网络环境来实现,这也是以后在线客服供应商需要面对的技术问题。 现在市场上的在线客服软件有多种,分为高端技术和低端技术,如53KF在线系统,乐语的在线客服
IT行业服务话术及处理技巧
服务话术及危机处理技巧 服务话术集锦 电话接近客户的技巧 1、准备的技巧 打电话前,您必须先准备如下列信息: 了解客户的回访人姓名、职称、年龄、爱好等等; 想好打电话给客户的理由; 准备好要说的内容; 想好客户可能会提出的问题; 想好如何应付客户的拒绝; 以上各点最好能将重点写在便笺纸上。 2、电话接通后的技巧 需总机转接时,要有礼貌且用坚定的语气说出您要找的客户人员的名称; 介绍自己要力求简短、有礼貌,在最短的时间,引起客户的兴趣。 要表现出你的自信。 3、结束电话的技巧 感谢比道歉更加重要,感谢他告诉你他的问题,以便你更好地为他服务;感谢他指出你的问题,帮助你改进工作;感谢他打电话来,你觉得和他沟通很愉快。客户的抱怨往往起源于我们的失误,客户的愤怒往往起源于我们的冷漠和推诿。所以他打电话来之前会预期这将是个艰苦的对决,而你真诚的感谢大大出乎他的预料,他的情绪也将很快得到平复。 打电话的礼仪: (1)选择适当的时间。打电话找人的时间,最好是早上9点至10点,或者下午2点至4点。 (2)坐姿要正确,摇晃着发出的声音和坐好了发出的声音是不一样的。电话机旁应该准备好纸和笔,以便能随时记录。 (3)首先通报自己的姓名、身份。说明自己的姓,再说明名字,以便加深印象。必要时,应询问对方是否方便,在对方方便的情况下再开始交谈。 (4)对人要称呼,如先生、经理、董事等等头衔一定要明确叫出来。 (5)接听电话时必须保持足够耐心、热情。注意控制语气、语态、语速、语调,语言亲切简练、礼貌、和气。要具有"自己就代表公司"的强烈意识。 (6)切勿在打电话时吃东西,甚至吸烟。 (7)说话要充满笑意。当您开口的时候,要含有笑意。 (8)语速要慢,口齿清楚、清晰。要仔细倾听对方的讲话,如实在需要打断时,则应该说:"对不起,打断一下"。 (9)电话找客户的过程中,一定会碰到钉子的,您最重要的是保持镇静,切勿怒火中烧。对方说不的时候,您要微笑着说多谢,然后才轻轻挂上电话。 (10)通话完毕时应道“再见”,然后轻轻放下电话。
客服销售技巧和 话术100句
客服销售技巧实例演示 1. 欢迎语 A. 当接收到顾客发送的第一个消息时,首先要做到的是快速反应,不能让顾客等待超过10秒. B. 欢迎语包含自我介绍,具体格式为: 您好,我是**客服,很高兴为您服务,有什么我可以效劳的+笑脸表情您好,欢迎光临XX旗舰店,客服8号竭诚为您服务+笑脸 2. 对话对话环节是顾客对我们产品了解的一个过程,客服首先要对公司产品有一个深入了解,站在一个大师级别的高度,解答顾客对产品的疑问,可以适当引用一些专业性术语,权威性数字。但在介绍产品的时候,要用让顾客便于理解的话语。关键还是自身在于对产品的了解。(如果不了解可以培训的) 3. 议价环节 议价是当前客服工作中最常见最头疼的问题,作为买家,在网购过程中,讨价还价已经成为大多数的习惯。 A. 爱贪小便宜型,并非买不起,而是讨价还价已成习惯。 B. 心理需要得到慰藉,以讨价还价成功来满足自身内心的成就感。对于以上顾客,首先需要声明我们产品是优质的,销售价格是公司制定的(已经是最低了),价格是无法做变动,这是原则。通常到这一步,部分顾客不会再在价格上纠缠。如果你表达后,顾客表现出犹豫不决,那么可以转移顾客思想意识,或者可以发放运营给的优惠券,就说是向上申请让他稍等。
