钢网使用寿命
钢网使用寿命
钢网使用寿命,主要与下面因数有关系:
一,供应商控制
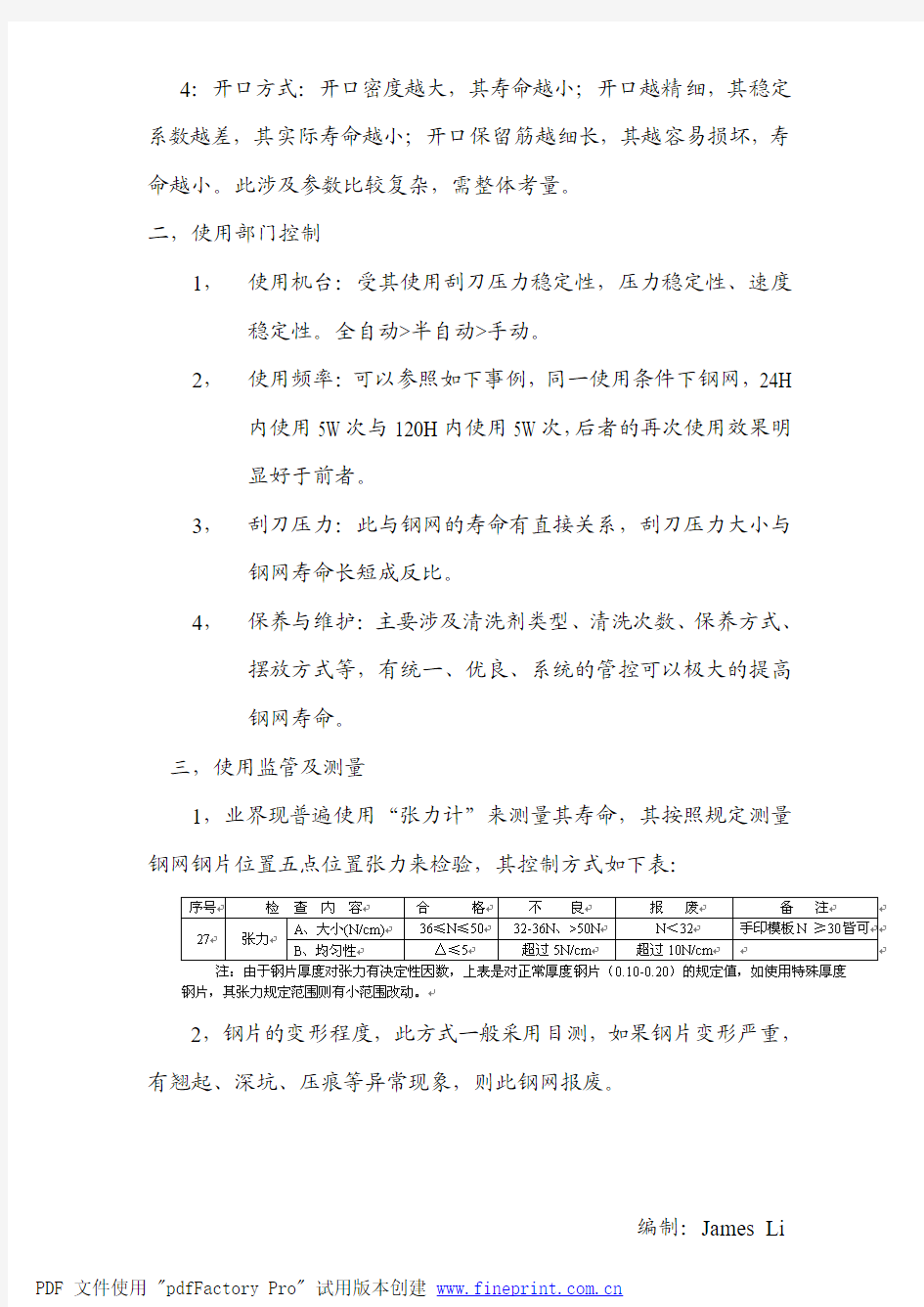
1:钢片材质,“国产钢材”还是“进口钢材”,“普通不锈钢材”还是“FG类特殊钢材”,一般情况后者钢片的使用寿命明显长于前者。 2:钢片厚度:一般情况钢片越厚使用次数越长,可以参照下表:序号厚度(MM) 最小零件次数
1 0.04-0.08 0.4BGA 01005CHIP等10000-20000
2 0.08-0.11 0.5BGA CSP CSOP 0201等50000
3 0.12-0.15 大于0603以上CHIP 80000-100000
4 0.18以上大型零件100000以上 3:是否采用STUP工艺:采用STUP工艺的多厚度钢片,其钢片表面分子结构与整体拉力有些许改变,此类钢片的寿命明显小于同一厚度钢片。STUP厚度差越大,其寿命越短。
4:开口方式:开口密度越大,其寿命越小;开口越精细,其稳定系数越差,其实际寿命越小;开口保留筋越细长,其越容易损坏,寿命越小。此涉及参数比较复杂,需整体考量。
二,使用部门控制
1,使用机台:受其使用刮刀压力稳定性,压力稳定性、速度稳定性。全自动>半自动>手动。
2,使用频率:可以参照如下事例,同一使用条件下钢网,24H 内使用5W次与120H内使用5W次,后者的再次使用效果明
显好于前者。
3,刮刀压力:此与钢网的寿命有直接关系,刮刀压力大小与钢网寿命长短成反比。
4,保养与维护:主要涉及清洗剂类型、清洗次数、保养方式、摆放方式等,有统一、优良、系统的管控可以极大的提高
钢网寿命。
三,使用监管及测量
1,业界现普遍使用“张力计”来测量其寿命,其按照规定测量钢网钢片位置五点位置张力来检验,其控制方式如下表:
2,钢片的变形程度,此方式一般采用目测,如果钢片变形严重,有翘起、深坑、压痕等异常现象,则此钢网报废。
编制:James Li
钢网设计规范
钢网设计规范 公司管理文件 钢网设计规范 文件编号 : 秘密等级:发出部门 : 颁发日期 : 版本号 :发送至: 抄送: 总页数:11 附件: 主题词 编制 : 审核 : 批准 : 文件分发清单 分发部门/人份数签收人签收日期分发部门/人份数签收人签收日期 文件更改历史 更改日期版本号更改原因
目录 1. 目的 3 2. 适用范围 3 3. 职责 3 4. 定义(术语解释) 3 5. 钢网制作要求 4 5.1 开孔原则4 5.2 钢网的制作要求4 6. 钢网的开孔设计要求 5 6.1 CHIP类器件开孔设计 5 6.2固态电容,钽电容类器件开孔设计 6 6.3排阻类开孔设计比6 6.4晶振类器件开孔设计7 6.5 SOT类器件开孔设计7 6.6 SOP,QFP类器件开孔设计8 6.7 QFN类器件开孔设计9 6.8 BGA类器件开孔设计10 6.9 PLCC器件开孔设计10 7. 其他器件开孔设计要求 11 8. 特殊器件开孔设计要求 11 9. 结束 11
