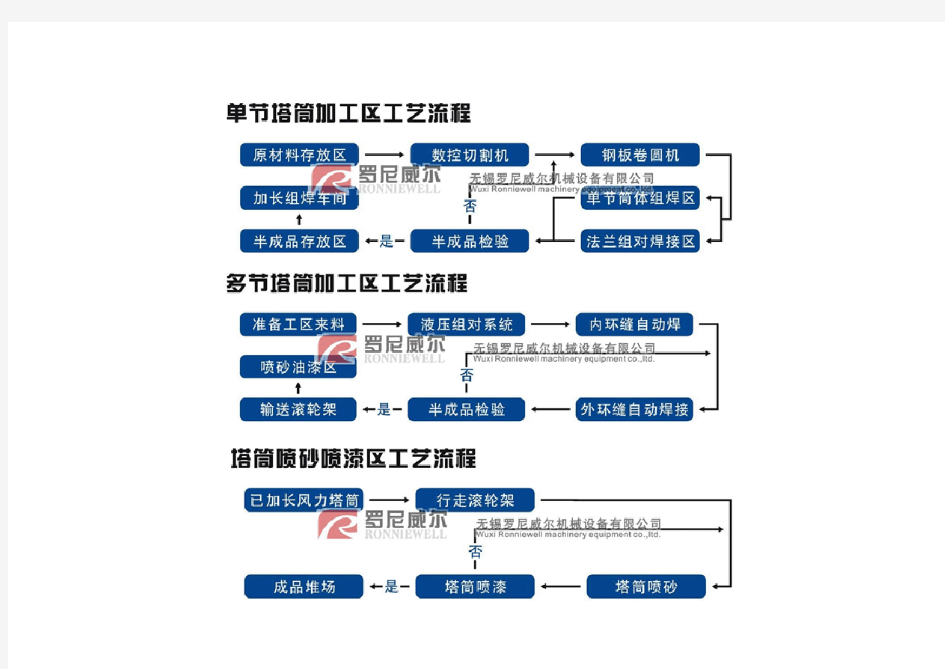
塔筒焊接生产线
二、风机塔筒焊接生产线主要设备及与传统模式对比
风机塔筒整场设计
基于整合国内外风塔焊接生产线的成功经验和成熟技术的整厂生产工艺;基于对风塔制造整厂各工艺环节的深刻理解和认知;基于已经为国内外众多风塔制造商提供各类生产线及装备的成功案例;
我们可为您提供:
1、风电塔筒焊接生产线的整场工艺流程规划设计服务;
2、风电塔筒焊接生产线的整场设备制造安装调试培训服务;
3、风电塔筒焊接深产线的整场设备长期完善的售后服务;
与传统压力容器方式制作塔筒相比较我们的生产线具有以下优点:
1、整场流水工艺设计完全按照制作风机塔筒所需的工艺模式进行从原材料堆放、下料切割、坡口制作、卷制、单杰塔筒制作、法兰制作、多节塔筒制作、探伤返修、喷砂、喷漆、成品存储等环节对生产区域进行划分并合理配置各个工艺环节的装备和效能配比。力求达到在合理利用场内场外每一个空间的同时实现生产效率的最大化设计。这是基于“整场流水作业工艺和各单位效能配比”设计理念的成功实现。
2、整场物流转运设计风机塔筒是一种具有体积较、重量较大的大型工件。在实现整场工艺设计的同时,如果能够有效地提高整场的物流转运效率,这不仅能使生产效率进一步提高而且也能够极大地降低减少生产的安全隐患。为此我们特别在整场设计的时候引入了“地面物流取代空间物流”的概念,即将传统压力容器制作模式所需要的各个工艺环节内和环节之间的需要行车起吊的工作用通过工件在地面流转的方式所代替。这得益于我们率先在国内焊接辅机行业内提出并实践的可移动式滚轮架和工艺流转工装的成功设计和应用,通过这些装备的应用基本实现了行车等空间起吊装备只起辅助物流而大部分工件的转运依靠地面物流系统的效果。
3、整场安全、高效、经济性设计在整场流水化作业和地面物流设计的同时,我们还特别引入了“安全、高效、经济”这三个设计要素。安全理念的应用体现在对生产线布置和生产线设备本身两个方面,生产线布置上针对每一个工艺环节和环节之间都留有安全通道,方便人员在紧急情况下顺利离场,生产线设备设计和制作时按照人体工程学充分考虑操作人员的方便性、舒适性。之所以特别强调安全性的设计是因为安全不仅仅能够减少损失更能够提高工人的劳动效率进而提升整场生产效能,因此安全也是影响整场经济性的一个重要方面。同时我们通过不断研发、应用先进的焊接工艺装备和辅助装备来不断提升整场的生产效率,进而提升整场的经济效能比。
风电塔筒流水线主要工步示意图:
1、单节塔筒内外纵缝级法兰焊接工区
此工区主要完成塔筒的内外纵缝焊接以及底法兰组装焊接设备组成:
1、丝杆可调焊接滚轮架;
2、移动回转焊接操作机;
3、焊接电源系统
4、焊剂自动输送回收系统
设备组成:
1、倾斜式焊接滚轮架;
2、移动回转焊接操作机;
3、焊接电源系统
4、焊剂自动输送回收系统
2、多节塔筒组对内外环缝焊接工区
设备组成:
1、液压组对滚轮架;
2、电动行走焊接滚轮架;
3、内外环缝焊接操作机;
4、焊接电源及焊剂输送回收系统;
3、塔筒喷砂工区
设备组成:
1、定制喷砂滚轮架;
2、喷砂系统
4、塔筒喷漆工区
设备组成:
1、定制喷漆滚轮架;
2、喷漆系统
2.1、单节塔筒内外焊接工区
该工区主要配套重型载人自动焊接操作机、丝杆可调焊接滚轮架。采用国外标准设计、制造并监控的重型焊接机具有结构稳定、外观大方、焊接效率高、承载能力强等显著优点,为了保证锥形塔筒的焊接质量我们采用被动端丝杆可调的滚轮架,很容易将焊道调平为自动焊提供最良好的焊接环境。同时,滚轮架与塔筒接触面采用进口的聚氨酯材料,与传统滚轮架相比具有更高的强度、而且不会发生由于塔筒与传统滚轮架钢轮挤压所导致的塔筒表面变形的缺陷。
2.2、塔筒多节组对内外环缝焊接工区
该工区主要配套重型载人自动焊接操作机、液压环缝组对滚轮架、电动行走焊接滚轮架。此处的焊接操作机依然采用国外标准设备制造,高强度高负荷的结构设计完全可以保证焊接机头在承载操作人员及焊接系统的情况下,保证横臂伸缩精度及下垂量的严格要求。在组对环缝焊接工区,我们采取了与传统方法完全不同的思路,我们采用通过焊接滚轮架行走以实现塔筒在车间内的物流传输,这样不仅能达到方便多节塔筒组对提高单工位生产效率,而且在减少行车空中物流的同时也可使正常生产流程更加顺畅从而达到提升正常生产效率的效果。
同时我们采用新颖的液压组对系统不仅能够显著大幅度的提高塔筒组对效率,而且能够有效的辅助提高塔筒组对几何尺寸精度的效果。在此举北车集团同力钢构的实际生产数据作对比,在未采用液压组对系统之前,组对一个环口需要4-5名工人大半天的工作时间,而在采用我们的液压组对系统之后,只需要2名工
人40分钟就可以完成一个环口的组对工作,大幅度的提高了生产效率和质量。目前该单位已经将原有4条传统组对接长线全部改造为我公司的液压组对地面物流焊接生产线。
2.3、喷砂喷漆工区
与我们整场采用地面物流的思路相同,喷砂喷漆工区我们依然运用了通过滚轮架行走从而实现大型工件在喷砂喷漆车间的物流传送工作。但是由于喷砂喷漆区工况比较恶劣,我们对滚轮架的电气系统和传动系统进行了特别的保护,完全可以满足在不良工况下正常使用设备的要求。喷砂滚轮架采用进口聚氨酯轮可以避免传统滚轮架钢轮支撑将砂砾压进塔筒表面从而在安装现场出现油漆脱落的缺陷,喷漆滚轮架采用假法兰支撑使塔筒表面完全脱空,可以满足全表面底中面三漆连续作业。
三、后记
在此特别感谢多年来长期支持我们公司发展与技术进步的广大国内外客户,同时也愿与众多风电人共同发展进步。罗尼威尔公司将会更加持之以恒的为行业提供“安全、高效、经济”的自动化焊接生产线和装备,因为我们一直致力于您们的成功。
钢结构智能工厂,SBA-H型钢智能装配焊接生产线