议价过程的核心思想:告知其商品的价格是无法优惠的,产品质量是有保证的这是原则,结合顾客反映,适当给予一些优惠券的方式,达成交易。 4. 支付环节(跟单) A. 一部分可能是新手买家,在支付操作过程中遇到一些问题,无法及时达成支付,这时候,你需要主动联系顾客,以关心的口吻,了解顾客碰到的问题,给予指导,直到顾客完成付款。 如迟迟未见买家付款,可以这样说“亲,您好,是支付上遇到问题了吗?有不清楚的地方,可以告诉我,或许我能帮到您+表情笑脸”。 B. 在顾客完成支付后,你可以说“亲,已经看到您支付成功了,我们会及时为您发货,感谢您购买我们的商品,有任何问题,可以随时联系我们。 5. 物流环节 在网购过程中,物流是很重要的一个环节,牵动着买卖双方的心。 A. 主动询问“您好,我是**客服,请问您的货是寄到哪个城市的?”根据买家所在城市,告知买家我们发货所用快递“您好,我们是和XX快递合作的,您现在购买,今天安排发货出去,正常情况下XX天左右可以到货”(发票同理) B. 提前声明,当你告诉顾客正常几天可以到货后,有些顾客会询问,XX能到吗?诸如此类问题。我们必须提前告知顾客“您好,由于快递不受我们控制,我们无法保证具体到货时间,只能保证今天一定给您安排发货出去,希望您能理解。”快捷语:欢迎语: 您好!很高兴为您服务,有什么为你可以为您效劳的。
客服常用话术技巧大全
客服在网店经营中,是面对消费者,直接和顾客对话的这样一个角色,对于促成网店成交也有重要的影响,而且客服往往是一个不太受约束,被规则影响的角色,今天针对淘宝客服角色常用话术问答做如下解说。 一、当“叮咚”声响起时,简单地敲一个“亲”,为的是让买家知道有人立即回应了,这是对买家的一种尊敬。回复的时候,若内容很长,可以分开回复,而不是打完一大串再回复,有的买家没有耐心,等辛苦地一大串回答了他的问题,他早都走了。 二、当回复了买家的问题,请把光标移到非文字录入区。 三、回答买家的提问一定要非常有耐心,尽量不用“嗯”“哦”等词,对不会操作流程的新手买家,最好截图一步一步教他操作。当然作为客服首先得会哦。 四、买家付款成功后,可以花3秒钟的时间确认一下收货地址,这会让买家觉得客服很细心。 五、宝贝卖出了,服务才开始。开通了旺旺短信的,发货之后,可以旺旺短信通知买家“尊敬的顾客,您的订单于*年*月*日经申通(快递名称)发出,单号为 ******,请您注意查收,谢谢。***衷心祝您生活愉快!”随时关注宝贝的去向,
若买家已签收,可以再用旺旺短信告诉他对宝贝的评价及可能发生的退换货注意事项。 以上是最基本的客服应答,下面总结了一些客服常见的问题,希望可以对新手客服有一点点的帮助。 一、买家说:“我考虑考虑” 客服的回答: 1、可以,等您考虑好以后再联系我,到时候我再来回答您提出的任何问题,好吗? 2、请问,您对宝贝还有哪些需要了解的,我可以一一为您介绍。 3、好的,谢谢,如果您今天拍下,今天就可以发货,您就可以早些看到您喜爱的宝贝了。 4、亲,您咨询的这件宝贝款式很不错,它的材质也很好,而且价格也适中,是本店的热卖单品,拍下它,今天就可以发货,也许明天就没货了。库存有限哦。
未注尺寸公差标准
未注尺寸公差标准 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 未注公差,是俗称,是业内习惯用语,一般就是指“未注尺寸公差”。 在规范的零件图中,在技术要求中,应该明确表明,未注尺寸公差按某标准某项执行;未注形位公差按某标准某项执行。 有时候,有些尺寸公差在图纸上没有标示出来,但这些尺寸公差又不是自由公差。为了简化标注,在图面上或技术说明中注明“未注公差”。.例如:图中未注公差±0.05.。在这个图中,未注公差≠自由公差。 https://https://www.360docs.net/doc/9b421059.html,/view/de43bd32591b6bd97f192279168884 868762b8b4.html 1.未注尺寸公差按GB/T1804-2000-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm
客服话术和沟通技巧