1.目的 为了规范钢网开孔设计、制作和验收,保证质量。 2.适用范围 本规范适用于研发中心所有单板的钢网设计、制作和验收,钢网供应商对我司产品单板钢网制作的设计参考。 3.职责 工艺设计工程师:负责制作并修订本文件,负责钢网的开孔设计,及提供制作要求. 4 .定义(术语解释) 4.1 开孔 钢网上开的信道 4.2 宽厚比和面积比 宽厚比=开孔的宽度/钢网的厚度 面积比=开孔底面积/开孔孔壁面积 4.3 丝网 薄片外围张紧的聚合物材质或不锈钢材质丝网,它的作用是保持薄片处于平直有力的状态。丝网处于薄片和框架之间并将两者连接起来。 4.4 蚀刻系数 蚀刻系数=蚀刻深度/蚀刻过程中的横向蚀刻长度。 4.5 基准点(MARK点) 钢网上(或其它线路板)上的参考标记点,用于印刷机上的视觉系统识别从而校正PCB和钢网。 4.6 间距(Pitch) 组件相邻焊盘中心点之间的距离。 4.7 细间距(针对QFP/BGA/CSP的定义) 当BGA /CSP Pitch<=1.0 mm [40 mil],QFP Pitch<=0.625MM的称为细密间距器件。 4.8 超密间距组装技术 组件Pitch<=0.40 mm [15.7 mil]的表面组装技术。 4.9 框架 固定钢网的装置。框架可以是空心的或铸铝材质的,钢网固定的方法是:用胶水将丝网永久性胶合在框架上。某些钢网可直接固定在具有张紧钢网功能的框架里,其特点是不需要用丝网或一个永久性夹具固定钢网和框架。 4.10 开孔修改 改变开孔大小和形状的过程。 4.11 焊盘 PCB上用于表面贴装组件电气导通和物理连接的金属化表面。
钢网制作基础知识
钢网制作基础知识 1、钢网制作工艺: 一般钢网制作有两种方法:化学药水蚀刻(蚀刻)和激光机切割(激光)。 蚀刻:就需要先将处理好的GERBER数据通过光绘机制作出菲林,然后将菲林上的图形转移到钢片上,接着在蚀刻机里面加工,主要原理就是化学上的氧化反应原理; 激光切割:就是直接将处理好的GERBER数据调进激光机,采用电脑控制激光机在钢片上切孔。一般如果有精密元件(即IC引脚中心距小于等于0.5MM或者有0201元件)的话就选用激光切割,因为这个精度要比蚀刻的精度高,但相应的价格也高,否则就选用蚀刻工艺,因为价格相对便宜,同时也完全可以满足您的需求。 激光切割电抛光:电抛光为金属表面精加工的一种方法。它是以悬挂在电解槽中的金属制品为阳极,于特定条件下电解,通过阳极金属的溶解,以消除制品表面的细微不平,使之具有镜面般光泽外观的过程,通常情况下0402器件及0.5mm间距以下的器件需要电抛光。 2、钢网的尺寸: 唐山共兴主要的钢网尺寸:370mm*470mm,584mm*584mm。 也可根据板子不同的尺寸要求选取不同的供应商,比如嘉立创可提供
不同尺寸的钢网。 3、37*47钢网的有效面积: 250mm 我们所看到的上述尺寸330mm*250mm为包边后裸露的钢片的面积,但 非实际可印刷的面积。 实际印刷面积=裸露钢片面积-双刮刀面积*2,经过测量理论数值为: 实际可印刷长度=330,但由于刮刀尺寸的限制,我公司刮刀宽度主要有四 种类型:210,280,350,410.所以实际可印刷长度=280mm。 实际可印刷宽度=250-55*2=140.所以37*47钢网的有效长宽为 280*140mm.