SBA(Steel Beam Assembler)-H型智能钢装配焊接生产线 钢结构企业,无论轻钢、重钢还是装配式钢结构,其梁(H型钢梁、箱型梁)、柱(H型钢柱、箱型柱、圆管柱)上面都要焊接上各种加劲板、连接板、牛腿等各种部件,这些作业需要在工厂严格按照设计图纸预制,然后到工地现场组装连接。 在钢构件生产制作过程中,焊接作业占有很大比例。H型钢成型焊接如平腹板H型钢的埋弧自动焊、波浪腹板H型钢的气保焊,因为其焊接过程自动化程度较高,生产节拍好计划也好控制。但往H型钢上面焊接加劲板、连接板、牛腿等装配焊接作业因为焊接量大,通常又都是人工组对焊接,则很难计划其生产节拍,只能根据实际进度调整人力的投入量和加班时间。该环节的大量的焊接作业往往成为钢构企业生产进度的瓶颈,影响交货周期的原因十之八九出在这里。 人力成本的高企越来越让企业感到难以承受,但又无法回避。而焊接工的成本尤其沉重和直接,按天计酬,几百块一天,且人员流动大,企业管理成本也必然因此增加。现状如此,企业只有叹息,残喘招架。 工业4.0、工业制造2025、机器人换人、工业化生产的概念可谓应运而生,现状逼迫企业要么转型要么升级。转型谈何容易,小企业具备游击式灵活,但已成规模的企业船大难掉头,往往就只有升级这一条路可走,不走就死,走了可能暂时困难,但前景光明。 本人带着如何实现钢结构的智能化生产这样一个课题去欧洲考察。在波兰看到了奥地利之门(Zeman)公司生产的SBA的生产过程,顿时眼前一亮。钢结构智能化生产是可以实现的。H型钢装配焊接作业能实现机器人换人。能做到提高效率和精度,又能降低人力成本。希望国内装备制造企业能尽快研发出SBA类的产品,以促进钢结构企业的顺利升级。
解析风电塔筒法兰外翻变形的控制工艺
解析风电塔筒法兰外翻变形的控制工艺 摘要:随着能源问题与环境问题的日益突出,风能资源作为一种清洁环保可再 生能源,其重要性越来越高。当前,风力发电产业获得快速发展,风电发电机组 单台设计容量增加,其对塔架的高度要求越来越高。管塔式塔架因其结构紧凑, 安全可靠,便于维护等优势,在风电发电塔架设计中应用较为广泛。 关键词:风电塔;法兰外翻变形;控制工艺 在风力发电装备中,风力发电塔架具有十分重要的,不可缺少的作用。它在 整个发电过程中起着连接风机各个关键装置的作用,要担负起叶片转动过程中产 生的各种压力,冲击,以及电机的震动还要调整受力过程中的摇摆。发电塔架经 过3、4段直筒或锥筒联合在一起构成的。因为每一节塔架是将滚制筒与法兰通 过焊接的方式连在一起的,所以。最重要的是在焊接之后要调控好平面度。要是 在制作过程中操作不当,将不利于风力发电机的正常运作,造成机械破损.降低 机械设备的工作效率,缩短机械设备的寿命。 1 传统工艺及存在问题 1.1传统工艺 为了使法兰与筒体焊接后的内倾量满足设计要求,传统工艺是将 2个合格的 法兰通过刚性固定法连接,找正法兰与筒体的位置后,再焊接成为一个整体。传 统工艺实现的方法通常有 2 种:第 1种方法是将两法兰用螺栓连接在一起,在2 个法兰之间、螺栓内侧均匀垫上 2mm 厚的垫片,拧紧螺母并找正法兰和筒体的 位置后,实施法兰与筒体的焊接,然后将螺栓拆除。第 2 种方法是先在两法兰内 壁均匀焊接 8 ~ 10 块连接钢板,将两法兰固定在一起,然后找正法兰与筒体的位置后,再进行焊接,最后将连接钢板去除。 1.2存在问题 不管采用以上哪种方法,由于焊接应力的作用,当将螺栓或连接钢板去除后,均会出现一个共性问题,那就是法兰出现外翻变形,不能满足相关的设计要求。 由于受法兰外翻变形的影响,采用第 1 种方法焊接后,拆卸螺栓非常困难。采用 第 2 种方法焊接后,必须割下连接钢板,打磨和抛光焊点,同时还必须进行探伤 检测等,这样使得工艺繁琐,生产效率较低。 2风电塔筒法兰焊接工艺 在风电塔筒焊接作业中,为保证筒体与法兰焊接作业能够满足角变形要求, 并且加快筒体组装速度,决定采取将单个法兰与筒体对接点焊之后进行焊接组成 一体的方式。 先在专用法兰平台上进行组装,组装后上单节法兰在焊接滚轮架上进行法兰 焊接。采取埋弧自动焊进行焊接,直流反接,焊丝牌号:H10Mn2,焊丝直径规 格为Φ4,应用HJ350作为焊剂,应用MZ1250自动弧焊机进行焊接。先进行外侧封焊,对外侧点对时间隙比较大的位置进行封焊,再进行内侧焊缝焊接,内侧焊 接一道后,外侧应用碳弧气刨清根,在完成清根后,应用角向磨光机与砂轮进行 坡口打磨,并将坡口两侧20mm宽范围内打磨,通过坡口打磨消除碳化物与氧化物,避免在焊接作业中出现裂纹或夹渣等缺陷问题,进行外侧焊接后再焊完内侧 焊缝。 3 风电塔筒法兰焊接变形控制的工艺措施
风电塔筒涂装工艺设计doc
项目 风电塔筒(不包含基础环)涂装工艺 Coating Process 公司
目录 概述 (3) 1.缩写和标准引用 (4) 1.1缩写 (4) 1.2引用标准 (4) 2.涂料配套方案 (6) 2.1 缩写 (6) 2.2 塔筒本体 (6) 2.3 塔筒顶法兰MF1面 (6) 2.4 其他法兰面 (7) 2.5法兰螺栓孔 (7)
2.6 法兰孔侧端面的说明和涂装示意图 (7) 2.7 门板和门框涂装说明 (8) 2.8 砂箱板、油槽板、钟摆涂装说明 (8) 2.9 法兰端面 (9) 2.10 筒体不锈钢和镀锌件 (9) 2.11 门铰链部位 (9) 2.12干膜厚度标准 (9) 2.13光泽度要求 (10) 2.14涂装注意事项 (10) 3.涂装前的表面处理 (11) 4.油漆施工 (13) 4.1组装后筒体的表面处理 (13) 4.2 油漆涂装 (13) 5.法兰底漆保护用工装 (25)
6.现场修补 (26) 7.综述 (28) 8.安全施工措施 (30) 概述 本文是根据的实际生产工艺流程,制订的风塔表面和外表面油漆涂装的要求和施工指导。本指导仅适用于牌油漆的施工。
1.缩写和标准引用 1.1缩写 DFT 干膜厚度 WFT 湿膜厚度 SSPC 钢结构涂装委员会 ISO 国际标准化组织 NACE 国家腐蚀工程师协会 1.2引用标准 ISO 12944 钢结构保护涂层 NACE NO5 高压淡水冲洗的清洁标准 ISO 8501-1:1988 涂装钢材表面锈蚀等级和除锈等级 ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评
风电塔筒通用制造工艺
风电塔筒通用制造工艺
————————————————————————————————作者:————————————————————————————————日期:
风电塔筒通用制造工艺湖北创联重工有限公司
目录 1.塔筒制造工艺流程图 2.制造工艺 3.塔架防腐 4.吊装 5.运输