客服培训技巧及话术 作为本公司的客服人员,其主要职责是售前的沟通,新的客户和业务信息的挖掘,售中与业务人员的配合沟通和引导,售后的客户维护与新的业务信息的发掘。肯定和成功的第一印象对公司带来良好的收益,而不良的第一印象所带来的危害,远比能意识到的还要严重。现在的客户有了如此之多的选择机会,又有如此之多的企业争抢着吸引他们的注意力。客户不但不能忍受不好的服务并因此而离开公司另寻合作伙伴,而且会将对公司不好的印象向更多的人传播。所以,作为客户接触的第一桥梁,必须表现的礼貌和专业。特列出以下话术技巧以供参考: 一:售前部分: 1 新客户和业务信息的挖掘: 新的客户和业务信息的挖掘分为以下几种情况: A 湖北省内合作的广告公司: 客服人员搜集湖北省内广告公司的联系方式,主动打电话联系推销我们的产品和项目,建立全省内的业务关系合作网。 话术内容: 开场白: 1:您好我们这里是武汉鸿志广告麻烦您帮我转一下贵公司的工程部(或者负责人)。 若转接:您好我是武汉鸿志广告的XX,现在有一项业务想与贵公司合作,我们旗下的瑞博利电子科技是专业生产三面翻广告机的,不知道您之前有没有接触过三面翻呢? 我们厂家生产的三面翻材质过硬,性能优良,价格实惠,是现在整个三面翻市场性 价比比较高端的产品,不知道您最近进行的项目有没有需要三面翻的呢?如果有的 话,我可以发一份我们三面翻的具体介绍给您,里面对我们的产品性能和服务都有 非常详细的介绍,您可以和您之前接触的三面翻厂家具体对比一下,不管怎么样, 货比三家也不会吃亏的嘛。不知道您可不可以留一个邮箱或者联系方式给我? 2:若遇上公关策划或平面设计的广告公司: 您好我是武汉鸿志广告的XX,现在有一项业务想与贵公司合作,我知道贵公司主营是设计(或者策划),也是在当地很具有影响力的,想必您当地的广告公司或者您接 触的客户应该是有挺多需要做三面翻的,我们公司最近主要是拓展二级县市,非常 需要您这个有实力的公司的帮助,若是您的客户需要,或者您合作的广告公司需要,如果您能把这个需求信息反馈给我们的话,若是成单,出于感谢,我们也会对您的 介绍给予回报,当然我们的产品质量和服务绝对都是一流的,绝对不会给您的良好 信誉带来影响,那您看您能不能留个联系方式给我,然后我先把我们厂的具体介绍 和产品的详细信息发一份给您让您先了解下?也给您做个备案,以后若是有需要您 就可以直接联系我们。 3:若是遇上推脱说不需要的公司: 您好,相信您应该知道现在基本湖北的各县市都很多在做三面翻或者原有的广告牌改三面翻的,所以三面翻在广告界中的应用应该是大势所趋,您现在也许不需要,可是 不代表您以后不会有接触和需要,所以我建议您可以先把我们的资料做个备份,详 细了解一下三面翻,相信以后对您的业务和公司的发展一定会有帮助的。 若是遇见客户在电话里想要我们介绍我们的产品 产品介绍:我们的产品采用的是广东的会丰铝材,其型号的宽度(126)和厚度(1.35-1.8),远超了国家标准,传动系统采用的塑料配件是绿色的PA66,就是俗称的尼龙塑料,
京东客服常用话术
━━━━━━「欢迎类」━━━━━━ ?#E-可爱您好,工号####很高兴为您服务!请问有什么可以帮您? ?您好,欢迎光临***店铺,我们竭诚为您服务! ?您别着急,这里立刻帮您核实一下情况。麻烦您提供一下订单号,好吗? ?马上帮您查询看看,请稍等一下 ?这边需要您提供一下商品链接才能帮您查询哦,谢谢 ?您好!欢迎领导前来访问,我是您的专属客服**。很高兴为您服务(笑脸) ?您好,欢迎您选购XX,希望我的问候,如清新的雨,洗去你心头的烦忧,象凉爽的风,吹开你紧锁的眉头,让你无虑无忧,快乐永久! ━━━━━━「安抚」━━━━━━ ?我能理解; ?我非常理解您的心情; ?我理解您怎么会生气,换成是我,也会跟您一样感受; ?请您不要着急,我非常理解您的心情,我们一定会竭尽全力为您解决的; ?