二十一辊矫直机毕业设计说明书
二十一辊板带矫直机的设计与校核
摘要
轧钢生产已经成为冶金生产行业中把钢坯轧制成钢材的重要生产环节,具有产量大、品种齐全,生产过程机械化自动化程度高等许多优点,是满足国民生产需要的重要技术。并且随着科学的发展,轧钢生产行业与传统机械业进一步紧密的结合在一起。利用轧钢生产技术,提高轧制产品的质量,减少轧制生产时间,提高成材率,降低生产成本和材料的利用率已经成为轧钢机械设计的主要目标。而矫直技术是提高板带钢产品表面质量和平坦度的重要环节。
本文是依据板带矫直机的生产过程和工作原理,经过现场实习,首先从二十一辊板带矫直机的总体方案评述开始,依次进行了主电机的选择计算,主传动系统的设计,工作辊与支承辊设计,矫直机压下与压上装置的设计与校核;并对矫直机的某些零件和基本结构进行了设计;并且研究了矫直机的发展方向。
关键词:轧钢生产、表面质量、矫直机、平坦度
Design and Calibration of 21 Roller Board-belt Straightening Machine
Abstract
The product of steelrolling has become an importanct tache of rolling billet to be steels in the metallurgy produce industry. The stongpoint of this industry is have great output of the production is the variety production.and the produce process is very mechanization and automatization.The steelrolling is a importanct technonlogy to fulfill the country need.Also with the development of steelrolling industry the industry integrate very well with the tration mechanism industry. How to make use of the steelrolling manufacture technology, enhance the rolling quality of the production, decrease the product of rolling time,enhance the rate of product useful rolled steel .The straighting techology is a important tache to enhance the surface quality and flatness of the production .
This article design basis on the boardstrip straighting machine produce process and the working principle in the steel metallurgy. With practice in scene. The design is begin with the designing of the main transmission and the machine roller in the straighting machine .This article first begine with the scheme review of the collectively. Then go along with choice of the main electromotor, the design of work roller and the support roller , press down equipment and press up
equipment .Following designed the local assessory and the over all structure.
Besides researched the development direction of the straighting machine .
Keywords: Product of steelrolling、Straighting machine、
Surface
quality、Mechanization .
目录
1绪论------------------------------------------------------------------ 1.1轧钢生产的国内外发展情况----------------------------------------------1.1.1 一轧钢生产及产品种类------------------------------------------------1.1.2 轧钢机械的分类及标称------------------------------------------------1.2矫直机在轧钢生产中的作用及发展情况------------------------------------1.3现场二十一辊板带矫直机的工作原理--------------------------------------1.4鞍山钢铁集团冷轧薄板厂------------------------------------------------1.4.1 鞍钢冷轧薄板厂介绍--------------------------------------------------
1.4.2 典型设备------------------------------------------------------------1.4.3 主要产品------------------------------------------------------------
1.4.4 厂区平面布置图:----------------------------------------------------
2 总体方案评述---------------------------------------------------------- 2.1轿直机的调整形式------------------------------------------------------2.2 机座形式------------------------------------------------------------2.
3 支承辊的布置形式----------------------------------------------------2.
4 辊的材质------------------------------------------------------------2.
5 传动系统的形式------------------------------------------------------2.
6 轴承选择------------------------------------------------------------2.7压下机构的形式------------------------------------------------------
2.8 矫直辊列的布置形式与驱动形式----------------------------------------
3 矫正机力能参数的计算 ------------------------------------------------- 1 3.1二十一辊矫直机的技术性能及矫直工艺参数------------------------------------------------ 1 3.2辊式矫正机基本参数的确定:------------------------------------------- 1 3.3矫直力的计算--------------------------------------------------------- 1
3.4矫直功率的计算和电机功率的选择--------------------------------------- 1
4 主要零部件校核计算--------------------------------------------------- 1 4.1矫直辊的校核计算----------------------------------------------------- 1 4.1.1 矫直机矫直扭矩的计算----------------------------------------------- 1 4.1.2第三辊上弯曲力矩和支反力的确定------------------------------------- 2 4 压下压上装置的计算及校核 --------------------------------------------- 3 4.1压下电机功率的选择--------------------------------------------------- 3