一、塔架制造工艺流程图 (一)基础段工艺流程图 1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。 2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。 3.基础上法兰:外协成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT 检测→H平面检测。 4.基础段组装:基础上法兰与筒节部件组焊→100UT%检测→H平面度检测→划好分度线组焊挂点→整体检验→喷砂→防腐处理→包装发运。 (二)塔架制造工艺流程图 1.筒节:H原材料入厂检验→R材料复验→钢板预处理→R数控切割下料→尺寸检验→R加工坡口→卷圆→R组焊纵缝→R校圆→100%UT检测。 2.顶法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测→二次加工法兰上表面(平面度超标者)。 3.其余法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测。 4.塔架组装:各筒节及法兰短节组对→R检验→R焊接→100%UT检测→R检验→H划出内件位置线→H检验→组焊内件→H防腐处理→内件装配→包装发运。 二、塔架制造工艺 (一)工艺要求: 1.焊接要求 (1)筒体纵缝、平板拼接及焊接试板,均应设置引、收弧板。焊件装配尽量避免强行组装及防止焊缝裂纹和减少内应力,焊件的装配质量经检验合格后方许进行焊接。 (2)塔架筒节纵缝及对接环缝应采用埋弧自动焊,应采取双面焊接,内壁坡口焊接完毕后,外壁清根露出焊缝坡口金属,清除杂质后再焊接,按相同要求制作
工业机器人自动焊接生产线的设计与调试
2016年12月第44卷第23期 机床与液压 MACHINETOOL&HYDRAULICS Dec畅2016Vol畅44No畅23 DOI:10.3969/j畅issn畅1001-3881畅2016畅23畅010 收稿日期:2015-09-17 作者简介:陈志平(1964—),男,工程师,讲师,主要研究方向为机械制造自动化和数控设备维修。E-mail:chzhp6412@ 163畅com。 工业机器人自动焊接生产线的设计与调试 陈志平 (四川信息职业技术学院,四川广元628040) 摘要:工业机器人自动焊接生产线的设计合理与否关系到焊接工艺的满足程度。从机器人自动焊接生产线的设计要求出发,详细分析了生产线的控制流程、配置及布局、编程与调试等。并以FOXBOT、A1200机器人组成的自动焊接生产线 为例,进行刹车控制、原点校正等现场调试。自动焊接生产线的实践应用,提高了焊接作业效率和质量,具有推广价值。所述设计思路、方法及详细步骤为工业机器人自动焊接生产线的设计调试工作提供了参考依据。 关键词:工业机器人;自动焊接生产线;PLC编程;电磁刹车;原点校正中图分类号:TG409 文献标志码:A 文章编号:1001-3881(2016)23-042-4 DesignandDebuggingofIndustrialRobotAutomaticWeldingProductionLine CHENZhiping (SichuanVocationalCollegeofInformationTechnology,GuangyuanSichuan628040,China) Abstract:Thedesignofautomaticweldingproductionlineofindustrialrobotisreasonableornotrelatedtothesatisfactorydegreeofweldingtechnology.Thedesignrequirementsoftherobotautomaticweldingproductionlinewerestartedfrom.Detailedanalysisoftheproductionlinewascarriedoutofcontrolprocess,configurationandlayout,programminganddebugging,andetc.Andtheauto-maticweldingproductionlinecomposedofFOXBOTandA1200robotwasasanexample,brakecontrolandoriginalpointrevisionwereadjustedonsite.Theapplicationofautomaticweldingproductionlinewasdonetoimprovetheefficiencyandqualityofweldingopera-tionwithvalueofgeneralization.Thedescribeddesignideas,methodsanddetailedstepsprovideareferenceforthedesignanddebug-gingofautomaticweldingproductionlineofindustrialrobot. Keywords:Industrialrobots;Automaticweldingproductionline;PLCprogramming;Electromagneticbrake;Originofcorrec-tion 0 前言 机器人是一种能够进行编程并在自动控制下执行某些操作和移动作业任务的机械装置。自动焊接生产线需要机器人的重复定位精度达到±0畅03mm、负载最大为10kg、行程为1200mm、6轴控制的工业机器人完成复杂的焊接作业如装配、搬运、焊接、打标、切割等,生产线要求功率高、速度快及轻化设计,机器人手腕各轴动作范围大;在小距离、高速动作中可迅速精准定位高精度、高刚性;应用于镭射电焊及弧焊制程;要求机器人本体质量易搬运、安装快速,良好的密封性及防尘效果,适合在粉尘多恶劣的环境中等。 采用PLC的控制系统可以通过改编程序,在不改变硬件的条件下,便能改变生产工艺。特别是在汽车外壳的焊接作业决定汽车外观质量。 激光焊接是一种速度高、非接触、变形小的焊接方式,适合量大、连续在线加工。激光应用以穿透焊为主。大板拼接,满足汽车厂大型三维功能冲压件的 要求。1000mm宽的冷轧钢板通过激光焊接,拼成2000mm宽的钢板。由于人工成本不断升高,国内制造企业效仿国外发达国家,必然更多依赖工业机器人,机器人自动焊接生产线取代人工焊接必将成为主流。 1 生产线的设计要求 (1)输入信号:用按钮和旋钮来仿真输入。(2)输出信号:用指示灯来模拟输出。(3)取方料点:按点位列表调好点位。(4)焊接点位:调5个点位(P31-P35),每个点位调用不同的焊接参数。(P31调用1号参数,P32调用3号参数,P33调用8号参数,P34调用11号参数,P35调用15号参数)。 (5)PAC程序:考虑互锁信号的安全设计、放料时预防迭料安全设计。 (6)焊接模拟:机器人运动到一个焊接位置后,发Laser_start信号给焊接机,焊接完后,焊接机会发一个Laser_end信号给机器人,机器人收到该信号后 万方数据