如果我碰到您的这么多麻烦,也会是您现在这样的心情; ?发生这样的事,给您带来不便了,不过我们应该积极面对才是对吗? ?没错,如果我碰到您这么多的麻烦,我也会感到很委屈的; ?我非常理解您的心情,请放心,我们一定会查证清楚,给您一个满意的答复; ?我真的很能理解,请放心,我们一定查证清楚,然后给您回复; ?看的出来您很着急、~~~~感觉到您有些担心~~~~~我能体会到您很生气,让我来给您提供其它的建议,您看好吗? ?非常抱歉,您不要着急,可能我们之前的服务没有做好,真的很抱歉。 ?您看,您遇到了什么问题呢?我帮您处理可以吗? ?很抱歉,我不是这个意思,可能我没有解释清楚,我再和您重新解释一下可以吗? ?您好,非常抱歉,商品刚刚发出,快递信息还未上传,或上传信息未及时更新,请您耐心等待 ?您好,我这就帮您核实快递单号是否正确,确认后以短信形式告知您详细信息,请问您的手机是? ?非常抱歉,可能我们之前的服务没有做好,我跟您说声对不起,您先不要着急,我现在就为您处理问题。 ?真的很抱歉让您不愉快,关于您反馈的问题,我会反馈到我们的质检处理,请您相信我们。 ?还麻烦您耐心等待下,发出后会跟踪物流,直至送到您的手上为止, ?尊敬X先生/女士,非常抱歉由于宝物(产品)问题给您带来不便,小的已经安排专员为您处理,如有后期宝物任何疑问请吩咐小的为您排忧解难!!
客服话术技巧
客服话术技巧 最高标准:听得到的微笑?(通过电脑屏幕)看得到的微笑 最高原则:让顾客舒服、放心 1、快速。(关键字:反应快、专业、熟练) 顾客首次到访打招呼的时间不能超过15秒。打字速度要快,至少要达到50字/分钟,且不能有错别字; 每次回答顾客问题,顾客等待时间不能超过20秒。 如回答太长,宜分次回答; 2、礼貌。(关键字:尊重、真诚、耐心、训练有素) 让顾客感觉很“爽”、很重要、上帝的感觉。切忌有不耐烦感觉。 3、专业。(关键字:自信、肯定、准确、逻辑清晰、有问必答、以专业销售) 必须要专业、准确地回答顾客的问题和讲解, 如出现错误,则予以处罚和警告优秀的专业会自动完成销售,而绝不会生硬推销。 4、亲切。 (关键字:赞美、热情、亲昵称呼、适度) 记住并称呼顾客的姓名; 推销中把握分寸,切忌不看客户反应,过度热情。 5、细心/细腻/周到。 关注顾客的情况,提醒保养、搭配要领、生日、送礼注意事项,包括写价格 7、经验。(关键字:话题、社会经验、知识面;首饰搭配、服装搭配技巧) 尤其对于高素质、见识多的顾客,知识面要广; 退而求其次,对于相关知识要精娴熟。
8、找话题。(关键字:了解顾客、随需应变、交朋友、培养好感和忠诚、市场调查) 忌无感情的纯商业对话、被动等顾客发问、问一答一; 善于引导顾客产生需求、强化需求,为顾客找消费理由。 客服技巧----帮客户做选择 销售过程中经常碰到客户对2件或多件产品对比,难以取舍。如何帮助顾客挑选尽快让客户做决定, 分析:作为一名销售员,其实我们不是在卖产品,而更多的时候是在帮顾客做选择,当顾客对2个或2个以上的产品都很感兴趣,但是又不想全买,势必会让我们来帮他做选择,首先,我们要了解顾客真正的需求,其次,通过自己的专业知识,站在顾客的角度帮顾客选择最适合的产品。最后列出123来告诉顾客为什么你选这款合适,这时候顾客一定会觉得我们很牛,一定会按照我们的选择区购买,而且 能很快确定购买。 总结:在销售过程中,一名优秀的销售员,最主要是是抓住主动权,让客户的思路跟随我们的思路去走,这样就成功了一大半。善于给客户出选择题,告诉客户最佳答案,让客户去选择就可以了。 客服技巧----如何应对顾客讨价还价。 分析:这是目前网络销售中最为普遍存在的一个现象。也是客服最大的痛点,不还价吧客户可能就流失了,还价吧,又亏了。本身网络销售的价格,大部分比市场价格要低。根据我们多年的经验总结,客户讨价还价,一般有2种情况,(1)找心理平衡。对于找心理平衡的,一般是怕我们给别人优惠,而没有给他优惠而产生的一种心理反抗。 2)爱占小便宜。而占小便宜的,并非自己购买不起,而是占便宜已经成为习惯。针对这两个问题我们解决方式(1)有一个统一的标准和原则,我们坚决不还价