钢网开口设计规范
. 一、目的: 规范钢网的设计,确保钢网设计的标准化。 二、范围: 适用于有限公司钢网的设计、制作及验收。 三、特殊定义: 钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。 供板:不是我司自己设计的印制电路板。而是我司客户提供的印制电路板,包括Gerber 文件,印制电路板等。制作钢网时要向钢网生产厂家说明。 四、职责: N/A 五、钢网材料、制作材料: 5.1、网框材料: 钢网边框材料可选用空心铝框,标准网框边长为736±3mm的正方形(29*29in),网框的厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。 5.2、钢片材料: 钢片材料选用不锈钢板,其厚度为0.1-0.3mm. 5.3、张网用钢丝网 钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服张力应不低于 45N。 5.4、胶 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的
网板厚度 0.1mm 0.12mm 0.15mm 0.15~0.18mm 工艺选择 激光切 割/电抛光 激光切割/电抛光 激光切割/电 抛光 一般激光切割 7.2、一般原则: 钢网开口设计必须符合宽厚比和面积比: 宽厚比(Aspect Ratio )=开口的宽度(W )/钢片厚度(T )>1.5 面积比(Area Ratio )=开口面积(L ×W )/开口孔壁面积[2×(L+W )×T]>2/3 钢网要求 PCB 板位置居中,四角及中间张力45N/cm 。 7.3、CHIP 类元件开口设计 7.3.1、 0603及以上,一般采用如下图所示的“V ”型开口: X 、Y 为焊盘尺寸,A 、B 、C 、R 为钢网开口尺寸 0603封装: A=X-0.05,B=Y-0.05,C=1/3A, D=1/3B 0805以上(含0805)封装(包含电感、钽电容): A=X-0.05 B=Y-0.1 C=1/3A , D=1/3B 7.3.2 、0402 C A X B Y D
SMT钢网制作规范
SMT钢网制作规范 1 目的 xxxx。 2 适用范围 xxxx。 3钢网开口设计规范 3.1 开口锥度 注:W1 为印刷面开口尺寸,W2 为非印刷面开口尺寸,T 为钢片厚度。 3.1.1 0.10mm 厚钢片:标准开口锥度: 0.005mm, 范围: 0.005~0.010mm 间; 3.1.2 0.12mm 厚钢片:标准开口锥度: 0.008mm, 范围: 0.005~0.012mm 间; 3.1.3 0.15mm 厚钢片:标准开口锥度: 0.01mm, 范围: 0.008~0.015mm 间; 3.1.4 0.18mm 厚钢片:标准开口锥度: 0.012mm, 范围: 0.008~0.017mm 间; 3.1.5 0.20mm 厚钢片及以上:标准开口锥度: 0.015mm, 范围: 0.01~0.02mm间; 3.2 元器件开孔要求规范 3.2.1 VLC6045:焊盘内切0.5MM,焊盘三分开孔,中间开孔宽度2.0MM,两边对称开孔, 间距0.2MM;
3.2.2 VLP8065:焊盘内切0.35MM,焊盘三分开孔,间距0.25MM; 3.2.3 SLF-D12.5L7.5:焊盘三分开孔,中间开孔宽度2.5MM,两边对称开孔,间距0.3MM。局部加厚钢网面,钢网厚度要求为0.12MM,加厚范围为焊盘周边增加0.8MM,焊盘三分开孔,中间开孔宽度2.5MM,两边对称开孔,间距0.3MM; 3.2.4 TFBGA169-1418-0.5:开边直径0.3MM的方孔,白框内半弧形状的圆点也需要开孔; 3.2.5 PDS4200H:大焊盘内切1.5MM外切0.2MM,左右两边外切0.4MM,中间开T字形,在0.7MM处下方中间保留1.5 MM。引脚内切0.3MM,中心保留1MM; 3.2.6 DPAK:焊盘内切2.0MM,剩余的开成六个方块,焊盘宽方向正中间开3MM宽,两边对等分,间距0.3MM,长方向在2.5MM处留0.3MM间距隔开,不需避孔;
钢网开口规范
钢网开口规范 锡膏网开法 CHIP类(R,L,C) 0201类:内距0.25mm,PAD 1:1开口。 0402类:内距0.4-0.5mm.长度外扩0.05mm.PAD按原始形状。 0603类:内距0.65-0.8mm,1/3椭圆内凹防锡珠。长度外加0.1mm. 0805类:内距0.8-1.1mm,1/3椭圆内凹防锡珠。长外加0.15mm. 1206及以上的:内距较大时可1:1开.1/3椭圆内凹防锡珠。长外加0.2mm. 二极管:当元件本身较大时开口可1:1,但是当元件类型很小时,要根据情况保持内距,长度适当外加(0.1-0.2mm) 三极管:开口1:1,或长度适当外加(0.1-0.2mm) IC开口: 0.4PH:W=0.185mm. L内切0.1mm,外加0.15mm.(IC,QFP) 0.5PH:W=0.22mm.L内切0.1mm.外加0.15mm.(QFP/QFN) L外加0.15mm,不内切。(IC) 0.65PH:W=0.28-0.32mm. L外加0.15-0.2mm., 0.8PH: W=0.38-0.42mm.L外加0.15-0.2mm. 1.0PH: W=0.50-0.55mm.L外加0.15-0.2mm. 1.27PH: W=0.60-0.70mm.L外加0.2mm.
PLCC: 宽度1:1.长外加0.2mm. 接地开法:面积开60%-70%。大于 1.2mm的架筋分割。筋宽为0.3mm.,当接地面积很大时,可开“井”字型,此时的筋要用0.40MM BGA开口: 0.4PH:0.24-0.26MM,方形导圆角通常开0.25MM 0.5PH: 0.28-0.30MM,方形导圆角,通常开0.30MM 0.65PH:¢=0.38mm. 0.8PH: ¢=0.45mm. 1.0PH: ¢=0.55mm 1.27PH: ¢=0.65mm 功率晶体开口: 小功率晶体开法: 此类功率晶体开法:如左图所示,中间切除部分为1.50MM,然后两头的元件都向外边加0.20MM 此类功率晶体开法:在1:1的基础上上下两处PAD各外扩0.15-0.20mm 大功率晶体开法:
SMT-钢网制作及检验标准1.doc
文件修订记录 Revision Record
1.目的 明确SMT钢网检验项目及标准,确保在生产过程中的品质稳定,延长钢网的使用寿命。 2.适用范围 适用于本公司焊膏印刷钢网和和胶钢网的设计和制作。 3.职责 3.1工艺工程中心:负责钢网的申购和制定检验标准。 3.2 研发一部、研发二部:负责提供产品PCB的GERBER文件。 3.3设备部:负责钢网的实际运用效果确认和钢网的登记保管。 3.4品控中心:负责钢网的尺寸验收并出具《钢网检测记录》。 4. 内容 4.1 材料、制作方法、文件格式 4.1.1网框材料 钢网边框材料可选用空心铝框或实心铝框。 4.1.2钢片材料 钢片材料优选不锈钢板。 4.1.3 张网用钢丝网 钢丝网用材料为不锈钢钢丝,其目数应不低于100 目,其最小屈服张力应大于35N/cm2。 4.1.4 封胶 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充所用的胶水应不与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等)起化学反应,并适合机器清洗要求。 4.1.5制作方法 客户有要求的按客户要求执行,无要求按此指引进行。 4.1.6文件格式 由研发一部、研发二部提供产品的GERBER文件,拼板方式为整板并标注尺寸范围。 4.1.7钢网Gerber确认