风电塔筒内部结构2000KW塔筒顶法兰平面度加工方法探讨
风电塔筒内部结构2000KW塔筒顶法兰平面度加工方法探讨摘要:针对大唐三门峡清源风电场许继单机2000KW/8On风电塔筒顶法兰装焊后平面度要求较高、难于保证这一生产难题,作者分别采用二种不同的加工方法认真进行对比、分析,并设计出的专用定位工装。最终采用顶部法兰与相邻三节筒节装配焊接后,用专用定位工装,在数控落地铣镗床上焊后加工顶法兰端面,再将加工过的组件与塔架上段塔筒其余各段总装,较好地解决了这一制约生产的技术难题。 关键词:顶法兰;平面度;焊接变形 :TG113.26+3:A 1 问题的提出 1.1 前言 由于风电塔筒上段顶部法兰总装时与风机机舱推力轴承相连接,所以对其装焊形位公差控制要求相当严格。我公司承制的许继2000KW/80n风电塔筒顶部法兰总装后图纸要求法兰平面度不大于0.35mm表面光洁度为5级。远高于东汽风电塔筒对法兰焊后平面度0.6mm的要求。 1.2 保证顶部法兰要求平面度0.6m m以内的上段塔筒传统的加
工工艺 为保证风电塔架上段塔筒顶部法兰的焊后平面度,对于顶部法兰要求平面度0.6mm以内的上段塔筒,我们通常采用如下的加工工艺。我们在塔架上段塔筒上、下法兰整体辗制成型后机加工时预留适当的法兰内倾反变形量。塔架上段塔筒厂内装焊时,采用先将上、下法兰与与之相邻的筒节在平台上竖装,将焊缝间隙调整均匀,点焊定位加固成组件;再将上段其余筒节按排板图也装配成组件,定位加固;最后将二法兰组件与筒节组件总装。检验合格后,制定严密、科学的焊接方法、焊接规范及合理的焊接顺序,然后认真施焊,从而尽可能地减小焊接变形。如果采用我们传统的加工方法,将难以保证许继塔筒顶部法兰焊后平面度要求,生产将不能正常进行,进而影响产品的正常交货周期。 2 改进方法探讨 图1 上段组成示意图 顶部法兰机加工时在法兰端面予留5mm厚度余量作为焊后加工 余量。结合我公司设备现状,我们制订了二种加工方案: 2.1 方案一
汽车车身自动化焊接生产线
汽车车身自动化焊接生产线 1.前言 A3车型是奇瑞公司的战略转型车型,为打造五星安全品质,对该车型提出更加苛刻的质量要求。焊装车身的制造水平提高依赖于先进的焊接设备,公司引进柯马公司的自动化生产线,完成车身下部和车身总成的焊接任务,以符合更高的焊接质量要求。 第一部分 A3自动化生产线设计纲领 第二部分电气控制系统 第三部分点焊机器人系统 第四部分其他系统 4.1滚床系统 4.2OPENGATE 4.3机械化输送悬链和BUFFER 4.4车型识别和生产管理系统 4.5激光检测系统 4.6安全系统 第一部分A3自动化生产线设计纲领 主要负责A3三厢和A3两厢两种车型白车身总成的生产,下部线和主焊线是混线自动化生产线,年产能约为20万辆。 车身下部线完成发动机仓、前地板、后地板等总成零件的拼装焊接工作,适应车身下部高强度的焊接要求。主要由27台机器人完成焊接工作、零件抓取,整条线还包括自动化输送悬链,零件缓存器。 主焊线主要是完成车身下部、侧围、顶盖、包裹架等总成的拼装焊接工作。由滚床、OPENGATE、和31台机器人组成。 主焊线OP130工位为在线激光检测系统,由4台机器人带动激光检测系统,对车身尺寸关键点进行在线检测。 第二部分电气控制系统 A3自动化生产线共有两个部分组成,分为车身下部线和主焊线,有5条空中输送线,工艺流程为发动机仓、前地板、后地板分别由3条输送线输送至车身下部线,车身下部经空中输送至主焊线,然后通过空中输送线输送至调整线。 整条生产线有车型识别系统一套,辊床一套、涂胶设备8套、COMAU机器人62台,采用SICK的安全保护设备,采用带有安全集成功能的CPU 416F-2的西门子PLC。控制部分的采用工业以太网和PROFIBUS(现场总线)连接,见图控制部分示意图。
生产线自动切割焊接设备
LINE DESCRIPTION 生产线设备描述 Position 1 设备一 PLASMA CUTTING TABLE 12,000 x 2,500 x 40 mm(等离子切割台) To cut with plasma technology the steel blank producing trapezium sheet, triangle reinforcement, base plate, etc... It has the following specifications: (采用等离子技术切割钢坯,制作梯形板、三角加强筋板、底板等…它具有以下规格:) - Material thickness: Up to 40 mm(材料厚度:最大40毫米) - Maximum blank width: 2,530 mm(最大钢板宽度:2530毫米) - Maximum blank length: 12,050 mm(最大钢板长度:12050毫米) - Total slide length: 13,000 mm(全台长度:13000毫米) - Filter number: 2(过滤器数量:2个) - Cutting technology: Plasma(切割技术:等离子) It includes the following equipment:(包含下列设备:) - No.1 (one) Independent portal bridge(一个独立龙门桥架) - No.1 (one) Bevel plasma