DIN7168德国标准
91.04 合同号:0008
第2页 DIN 7168 3 关于线性和角度尺寸的一般公差 3.1 线性尺寸 表2. 关于半径R(示例参见插图1)和斜边 高度h(斜度)(参见图2的例子)的上下偏差 4 形状和位置的一般公差 4.1 按照DIN ISO 8015规定公差的原则 当图纸包含提示“公差按ISO 8015的规定”的时候,应用DIN ISO 8015规定公差原则所确定的一般公差。在这种情况下,适用于形状和位置的一般公差与工件结构要素的实际尺寸无关。为此,必须遵守所确定的每个公差。因此,在普遍带有最大材料尺寸的情况下,也允许使用此种形状和位置的一般公差。另外,配合需要满足在图纸中特殊说明的受约束的包容条件(参见解释)。 4.1.1 形状的一般公差 4.1.1.1 直线度和平面度 表4给出了直线度和平面度的一般公差。为了选取表列数值,有关直线的长度适用于选取直线度公差,而平面的较长侧边或圆表面的直径适用于选取平面度公差。 4.1.1.2 圆度 圆度的一般公差与直径公差具有相同的数值,但不大于表6给出的径向跳动公差数值(参见解释)。 图1. 图2. 3.2 角度尺寸 与线性的实际尺寸无关,角度尺寸的一般公差都是有效的,也就是说,不仅在带有最大材料尺寸的工件情况下,而且在带有最小材料尺寸的工件情况下,都允许出现角度误差。上下偏差并不限制某个角度构成边或者面的形状误差。 附注:对于带有形状误差的工件,把直线或者 平面最小条件情况下,构成角度的二条边,用作确定角度(最小条件的确定参见DIN ISO 1101)。
DIN 7168第3页 4.1.1.3 圆柱度 圆柱度的一般公差不予规定。 附注:如果在与圆柱面配合的时候,包容条件 应该是适用的,那么,应该按照DIN ISO 8015,用符号标记尺寸,例如,?25或者?25 H7。 4.1.2 位置的一般公差 4.1.2.1 平行度 从直线度或者平面度的一般公差(参见第4.1.1.1节)或者从平行线或平行面偏差尺寸 二者中较大的那一个,求得平行度误差的限 制。 此时,二个结构要素中较大的一个作为参考要素。如果二个结构要素具有相同的名义尺寸, 那么,每一个都可作参考要素之用。如果出于 功能原因,参考要素的这种规定不允许使用, 那么,必须按照DIN ISO 1101,单独给出平 行度公差。 附注:如果带有匹配平面,包容条件是适用的, 那么,应该按照DIN ISO 8015,用符号标记尺寸,例如,30或者30 h7。 4.1.2.2 垂直度和倾斜度 关于垂直度和倾斜度的一般公差未作规定。能应用角度尺寸的一般公差取而代之(参见第3.2节)。 4.1.2.3 对称度 关于对称的,但非旋转对称的结构要素的一般公差,取表5。如果对称结构要素是旋转对称的,而并非其他对称的,那么,这种一般公差也是适用的。 在对称度公差情况下,较长的结构要素被视作参考要素。这适用于能彼此设定为参考的所有结构要素。如果二个结构要素具有相同的名义尺寸,那么,其中每一个都可作参考要素之用。如果因功能原因,参考元素的规定不允许使用,那么,必须按照DIN ISO 1101,单独给出对称度公差。 4.1.2.4 同轴度 关于同轴度的一般公差未作规定。在特殊情形中,同轴度公差能与表6中给出的径向跳动公 差值一样大,这是因为径向跳动公差由同轴度误差和圆度误差构成。 表5. 对称度的一般公差 4.1.2.5 径向跳动公差 表6给出了径向跳动公差的一般公差。在径向 跳动公差一般公差情况下,如果把这标记为轴颈,那么,轴径被视作参考要素。否则,较长的结构要素被视作参考要素。如果二个结构要素具有相同的名义尺寸,那么,其中每一个都可作参考要素之用。如果因功能原因,参考要素的规定不允许使用,那么,必须按照DIN ISO 1101,单独给出径向跳动公差。 4.1.2.6 端面跳动公差 表6给出了端面跳动公差的一般公差。 在端面公差一般公差情况下,如果把这标记为 轴径,那么,轴径被视作参考要素。否则,每个旋转对称的结构要素都能作参考要素之用。 表6. 径向跳动公差和端面跳动公差的一般公差