4.1.1压下螺丝的传动力矩和压下电机功率的计算----------------------------- 3 4.2压下装置的校核计算--------------------------------------------------- 3 4.2.1压下电动机的过载校核计算------------------------------------------- 3 4.2.2压下螺丝及压下螺母的强度校核设计----------------------------------- 3 4.3压上机构设计与校核--------------------------------------------------- 3
4.3.1低速级蜗轮蜗杆的设计计算------------------------------------------- 3
5 斜齿圆柱齿轮减速装置设计及校核 --------------------------------------- 4 5.1减速机齿轮设计与校核------------------------------------------------- 4 5.1.1、齿轮材料、精度和齿数的选择---------------------------------------- 4 5.1.2减速机齿轮设计计算------------------------------------------------- 4 5.1.3齿轮接触强度校核--------------------------------------------------- 4 5.2减速机轴的设计与校核------------------------------------------------- 4 5.2.1 求输出轴上的功率P2转速n2和T2转矩--------------------------------- 4 5.2.2求作用在齿轮上的力------------------------------------------------- 4 5.2.3初步确定轴的最小直径----------------------------------------------- 4 5.2.4轴的结构设计------------------------------------------------------- 4 5.2.5按弯扭合成应力校核轴的强度----------------------------------------- 5 5.2.6精确校核轴的疲劳强度----------------------------------------------- 5
5.2.7圆锥辊子轴承校核--------------------------------------------------- 5
6 润滑方式的选择------------------------------------------------------- 5
结论与评价----------------------------------------------------------- 4致谢----------------------------------------------------------------- 4参考文献------------------------------------------------------------- 4
附录A英文资料及译文 ------------------------------------------------- 5
1 绪论
1.1 轧钢生产的国内外发展情况
1.1.1 轧钢生产及产品种类
在20世纪末,世界轧钢技术发展迅速。轧钢生产在自动化、高精度化、连续化方面取得了较大进步。轧钢生产是将钢锭或钢坯轧制成钢材的重要生产环节和主要方法。因为用轧制方法生产出的钢材,具有生产率高、生产过程连续性强、品种多、易于实现机械化、自动化等优点,而且比锻造、挤压、拉拔等生产产品,性能更高,成本更低。目前,约有93%的钢都是经过轧制成材的。有色金属生产也大量应用轧制方法。
轧钢生产的主要产品为建筑、造船、汽车、石油、化工、国防、矿山等专用钢材。目前,我国轧钢生产的钢材品种主要有薄钢板、硅钢片、钢带、无缝钢管、焊接钢管、铁道用钢、普通大型材、普通中型材、普通小型材、优质型材、冷弯型钢、线材、特厚钢板、中厚钢板等。轧钢生产的产品按钢材断面形状分为:钢板、钢管和型钢。型钢是一种应用范围广泛的钢材。我国型钢产量占钢材总产量的25%~30%。型钢按用途分为:普通型钢和专用型钢。从断面形状又可分为异型断面型钢和简单断面型钢。从生产方式的角度又可分为焊接型钢、弯曲型钢和轧制型钢。
板带材也是一种广泛应用的钢材,我国的板带材产量占钢材总产量的45%~55%。板带钢按应用领域分为建筑板、桥板、船板、汽车板、电工钢板、机械用板等。按照轧制温度的不同又可以分为热轧板带和冷轧板带。钢板按厚度分为:中厚板、薄板和箔材。
钢管的用途主要有建筑用管和石油管道等。我国钢管产量占钢材总产量的10%~15%,钢管的规格一般用外形尺寸及壁厚标称。其断面一般为圆形管,也有多种异型钢管和变断面钢管。钢管从制造角度划分为无缝钢管、螺旋钢管与直缝钢管、冷轧钢管等。按断面形状划分为圆形管、异型
钢管和变断面钢管。这些品种齐全、样式繁多的钢管被应用在管道、石油运输,锅炉侧壁、地质钻探、轴承及注射针管等方面。
随着轧钢工艺及轧钢技术的不断发展,钢材的生产范围将不断扩大,产品品种也将不断增多。近年来我国许多有价值的钢板产量大幅度增长,冷轧硅钢片2003年已达89.6万吨,镀锡板2002年已经达到110万吨,管线钢、石油管、耐火钢板、冷轧不锈钢板产量达55万吨。
1.1.2 轧钢机械的分类
轧钢机械的定义是轧制钢材的机械设备,轧件在轧辊中产生塑性变形,轧制出所需形状的钢材。轧钢机械主要由轧钢机和辅助设备组成。轧钢机由工作机座、传动装置、换辊装置及主电机组成。主机列称为轧钢车间主要设备,轧钢机以外的设备统称辅助设备。由于钢材产品种类很多,轧钢机可按用途、构造和布置三种方法进行分类。辅助设备种类很多、数量大,包括剪切机、热锯机、矫直机、卷取机、冷床、辊道及换辊装置。
1.2 矫直机在轧钢生产中的作用及发展情况
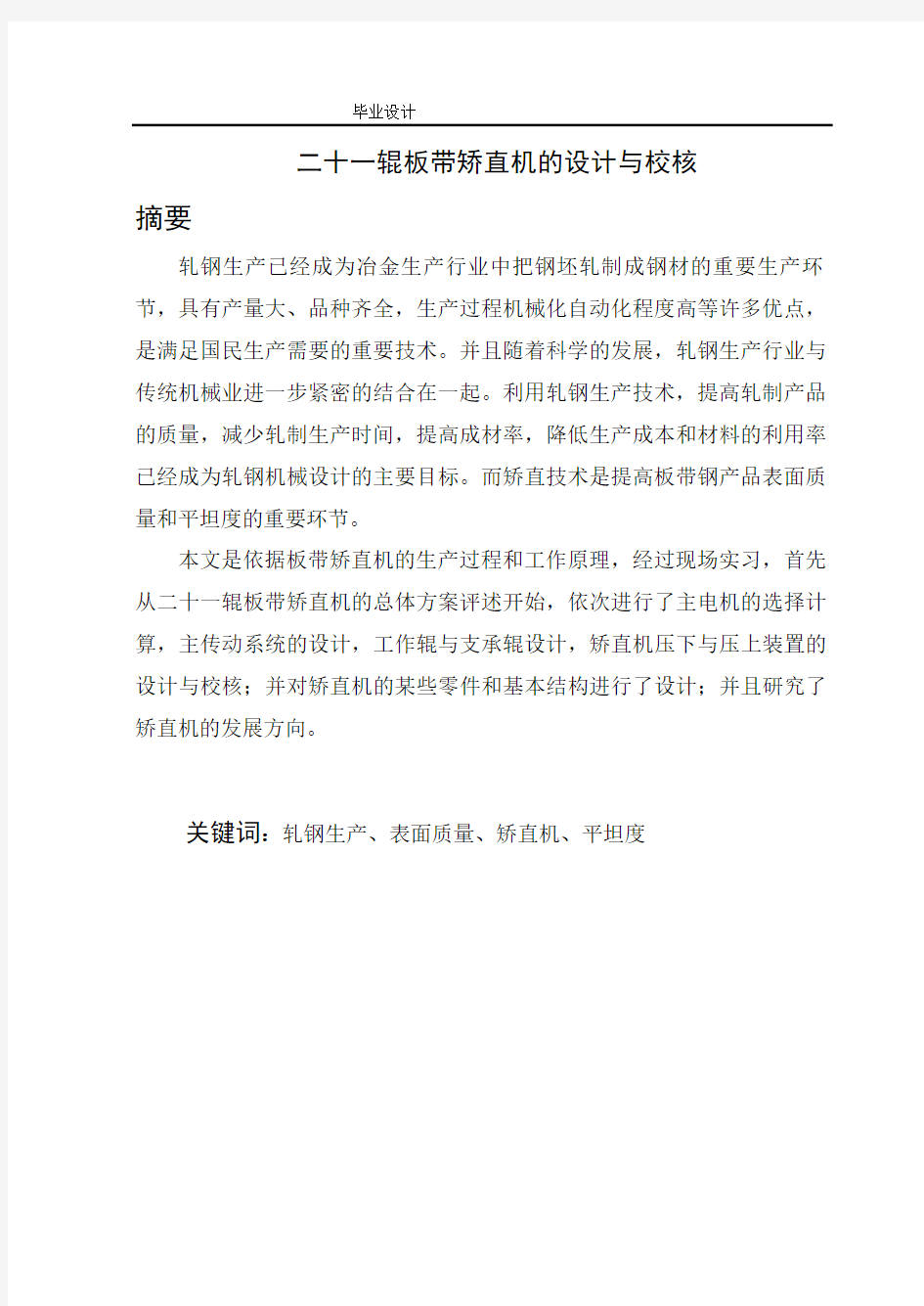
a-侧弯 b-中浪 c-边浪 d-长度方向瓢曲 e-宽度方向瓢曲
图 1.1 金属带材产品的缺陷
矫直是金属材料加工的后部工序,这道工序可以大幅度的提高产品的质量水平,大大改善产品在轧制、冷却和运输过程中产生的各种形状缺陷。如:钢轨的弧形弯,板带材的横纵向弯曲、边部浪、镰刀弯等缺陷。矫直机已经成为轧制车间不可缺少的设备,而且广泛应用于以板坯为原料的各种工厂车间,如汽车制造厂、船舶制造厂等。
矫直机按照结构可以分为压力矫直机、辊式矫直机、管棒材矫直机、拉伸矫直机和拉伸弯曲矫直机。
20世纪以来,矫直技术得到了很大的发展。但在快速发展的矫直理论背后,矫直技术在实际生产中的应用却非常滞后。矫直理论总体来说还很粗糙,因为矫直机的许多参数还需要依靠经验公式和经验数据来决定,矫直机矫直辊负辊距的破坏作用的机理直到20世纪80年代才被阐明,落后于实际30多年。辊数、辊距、压弯量、辊径、矫直速度等许多数据还没有权威的理论公式。直到20世纪80年代,矫直理论才逐步走向完善,现已开发出万能矫直机、行星矫直机、旋转反弯矫直机、辊距改变的9+1辊矫直机,并且矫直机实现了利用计算机程序实现自动控制。随着矫直技术的发展四种矫直技术逐步发展成熟,它们是弯曲矫正技术、拉伸矫正技术、拉弯矫正技术和扭转矫正技术。随之而来的还有平动矫直技术,行星矫直技术、全长矫直技术、变凸度及变辊距矫直技术等。
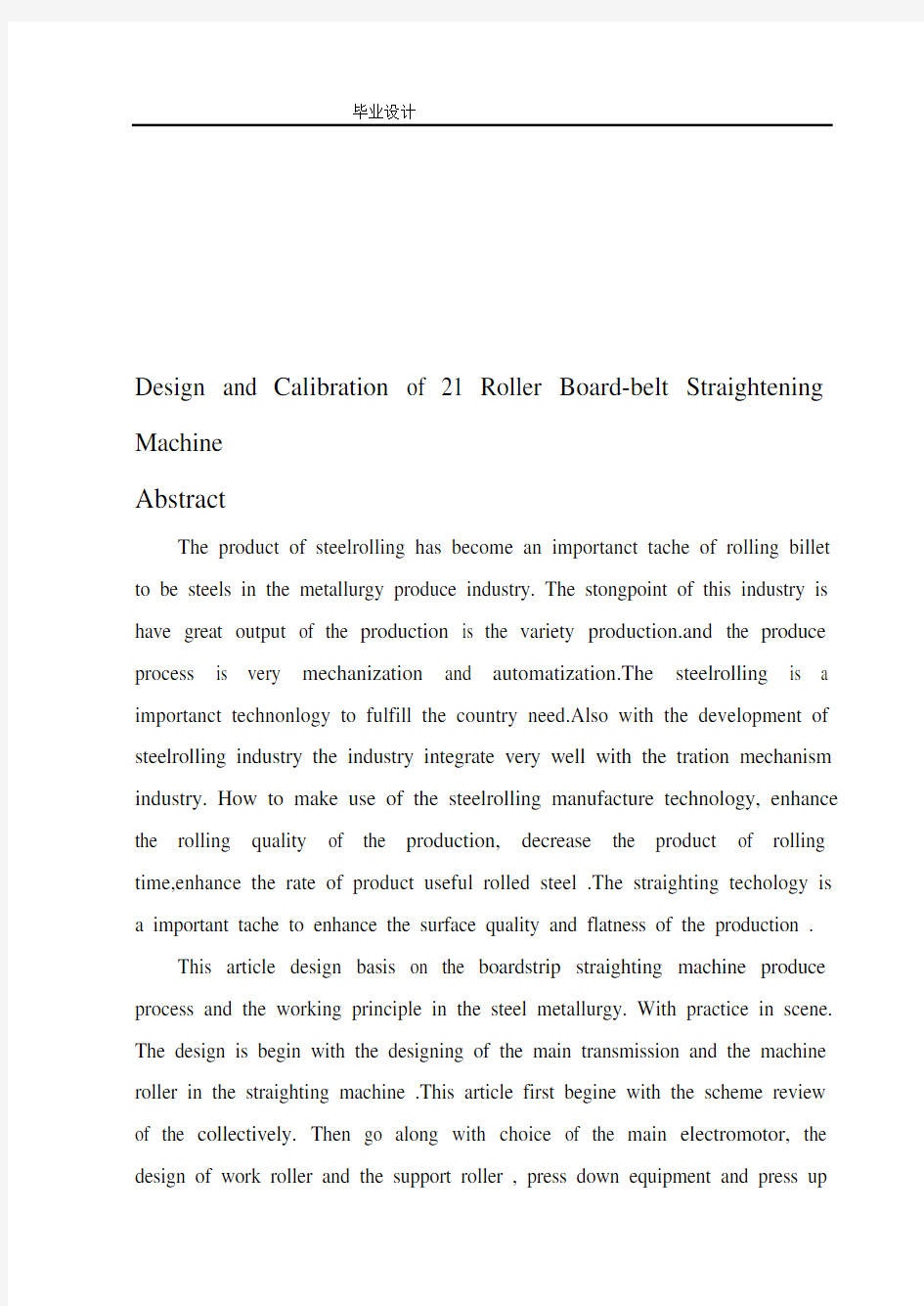
1.3 现场二十一辊板带矫直机的工作原理
图1.2板带矫直机工作原理
现场矫直机的工作原理是塑性拉弯矫直理论,带材在轧制及平整工序中产生内部不均匀应力,当其应力值达到一程度时,会造成板形的瓢曲或浪形,拉弯矫直机利用了内应力的存在改善板形。需矫平的带材在张力辊组施加的张力的作用下,连续经过上下交替布置的多组小直径的弯曲辊剧烈弯曲,如图1.1。带材各条纵向纤维长度的不均匀性在拉伸和弯曲的合作
用下,沿长度方向上产生了不同程度的塑性延伸,拉伸弯曲矫直技术使各条纵向纤维的长度趋向于一致,从而减小了内应力的不均匀分布,
消除了由于纵向纤维长度差造成的板形缺陷。
1.4 技术经济性分析
1.技术经济评价的涵义
通常来说对“技术”的理解是包括工具、劳动者的劳动方法、技能等技术的总称。对“经济”的含义,主要是指在社会生产和再生产的整个过程中所取得的节约和效果,经济效果是指社会生产和再生产,即即经济活动过程中劳动消耗和劳动占用同劳动成果的比较。这里所说的劳动消耗,包括人力、物力、财力的消耗。劳动占用是指厂房、设备、器具的占用。技术经济评价又可称为项目经济评价,是指工程项目或设计方案投资决策过程中,采用现代分析方法对项目方案在计算期(包括建设期和生产期)内的经济效果所做的测算和分析。技术经济评价是可行性研究的核心内容,是项目方案投资决策的重要依据。在工程机械项目中,为了提高工程的经济效益,采用先进的技术,以节约工程建设的造价,降低运行成本和节约经济性的维护费用。但是,在某些情况下,采用先进的技术还必须与当地的客观条件相适应。