equipment(一个斜面等离子设备) - No.1 (one) Master bevel cut mechanical equipment plasma torch group (HYPERTHERM HPR-260)(一个主斜面切割机械等离子火炬组:海宝HPR-260)- No.12 (twelve) Suction filters(12个抽风过滤器) - No. 2 (two) Exhaust filter auto cleaning(2个排气过滤器自动清洗装置) - No.1 (one) Air dryer in alumina(1个氧化铝空气干燥器) - No.1 (one) CNC control (ESA-GV mod. KVARA 500)(1个计算机数字控制器(ESA-GV MOD. KVARA 500)) - CAD /CAM ALMA (CAD/CAM ) - Electrical panels & control panels(电气面板和控制面板) Picture no. 1图片一 Position 2 设备二 FLATTENING AND CUT TO LENGTH LINE 1500 x 8 L=14 (The machine starts from coil and inline, completely in automatic without any manipulation, produce trapezium sheet well flattened without mechanical internal stress).(扁平化及切成一定长度的线1500×8为L =14 (本机开始从线圈和内联,在自动完全没有任何操作,产生梯形表扁平化,内部无机械应力)。) To prepare the flat sheet rectangular shape and trapezium shape for making poles, on the same line. It has the following specifications:(在同一生产线上准备长方形和梯形平板作为极点。具备以下规格:)
智能焊接机器人系统
焊接机器人系统 机器人通常定义为:机器人(Robot)是自动执行工作的机器装置。它既可以接受人类指挥,又可以运行预先编排的程序,也可以根据以人工智能技术制定的原则纲领行动。它的任务是协助或取代人类工作的工作,例如生产业、建筑业,或是危险的工作。 焊接机器人作为在生产中最为常见的工业机器人,焊接机器人目前已广泛应用在汽车制造业,汽车底盘、座椅骨架、导轨、消声器以及液力变矩器等焊接,尤其在汽车底盘焊接生产中得到了广泛的应用。因此,我选取焊接机器人作为讨论对象,以下是我比对自己在图书馆和网上找到的资料对焊接机器人的系统组成进行的简要概括,分析焊接机器人系统是怎样完成复杂的焊接工作的。 一、典型的机器人系统组成: 1、机器人本体和操作机,可以直接完成各种具体作业; 2、机器人控制器,用来控制机器人和完成数据存储,包括计算机系统和伺服系统两部分; 3、各种不同的作业工具,如焊枪和手爪等; 4、各种周边辅助设备; 5、为完成特殊任务而使用的传感器; 6、用于完成计算机管理、监控和计算机通信的通信系统。 二、焊接机器人的定义 焊接机器人是从事焊接的工业机器人。根据国际标准化组织工业机器人术语标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作,具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器人最后一个轴的机械接口,通常是一个连接法兰,可接装不同工具或称末端执行器。焊接机器人就是在工业机器人的末轴法兰装接焊钳或焊枪的,使之能进行焊接,切割或热喷涂。目前在汽车工业中被广泛应用于汽车底盘的焊接。 三、焊接机器人的软硬件系统组成 1、焊接机器人的硬件系统。如下图所示:焊接机器人的硬件系统一般由机器人本体、摄像 机随动机构、焊接电源、摄像机、机器人控制器、示教盒、和中央控制机、导引/焊缝跟踪计算机、熔透控制计算机、焊机接口控制盒、电焊机和送丝机等部分构成。 2、焊接机器人的软系统。焊接机器人的软系统根据模块化设计的思想,将焊接机器人工作 单元分解为不同的功能模块。主要有初始位置导引模块、焊缝跟踪模块,熔透控制模块,
风电塔筒制造工艺
目录 1.塔筒制造工艺流程图 2.制造工艺 3.塔架防腐 4.吊装 5.运输
一、塔架制造工艺流程图 (一)基础段工艺流程图 1.基础筒节:H原材料入厂检验→R材料复验→R数控切割下料(包括开孔)→尺寸检验→R加工坡口→卷圆→R校圆→100%UT检测。 2.基础下法兰:H原材料入厂检验→R材料复验→R数控切割下料→R法兰拼缝焊接→H拼缝100%UT检测→将拼缝打磨至与母材齐平→热校平(校平后不平度≤2mm)→H拼缝再次100%UT检测→加工钻孔→与筒节焊接→H角焊缝100%UT检测→校平(校平后不平度≤3mm)→角焊缝100%磁粉检测。 3.基础上法兰:外协成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT 检测→H平面检测。 4.基础段组装:基础上法兰与筒节部件组焊→100UT%检测→H平面度检测→划好分度线组焊挂点→整体检验→喷砂→防腐处理→包装发运。 (二)塔架制造工艺流程图 1.筒节:H原材料入厂检验→R材料复验→钢板预处理→R数控切割下料→尺寸检验→R加工坡口→卷圆→R组焊纵缝→R校圆→100%UT检测。 2.顶法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测→二次加工法兰上表面(平面度超标者)。 3.其余法兰:成品法兰→H入厂检验及试件复验→与筒节组焊→100%UT检测→平面度检测。 4.塔架组装:各筒节及法兰短节组对→R检验→R焊接→100%UT检测→R检验→H划出内件位置线→H检验→组焊内件→H防腐处理→内件装配→包装发运。 二、塔架制造工艺 (一)工艺要求: 1.焊接要求 (1)筒体纵缝、平板拼接及焊接试板,均应设置引、收弧板。焊件装配尽量避免强行组装及防止焊缝裂纹和减少内应力,焊件的装配质量经检验合格后方许进