客服技巧和常用话术
声音的重要性呼叫中心最基本的工作就是沟通,它的行业特殊性决定了交流是非面对面的,只能通过声音语气传达,研究表明:“当人们看不到你时,你的语音、语调变化和表达能力占你说话可信度的85%。”作为呼叫中心话务员,每天接触数以百计的客户,专业优质的语音无疑是成功沟通的基础,诚然,音质音色很大程度上取决于先天条件,但这并不能抹煞后天训练的重要性,通过科学的方法,我们完全可以塑造更加专业的声音。声音的重要性咬字要清晰:发音标准,字正腔圆,没有乡音或杂音音量要恰当:说话音量既不能太响,也不能太轻,以客户感知度为准音色要甜美:声音要富有磁性和吸引力,让人喜欢听语调要柔和:说话时语气语调要柔和,恰当把握轻重缓急,抑扬顿挫优质语音服务的要求语速要适中:语速要适中应该让客户听清楚你在说什么用语要规范:准确使用服务规范用语,“请、谢谢、对不起…”不离嘴边感情要亲切:态度亲切,多从客户的角度考虑问题,让他感到你是真诚为他服务心境要平和:无论客户的态度怎样,客服专员始终要控制好的情绪,保持平和的心态。科学发声练习法呼吸强调坐姿坐态,人坐正,略微挺胸收腹,同时全身肌肉要放松吸气要领吸到肺底…两肋打开…腹壁站定吸气要领稳劲…持久…及时补换科学发声练习法练习一模拟吹灰尘:假如桌面上布满了灰尘,深深吸口气,然后把灰尘均匀地吹干净练习二慢吸慢呼的训练:一口气数完二十四个葫芦四十八块瓢,一个葫芦两块瓢,两个葫芦四块瓢,三个葫芦六块瓢……(注:慢呼慢吸,气吸八成,吐字清楚,不可求快。)练习三慢吸快呼的训练:吃葡萄不吐葡萄皮儿,不吃葡萄倒吐葡萄皮儿(注:慢吸快呼,吐字清晰)。科学发声训练法吐字吐字归音强调的是对发音动作过程的控制是一种经过加工的艺术化的发音方法。目的:做到吐字发音准确清晰。吐字练习练习一胸腔共鸣练习:暗淡反叛散漫计划到达发展练习二口腔共鸣练习:澎湃碰壁拍打喷泉批判品牌练习三鼻腔共鸣练习:妈妈买卖弥漫隐瞒出门戏迷(注:仔细体会发音时胸腔、口腔、鼻腔共鸣的感觉)保护嗓音的方法保持心情愉快、平和、不要狂喜暴怒节制饮食,少吃或不吃刺激性强的食物预防伤风感冒,避免上呼吸道发生炎症保证足够的睡眠,保持旺盛的精神多喝水,可以舒缓平滑肌,消炎,保持嗓子的滋润运动后,女性特殊时期不要大声说话,以避免声带充血、不要模仿他人的
未注尺寸公差技术规范
1.目的和范围 规范产品结构件在设计图样上其基本尺寸无指定公差时的尺寸公差。 本规范适用于联亨技术有限公司产品、金属材料和结构件的设计、生产及检验。 2.引用标准和参考标准 下列标准包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所有版本均为有效。所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。 GB/T 1804-92 《一般公差线性尺寸的未注公差》 GB/T 13914-92 《冲压件尺寸公差》 GB/T 13914-92 《冲压件角度公差》 DIN6930-Part2 《Steel Stampings General Tolerances》 3.基本功能描述 根据加工对象与手段(冲压〈冲裁、落料、冲孔、孔中心距〉、NCT、折弯、机加工等)不同特点,制定不同工艺手段的一般公差。 4.术语: 基本尺寸:指产品零件完成后应达到的尺寸,包括在任何使用时或装配后不去除的任何表面处理层。 