2.经济评价在工程机械中的重要性
自改革开放以来,我国的基础建设程序和管理体制发生了根本的变化,逐步走上了了良性发展的轨道。根据国内外的经验,从设计阶段到技术设计完成,约占1/4设计周期,到施工图设计完成需要2/5的以上的建设周期。根据设计阶段影响投资的程度来看,初步设计阶段影响投资的可能性为75-95%;技术设计阶段影响投资的可能性为35-75%;施工图设计阶段影响投资的可能性为10-35%;而自施工开始,通过技术组织措施节约工程造价的可能性只有5-10%。显然,前期建设工作对于降低总概算费用起着决定
性的作用。
了解和掌握技术经济评价在工程机械中应用的重要性具体体现在以下几个方面:进行技术经济比较,选择合理的路线走向;在方案确定和设计中,对零件加工工艺进行方案必选,推荐技术先进、投资经济的工艺;经过技术经济比较,选择重要零件的结构形式;研究工程设计中技术进步的经济效益。在设计工作中,开展技术进步活动的最终目的是提高经济效益,包括采用新工艺,可以缩短成产周期,降低能耗和资源消耗。
经过技术经济分析,对经济效益不大的技术,建议不宜在工程设计中应用。有些技术对建设项目的近期效益不明显而远期效益较高的,建议可在对投入与产出做比较后做出取舍。有些技术近期投资较大,远期效益虽有不很高的,需做全面分析,看能否分期投资。有些技术在工艺上有较大的改进,可节省经济性的运行费用,但在结构方面却增加难度和投资,则建议需做进一步的经济核算后再确定。
3.课题选择
选择课题时要进行趋向研究、市场分析、用户调查、专利情况等情报的收集工作,根据情报来确定设计工作任务。
(1)趋向研究:随着工厂对薄板需求量的增加,对薄板的矫直厚度、矫直理论和矫正质量有了新的要求,我们对原有的矫直机进行了一部分改进设计,使其更好的适应市场的需求。
(2)市场分析:薄板在工厂的应用范围广泛,适应市场的需求,与企业的利益息息相关。
4.摸清课题要求
为了搞清如何对矫直机进行改进,在参观了工厂现有的矫直设备外,又在网上查阅相关资料,使所设计的矫直机符合经济性和可靠性要求。
2 总体方案评述
2.1轿直机的调整形式
辊式钢板矫直机的调整可以分为上排工作辊整体倾斜调整的矫直机和上排每个工作辊可以单独调整的矫直机两大类:
上排工作辊整体倾斜调整的矫直机,轧件在入口端的第2第3辊上的反弯曲率最大,产生大变形,迅速消除轧件的原始曲率的不均匀度,以后各辊的压下量按直线关系递减,在第n—1辊处,轧件的反弯曲率最小,只产生弹性弯曲变形。这种工作辊的调整方式符和矫正过程的变形特点。采用这种调整方式的是钢板矫直机,矫正薄板时一般是7—13辊,且带有工作辊挠度调整装置,以矫正板材上的瓢曲、单双浪等二、三维形状缺陷。
上排每个工作辊可以单独调整的矫直机。这种调整方式比较灵活,但由于结构配置的原因,它主要用于辊数较少,辊距较大的型钢矫直机。2.2 机座形式
辊式钢板矫直机工作机座可分为台架式和牌坊式两大类:
台架式矫直机的结构简单。但刚性较差,采用大量弹簧平衡的台架式矫正机,使用时上台架容易产生震动,由于冷矫直时矫直力大,所需机架的刚性要求较高,故台架式薄板矫直机不能满足薄板冷矫的使用。
矫直机本体装在可移动的框架上,框架下面的四个车轮支撑在轨道上,由横移驱动机构推动框架移入工作位置后用定位装置定位,矫正机机架可以是开式的也可以是闭式的。薄板矫直机大多采用牌坊式结构。矫直机的工作机座包括机架本体,支承辊,压下装置和摆动装置等部分。
牌坊式工作机座的特点是强度和刚度较好,辊子的调整拆装方便,故新设计的板带矫直机采用这种形式,缺点是结构较复杂、外形尺寸也较大。
2.3 支承辊的布置形式
支承辊采用交错布置,支承辊承受工作辊的垂直方向和水平方向上的弯曲,矫直过程中工作辊载荷比较稳定,与垂直布置的支承辊相反,交错
布置的支承辊多用于工作辊辊径与辊身长度比值较小的矫正机。
2.4 辊的材质
工作辊直接与轧件接触,为避免辊子过早磨损和保证矫直机可靠工作,对矫直机工作辊有下列要求:(1)辊面应有较高的硬度;(2)有较高的加工精度;(3)有较高的抗弯和抗扭强度。
目前,冷矫时,若工作辊径D<60mm,采用60CrMoV;当D=60~120mm 时,采用90CrVMo;当D>200mm时,采用9Cr。有的重型厂当D≤90mm 时,采用59CrV4;热矫直机工作辊常采用60SiMn2MoV或55Cr;采用温矫工艺的矫正辊需要镀铬,铬层厚度0.1~0.2mm。
支承辊承受矫直过程中的扭转应力,与工作辊直接接触,在二十一辊矫直机中也采用60CrMoV作为原材料。
2.5 传动系统的形式
主传动系统包括减速机、齿轮座和万向联轴节等。
1、减速机。在矫直机主传动系统中,减速机除有减速作用外,还有均衡分配传动扭矩的作用,因此也称减速分配器。减速机有三种主要形式:圆柱齿轮型,圆柱圆锥齿轮型和蜗轮型。这三种形式中,每种又可分为单支、双支、三支和四支等结构。
辊数大于7的矫直机上,不宜使用单支减速分配器。这是因为传递的总扭矩大,齿轮座的齿轮也大,使齿轮座出轴的间距很难与矫正辊间距相适应,因此,在辊式钢板矫直机上大多使用多支的减速分配器,这样可以使齿轮座的载荷均匀。
由于矫直机的第三辊(或第二辊)受的矫正扭矩最大,因此,该辊要尽可能由减速机的一根出轴经齿轮座直接传动,以减轻齿轮座的负荷。有时,为适应矫直机在连续机组中的安装,将矫直机设计成可以双向进料的结构,这时,矫直机另一端的第三辊由一根输出轴直接传动。
2、齿轮座。一般情况,为防止钢板在工作辊间打滑,辊式钢板矫直机的所有工作辊都是驱动的,齿轮座的作用是将减速机传来的扭矩分配给各个矫正辊。
齿轮座输入轴数目与减速机支数相同,每根输入轴带动一组齿轮,在输入轴数量较多时,各组齿轮之间互补联接,以避免功率传递线路闭和,恶化齿轮啮和条件。
按照齿轮的啮合列数,可分为单列齿轮座和多列齿轮座。单列齿轮座的制造和安装简单,各齿轮轴和轴承可以通用且切齿轮轴的刚性高。一般在工作辊距小于50mm时,宜采用这种形式。与单列齿轮座比较,多列齿轮座的中心距较小,因为每对齿轮座的齿宽是根据传递的扭矩确定的。同时,齿轮避免了重复啮合,因而可以适当减小中心距。多列齿轮座的齿轮轴刚性较低,为保证齿轮轴的刚度,通常只在辊距大于50mm时才采用这种结构。
3、万向联轴节。由于齿轮座中心距大于矫正机的总中心距,因此,齿轮座出轴与矫正辊采用万向联轴节连接。矫直机常用的万向联轴节除了一般的滑块式、叉头、扁头型外,在辊径小于1200mm时,也采用球形万向联轴节;在小辊距矫直机上,也可以采用简易型刚球万向接轴,这种联轴节采用标准刚球,它只起定心作用,矫正扭矩是靠两叉头的侧面直接接触来传递的。
2.6 轴承选择
在矫直机的功率损耗中,由于轴承摩擦占的损耗大,所以减速机齿轮座和矫直机本体一般均采用滚动轴承;因为二十一辊矫直机的矫直辊辊径小,故需支承轴承的外形尺寸不能太大,所以采用辊针轴承可以减少轴承的外形尺寸。所以工作辊和支承辊用滚针轴承和止推轴承。
2.7 压下机构的形式
1、两片机架用螺母互相连接,通过螺栓将机架固定在机座上,机架盖与机架用螺栓连接在一起。
2、压下装置通过电机传动,带动两个蜗杆,使四个蜗轮分别带动四个压下螺丝旋转,因螺母固定在滑块中,当压下螺丝旋转时滑块升降,摆动体及工作辊通过弹簧的作用,也随着升降(如图2.3)。
3、上工作辊两端倾斜时,通过单独调整工作辊的一端,使其处于水平位置,为此两螺杆之间装有离合器,脱开离合器,既可单独调整。
图2.3高度调节示意图
2.8 矫直辊列的布置形式与驱动形式
1、工作辊与支承辊装置:工作辊装置,上下两排工作辊分别装在轴承座中,轴承座固定在上下机座中,上辊座的侧面形成圆弧面,可以在机架窗上内侧摆动和上下滑动,使上工作辊上下移动,及改变前后工作辊的开度,当调整工作辊挠度时,轴承座和辊座之间可沿半径为60毫米的圆弧面相对转动。
2、驱动形式:钢板辊式矫直机的上排和下排工作辊是驱动的,以避免钢板在工作辊间打滑。
3矫直机力能参数的计算
3.1二十一辊矫直机的技术性能及矫直工艺参数
1、矫直机主电机参数:功率P=160KW, 转速n=1480 r/min ;
2、电动机:矫直机压下电动机功率P=1.5KW,转速n=153~590 r/min;
横向倾斜调节电动机功率P=4.5KW, 转速n=930~
2840r/min ;
3、主减速机传动比 :2.6 ;
4、工作辊数目 :21个 ;
5、工作辊辊距 :52 mm ;
6、工作辊直径 :96~150 mm ;
7、工作辊辊长 :1750 mm ;
8、工作辊圆周速度 :0.1~1.8m/s ;
9、上工作辊升降速度 :0.2mm/s ; 10、支承辊辊径 :51mm ; 11、支承辊数目 :161个 ;
12、板坯宽度厚度:1530 mm 、0.5~2.0 mm ; 3.2辊式矫正机基本参数的确定:
由文献[1,23.5-8]得矫直机允许的最大与最小辊距为: m
a x
T =0.35
s
E
h σm in
(3.1) m i n
T =0.43
m ax
h s
E
σ
(3.2) 式中:
m in h ——被矫钢板的最小厚度,m in h =0. 5 mm ;
E ——工作辊弹性模量 ,5101.2?=E MPa ;
s σ——矫直辊的屈服强度,s σ=490 MPa ;
m ax h ——被矫钢板的最大厚度,m ax h =2 mm 。
所以:
m a T =0.35
s
E
h σm in =0.35×490
107.25.05
??=96 mm ;