工业机器人自动焊接生产线及调试分析
工业机器人自动焊接生产线及调试分析 发表时间:2019-06-05T08:58:11.513Z 来源:《电力设备》2019年第3期作者:翟科[导读] 摘要:工业机器人自动焊接生产线及调试是现代化工业发展的关键,分别从以下几个方面对此详细分析,目的在于更好的提高工业机器人自动焊接生产线运行效率,实现工业现代化发展。(北京交通大学海滨学院河北沧州 061100)摘要:工业机器人自动焊接生产线及调试是现代化工业发展的关键,分别从以下几个方面对此详细分析,目的在于更好的提高工业机器人自动焊接生产线运行效率,实现工业现代化发展。关键词:自动焊接 PLC编程仿真输入激光焊接工业机器人自动焊接生产线的形成,为工业生产提供更多便利,减少生产压力。那么工业机器人自动焊接生产线的贯彻落实,必须确保焊接工艺符合生产标准。安川MOTOMAN系列机器人涉及到弧焊、切割、喷漆、教学等,在汽车、烟草、陶瓷、矿山机械等行业广泛应用。工业机器人自动焊接生产线主要应用PLC可编程控制器进行控制,该编程控制器具有抗干扰、编程简单、运行可靠等优势。结合机器人自动焊接生产线,全面、详细分析生产线,控制好流程与布局,确保编程、调试科学。 1.工业机器人自动焊接生产线及调试发展现状科学技术发展迅速,工业机器人的产生,为焊接生产线提供了很多便利。机器人本身需要以编程形式实现自动控制,并且执行工业生产中移动作业以及机械操作等任务,总体来讲机器人属于高科技机械装置。以工业机器人打造自动焊接生产线,对机器人要求十分严格,尤其是重复定位精度必须在±0.03mm范围之内,要求机器人行程1200mm,能够完成复杂的焊接工作。工业机器人自动焊接生产线对功率、速度等也具有严格要求。自动焊接生产线实现了小距离、高度动作,具备高精度、高刚性等优势【1】。当前工业现代化改革正在进行,其中工业机器人自动焊接生产线操作成为主要发展趋势。PLC可编程控制器,利用程序改编的方式,调整工业机器人生产工艺,自动焊接中更加注重质量与形态。工业机器人自动焊接生产线中包括激光焊接技术,这种技术能够保持生产零件规范,并且操作速度极快,可以实现连续在线加工。工业机器人自动焊接生产线已经成为当前工业生产发展主流。 2.工业机器人自动焊接生产线设计工业机器人自动焊接生产线设计,主要包括以下几个步骤:首先输入信号,找到输入按钮以及旋钮,操作仿真输入。及时输出信号,运用指示灯进行生产线信号模拟并且输出。其次根据生产线点位列表及时调整位置,已达到焊接点位确定的目的。具体操作,第一是调整5个点位,保证点位调整焊接参数不能相同。1号参数为P31调用,3号参数为P32调用,8号参数为P33调用,11号参数为P34调用,15号参数为P35调用。最后需要从安全角度出发,设计互锁信号方案,自动焊接生产线放料阶段的防跌料设计【2】。确定焊接模型,当工业机器人到达明确的焊接位置,会给现场焊接机发出Laser_start信号。焊接机接收到信号进行焊接工作,焊接结束给机器人发送Laser_end信号。工业机器人接收到信号之后,转移到其他焊接位置准备焊接。 3.自动焊接生产线设计 自动焊接生产线设计,首先设计控制流程,其次设置生产线相关配置以及布局,最后是准确定义PLC控制信号。 3.1控制流程设计分析 控制流程设计分析是自动焊接生产线关键步骤,要求操作人员准备好设备,将焊接需要使用的材料放置到上料台上,当然还包括焊接治具。工业机器人会根据上料台上的材料感应信号,及时到位置取材料。机器人取完焊接材料之后,需要发出连接信号,与另外的机器人进行信号互锁,确定信号之后及时移动到焊接位置,调节焊接参数,确定焊接参数及时传输给焊接机,帮助焊接机完成产品焊接准备。进入到焊接工作,注意焊接质量控制。焊接工作结束,机器人之间进行互锁信号,及时将焊接治具移动到下料台,放置在安全点位置【3】。循环操作控制流程,实现工业自动化焊接。具体机器人自动焊接生产线控制流程如下:开始操作→确保机器人位于P(O)点,初始化(I/O)→等待上料台上料→确认上料台有料→取料并按轨迹运行到P(150)点,并等待互锁信号→开始焊接→焊接完成→下料台有料→机器人等待放料→放料→返回点R→重新执行程序。 3.2生产线布局 生产线科学配置与系统布局,首先是激光焊接机的配置。以高能量激光脉冲为中心,提供科学光纤模式,传输焊接介质,实现微小区域局部加热,改变材料状态,将焊接材料在特定熔池中熔化。激光焊接机本身具备快速、精密、定位准确等特点,缩小焊点宽度,同时实现点焊与缝焊,保证焊接外观平整的同时,缩小热量影响区,为自动焊接生产线提供更多发展优势。其次是机器人选择,安川MOTOMAN 机器人针对焊接治具放置以及搬运等进行精准定位,以信号互锁定位焊接位置,完成焊接工作。了解工业机器人是生产线布局的重要条件。最后是电磁铁的配置与布局。电磁铁如果通电,其中的磁铁磁性会消失,这属于消磁。当然如果电磁铁不通电,磁铁始终保持磁性,处于带磁状态。一般自动焊接生产线运行中,电磁铁不能始终处于通电状态,对电磁铁的磁性会产生很大影响,磁性逐渐下降,甚至还会直接烧坏电磁铁。图1为自动焊接生产线布局图。 图1-自动焊接生产线布局图
智能焊接生产线在装载机铲斗生产上的应用
摘要: 采用可直角换轨式RGV ,将多个机器人焊接工作站与前后工序连接起来,在LCS 和DCS 调度系统控制下,实现装载机铲斗生产的自动上下料、自动装夹、 焊接程序自动调用、自动焊接、自动报工。构成了智能制造车间,减 少人工干 预、降低劳动强度、提升生产效率、提高焊接质量、满足节拍生产要求,实现了车间整体运营的效益最大化。关键词: RGV ;机器人焊接工作站;DCS 控制系统;自动装夹;调度中图分类号:TG409文献标志码:B 文章编号:1001-2303(2014)02-0043-06DOI : 10.7512/j.issn.1001-2303.2014.02.09第44卷第2期2014Vol.44No.2Feb .2014 收稿日期:2012-09-11 作者简介:贾方庆(1980—),男,江苏徐州人, 工程师,学士,主要从事自动化设备的设计和研发工作。 