钢网Gerber做好之后由工艺工程师确认过后,再发放和通知供应商制作。 4.2钢网外形及标识的要求 4.2.1外形图 钢网尺寸(单位MM) 钢网类型网框尺寸胶水内侧到网 框的距离 网框厚度可开口范围备注 大钢网735*735±3.0 最大40 40±1.5 575*575 中钢网1 650*650±3.0 最大35 35±1.5 500*500 中钢网2 550*600±3.0 最大70 30±1.5 330*380 长钢网500*900±3.0 最大35 30±1.5 360*760 小钢网370*470±3.0 最大35 20±1.5 240*330 4.2.2 PCB 位置要求 一般情况下,PCB 中心、钢片中心、钢网外框中心需重合,三者中心距最大值不超过3.0mm; PCB、钢片、钢网外框的轴线在方向上应一致。 4.2.3 钢网标识内容及位置 钢网标识应位于钢片T 面的右下角(如图一所示),其内容与格式(字体为标楷体,)如下: 第一行:前面为产品编号,中间为名称,后面为版本号 第二行:钢网尺寸及厚度。 第三行:制造日期。 图一图二 4.2.4钢网标签内容及位置 钢网标签需贴于钢网网框边上中间位置,如图二所示,标签内容需有相应的PCB名称。 4.2.5 MARK 点 钢网B 面上需制作至少2个对角MARK 点。MARK位置周边5mm内不能有其它过孔、测试点等,Mark点表面要求尺寸在0.8-1.2mm之内。
钢网开口设计规范
1.目的 规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。. 2.适用范围 适用于本公司所有钢网的设计、制作及验收。 3.特殊定义: 钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。 供板:我司自己设计的印制电路板。我司提供的印制电路板,包括Gerber文件,印制电路板等。 制作钢网时要向钢网生产厂家说明。 4.职责: 钢网开制人员编制《钢网制作要求》,上传PDM,再由采购部将钢网制作要求和PCB文件发给供应商加工,《钢网加工要求》详见附件一。 5.钢网材料、制作材料: 5.1、网框材料: 钢网边框材料可选用空心铝框,一般常用网框有以下几种:29X29inch 23X23inch 650X550mm 550X500mm 。 5.2、钢片材料: 钢片材料选用不锈钢板,其厚度为0.1-0.3mm.。 5.3、张网用钢丝网 钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服张力应不低于45N。 5.4、胶水 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的胶水填充。 所用的胶水不与清洗钢网溶剂起化学反应。 6.钢网标识及外形内容: 6.1、外形图: 6.2、PCB位置要求: 一般情况下,PCB中心,钢网中心,钢网外框中心需重合,三者中心距最大值不超过3.0mm。 PCB,钢片,钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过20。 6.3、MARK点的制作要求
6.3.1 制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据PCB资料提供的大小及 形状按1:1方式开口。 6.3.2 MARK点的选择原则:PCB上的两条对角线上的四个MARK点可以不全部制作出来,但至少 需要对角的二个MARK点。如果只有一条对角线上两个MARK点,则另外一个MARK点需满足 到此对角线的垂直距离最远的原则选点。 6.3.3 涉及其他特殊情况,制作前通知钢网制作商。 6.4、厂商标识内容及位置: 厂商标识应位于钢片TOP面的右下角(如图一所示),对其字体及文字大小不做要求,但要求其符号清晰易辩,其大小不应超过一边长为80mm*40mm的矩形区域。 6.5、钢网标识内容及位置: 钢网标识应位于T面的左下角(如图一所示),其内容与格式(字体为标楷体,4号字)如下列所示: PCB名称:BG9002N PCB图号:7822176-B.1 钢网厚度:0.12mm 面别:TOP(或BOTTOM或T&B或S) 厂家编号: 开制日期: 若PCB需双面SMT制程,则需在面别处注明TOP或BOTTOM面,如果是单面板,则需在面别处注明S(SINGLE),如果是共用钢网,则需在面别处注明T&B。 7.锡膏印刷钢网开口设计: 7.1、钢网厚度及工艺选择: 7.1.1 钢网厚度应以满足最细间距QFP (QFN)、BGA为前提,兼顾最小的CHIP元件。 7.1.2 QFP pitch≤0.5mm 钢板选择0.13mm 或0.12mm;pitch>0.5mm钢板厚度选择 0.13mm--0.20mm; BGA 球间距>1.0mm钢板选择0.15mm;0.5mm≤BGA球间距≤1.0mm钢板选 择 7.1.3 如有两种以上的IC器件同时存在时应以首先满足BGA为前提。 7.1.4 特殊情况可选择厚度不同的钢网。 7.1.5 通常情况下,钢网工艺的选择以PCB板中IC的最小pitch值为依据,两者的关系如下:
钢铁工艺流程图
钢铁生产工艺流程 炼焦生产流程:炼焦作业是将焦煤经混合,破碎后加入炼焦炉内经干馏后产生热焦碳及粗焦炉气之制程。资源来源:台湾中钢公司网站。.
烧结生产流程:烧结作业系将粉铁矿,各类助熔剂及细焦炭经由混拌、造粒后,经由布料系统加入烧结机,由点火炉点燃细焦炭,经由抽气风车抽风完成烧结反应,高热之烧结矿经破碎冷却、筛选后,送往高炉作为冶炼铁水之主要原料。资源来源:台湾中钢公司网站。 .
高炉生产流程:高炉作业是将铁矿石、焦炭及助熔剂由高炉顶部加入炉内,再由炉下部鼓风嘴鼓入高温热风,产生还原气体,还原铁矿石,产生熔融铁水与熔渣之炼铁制程。资源来源:台湾中钢公司网站。 .
转炉生产流程:炼钢厂先将熔铣送前处理站作脱硫脱磷处理,经转炉吹炼后,再依订单钢种特性及品质需求,送二次精炼处理站(RH真空脱气处理站、Ladle Injection盛桶吹射处理站、VOD真空吹氧脱碳处理站、STN搅拌站等)进行各种处理,调整钢液成份,最后送大钢胚及扁钢胚连续铸造机,浇铸成红热钢胚半成品,经检验、研磨或烧除表面缺陷,或直接送下游轧制成条钢、线材、钢板、钢卷及钢片等成品。资源来源:台湾中钢公司网站。 .
.
连铸生产流程:连续铸造作业乃是将钢液转变成钢胚之过程。上游处理完成之钢液,以盛钢桶运送到转台,经由钢液分配器分成数股,分别注入特定形状之铸模内,开始冷却凝固成形,生成外为凝固壳、内为钢液之铸胚,接着铸胚被引拔到弧状铸道中,经二次冷却继续凝固到完全凝固。经矫直后再依订单长度切割成块,方块形即为大钢胚,板状形即为扁钢胚。此半成品视需要经钢胚表面处理后,再送轧钢厂轧延。资源来源:台湾中钢公司网站。 .