平冲压件:经平面冲裁工序加工而成平面的冲压件。 成形冲压件:经弯曲、拉深和其它成形工序加工而成的冲压件。 孔组间距:同一零件上一组孔的中心线与另一组孔的中心线间的距离。 5.技术要求 5.1 冲压件尺寸的未注公差 5.1.1 精度等级 本规范规定了平冲压件长度、直径、圆弧尺寸及冲裁角度,成形冲压件弯曲长度、拉深和卷圆直径、弯曲角度、孔中心距、孔组间距等均分为f、m、g、sg四个精度等级,其余尺寸和要素均不分精度等级,无特殊标注按m级生产。 5.1.2 平冲压件的未注公差 平冲压件的公差,适用于平冲压件冲裁工序,也应用于成形冲压件的平面冲裁工序的平面尺寸。 5.1.2.1 平冲压件长度L、直径D、d尺寸(图1)的极限偏差按表1规定。无特殊标注按m级生
塑料注塑常识公差分类区别
塑料制品的尺寸精度等级SJ1372-78 -3 >3-6 >6-10 >10-14 >14-18 >18-24 >24-30 >30-40 >40-50 >50-65 >65-85 >80-100 >100-120 >120-140 >140-160 >160-180 >180-200 >200-225 >225-250 >250-280 >280-315 >315-355 >355-400 >400-450 >450-500 注:1、本标准的精度等级分成1-8共8个等级。 2、本标准只规定公差,而基本尺寸的上下偏差可按需要分配。 3、未注公差尺寸,建议采用本标准8级精度公差。 4、标准测量温度18-22度,相对湿度60%-70%(在制品成形24H后测量)。center]塑料制品精度等级的选用[/center]
塑料原料性能简介 1、ABS塑料 (丙烯腈-丁二烯-苯乙烯) 英文名称:Acrylonitrile Butadiene Styrene 比重:1.05克/立方厘米成型收缩率: 成型温度:200-240℃干燥条件:80-90℃2小时 物料性能 1、综合性能较好,冲击强度较高,化学稳定性,电性能良好 2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理. 3、有高抗冲、高耐热、阻燃、增强、透明等级别。 4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件. 成型性能 1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时. 2.宜取高料温,高模温,但料温过高易分解(分解温度为>270度,对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度. 3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。 4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。 2、PS塑料 (聚苯乙烯) 英文名称olystyrene 比重:1.05克/立方厘米成型收缩率: 成型温度:170-250℃干燥条件:--- 物料性能电绝缘性(尤其高频绝缘性)优良,无色透明,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好,.强度一般,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂. 适于制作绝缘透明件.装饰件及化学仪器.光学仪器等零件. 成型性能 1.无定形料,吸湿小,不须充分干燥,不易分解,但热膨胀系数大,易产生内应力.流动性较好,可用螺杆或柱塞式注射机成型.2.宜用高料温,高模温,低注射压力,延长注射时间有利于降低内应力,防止缩孔.变形.3.可用各种形式浇口,浇口与塑件圆弧连接,以免去处浇口时损坏塑件.脱模斜度大,顶出均匀.塑件壁厚均匀,最好不带镶件,如有镶件应预热. 3、PMMA塑料(有机玻璃) (聚甲基丙烯酸甲脂) 英文名称olymethyl Methacrylate 比重:1.18克/立方厘米成型收缩率: 成型温度:160-230℃干燥条件:70-90℃4小时 物料性能透明性极好,强度较高,有一定的耐热耐寒性,耐腐蚀,绝缘性良好,综合性能超过聚苯乙烯,但质脆,易熔于有机溶剂,如作透光材料,其表面硬度稍低,容易擦花. 适于制作透明绝缘零件和强度