贾方庆,董文宁,张传根,曹强 (徐州华恒机器人系统有限公司,江苏徐州221000) 粤pplication of intelligent robot welding line for the loader bucket production JIA Fang-qing ,DONG Wen-ning ,ZHANG Chuan-gen ,CAO Qing (Xuzhou Huaheng Robot System Co.,Ltd.,Xuzhou 221000,China ) Abstract :With the right angle for rail type RGV,a plurality of welding robot workstation before and after the working procedure is connected,in the control of LCS and DCS scheduling system,realize the loader bucket production of automatic feeding,automatic clamping,welding procedure calls automatically,automatic welding,automatic timesheet.This constitutes a smart little humanized manufacturing workshop,reduce the manual intervention,reduce labor intensity,improve production efficiency,improve the welding quality,to meet the requirements of production,the beat realizes maximum benefit overall workshop operation. Key words :RGV ; robot welding workstation ;the control system of DCS ;automatic clamping ;discrete curvature ;line drawing 0前言 在工程机械行业已广泛使用机器人焊接代替 人工焊接,目前应用较多的是采用单个机器人焊接工作站完成特定工件的焊接。大量使用焊接机器人 可以提升生产效率,提高产品质量, 降低生产成本和减轻工人劳动强度。 单个机器人焊接系统虽然能够在单一焊接工 序中达到以上目的,但是对整个生产过程效率的提 升作用较小。因为单个机器人焊接系统在整个生产过程中一般都有物流不畅、人工干预过多、存在安全隐患、效率低等问题。 通过实地考察, 拥有20~100套机器人焊接系统的制造工厂,主要存在以下问题: (1)由于物流单一依赖行车,往往出现机器人焊接完成后无人下料,或者机器人工位空闲无人上料的情况,生产出现停顿,设备利用率不高。 (2)由于上下料使用人工方式,机器人程序选择
探讨风电塔筒制造技术及质量控制要求
探讨风电塔筒制造技术及质量控制要求 摘要:在风力发电机组运行过程中,风电塔筒就是风力发电的塔杆,主要功能就是支撑风力发电机组,吸收风电机组的振动。在风电机组运行中,塔筒的制作质量关系着生产安全,笔 者结合多年工作经验,阐述风电塔筒制造技术,并深入分析质量控制要求,以期为相关人员 提供借鉴与参考。 关键词:风电塔筒;制造技术;质量控制 1 塔筒制造流程 一般而言,风电塔筒的制作流程主要有钢板下料、卷板校圆、纵缝焊接、法兰拼装及焊接、 环缝焊接、大节拼装及焊接、附件拼装及焊接、塔筒防腐、内饰件安装、包装以及装车运输等。在制作流程中,必须对焊接操作进行质量控制,针对焊接处的焊缝进行探伤检测。 2 塔筒制造方案 2.1 材料准备及检验 对于钢板、法兰等原材料,在入库前要对其尺寸、厚度、外形等进行检验,检验其是否达标。在初次检验合格后,还要抽取10%的钢板对其外形、尺寸进行超声波复检,质量达到所要求 的标准方可入库。而环锻法兰在初次检验合格后也要抽取10%进行超声波以及磁粉检测,确 保两种检测方法下均符合要求,便可入库。 2.2 钢板下料 一般情况下,钢板的下料过程要采用数控切割机进行操作。操作前,要严格按照工艺的具体 难度进行数控编程,并调试无误后才可进行下料工作。在完成下料操作后,还要对钢板瓦片 的方向、顺序等进行标记,同时还要对钢板号、瓦片编号等进行标记。对于钢板的切割尺寸,其长度偏差要求在上下2mm以内,钢板宽度的误差要不超过2mm,对角线的误差不超过 3mm。对零件的环缝、纵缝的坡口等进行处理时,务必要严格按照工艺要求,且要将坡口及 以其为中心的30mm范围打磨光滑。 2.3 卷板及校园 在进行卷板操作时,要用长度为 1.2m的样板进行辅助控制,将样板与同体间的缝隙严格控 制在2mm以内。在完成卷板后,还要用气保焊对卷板与筒体坡口进行进一步的加固。纵缝 要求筒体间对接的间隙范围不超过2mm,错边量不超过3mm。 2.4 纵缝焊接 在进行焊接时,要先焊接内缝,完成后再将背缝及其周围做彻底的清理,使其露出焊缝坡口 的金属,然后再将其焊接起来。在焊接过程中,需要注意的是:焊接前,首先要检测纵缝对 接处间隙的距离,若间隙大小超过1mm,则应先使用对应规格的气保焊对其进行打底,且焊接的温度要控制在100-250℃之间,焊接线的能量要低于39千焦每厘米,以达到焊缝冲击功 的标准。焊接完成后,按照《承压设备无损检测》中的要求对所焊接的纵缝进行超声波探伤 检验,检测结果达到一级,即为合格。与此同时,焊接部位的外观也要进行一定的检测,若 未达到标准,则重新进行处理。此外,检验合格后,按要求使用切割片或是火焰割枪将引熄 弧板切除,并将其遗留的坡口打磨光滑。 2.5 拼装(法兰拼装、大节拼装) 对于法兰节的拼装工作,务必在特定的拼装地点进行拼装。在进行拼装前,首先要对瓦片与 法兰接口处的管口的周长进行测量,并对错边量的大小进行估计。拼装时演讲法兰有坡口的
EVG全自动钢筋桁架焊接生产线作业指导书
全自动钢筋桁架焊接成型设备 TSD 7-30B型桁架焊接生产线此套设备是EVG公司(Entwicklungs-und Verwertungs-Gesellschaft m.b.H)结合国实际生产需要而进行研制、生产的全自动钢筋桁架焊接成型设备。 随着技术的不断发展和钢筋桁架全球化发展趋势。钢筋桁架焊接主机设有Windows XP操作屏,通过屏幕可以观看设备工作状态,并可方便得调节设备运作参数和焊接参数。 全线主要工作部分采用液压传动方式,动作可靠,精度高。 焊接时不易产生火花且噪声小。 操作方便,维修简单。