钢结构加工制作流程与设备汇总
1.钢结构加工制作 1.1.常用加工制作设备 1.1.1.焊接H型钢加工设备 数控火焰切割机[QSH40];有效切割厚度:6-100mm;有效切割宽度:3200mm;切割速度:50- 1000mm/min。 H/T型钢焊接机龙门焊H型钢翼缘矫正机
H型钢组立机电渣焊机 H型钢焊接机[MHT];焊接速度:240- 2400MM/MIN;腹板高度:140-2000mm;翼板宽 度:140-800mm。 H型钢翼缘矫正机[YTJ-60];翼板厚度:≤ 60mm;腹板高度:≥350mm;翼板宽度: 200mm-1000mm;矫正速度:6.3m/min。 1.1. 2.箱型钢加工设备
箱型埋弧焊接机;焊接速度:240- 2400mm/min;腹板高度:140-2000mm;翼板宽 度:140-2000mm; 悬臂式电渣焊机[JZD150A];适用工件截面: 300~1500mm;适用板材厚度:14~65mm。 U型、箱型一体机龙门式移动平面钻床 1.1.3.直缝焊管圆管加工设备
三辊卷板机;最小卷管直径: 800mm;最大卷 管板厚:120mm。 悬臂式全自动埋弧焊;焊接速度:240— 2400mm/min上下行程:800mm;左右行程: 500mm;焊丝尺寸:3.2—5mm。 1.1.4.管桁架生产线 相贯线切割机[LMGQ/P-A];切割管子外径范围:60mm~600mm;工件长度:600~12000mm。 1.1.5.无缝钢管加工设备 无缝矩形管加工设备机床
无缝圆管加工设备机床1.1.6.螺旋管加工设备
1.1.7.钢筋桁架楼承板生产线 放线架钢筋调直机机
钢网开口设计规范
钢网开口设计规范内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
1.目的 规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。. 2.适用范围 适用于本公司所有钢网的设计、制作及验收。 3.特殊定义: 钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模 具。 供板:我司自己设计的印制电路板。我司提供的印制电路板,包括Gerber 文件,印制电路板等。制作钢网时要向钢网生产厂家说明。 4.职责: 钢网开制人员编制《钢网制作要求》,上传PDM,再由采购部将钢网制作 要求和PCB文件发给供应商加工,《钢网加工要求》详见附件一。 5.钢网材料、制作材料: 、网框材料: 钢网边框材料可选用空心铝框,一般常用网框有以下几种:29X29inch 23X23inch 650X550mm 550X500mm 。 、钢片材料: 钢片材料选用不锈钢板,其厚度为-0.3mm.。 、张网用钢丝网
钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服张力 应不低于45N。 、胶水 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用 强度足够的胶水填充。所用的胶水不与清洗钢网溶剂起化学反应。 6.钢网标识及外形内容: 、外形图: 、PCB位置要求: 一般情况下,PCB中心,钢网中心,钢网外框中心需重合,三者中心距 最大值不超过3.0mm。PCB,钢片,钢网外框的轴线在方向上应一致,任两条轴线角度偏差不超过20。 、MARK点的制作要求 6.3.1 制作方式为正反面半刻,MARK点最少制作数量为对角2个,根据 PCB资料提供的大小及形状按1:1方式开口。 6.3.2 MARK点的选择原则:PCB上的两条对角线上的四个MARK点可以不 全部制作出来,但至少需要对角的二个MARK点。如果只有一条对角线 上两个MARK点,则另外一个MARK点需满足到此对角线的垂直距离最 远的原则选点。 6.3.3 涉及其他特殊情况,制作前通知钢网制作商。 、厂商标识内容及位置: 厂商标识应位于钢片TOP面的右下角(如图一所示),对其字体及文字 大小不做要求,但要求其符号清晰易辩,其大小不应超过一边长为 80mm*40mm的矩形区域。 、钢网标识内容及位置:
钢网设计规范
、目的 规范和指导本公司产品的钢网设计 、适用范围 本公司的所有钢网设计 三、设计要求 钢网设计规范 1、钢网制作要求 1.1文件处理要求:以Auto cad软件为处理平台,文件以电子档存档和传输规范 内提及的PCB PAD LAYOUT寸皆以Auto cad为准,需注意文件单位 1.2 钢网外框尺寸:A型:□ 650mm*550mm B型:□ 550mm*450mm 用于全自动印刷机的钢网首选A型钢网,用于半自动印刷机的钢网首选B型钢网1.3钢板厚度要求:以0.13mm为主,部分产品可根据实际要求进行调整 1.4钢网制作工艺:激光机切割 1.5钢网的光学点型式(图1): A.黑色盲孔.光学点一律不贯穿. B?半蚀刻部份以黑色epoxy填满 C,没MARI的钢网可以通过贯通孔来定位 1.6钢网张力要求: A. 新的钢板张力须=40土10N/cm B. 钢板张力w 5N/cm须更换 C. 量测位置于钢板张网区域九个点.如图 1.7钢板外观图例(图3、图4): H/2图1 图2 图3图4 钢网开孔区 □刚板外框 □ 钢网信息 (型号,版本,制作日期) 注:钢网文件上要标准的信息:型号、单位、厚度、外形尺寸、网孔尺寸比例、孔要求等信息。MARK点制作以及开
2、钢网开孔要求 2.1基本要求:测试点,单独焊盘、螺丝孔、插装焊盘,若研发无特殊说明则不开孔;如果开孔, 则插装焊盘、螺丝孔在客户无特殊要求情况下,要求避通孔处理。其他焊盘则根据贴片要求开 孔。 3、钢网开孔方式: 3.1封装为0201Chip 元件,可采用以下方式开孔:内距保持在0.23~0.25mm,焊盘1:1开孔,如下 图: 3.3封装为0603及0603以上的CHIP 元件,为有效的防止锡珠的产生,通常有以下几种开法 (见下图):(推荐使用A 型、B 型) 3.4二极管开孔设计: 由于此类元件要求上锡比较多,通常建议开孔 1: 1 ; D 型(焊盘1: 1开内切圆) 3.2封装为0402Chip 元件,可采用以下方式开孔:(推荐使用A Y1=1/3Y