m i n T =0.43m ax
h s E
σ=0.43490101.225
???=17.8 mm ; 矫直机矫直辊距T 的范围是:
m in T < T < m ax T ;
由文献[1,表11-4]得薄板矫直机矫直辊直径D 和矫直辊辊距T 之比β:
T
D
=
β=0.9~0.95 ; 所以 , D m in < D < D m ax , 即 βmin t 由文献[1,11-30]可知:作用在矫直机上下辊子上压力的总和为: ???? ?? ? ??? ? ??? ???????????????=+=++=++=++=++=++=+== ------------+-1 211123223431154344323322212)2(2 )2(2 )2(2 ) 2(2 ) 2(2 ) 2(2 ) 2(2 2n n n n n n n n n n n n n i i i i M t p M M t p M M M t p M M M t p M M M t p M M M t P M M M t p M M t p M t p KN (3.3) 式中: t —— 矫直辊辊距,取t =52 mm 。 今假设: (1)第2,3,4辊下轧件的弯曲力矩为塑性弯曲力矩s M ; (2) 第n -1, n -2, n -3 辊下轧件的弯曲力矩为屈服力矩w M ; (3)其余各辊下轧件的弯曲力矩为屈服力矩w M 和塑性弯曲力矩s M 的平均值,即5M =6M =……5-n M =4-n M = 2 w s M M + ; (4)由文献[2,5-12]得辊式矫直机屈服力矩, w M =s σ62max bh =280?6 0.215302 ? =286310?N mm ,塑性弯曲力矩为 s M =s σ4 2max bh =40.215302802 ??=428310?N mm ,其中:s σ为被矫钢板的 屈服极限,s σ=280 MPa 。 将上述三个假设代入式(3.3),可得出各辊下矫直力的计算式为: 1P =s M t 2=42840052 2 ?=16.5 KN 2P =s M t 6 =526428400?=49.2 KN 3p =s M t 8 =428400528?=66.1 KN 4p =)7(1w s M M t +=)2856004284007(521 +??=63.2 KN 5P =)35(1w s M M t +=)28560034284005(52 1 ?+??=57.8 KN 6p =)(4w s M M t +=)28560042800(52 4 +?=55.3 KN 同理 6p =7p =8p =9p =……=14p =15p =16p =55.3 KN 17p =t 1 )53(w s M M +=)28560054284003(521?+??=52 KN 18p =t 1 (w s M M 7+)=)2856007428400(1?+t = 46.7 KN =19P w M t 8=285600528 ?= 44 KN 20p =w M t 6=285600526 ?= 33 KN 21p =w M t 2==?28560052 2 10.9 KN 由文献[2,5-13]得作用在上下辊子上的压力总和为 : 第一章塑件分析 1.1塑件结构分析 图1-1 塑件结构图 此制品是消声器上盖,现实生活中经常看到用到,是一个非常实际的产品。且生产纲领为:中批量生产,所以我们采用注射模具注射成型。 1.2 成型工艺性分析[1] 塑件材料为尼龙,因塑件用在空压机内,表面无光洁度要求。具有良好的力学性能,其抗冲击强度比一般的塑料有显著的提高,具有良好的消音效果和自润滑性能。密度1.15 g/cm3, 成型收缩率:0.4~0.7%,平均收缩率为0.55%。 第二章确定模具结构 2.1模具结构的确定 塑料模具的种类很多,大体上分为:二板模,三板模,热流道模。 二板模缺点是浇口痕迹明显,产生相应的流道废料,不适合高效生产。本模具选择二板模其优点是二板模结构简单,制作容易,成本低,成型周期短。 支撑板 分型面 定模侧 动模侧 图2.1 典型的二板模结构 模架为非标准件 定模座板: 400*200*25mm 定模板: 315*200*40mm 动模板: 315*200*32mm 支承板: 315*200*25mm 推秆固定板:205*200*15mm 推板: 205*200*20mm 模脚: 50*200*60mm 动模座板 400*200*25mm 2.2确定型腔数目 2.2.1塑件体积的计算 a. 塑件体积的计算 体积为: V a = S a ×L a =(37×35-8×25)×10-(33×36-10.5×25) ×8 =12.60cm 3 b.计算塑件的重量 根据《塑料模具设计手册》查得密度ρ取1.12g/cm 3 所以,塑件单件的重量为:m=ρV =12.60?1.12 =14.11g 浇注系统的体积为:主流道+分流道+浇口=(6280+376.8*2+12*2)/1000 ≈7.05 cm 3 粗略计算浇注系统的重量:7.05*1.12=7.90g ≈8.0g(含有冷料穴料重) 总重量:14.11*2+8.0=36.22g 2.2.2 模具型腔数目的确定 模具型腔的数目决定了塑件的生产效率和模具的成本,确定模具型腔的方法也有许多种,大多数公司采用“按经济性确定型腔的数目”。根据总成型加工费用最小的原则,并忽略准备时间和试生产原料的费用,仅考虑模具费用和成型加工费,则模具费用为 21C nC Xm += 式中Xm ——模具费用,元; 1C ——每一个型腔的模具费用,元 2C ——与型腔数无关的费用,元。 成型加工费用为 n Y N X t j 60= 式中j X ——成型加工费用,元 N ——需要生产塑件的总数; t Y ——每小时注射成型的加工费,元/h ;n ——成型周期,min 。 总的成型加工费用为n Y N C nC X X X t j m 6021++=+= 为了使成型加工费用最小,令 0=dn dX ,则 n=2 上式为按经济性确定型腔数目为2。考虑到模具成型零件和抽芯结构的设计,模具 ###大学 本科毕业设计(论文)文献综述 课题名称: 学院(系): 年级专业: 学生姓名: 指导教师: 完成日期: 燕山大学本科生毕业设计(论文) 一、课题国内外现状 中厚板轧机是用于轧制中厚度钢板的轧钢设备。在国民经济的各个部门中广泛的采用中板。它主要用于制造交通运输工具(如汽车、拖拉机、传播、铁路车辆及航空机械等)、钢机构件(如各种贮存容器、锅炉、桥梁及其他工业结构件)、焊管及一般机械制品等[1~3]。 1 世界中厚板轧机的发展概况 19世纪五十年代,美国用采用二辊可逆式轧机生产中板。轧机前后设置传动滚道,用机械化操作实现来回轧制,而且辊身长度已增加到2m以上,轧机是靠蒸汽机传动的。1864年美国创建了世界上第一套三辊劳特式中板轧机,当时盛行一时,推广于世界。1918年卢肯斯钢铁公司科茨维尔厂为了满足军舰用板的需求,建成了一套5230mm四辊式轧机,这是世界上第一套5m以上的轧机。1907年美国钢铁公司南厂为了轧边,首次创建了万能式厚板轧机,于1931年又建成了世界上第一套连续式中厚板轧机。欧洲国家中厚板生产也是较早的。1910年,捷克斯洛伐克投产了一套4500mm二辊式厚板轧机。1940年,德国建成了一套5000mm四辊式厚板轧机。1937年,英国投产了一套3810mm中厚板轧机。1939年,法国建成了一套4700mm 四辊式厚板轧机。这些轧机都是用于生产机器和兵器用的钢板,多数是为了二次世界大战备战的需要。1941年日本投产了一套5280mm四辊式厚板轧机,主要用于满足海军用板的需要。20世纪50年代,掌握了中厚板生产的计算机控制。20世纪80年代,由于中厚板的使用部门萧条,许多主要产钢国家的中厚板产量都有所下降,西欧国家、日本和美国关闭了一批中厚板轧机(宽度一般在3、4米以下)。国外除了大的厚板轧机以外,其他大型的轧机已很少再建。1984年底,法国东北方钢铁联营敦刻尔克厂在4300mm轧机后面增加一架5000mm宽厚板轧机,增加了产量,且扩大了品种。1984年底,苏联伊尔诺斯克厂新建了一套5000mm宽厚板轧机,年产量达100万t。1985年初,德国迪林冶金公司迪林根厂将4320mm轧机换成4800mm 轧机,并在前面增加一架特宽得5500mm轧机。1985年12月日本钢管公司福山厂新型制造了一套4700mmHCW型轧机,替换下原有得轧机,更有效地控制板形,以提高钢板的质量。 - 2 - 毕业设计-20-40mm普碳钢板材矫直机设计,共55页,20710字,附设计图纸、三维图纸、开题报告、任务书、外文翻译等 设计(论文)的基本内容: 矫直机主机总装图(A0×1) 辊系装配图(A0×1) 机架零件图(A0×1) 夹送辊轴承透盖、工作辊、下工作辊辊座、主动夹送辊轴(A2×4) 编写设计说明书 外文科技文献翻译 1.2 设计构想与思路 了解中厚板产生不平直度的原因,根据国内外中厚板矫直机发展情况,切合公司实际需要,进行板矫直机设计。首先通过对国内外各种板材矫直机辊系结构研究,确定辊系结构,其次进行辊系参数的确定、力能参数的计算,最后完成整机机械部分、电器部分、液压部分、润滑部分设计,通过此次研究设计,使以后进行新设计时更合理、更先进。 2. 设计内容 (1) 辊系结构的设计。 (2)整机其他结构的设计,包括压下装置及上轧辊平衡装置,传动装置,轨道升降装置,换辊装置的设计。 (3)其他结构的设计,包括电气部分、液压部分的设计。 3. 关键技术 (1) 对力能参数的计算及强度计算,合理确定结构,使整机设计准确、经济、先进。(2) 轨道升降装置的设计,保证辊系顺利拉入拉出。 (3)辊系装置的设计,保证实现每辊压弯量的灵活调节,提高矫直质量、效率。 4. 主要设计流程 (1)一台完整的中厚板辊式矫直机应由机架、上下横梁、上下矫直辊装置、上下支承辊装置、引料辊装置、压下机构、弯辊装置、倾斜机构、换辊装置、检测系统、安全装置、除铁皮与冷却系统、传动装置、电动机及走台等所组成。 本次开发的中厚板材矫直机是强力重式矫直机,它功能多,矫直力强,结构独特,适合可逆矫直的要求。 (2)机架为铸焊结构,两片机架通过上下横粱联结。机架加工精度高、刚性大、强度高、利于安装和运输,是矫直机各零部件承装的核心骨架。 (3)压下装置采用电动压下,可实现上辊系沿矫直方向整体少量倾斜运动及整体升降。整个上辊系采用两台液压平衡缸平衡,消除活动横梁上面各受压件的间隙,压下行程需由位移传感器检测,以便操作。压下螺丝下面设有液压保护缸,在矫直力过大或卡钢时,快速卸荷保护。极限位移需设极限开关。 (4)前、后导辊位于上部工作辊的入口和出口侧,与上、下工作辊一起进行矫直钢板,各由一台交流电机经两台蜗轮减速机驱动压下螺丝可使导辊单独上下升降调整,导辊的平衡为弹簧平衡,其压下行程需由位移传感器显示,进行合理控制,导辊在参与矫直的同时调整钢板的平直性。 (5)上斜楔调整装置用于单独调整每个上工作辊升降,由电机驱动丝杆,推动斜楔运动实现。需由接近开关控制上、下极限。下斜楔调整装置调整方向与工作辊轴线垂直,可实现整体工作辊的升降及辊型调节,由电机驱动丝杆,推动斜楔运动实现。需由接近开关控制上、 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期: 学位论文原创性声明 本人郑重声明:所呈交的论文是本人在导师的指导下独立进行研究所取得的研究成果。除了文中特别加以标注引用的内容外,本论文不包含任何其他个人或集体已经发表或撰写的成果作品。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律后果由本人承担。 作者签名:日期:年月日 学位论文版权使用授权书 本学位论文作者完全了解学校有关保留、使用学位论文的规定,同意学校保留并向国家有关部门或机构送交论文的复印件和电子版,允许论文被查阅和借阅。本人授权大学可以将本学位论文的全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。 涉密论文按学校规定处理。 作者签名:日期:年月日 导师签名:日期:年月日 毕业论文与设计题目列表 1、(XH745)卧式加工中心的分度工作台的设计 2、两级圆柱齿轮减速器的设计 3、4层学生宿舍楼的设计 4、80T起闭机大齿轮工艺设计与制造的设计 【 5、BSG宽带砂光机的设计 6、C7620车床主传动及液压系统的设计 7、JL型锻压操作机底盘与运行机构的设计 8、JL型锻压操作机机身与手笔控制的设计 9、JL型锻压操作机液压系统的设计 < 10、LZ2型保健床的设计 11、SQL数据库酒店管理系统的设计 12、Vfp现在物流企业管理系统的设计 13、X5032型立式铣床的设计 14、X6132型万能卧式升降台铣床的设计 ¥ 15、Z3040型摇臂钻床的设计 16、办公自动化系统的设计 17、半喂入式花生摘果机的设计(文本) 18、泵叶轮注射模具的设计 19、基于的永磁直线电机的有限元分析及计算 ~ 20、变频器控制原理图的设计 21、宾馆客房管理系统 22、并联式井下旋流分离装置的设计 23、茶树修剪机的设计 24、车备胎支架设计与制造 、 25、车用柴油机总体及曲柄连杆机构的设计 26、成绩管理系统 27、齿轮套注塑模具及注塑模腔三维造型CAD CAM 2 8、冲压模论文 29、大豆螺杆挤压膨化试验装置总体设计 \ 30、带式输送机减速器的设计 31、单立柱巷道堆垛机的设计 32、冰箱、洗衣机修理翻转架的设计 33、电火花切割机床的设计 34、电机转速与温升检测装置的设计 \ 35、动力差速式转向机构的设计 36、多功能切菜机的设计 37、多房间温度、湿度检测系统的设计 38、二级减速器的设计 39、复摆颚式破碎机的设计 > 40、某油缸设计图纸 41、高温火焰电视监测系统的设计 42、工业机械手的设计 43、关节型机器人腕部结构设计 44、关节型机器人腰部结构设计 # 45、锅炉燃烧系统控制和汽包水位控制 46、海工码头工字钢数控切割设备的设计 47、护罩注塑模具及注塑模腔三维造型CAD CAM 48、回转式固液分离机及螺旋输送机的设计 49、活塞连杆组件装配自动输送线的设计(总体机械结构设计与压销机设计)50、机场行李输送系统自动控制设计 【 51、基于PLC的工业机械手的设计 52、基于PSOC的无刷直流电机智能控制系统的开发 53、基于单片机机床插补控制模块的程序设计 54、基于单片机的自动给水系统的设计 55、基于虚拟仪器的震动信号采集与分析系统论文 [ 56、加工工件的自动装卸装置 57、计算机与电子电路类毕业论文 58、通用雕刻机的设计 59、建筑用垂直运输机的设计 60、精密智能测硫仪的设计 % 61、卷扬机的设计 62、考勤系统 63、一级减速器的设计 64、快速成型机的设计 65、葵花脱粒机的设计 。 66、螺旋输送机设计 67、码垛机器人机械部分的设计 68、棉花采集机械手的设计 69、诺基亚6600手机前盖注塑模具设计与动画演示 70、爬管式切割装置结构设计 @ 71、散料输送皮带机设计 72、单段锤式破碎机的设计 73、企业数据信息系统的设计 毕业设计说明书 设计题目:家居设计之现代简约风格作者姓名:xxx 班级学号:装饰艺术09A1 091043034 系部:艺术系 专业:装饰艺术设计 指导教师:xXx x 年x 月x日 家居设计之现代简约风格 摘要:现代简约风格是近来比较流行的一种风格,其室内布置整体设计就两个字概括“简约”。没有繁琐的装饰,不要附加物,只要能表达出意图即可,材料多为磨砂玻璃、不锈钢和石膏板等,地面、天花板均朴素、淡雅,无一多余饰物,显得简洁、舒适、大方,令人赏心悦目,这样的设计风格崇尚少即是多,装饰少,功能多,十分符合现代人渴求简单生活的心理。因而很受那些追求时尚又不希望受约束的青年人所喜爱。 关键词:设计风格简约材料心理关系 目录 摘要…………………………………………………………………………( 2 ) 前言…………………………………………………………………………( 4 ) 1.现代简约设计风格整体介绍………………………………………………( 5 ) 1.1 简约风格的基本特点…………………………………………………( 5 ) 1.2 简约风格中的色彩搭配体现和分析………………………………( 6 ) 2. 课题研究的背景及意义…………………………………………………( 7 ) 2.1研究背景………………………………………………………………( 7 ) 2.2 研究意义………………………………………………………………( 7 ) 3.设计概述……………………………………………………………………( 8 ) 3.1 设计理念与原则………………………………………………………( 8 ) 3.2 客厅的设计……………………………………………………………( 8 ) 3.3 厨房的设计……………………………………………………………( 9 ) 3.4 主卧的设计……………………………………………………………( 9 ) 3.5书房的设计……………………………………………………………( 10 ) 3.6卫生间的设计…………………………………………………………( 10 ) 4.其他作品欣赏…………………………………………………………………( 10)结论……………………………………………………………………………( 11 )致谢……………………………………………………………………………( 12 ) 参考文献………………………………………………………………………( 13 ) 图录……………………………………………………………………………( 14 ) 目录 中文摘要............................................................ I 英文摘要........................................................... I I 1 绪论. (1) 1.1设计课题背景 (1) 1.2设计依据 (1) 1.3矫直设备的发展概况 (1) 1.4分类及工作原理 (3) 1.4.1 压力矫直机 (3) 1.4.2辊式矫直机 (3) 1.4.3 斜辊式矫直机 (3) 1.4.4拉伸矫直机 (3) 1.4.5拉伸弯曲矫直机 (4) 2 钢材矫直理论 (1) 2.1“ 矫直”的定义 (1) 2.2反弯矫直的基本原理 (1) 3二辊滚光矫直机的工作原理 (4) 3.1二辊滚光矫直机的简介 (4) 3.2二辊滚光矫直机的工作原理 (4) 3.3设计二辊滚光矫直机所涉及到的主要参数 (10) 3.4国内外现在生产这种矫直机的厂家 (11) 4二辊滚光矫直机力能参数计算 (12) 4.1矫直力的计算 (12) 4.1.1求导程t (12) 4.1.2求弹性极限弯矩Mmax (13) 4.1.3求倾角: (13) 4.1.4轴承承受力的总和 (14) 4.2 二辊滚光矫直机功率计算 (14) 4.2.1轴承的消耗功率 (14) 4.2.2滑动摩擦的消耗功率 (14) 4.2.3滚动摩擦的消耗功率 (14) 4.2.4塑性弯曲变形的消耗功率 (15) 4.2.5消耗总功率 (15) 4.3电机驱动功率 (12) 4.4关于机架、机座及轴承盖的设计 (16) 5二辊滚光矫直机辊系设计 (18) 5.1矫直辊的组成 (18) 5.2.