该设备布置合理,外形美观。 全自动钢筋桁架焊接成型设备主要组成部分如下: 1、放线机(WIRE PAY-OFF SGV 3000-5) 放线机:主要由放线站,钢筋监测系统,偏转辊及钢筋引导架所组成。 该套放线机由我司自行加工,制作,组装。现已投入生产,正常使用。每台放线机分别设有制动抱闸装置,抱闸信号分别于钢筋拉出机送丝装置一一对应,实现自动放线。当生产线自动运行时,抱闸一直起作用,而当生产线停止时抱闸关闭防止放料盘自动滑行。 放线机出口并设有无料报警装置,每卷钢筋放完后无料报警装置检测到钢筋端头,焊接主机操作屏报警(放线盘无钢筋)自动停机。 2、钢筋拉出机 (WIRE PULL-OFF MACHINE TL 5/RV) 钢筋拉出机:主要由3相齿轮电机(拉动上、下弦钢筋前进),3相齿轮电机(拉动腹杆钢筋前进),停止钢筋切割装置,地线接触器,蓄线环的引导杆,引导口,钢筋前进装置,第二钢筋前进装置(较大
直径钢筋配用),压辊,压辊气缸所组成。 钢筋拉出机的唯一目的就是把钢筋从放线机中拉出来,同事形成圆环形蓄能器,送给焊接机的矫直机。上弦钢筋和下弦钢筋分别配备两台拉线单元,两台脚踏开关。腹杆钢筋配备一台拉线单元。焊接机开动时,钢筋环就会自动形成,顶端安装控制钢筋环尺寸的接触器,当此接触器触及钢筋时,送丝装置自动停止。 3、钢筋桁架焊接主机(TRUSS GIRDER WELDER TSD 7-30) 钢筋桁架焊接机:主要由校直器和扭曲装置,桁架钢筋弯曲单元,桁架推进装置,焊接总成,剪切装置几部分所组成。
风电塔筒涂装工艺设计doc
项目 风电塔筒(不包含基础环) 涂装工艺 Coating Process 公司 1 Rev.1 2 3 Revision Date/ R Signature. /Approved 设计 DESIGNED 校对 CHECKED 审核 EXAMINED 批准 APPROVAL
目录 概述 (3) 1.缩写和标准引用 (4) 1.1缩写 (4) 1.2引用标准 (4) 2.涂料配套方案 (6) 2.1 缩写 (6) 2.2 塔筒本体 (6) 2.3 塔筒顶法兰MF1面 (6) 2.4 其他法兰面 (7) 2.5法兰螺栓孔 (7) 2.6 法兰孔内侧端面的说明和涂装示意图 (7) 2.7 门板和门框涂装说明 (8) 2.8 砂箱板、油槽板、钟摆涂装说明 (8)
2.9 法兰内端面 (9) 2.10 筒体内不锈钢和镀锌件 (9) 2.11 门铰链部位 (9) 2.12干膜厚度标准 (9) 2.13光泽度要求 (10) 2.14涂装注意事项 (10) 3.涂装前的表面处理 (11) 4.油漆施工 (13) 4.1组装后筒体的表面处理 (13) 4.2 油漆涂装 (13) 5.法兰底漆保护用工装 (25) 6.现场修补 (26) 7.综述 (28)
8.安全施工措施 (30) 概述 本文是根据有限公司的实际生产工艺流程,制订的风塔内表面和外表面油漆涂装的要求和施工指导。本指导仅适用于牌油漆的施工。
1.缩写和标准引用 1.1缩写 DFT 干膜厚度 WFT 湿膜厚度 SSPC 钢结构涂装委员会 ISO 国际标准化组织 NACE 国家腐蚀工程师协会 1.2引用标准 ISO 12944 钢结构保护涂层 NACE NO5 高压淡水冲洗的清洁标准 ISO 8501-1:1988 涂装钢材表面锈蚀等级和除锈等级 ISO 8502-3 表面清洁度测试评估-准备涂漆的钢材表面灰尘评 估-压敏胶带法 ISO 8503-2:1995 表面粗糙度比较样板抛(喷)丸、喷砂加工表面GB6484 铸钢丸 GB6485 铸钢砂 GB/T13312 钢铁件涂装前除油程度检验方法(验油试纸法)JB/Z350 高压无气喷涂典型工艺
风电塔筒常识
风电塔筒 一、塔筒概述 风电塔筒就是风力发电的塔杆,在风力发电机组中主要起支撑作用,同时吸收机组震动。 海风风电塔筒 风电塔筒的生产工艺流程一般如下:数控切割机下料,厚板需要开坡口,卷板机卷板成型后,点焊,定位,确认后进行内外纵缝的焊接,圆度检查后,如有问题进行二次较圆,单节筒体焊接完成后,采用液压组对滚轮架进行组对点焊后,焊接内外环缝,直线度等公差检查后,焊接法兰后,进行焊缝无损探伤和平面度检查,喷砂,喷漆处理后,完成内件安装和成品检验后,运输至安装现场。 二、风电塔筒产生锈蚀的原因: 1、因涂层使用寿命超限产生的旧涂层粉化、脱落、起泡、松动等造成的; 2、原始施工时表面处理不彻底或没有进行表面处理的情况下进行了油漆施工而造成的涂层脱落、松动、污物潮湿空气浸透至底材所造成的;
3、涂装施工过程中施工时没得到很好的控制使漆膜厚度不均匀出现大面积底漆膜现象没有起到很好的防腐效果所造成的; 4、设计防腐配套系统失败所造成的涂层过早失效; 5、由于自然灾害(特大风沙等)使得涂层损伤; 6、运输、吊装过程中没有得到很好的保护造成涂层损伤 三、塔筒维修方案及施工工艺的意义: 海风风电科技有限公司进行专业的塔筒外表面维修步骤: 1、局部锈蚀部位表面处理,采用喷射的方法完全去除锈蚀部位被氧化的锈蚀层和旧涂层露出金属母材达到S2.5级,被处理部位边缘采用动力砂轮打磨形成有梯度的过渡层以便进行油漆施工后有一个平滑光顺的表面。(喷射的方法较传统的手工打磨相比,它可以完全彻底地去除被氧化甚至产生坑蚀钢板深层的锈蚀和旧涂层并可以形成良好的锚链型的粗糙纹,有利于与底漆形成良好的结合力) 2、喷射处理后应按原始配套方案手刷(滚涂)底漆达到规定的漆膜厚度。(手刷、滚涂可以控制底漆施工时的部位控制,不污染边缘的原始涂层,也可以有效地控制底漆的消耗) 3、中涂漆施工可采用刷涂或喷涂达到原始配套的施工漆膜厚度,采用喷涂需对边缘区域进行保护遮挡,遮挡的形状应为“口”字形,形成有规则的外观效果(中涂漆施工进行边缘保护即可以有效的控制消耗又可以保证外观效果) 4、面漆施工:如果采取局部修补的方案,在中间漆施工达到厚度标准且满足第3点要求后可直接喷涂或刷涂面漆达到原始的设计厚度要求。如