SMT钢网设计规范
SMT钢网设计规范 编号:
修订记录 目录 1目的 ......................................................................................... 2使用范围...................................................................................... 3权责 ......................................................................................... 4定义 ......................................................................................... 5操作说明...................................................................................... 材料和制作方法 (4) 钢网外形及标识的要求 (5) 钢片厚度的选择 (7) 印锡膏钢网钢片开孔设计 (8) 印胶钢网开口设计 (27) 6附件 (30) 1目的 本规范规定了本公司钢网外形,钢网标识,制作钢网使用的材料,钢网焊 盘开口的工艺要求。 2范围
本规范适用于钢网的设计和制作。 3权责 工程部:负责的钢网开口进行设计。 4定义 钢网:亦称模板,是SMT印刷工序中,用来漏印焊膏或胶水的平板模具。 MARK点:为便于印刷时钢网和PCB准确对位设计的光学定位点。 5详细内容 材料和制作方法 5.1.1网框材料 钢网边框材料可选用空心铝框或实心铝框,网框边长为736*736±5mm的 正方形,网框的厚度为40±3mm。网框底部应平整,不平整度不可超过 1.5mm。外协用网框规格,由PE工程师外协厂家商讨决定。 注意:550mm*650mm钢网在网框四角需有四个固定孔:规格尺寸:650*550 型材尺寸:40*30、螺孔尺寸:4-M6、螺孔位置:600*510 、直/斜边: 斜边。 5.1.2钢片材料 钢片材料优选不锈钢板,其厚度为。 5.1.3张网用丝网及钢丝网 丝网用材料为尼龙丝,其目数应不低于90目,其最小屈服张力应不低于35N。钢丝 网用材料为不锈钢钢丝,其目数应不低于90,其最小屈服张力应不低于35N。 5.1.4张网用的胶布,胶水 在钢网的底部,使用铝胶布覆盖钢片与丝网结合部位以及网框部分。在钢网的正面, 在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充,所用的 胶水应不与清洗钢网用的清洗溶剂(工业酒精,二甲苯,丙酮等)起化学反应。
钢网管理规范
1.目的 为了规范钢网使用及其管理,延长钢网使用寿命。 2.范围 钢网管理规范适用于公司内部所有的钢网管制。 3.组织与权责 3.1 生产部门: 3.1.1根据需要填写《请购单》; 3.1.2协助品质检验部对接收的钢网进行验收。 3.1.3对接收到的钢网进行检查并贴上钢网管理标贴。 3.1.4对所有的钢网使用、清洗、维护、保存。 3.2工艺部门:SMT工程师核实发外制作,并跟踪钢网制作全过程、校对等事物。 3.3 品质部门: 3.3.1负责对钢网进行首检验收,填写《钢网验收记录单》(附件一), 3.3.2对生产部门的使用和管理进行监督。 4.钢网制作基准 4.1 仓库接收钢网尺寸 4.1.1自动印刷设备:L650*W550mm 4.1.2手动印刷设备:(L500-1500)*W500mm 4.2 钢网厚度 4.2.1元件最小PITCH≤0.3mm的产品,厚度为0.10mm; 4.2.2元件最小PITCH≥0.4mm的产品,厚度为0.10mm; 4.2.3动力电池的FPC产品,厚度为0.25mm(特殊型号根据实际要求而定); 4.3钢网张力 4.3.1用张力计测量钢网的四个边角和它的中心点,要求达到张力要求。 4.3.2张力要求:35≤F≤50(G/CM) 4.3.3张力误差:F≤8(G/CM) 4.4 钢网验收标准 4.4.1网面无划痕、变形,污物,字符与PCB板对应。 4.4.2目测铝框平整、整洁;测量外型尺寸核对与资料无误,其公差小于2mm 。 4.4.3钢片与铝框之间的刮胶平整,颜色均匀,厚度均匀。 4.4.4目测焊盘和开口数量,形状,位置是否一一对应,IC开口尺寸是否与要求相符。
钢网制作基础知识
钢网制作基础知识-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
钢网制作基础知识 1、钢网制作工艺: 一般钢网制作有两种方法:化学药水蚀刻(蚀刻)和激光机切割(激光)。 蚀刻:就需要先将处理好的GERBER数据通过光绘机制作出菲林,然后将菲林上的图形转移到钢片上,接着在蚀刻机里面加工,主要原理就是化学上的氧化反应原理; 激光切割:就是直接将处理好的GERBER数据调进激光机,采用电脑控制激光机在钢片上切孔。一般如果有精密元件(即IC引脚中心距小于等于或者有0201元件)的话就选用激光切割,因为这个精度要比蚀刻的精度高,但相应的价格也高,否则就选用蚀刻工艺,因为价格相对便宜,同时也完全可以满足您的需求。 激光切割电抛光:电抛光为金属表面精加工的一种方法。它是以悬挂在电解槽中的金属制品为阳极,于特定条件下电解,通过阳极金属的溶解,以消除制品表面的细微不平,使之具有镜面般光泽外观的过程,通常情况下0402器件及间距以下的器件需要电抛光。 2、钢网的尺寸: 唐山共兴主要的钢网尺寸:370mm*470mm,584mm*584mm。
也可根据板子不同的尺寸要求选取不同的供应商,比如嘉立创可提 供不同尺寸的钢网。 3、37*47钢网的有效面积: 250mm 330mm 我们所看到的上述尺寸330mm*250mm为包边后裸露的钢片的面 积,但非实际可印刷的面积。 实际印刷面积=裸露钢片面积-双刮刀面积*2,经过测量理论数值 为: 实际可印刷长度=330,但由于刮刀尺寸的限制,我公司刮刀宽度主要有 四种类型:210,280,350,410.所以实际可印刷长度=280mm。