矫直辊材料 (18) 5.3矫直辊尺寸计算 (19) 5.4矫直速度计算 (20) 5.5矫直辊强度计算 (21) 5.6轴承的寿命校核 (23) 6二辊滚光矫直机传动装置的选择及液压过载保护 (25) 6.1二辊滚光矫直机传动装置的选择 (25) 机械毕业设计说明书 【篇一:机械类毕业设计说明书】 河北工业大学 毕业设计说明书 作者:杲宁学号: 090365 学院:机械工程学院 系(专业):机械设计制造及其自动化 题目:药板装盒机结构设计 指导者:张建辉副教授 (姓名)(专业技术职务) 评阅者: (姓名)(专业技术职务) 2013年 6 月 4 日 毕业设计(论文)中文摘要 毕业设计(论文)外文摘要 ? 目录 1 引言(或绪论)???????????????????????? 1 1.1课题研究的目的与意义?????????????????????? 1 1.2 本课题国内外研究现状和发展趋势????????????????? 1 1.3 本课题主要研究内容??????????????????????? 3 1.4 药板装盒机工艺流程分析????????????????????? 3 2 总体方案确定??????????????????????????4 3 药板装盒机详细结构设计 ????????????????????6 3.1 总体结构组成及其工作原理???????????????????? 7 3.2 主要技术参数的确定??????????????????????? 10 结 论 ???????????????????????????????20 参考文献??????????????????????????????21 致谢??????????????????????????????22 【篇二:机械制造毕业设计说明书模板】 (中文题目) (二号、黑体、居中,段后空一行) 摘要(小四号、黑体):离心式压缩机在国民生产中占有重要地位。可用于化肥、制药、制氧及长距离气体增压输送等装置。本次设计 的主要工作包括:确定合成氨工段循环离心压缩机的结构形式、主 体结构尺寸,并确定主要零、部件的结构尺寸及其选型。首先进行 强度和稳定性计算,主要进行了筒体、端盖的壁厚计算、水压试验 应力校核以及叶轮、轴的强度校核。其次,对这些零部件进行结构 设计。整个设计过程都是依据设计规范和标准进行的,设计结果满 足工程设计要求。关键词(小四号、黑体):离心压缩机;叶轮; 结构设计;应力校核;转子轴(英文题目) .engineering design results meet the design requirements. key words: centrifugal compressor; impeller; structural design;stress check;rotor shaft 目录 1 前言 (1) 1.1本次毕业设计课题的目的、意义 (1) 1.2 合成氨工艺简介 (1) 2 离心式压缩机概况 (3) 2.1离心压缩机的优缺点 (3) 2.2离心压缩机的结构组成 (3) 2.3离心压缩机的发展趋势 (4) 3 离心式压缩机选型及计算依据 (5) 3.1离心式压缩机的气动热力学 (5) 3.1.1连续方程 (5) 4 离心压缩机设计和选型计算 (7) 4.1工艺条件 (7) 4.2容积多变指数和压缩性系数的计算 (7) 4.2.1确定混合气体的分子量和气体常数 (7) 4.2.2容积多变指数和压缩系数的确定 (8) 4.3离心压缩机的热力计算 (8) 4.3.1压缩机级数确定 (8) 5 结论 (10) 符号说明 (11) 参考文献 (12) 致谢 (13) 机械专业毕业设计大全 1.组合镗床设计 2.三面铣组合机床液压系统和控制系统 设计 3.铣削组合机床及主轴组件设计 4.螺旋蜗杆式空气压缩机 5.铣边机组合机床设计 6.铣削组合机床及其主轴组件设计 7.机械手腕部设计 8.CK6132数控车床总体及进给驱动部件 设计 9.普通钻床改为自动化钻床设计 10.C A6140普通车床床头1轴轴承座夹具 设计 11.S X-ZY-250型塑料注射成型机液压系 统设计 12.龙门式起重机总体设计及金属结构设 计 13.桥式起重机小车运行机构设计 14.堆取料机皮带机设计 15.电机车的气制动设计 16.Q Y40型汽车起重机液压系统的设计 17.Z Q--100型转杆动力钳背钳设计 18.花生去壳机设计 19.带位移电反馈的二级电液比例节流阀 设计 20.皮带运输机PLC电气控制系统设计21.齿轮滚刀的齿形误差检测设计 22.齿轮类零件参数化数控编程原型系统 开发 23.青饲料切割机的设计 24.立轴式破碎机的设计 25.搅拌摩擦焊焊接工装设计 26.1.0t普通座式焊接变位机工装设计 27.巷道式自动化立体车库升降部分设计 28.巷道堆垛类自动化立体车库设计 29.茶树修剪机的设计 30.板材送进夹钳装置设计 31.外圆磨床设计 32.大模数蜗杆铣刀专用机床设计 33.300×3型钢轧钢机设计 34.高效二次风选粉机设计 35.鼓形齿联轴器的设计 36.5自由度焊接机器人总体及大臂与腰 部设计 37.薄板定尺机构的设计 38.桥式起重机副起升机构设计 39.液压潜孔钻机动力头回转机构设计 40.J Z—I型校直机设计 41.龙门起重机设计 42.运送铝活塞铸造毛坯机械手设计 钢丝矫直机设计 摘要 钢丝矫直机是钢质线材等进行矫直的设备。矫直机通过矫直辊对线材进行挤压使其改 变直线度。一般有两排矫直辊,数量不等。也有两辊矫直机,依靠两辊(中间内凹,双曲 线辊)的角度变化对不同直径的材料进行矫直。主要类型有压力矫直机、平衡滚矫直机、 鞋滚矫直机、旋转反弯矫直机等等。 矫直机的矫直过程是:辊子的位置与被矫直制品运动方向成某种角度,两个或三个大的 是主动压力辊,由电动机带动作同方向旋转,另一边的若干个小辊是从动的压力辊,它们 是靠着旋转着的圆棒或管材摩擦力使之旋转的。为了达到辊子对制品所要求的压缩,这些 小辊可以同时或分别向前或向后调整位置,一般辊子的数目越多,矫直后制品精度越高。 制品被辊子咬入之后,不断地作直线或旋转运动,因而使制品承受各方面的压缩、弯曲、 压扁等变形,最后达到矫直的目的。 前言 矫直技术属于金属加工学科的一个分支,已经广泛应用于日用金属加工业,仪器仪表 制造业,汽车、船舶和飞机制造业,石油化工业,冶金工业,建筑材料业,机械装备制造业,以及精密加工制造业。矫直技术在广度和深度方面的巨大发展迫切要求矫直理论能进 一步解决一些疑难问题,推动开发新技术和研制新设备。尤其在党的十六大之后,要求用 信息化带动工业化,矫直技术也要跟上时代。首先要在矫直机设计、制造、矫直过程分析、矫直参数设定及矫直质量预测等方面搞好软件开发;其次要进行数字化矫直设备的研制, 使矫直技术走上现代化的道路,不断丰富金属矫直学的内容。 矫直技术多用于金属条材加工的后道工序,在很大程度上决定着产成品的质量水平。 矫直技术同其他金属加工技术一样在20世纪取得了长足的进展,相应的矫直理论也取得了 很大的进步。不过理论滞后于实践的现象比较明显。例如矫直辊负转矩的破坏作用在20 世纪下半叶才得以解决,但其破坏作用的机理直到20世纪80年代末才被阐明。另外,就 矫直理论的总体来看,仍然处于粗糙阶段,首先就是其基本参数的确定还要依靠许多经验 算法和经验数据,如辊数、辊距、辊径、压弯量及矫直速度等;其次是许多技术现象如螺 旋弯废品、矫直缩尺、矫直噪声、斜辊矫直特性、斜辊辊形特性、拉弯变形匹配特性等都 缺乏理论阐述;再次是理论的概括性不够,一套公式不仅不能包括各种断面型材,甚至不 能包括同类断面而尺寸和材质不同的工件,如弯距和矫直曲率等都缺少通用表达式。 正文 一、概述 钢丝在拉拔过程中,由于加工变形、受热或冷却的不均匀,不可避免地会产生残余应力。残余应力的在,对成品钢丝的质量是非常有害的,比较直观的是影响钢丝的平直度。严重的会产生“鸡窝线”、“元宝线”等,使钢丝无法正常使用。目前许多客户除对钢丝的力学性能有较高要求外,对钢丝平直度的要求也愈来愈高。如某些用于高档床垫的床用钢丝,要求线盘平整,无大小圈,螺距不大于20inill等为了满足客户的这些要求,就必须对成品钢丝进行有效的矫直。 摘要 变速器用来改变发动机传到驱动轮上的转矩和转速,为了使汽车在不同速度下行驶,变速器应设有多个档位,包括空挡和倒档。机械式手动变速器是传统的汽车传动系统,由于其结构简单、体积小、制造成本低、便于装配和修理,传动效率高等优点,一直沿用至今。作为传动机构的重要部件,对变速器的设计都遵循着统一的目标,那就是力求简单和方便。变速器的性能直接体现出整车性能的高低,特别是燃油经济性的好坏。所以变速器的设计质量的高低一直是汽车行业竞争的焦点。 本设计针对乘用车两轴式机械变速器。