客服话术技巧
1 您好!欢迎光临施沛森旗舰店,**很高兴为您服务,请问有什么可以为您效劳的呢? 2 您好,请问您有什么问题需要咨询呢?我很乐意为您解答。 3 您好,施沛森旗舰店欢迎您,很高兴为您服务!……,如果喜欢我们的产品,记得收藏我们的店铺哦!引导催促 1 您要这种型号还是那款型号?这款还是那款呢? 2 您的眼光不错,这款是目前最热销的,刚刚才有顾客买了一个。 3 好的,亲再看一下哦,有需要随时联系我哦。亲还有不明白或不了解的地方吗? 4 不知道您要考虑什么样的问题呢?是价格方面的原因吗? 5 这是最后一件了哦,要买得赶紧了,呵呵。 6 忘了告诉您,我们这几天正好在促销,优惠很大的哦。 商品咨询 1 感谢您的信任,那我就给您推荐几款吧,但纯粹是个人意见哦。 2 您的眼光真不错,我个人也很喜欢您选的这款呢。 3 亲您真有眼光。这可是我们店主打产品哦!您喜欢什么颜色呢? 5 亲您好!宝贝图片是由专业摄影师拍摄,经过平面设计师校色合成,整个过程要求颜色尽量不失真但因拍摄灯光、显示器的色值偏差及个人对颜色的理解度不同,实物与图片会有一定程度的色差,此情况实属难免,最终颜色,以宝贝实物为准哦。 6 亲您好!库存量比较少的商品,可能被其他顾客买光,导致缺货。商品添加到购物车后需要完成付款后,订单才能生效哦! 7 亲您好!很抱歉,您要的这款包目前暂时断货,不能给予发货,我们也一直在联系补货,目前还没有到货,到货后会第一时间跟您给您发货,给您带来不便,请原谅! 安抚顾客 1 抱歉让亲久等了,现在咨询量大,回复比较慢,谢谢亲的耐心等待。 2 现在有多位顾客咨询,我正逐一解答,并非有意怠慢,请亲理解哦。 讨价还价 1 呵呵,您真的让我很为难,我去请示下主管,看能不能给您打个折,不过估计会有点难,您稍等哦…… 2 价格是应该考虑,但我们认为价值也同样重要呢,价格和价值是成正比的哦,所以,我们宁可一时为价格解释,也不要一世为质量道歉哦。 3 我非常理解,在购买产品的时候大家都很看重价格,但是在整个产品的使用过程中大家会更加在意这个产品的品质,所以我相信您会做出正确的判断哦。 4 我们都知道好货不便宜,便宜没好货,其实如果我们换一个角度来看,最好的产品往往也是最便宜的,因为您第一次就把东西买对了不用再花冤枉钱,而且用的时间久,带给您的价值也高,您说是吗? 5 非常感谢您的惠顾,不过,网上店铺的各项成本也不低,对于初次交易我们确实都是这个价格的,以后不论是您再次购买或者是介绍朋友来购买都是会根据不同金额给予优惠的 7不好意思哦,皮料和人工加工费都涨价了,最低就是给亲95折,以前的价格是没法再给亲了哦,请谅解下哦。 8呵呵,我们能理解亲希望优惠的心情,但这确实不是小气与大方的问题,而是成本和利润的问题,不同产品的进价不一样,有的店做的就是暴利的产品,10元钱进的东西卖亲100,包个快递再送一大堆赠品都能赚不少,但如果是80元进的东西卖100,包完快递就没有几元钱的利润了,羊毛出在羊身上这个道理亲肯定知道,我们能保证的是品质和服务,亲拿到货就会知道,绝对是很超值的!谁不想大方点拉个老顾客呢,但确实没办法做赔本的生意呀,亲千万不要误解这样就是小气,谢谢啦!/:8109哦,亲市场上有很多类似的包包,款式什么都一样的,但包的做工,使用的牛皮,五金差距是很大滴,单从图片是很难辨别质量,做工滴好坏。