钢网开口设计规范标准
. . . 一、目的: 规钢网的设计,确保钢网设计的标准化。 二、围: 适用于钢网的设计、制作及验收。 三、特殊定义: 钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。 供板:不是我司自己设计的印制电路板。而是我司客户提供的印制电路板,包括Gerber 文件,印制电路板等。制作钢网时要向钢网生产厂家说明。 四、职责: N/A 五、钢网材料、制作材料: 5.1、网框材料: 钢网边框材料可选用空心铝框,标准网框边长为736±3mm的正方形(29*29in),网 框的厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。 5.2、钢片材料: 钢片材料选用不锈钢板,其厚度为0.1-0.3mm. 5.3、网用钢丝网 钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服力应不低于45N。 5.4、胶 在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的 胶水填充。所用的胶水不与清洗钢网溶剂起化学反应。
工艺选择 激光切 割/电抛光 激光切割/电抛光 激光切割/电 抛光 一般激光切割 7.2、一般原则: 钢网开口设计必须符合宽厚比和面积比: 宽厚比(Aspect Ratio )=开口的宽度(W )/钢片厚度(T )>1.5 面积比(Area Ratio )=开口面积(L ×W )/开口孔壁面积[2×(L+W )×T]>2/3 钢网要求 PCB 板位置居中,四角及中间力45N/cm 。 7.3、CHIP 类元件开口设计 7.3.1、 0603及以上,一般采用如下图所示的“V ”型开口: X 、Y 为焊盘尺寸,A 、B 、C 、R 为钢网开口尺寸 0603封装: A=X-0.05,B=Y-0.05,C=1/3A, D=1/3B 0805以上(含0805)封装(包含电感、钽电容): A=X-0.05 B=Y-0.1 C=1/3A , D=1/3B 7.3.2 、0402 钢网开口与焊盘设计为1:1的关系。 C A X B Y D
SMT钢网设计基本要求
SMT网板设计基本技术要求 引言 在SMT贴装工艺技术中,印刷工艺是第一环节,也是极其重要的一个环节。印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%-70%的焊接缺陷与印刷质量有关。因此,有必要对印刷工艺的各个方面进行研究。在影响印刷工艺的各个方面中,网板的设计起着举足轻重的作用。 一般技术要求 1.网框:框架尺寸根据印刷机的要求而定,采用铝合金, 框架型材规格为37*47′55*65′(cm) 2.绷网:采用红胶+铝胶带方式,在铝框与胶粘接处,须均匀刮上一层保护漆(S224)。同时,为保证网板有足够的张力( 规定不小于30牛顿/cm)和良好的平整度,建议不锈钢板距网框内侧保留25mm-50mm间距。 3.基准点(Fiducial mark):根据PCB资料提供的大小及形状按1:1方式开口,并在印刷反面刻半透(1/2网板厚度)。在对应坐标处(包括对角处),整块PCB至少开两个基准点。 4.开口要求: 1.41.位置及尺寸确保较高开口精度,严格按规定开口方式开口。 1.4 2.独立开口尺寸不能太大,宽度不能大于2mm,焊盘尺寸大于2mm的中间需架0.4mm的桥,以免影响网板强度。 1.43. 开口区域必须居中。 5.字符:为方便生产,建议在网板左下角或右下角刻上下面的字符:Model(公司PCB型号);T(网板厚度);Date(制作日期);网板制作公司名称。 6.网板厚度:为保证焊膏印刷量和焊接质量,网板表面平滑均匀,厚度均匀,网板厚度参照以上表格, 网板厚度应以满足最细间距QFP .BGA为前提: 如PCB上有0.5mmQFP和CHIP 0402组件,网板厚度0.12mm; 如 PCB上有0.5mmQFP和CHIP 0603以上组件,网板厚度0.15mm; 表中单位为:mm
SMT钢网制作要求—范文
SMT钢网制作要求—范文 一.网框 选择使用与印刷机对应的相应规格型材的银白色铝框,常用网框有以下几种: 1.大小:736×736mm,边框:宽40×厚40mm 2.大小:580×580mm 3.大小:370×470mm 二.绷网 先用细砂纸将钢片表面粗化处理并打磨钢片边缘,再进行绷网。绷网用材料为不锈钢钢丝,使钢网与网框处于电导通状态,便于生产时板上静电的释放;钢网丝目数应不低于100目,其最小屈服张力应不低于45N。绷网完成后,在钢网的正面,钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充。所用的胶水不应与清洗钢网用的清洗溶剂(工业酒精、二甲苯、丙酮等)起化学反应。 三.钢片 为保证钢网有足够的张力和良好的平整度,所做钢片距外框内侧应保留有25mm 的距离。建议根据不同的元件选择相应的钢片厚度,主要依据最小开孔和最小间距为考虑,详见下表或可根据公式进行计算得出: 若焊盘尺寸L>5W 时,则依据宽厚比确定钢片的厚度:W/T≥1.5 若焊盘呈正方形或圆形,则依据面积比确定钢片的厚度:L×W/[2T(L+W)]≥0.66 元件对应钢片厚度表 四.字符 为方便公司与供应商沟通,应在钢片和网框上附上以下字符(特殊要求除外)(应该加上流扳方向以及上钢网方向) MODEL:(产品型号) P/C:(供应商制作型号) T:(钢片厚度) DATE:(生产日期)