根据乘用车的外形、轮距、轴距、最小离地间隙、最小转弯半径、车辆重量、满载重量以及最高车速等参数,结合选择的适合于该乘用车的发动机型号可以得出发动机的最大功率、最大扭矩、排量等重要的参数。结合某些乘用车的基本参数,选择适当的主减速比。根据上述参数,计算出变速器的相关参数,进行合理性的设计。 关键词:变速器;传动机构;传动比;齿轮;轴;同步器 ABSTRACT To change the engine used to spread transmission of torque and wheel speed, in order to make car travel at different speeds, transmission should be a number of stalls, including neutral and reverse. Mechanical transmission is a traditional manual transmission car, because of its simple structure, small size, low manufacturing cost, ease of assembly and repair, high transmission efficiency, are still in use. Transmission mechanism as an impotant component, the design of transmission line with the goal of reunification, it is simple and convenient. Transmission performance of the vehicle directly reflects the level of performance, especially fuel economy is good or bad. Therefore, the design of transmission quality has been the focus of competition in the automotive industry. The design for the two-axis mechanical transmission cars. Form the basis of passenger cars, Tread, wheelbase, minimum ground clearance, minimum turning radius, vehicle weight, loaded weight and parameters such as maximum speed, combined with the suitable selection of the cars engine engine models can be drawn maximum power, maximum torque, displacement and other important parameters. Combination of some basic parameters of passenger cars, to choose the appropriate reduction ratio of the Lord. Based on the above parameters to calculate the transmission of the relevant parameters for a reasonable design. Key words:Transmission;Transmission mechanism; Transmission ratio;Gear;Axis; Synchronizer 钢管矫直机毕业论文 1绪论 1.1矫直设备的发展 1.1.1矫直设备的发展概况 矫直技术多用于金属条材加工的后部工序,在很大程度上决定着产、成品的质量水平。20世纪初已经有矫直圆材的二辊式矫直机。20世纪30年代中期发明222型六辊式矫直机,显著提高了管材矫直质量。20世纪60年代中期,为了解决大直径管材的矫直问题,美国萨顿公司研制成功313型七辊式矫直机。20世纪70年代我国改革开放以后接触到大量的国外设计研制成果,有小到φ1.6mm金属丝矫直机和大到φ600mm管材矫直机。有速度达到300m/min的高速矫直机和精度达到0.038mm/m的高精度矫直机。 同时也引进许多先进的矫直设备。进入90年代我国在赶超世界先进水平方面又迈出了一大步,一些新研制的矫直机获得了国家的发明专利;一些新成果获得了市、省及部级科技成果进步奖;有的获得了国家发明奖。近年来我国在反弯辊形七斜辊矫直机,多斜辊薄壁转毂式矫直机,平行辊异辊距矫直机及矫直液压自动切料机等研制方面相继取得成功, 1.1.2矫直作用 轧制和热处理后的管材有一系列的缺陷,其中主要的是纵向弯曲和横断面的椭圆度。为了消除这些缺陷,需设置斜辊式钢管矫直机,在矫直过程中,钢管在矫直辊间作直线前进的同时还进行旋转运动,通过钢管在矫直辊中反复多次弹性弯曲使钢管达到矫直的目的。 1.2矫直设备分类 1.2.1矫直机的分类 按工作原理不同划分为五大类。第一类称为反复弯曲矫直机,它们是靠压头或辊子在同一平面内对工件进行反复压弯并逐渐减小压弯量,直到压弯量与弹复量相等而变直。第二类称为旋转弯曲式矫直机,是工件在塑性弯曲状态下以旋转变形方式从大的等弯矩区向小的等弯矩区过渡,在走出塑性区时弹复变直。第三类称为拉伸矫直机,它依靠拉伸变形把原来长短不一的纵向纤维拉成等长度并进入塑性变形后经卸载及弹复而变直。第四类称为拉弯矫直机。它是把拉伸与弯曲变形合成起来使工件两个表层的较大拉伸及全截面的拉伸变形三者不在同一时间发生,全断面各层纤维的弹复变形也不是同时发生的,既防止了板带的断裂,又提高了矫直质量。第五类称为拉坯矫直设备,它是在拉动连铸坯下行的同时使铸坯的弧形弯曲渐伸变直,其拉力主要用于克服外部阻力,而铸坯本身在高温状态下所需的矫直力是较小的。 具体进一步分类如图1.1所示: 二十一辊板带矫直机的设计与校核 摘要 轧钢生产已经成为冶金生产行业中把钢坯轧制成钢材的重要生产环节,具有产量大、品种齐全,生产过程机械化自动化程度高等许多优点,是满足国民生产需要的重要技术。并且随着科学的发展,轧钢生产行业与传统机械业进一步紧密的结合在一起。利用轧钢生产技术,提高轧制产品的质量,减少轧制生产时间,提高成材率,降低生产成本和材料的利用率已经成为轧钢机械设计的主要目标。而矫直技术是提高板带钢产品表面质量和平坦度的重要环节。 本文是依据板带矫直机的生产过程和工作原理,经过现场实习,首先从二十一辊板带矫直机的总体方案评述开始,依次进行了主电机的选择计算,主传动系统的设计,工作辊与支承辊设计,矫直机压下与压上装置的设计与校核;并对矫直机的某些零件和基本结构进行了设计;并且研究了矫直机的发展方向。 关键词:轧钢生产、表面质量、矫直机、平坦度 Design and Calibration of 21 Roller Board-belt Straightening Machine Abstract The product of steelrolling importanct tache of rolling billet to be steels in the metallurgy produce industry. The stongpoint of this industry is is the variety production.and the produce process is very mechanization and automatization.The steelrolling is a importanct technonlogy to fulfill the country need.Also with the development of steelrolling industry the industry integrate very well with the tration mechanism industry. How to make use of the steelrolling manufacture technology, enhance the rolling quality of the production, decrease the product of rolling time,enhance the rate of product useful rolled steel .The straighting techology is a important tache to enhance the surface quality and flatness of the production . This article design basis on the boardstrip straighting machine produce process and the working principle in the steel metallurgy. With practice in scene.The design is begin with the designing of the main 4-10mm板材矫直机的设计 作者姓名:****** 指导教师:******** 单位名称:机械工程与自动化 专业名称:机械工程及自动化 东北大学 2011年6月 The 4-10 mm Straightening-Machine`s design by Zhang Gang Supervisor: Associate Professor Yang Hui Lin Northeastern University June 2011 毕业设计(论文)任务书机械工程与自动化学院班级姓名 东北大学毕业设计(论文)摘要 4-10mm板材矫直机的设计 摘要 矫直机在冶金工业中用途非常广泛,它是冶金工业生产中常用的矫直设备。