QA:检验员 标识区:刻钢网厂家LOGO、要求字符等 俯视图 侧视图 六.开孔方式 说明:以下开孔方式仅包含常见典型零件,若碰到以下规范中未提及之焊盘类型,可参考元件焊盘外形类似之开孔设计方案制作。 6.1 锡膏制程中钢网开孔方式: 此钢网开孔方式满足大部分产品达到最佳锡膏释放效果的要求,所有开孔方式试用于有铅制程,如有特殊要求应按要求制作。 a.CHIP 料元件 封装为0402/0603/0805 元件开孔如下图(按焊盘100%开孔;0603 内距保持0.65): 封装为0805 以上(不含0805)chip 元件开孔如下图(进行防锡珠设计): 0402/0603/0805 元件开孔方式 0805 以上元件开孔 贴片磁芯电感焊盘如下,钢网开孔方式(进行外延设计): 焊盘小于3mm×4mm 时,钢板开孔方式;(焊盘大于3mm×4mm 时,钢网开孔方式详见第8 条) 二极管钢网开孔方式:(外扩0.1mm-0.2mm,内间距保持不变)钽电容按100%(外扩0.2mm,内间距保持不变) 备注:大CHIP 料无法分类的内距保持不变,全部开1/3 梯形防锡珠(详细开孔方式见0805以上零件防锡珠开孔设计)。 b.小外型晶体 SOT323 长形焊盘钢网开孔方式:(外扩0.1-0.15mm;方形焊盘按1:1 开口) SOT23 元件钢网开口方式:(外扩0.1-0.15mm) SOT143、SOT223 元件钢网开孔方式:(开孔按焊盘1:1) SOT143 SOT223 SOT89 元件钢网开孔方式:
钢网设计规范
钢网设计规范 一、目的 规范和指导本公司产品的钢网设计。 二、适用范围 波达公司的各SMT 产品。 三、设计要求 1、钢网制作要求 1.1 文件处理要求:以Auto cad 软件为处理平台,文件以电子档存档和传输 规范内提及的PCB PAD LAYOUT 尺寸皆以Auto cad 为准,需注意文件单位 1.2 钢网外框尺寸:A 型:□450mm*520mm B 型:□735mm*735mm 普通产品包括样机产品首选A 型,PCB 外形大于180mm 考虑选B 型大钢网。 1.3 钢板厚度要求:已0.12mm 为主,部分产品可根据实际要求进行调整。 1.4 钢网制作工艺:Laser 切割,并电抛光处理(大于0.5mm 间距元件焊盘可以考虑不需电抛光)。 1.5 钢网的光学点型式(图1): A .黑色盲孔.光学点一律不贯穿. B .半蚀刻部份以黑色epoxy 填满 图1 C ,没MARK 的钢网可以通过贯通孔来定位 1.6 钢网张力要求: A.新的钢板张力须>=40N/cm B.钢板张力<=32N/cm 须更换 图2 C.量测位置于钢板张网区域九个点.如图 1.7 钢板外观图例(图3、图4): 图3 图4 注:钢网文件上要标准的信息:名称、单位、厚度、外形尺寸、网孔尺寸比例、MARK 点制作以及开 孔要求等信息。 2、钢网开孔要求 2.1 基本要求:测试点,单独焊盘、螺丝孔、插装焊盘,若研发无特殊说明则不开孔;如果开孔, 钢网开孔区 刚板外框 钢网信息 (名称, 版本, 制作日期 )
则插装焊盘、螺丝孔在客户无特殊要求情况下,要求避通孔处理。 2.2 如需通过定位销定位的PCB,则需开孔贯穿,孔径比销径约大2mil 3、钢网开孔方式: 3.1 封装为0201Chip元件,可采用以下方式开孔:内距保持在0.23~0.25mm,焊盘1:1开孔,如下图: 3.2 封装为0402Chip元件,可采用以下方式开孔:(推荐使用A型) 3.3 封装为0603及0603以上的CHIP元件,为有效的防止锡珠的产生,通常有以下几种开法 (见下图): ( 推荐使用A型、B型) 3.4二极管开孔设计: 由于此类元件要求上锡比较多,通常建议开孔1:1; 对于内距较大,焊盘较小的二极管可保证内距不变,焊盘外三边按面积适当加大10~15%; 若PAD Pitch 跟大小与正常Chip相同,也可视具体情况采用适当防锡珠处理。
SMT钢网制作规范
钢网开孔标准 产品型号:XXXXXXX 适用范围:生产工艺 文件编号:XXX 制作日期: 修订日期: 编制: 审核: 批准:
总则: 在本标准涉及的开口方式均视焊盘为规则,若出现焊盘不规则或与正常焊盘大小有较大出入时,应视具体情况而决定开口方式。 1.目的: 统一钢网开孔标准,保证钢板开孔设计一致性,保证锡膏印刷品质; 2.适用范围: 适用于XXX公司SMT钢网开孔 3.主要职责: 3.1工艺工程师根据NPI部门提供的贴片资料,以及工艺工程师根据产品的特点提出钢网制作要求(设计方案); 3.2工艺钢网制作人员负责填写《钢网和治具制作申请单》《钢网评估单》会签各部门然后才进行制作; 3.3采购负责向供应商下《采购订单》和与供应商对账,协助付款事宜; 3.4生产部门负责钢网的领取,使用,存放及存放前的清洗工作; 3.5 品管品负责来料检验及钢网使用稽核; 4.制作要求: 4.1 提供 GERBER文件或PCB板(一般以GERBER为准),PCB进行参考(客户特殊说明除外) 如两者不符时与我司工程负责人确认; 4.2 加工类型:激光+电抛光(化学蚀刻Chemically Etched、激光切割Laser-Cut、电铸加工Electroform) 4.3 开口要求:CHIP按照客户规范及附件修改要求; 4.4 测试点、话筒/振动马达、螺丝孔、单独焊盘、三角形防静电点等及SPK、MIC、RF、MOTOR、BT 等后焊组件: 不开孔(特殊客户要求除外);排线、天线馈点(ANT类的单个焊盘):文件和PCB板上都有时,需找客户确认! 4.5 IC接地没有特别要求视为开孔; 4.6 通孔没有特别要求视为不开孔; 4.7焊盘过板孔要避开; 4.8 MARK点: 4.8.1 非印刷面半刻并用不溶于异丙醇的透明树脂封胶或半蚀刻加黑处理,Mark点选取原则为板边 2个,单板上最少4个(即板为4或6拼板时左右每块小板各开立2个),若 Gerber 中无 Mark点,工程需与客户确认 Mark点位置;对于激光制作的钢网,其MARK点采用表面烧结的方式制作MARK点的灰度应达到钢网厂商提供的样品的标准; 4.8.2 Mark点选用1.0或1.5或2.0mm直径大小的小圆点;(注意:选用 Mark 点时不宜选用在3mm范围内有另外同类型 Mark点的点); 4.9 排版:拼板按照客户要求,连板按文件或PCB; 4.10 PCB位置要求、钢片尺寸及网框(Frame):PCB中心、钢片中心、钢网外框中心需重合,三者中心距最大偏差值不超过3mm;PCB、钢片钢网外框的轴线在方向上应一致,任意两条轴线角度偏差不超过2度,如果是共享钢网,所须遵循的设计原则由设计者提供。铝框本色无钻孔,选择使用与印刷机对应的相应规格型材的银白色铝框,网框的厚度为40.0±3.0 mm。网框底部应平整,其不平整度不可超过0.5mm。常用网框有以下几种: 1)大小:550mm*650mm; 2)大小:420mm*520mm;