随着科学的发展,轧钢生产行业与传统机械业进一步紧密的结合在一起。利用轧钢生产技术,提高轧制产品的质量,减少轧制生产的时间,提高成品率,降低生产成本和提高材料的利用率已经成为轧钢机械设计的主要目标。而矫直技术是提高板带钢产品表面质量和平坦度的重要环节。在现代化程度较高的连铸生产线中,连铸坯的矫直设备是必不可少的;在型钢、钢板、钢管等轧钢厂的精整车间,矫直机则更是必备的设备之一。平直度是评价金属板带质量的重要指标之一,随着用户对板带质量要求的不断提高,板带平直度的控制和改善显得日益重要。板材矫直机是消除板材平直度缺陷,改善板形的关键设备。 本文介绍了板材矫直机的结构特点,原理分析和功能,并对矫直原理做了详细具体的阐述,对其主要零部件做了准确的计算设计和校核,对矫直机的力能参数和结构参数做了计算,同时对矫直机的发展趋势和实际生产中存在的问题做了简单的阐述。 关键词:板材矫直机,力能参数,结构参数,平衡液压缸 济源职业技术学院 毕设计 题目CNC加工中心编程与操作设计系不机电工程系 专业机电一体化技术 班级机电0808班 姓名Xxx 学号Xxx 指导教师Xxx 日期2010年12月 设计任务书 设计题目: 加工中心铣削编程与设计 设计要求: 1、设计安全要求 由教师和实验室指导教师组织学生进行毕业设计动员和安全教育。要求学生在毕业设计时要做到以下几点: (1)进行编程操作前,应熟悉加工中心的操作讲明书,并严格按照操作规程操作。 (2)检查加工中心各部分机构是否完好,各按钮是否能自动复位。 (3)车间工具都应放在固定位置,不可随意乱放,爱护工具、经常保持量具的清洁,用后擦净,涂油后放入盒中;工作位置周围应经常保持整洁清洁。 (4)数控加工时精力应高度集中,出现问题时应立即切断电源,并向指导教师报告。 (5)操作过程中出现铣床故障时,应及时向指导教师反映。 2、设计质量要求 (1)毕业设计过程中要认真学数控毕业设计指导书,并按照内容要求进行毕业设计,保证毕业设计进度,按时保质完成毕业设计。 (2)毕业设计过程中要勤考虑、勤问、勤做、勤总结,不断积存编程经验技巧,提高对数控加工工艺分析和编程能力。 (3)按要求撰写毕业设计讲明书。 (4)按要求的精度加工出给定零件 3、零件图及技术要求 加工零件如图所示,料为45#钢,毛坯尺寸:长X宽X高为50mmX50mmX50mm。 设计进度要求: 第一周:毕业调查实习,与指导老师交流设计事宜; 第二周:查阅文献、收集资料; 第三周:确定系统的设计方案,撰写开题报告; 第四周:总体设计、结构设计、详细计算、编程与调试等内容; 第五周:编写毕业设计; 第六周:毕业答辩。 配合件的组合与加工 浅谈工具钳工在现代制造技术中的作用 EQ3090自卸车的总体设计 注塑模具闹钟后盖设计 轿车的制动系统设计 拉式膜片弹簧离合器设计 液压伺服系统设计 双梁起重机毕业设计论文 轿车机械式变速器设计 垫片级进模设计 外罩塑料模设计 推动架的钻床夹具设计 透明塑料盒热流道注射模设计 数控机械设计论文 汽车起重机主臂的毕业论文 汽车覆盖件及塑料模具设计 拉式膜片弹簧离合器 矿石铲运机液压系统设计 机械手夹持器毕业设计论文及装配图 机械加工工艺规程毕业论文 立体车库设计 滑座装配设计 自动导引小车(AGV)系统的设计 重庆长安CM8后地板工位焊装夹具设计 变速拨叉零件的机械加工工艺及工艺装备设计拨叉(CA6140车床)夹具设计 油壶盖塑料成型模具设计 400型水溶膜流研成型机设计 推动架夹具设计 基于逆向工程和快速成型的手机外型快速设计某高层行政中心建筑电气设计 螺旋输送机设计 卷扬机传动装置设计 带式输送机毕业设计 冲压模具设计 catia逆向车模处理与Proe实体重建 超精密数控车床关键部件的设计 注塑模-圆珠笔笔盖的模具设计 电机炭刷架冷冲压模具设计 数控多工位钻床设计 柴油机喷油泵的专用夹具设计 齿辊破碎机详细设计 齿辊破碎机详细设计 带式二级圆锥圆柱齿轮减速器设计 带式输送机的PLC控制 典型零件的加工艺分析及工装夹具设计 电子钟后盖注射模具设计 风力发电机设计论文 攻丝组合机床设计 鼓式制动器毕业设计 花生去壳机毕业设计 活塞结构设计与工艺设计 静扭试验台的设计 矿井水仓清理工作的机械化 冷冲模设计 普通卧式车床数控改造 传动剪板机设计 汽车差速器及半轴设计 切管机毕业设计 清车机毕业设计 清新剂盒盖注射模设计 双螺杆压缩机的设计 提升机制动系统 填料箱盖夹具设计 洗衣机机盖的注塑模具设计 铣床的数控x-y工作台设计 液压控制阀的理论研究与设计 钥匙模具设计 轴向柱塞泵设计 组合件数控车工艺与编程 五金-冲大小垫圈复合模 圆锥-圆柱齿轮减速器的设计 斗式提升机设计 提升机制动系统设计 双螺杆压缩机的设计 液压起重机液压系统设计 全自动洗衣机的PLC控制 FX2N在立式车床控制系统中的应用 万能铣床PLC控制设计 镗床的PLC改造 毕业论文与设计题目列表 1、(XH745)卧式加工中心的分度工作台的设计 2、两级圆柱齿轮减速器的设计 3、 4层学生宿舍楼的设计 4、 80T起闭机大齿轮工艺设计与制造的设计 5、 BSG宽带砂光机的设计 6、 C7620车床主传动及液压系统的设计 7、 JL型锻压操作机底盘与运行机构的设计 西南交通大学峨眉校区 毕业设计说明书 论文题目:门式起重机设计 —起升机构与小车运行机构设计 系部:机械工程系 专业:工程机械 . 班级:工机二班 学生:毛明明 学号:20106991 指导教师:鉴 目录 第一章门式起重机发展现状 第二章MG型吊钩门式起重机概述 (4) 2. 1MG型吊钩门式起重机的结构及组成 (4) 2. 2MG型吊钩门式起重机的工作原理 (5) 2.3MG型吊钩门式起重机的用途 (5) 2.4MG型吊钩门式起重机的主要技术参数 (5) 第三章起升机构的计算 (7) 3. 1主起升机构计算参数 (8) 3.2钢丝绳的计算 (8) 3.3滑轮、卷筒的计算 (8) 3.4根据静功率初选电机 (12) 3.5减速机的选择 (12) 3.6制动器的选择 (14) 3.7联轴器的选择 (14) 3.8起动和制动时间验算 (15) 3.9电动机过载能力效验 (17) 3.10电机发热效验 (17) 第四章小车运行机构的计算 (18) 4.1主要参数与机构的布置简图 (18) 4.2轮压的计算 (18) 4.3电动机的选择 (19) 4.4减速器的选择 (20) 4.5联轴器的选择: (21) 4.6制动器的选用: (22) 4.7电动机起动时间与平均加速度的验算 (22) 4.8车轮的计算 (24) 第五章总结 (30) 5.1设计过程中遇到的难题 (30) 5.2设计的成败 (30) 5.2设计的体验与不足 (30) 参考文献 (33) 第一章门式起重机发展现状 门式起重机是指桥梁通过支腿支承在轨道上的起重机。它一般在码头、堆场、造船台等露天作业场地上。当门式起重机的小车运行速度大、运行距离长、生产效率高时,常改称为装卸桥。港口上常用的机型有:轨道式龙门起重机、轮胎式龙门起重机、岸边集装箱起重机、桥式抓斗卸船机等。 当桥架型起重机的跨度特别大时,为了减轻桥架和整机的自身质量,常改用缆索来代替桥架,供起重小车支承和运行之用。 起重机械是用来升降物品或人员的,有的还能使这些物品或人员在其工作围作水平或空间移动的机械。取物装置悬挂在可沿门架运行的起重小车或运行式葫芦上的起重机,称为“门架型起重机”。 进入21世纪以来,我国的造船工业进入了快速发展的轨道,各大主力船厂承接的船舶吨位从几万吨发展到十几万吨,年造船能力也普遍跃上百万吨水平,造船模式也相继从船台造船转向船坞造船,大型造船门式起重机的需求也大幅度增加。 随关长兴、龙穴、海西湾、金海湾、靖江新时代、太平洋集团大洋等大型国营和民营造船基地的建设,大型造船门式起重机也进入了一个大型集中建造的黄金时期,起重机的提升能力从600t上升到900t,跨度从170米增加到239米,已经建成的和在建的大型造船门式起重机有几十台。门式起重机作为一种重要的物料搬运设备,在造船领域中的重要作用日益显现。随着经济的发展,它不仅在国民经济中占有重要的位置,而且在社会生产和生活的领域也不断扩大。从20纪后期开始,国际上门式起重机的生产向大型化、多功能化、专用化和自动化的方向发展。毕业设计设计说明书范文
本科毕业设计文献综述范例(1)
17辊矫直机毕业设计论文
罗茨泵毕业设计说明书
机械本科毕业设计题目
毕业设计说明书
机械毕业设计352Φ20~Φ90高精度棒材矫直机设计
机械毕业设计说明书
机械专业自动毕业设计
钢丝矫直机系统设计
毕业设计说明书
钢管矫直机毕业论文
(完整版)二十一辊矫直机毕业设计说明书
4-10mm 矫直机毕业设计说明书(加翻译)
数控技术毕业设计说明书
机械专业毕业论文题目汇总
门式起重机-毕业设计说明书