压铸机构造及原理压铸机构造及原理(合并)
压铸机的基本构造与成型原理
壓鑄机的基本构造与成型原理 壓鑄工業源于十九世紀三十年代的美國,至二十世紀初鋁合金鑄造已成為商業所應用,壓鑄工業目前已發展成為多种合金進行壓鑄的行業,包括鋁合金、鋅合金、鎂合金和銅合金的鑄件。在一些地方,也在詴驗黑色金屬壓鑄。壓鑄件產品中占最大比重的是鋁合金鑄件,占30%--50%;其次為鋅合金鑄件;銅合金鑄件只占壓鑄件總產量的1%--2%。應用最多的是汽車、拖拉机制造工業;其次是儀表制造和電子儀器工業;此外還有農業机械、國防工業、計算机、醫療机械制造業中,壓力鑄造也用得較多。用壓鑄方法生產最大鋁合金鑄件重量可達50KG,鑄件最大直徑2米,最輕的壓鑄件只有几克。用壓鑄生產的零件有發動机气缸体、气缸蓋、變速箱、發動机罩、儀表和照相机的殼体和支架、管接頭、齒輪等。 第一章壓鑄的基本概念 一、壓鑄的定義 壓鑄根据其發展過程,各個時期的定義有所不同,目前壓鑄行業普遍接受的壓鑄定義為:在高壓下,將熔融金屬壓入精密的金屬模具內,在短時間內獲得高精度且良好鑄造表面的鑄件,這其中包含了下述的几個要素: 1.制成精密的金屬壓鑄模具; 2.配以可以開閉模具和可以壓入金屬溶液的裝置; 3.將鋁液以高壓方式壓入封閉的模具內; 4.冷卻后將模具打開; 5.可將鑄件從模具型腔內自動頂出的裝置; 6.反复進行上述過程動作且大批量生產。 二、壓鑄工藝過程 壓鑄工藝流程可用下圖來簡略地表示: 三、壓鑄的特點 (一)与其它鑄造方法相比,壓力鑄造有以下几方面优點: 1.鑄件的尺寸精度高,尺寸偏差小后續加工少; 2.表面光滑,可獲得良好的光洁度; 3.可以壓鑄形狀复雜的薄壁鑄件;
4.在壓鑄中可嵌鑄其它材料(如電熱管)的零件; 5.設計自由度大,可降低后續加工費用; 6.具有高的生產率,過程易于自動化,一般冷壓室壓鑄机平均每班可壓鑄600~700模次,我們公司201PH机种最高記錄為1692模此/班2人。 (二)壓鑄的主要特點: 1.壓鑄時由于液体金屬在腔內的流動速度极高,液流會包住大量空气,最后以气孔形式留在鑄件中,所以用一般壓鑄方法得到的鑄件不能進行較多余量的机械加工。但鑄孔并不是不可以改善,通過改進模具設計、成型工藝,可大幅度減少鑄孔的產生。 2.對內凹复雜的鑄件,壓鑄最為困難; 3.高熔點合金(如銅、黑色金屬)壓鑄時壓鑄模具壽命低; 4.不宜小批量生產,因壓鑄模具制造成本高,壓鑄机生產效率高,小批量生產經濟上不合理。 第二章壓鑄机的基本构造 一、壓鑄机的种類 壓鑄机一般分為熱壓室壓鑄机和冷壓室壓鑄机兩大類。冷壓室壓鑄机按其壓室結构和布置方式分為臥式壓鑄机和立式壓鑄机兩种,臥式壓鑄机液体金屬進入型腔流程壓力損失小,有利于傳遞最終壓力,便于提高比壓,故使用最廣。 二、這里介紹的是我們公司選用的臥式冷室壓鑄机的結构。 壓鑄机主要有開合模結构,壓射結构,動力系統和控制系統等組成。 (一)合模机构: 開合模及鎖模机构統稱為合模机构,是帶動壓鑄模的活動模部分進行壓鑄的開合机构。推動活動模合模的力稱為合模力。由于充填時壓力的作用,合攏的壓鑄模仍有被脹開的可能,故合模机构有鎖緊壓鑄模的作用,鎖緊壓鑄模的力稱為鎖模力,一般鎖模力等于或小于壓鑄机額定合模力的85%,開模力為鎖模力的1/8—1/16,隨机种而异。 合模机构的傳動形式包括動力式(即全液壓式)和机械式兩种。而机械式又分為曲肘式、斜模式和混合式三种,我們公司壓鑄机采用得是曲肘式。此机构由三塊座板組成,并且用四根導柱將其串聯起來,中間是活動模板,由合模缸的活塞杆經過曲肘机构來帶動,動作過程如下:當液壓軸進入合模缸時,推動合模活塞帶動連杆,使三角形鉸鏈擺動。通過力臂將力傳給動模,產生合模動作,要求活動模和固定模閉合時成一直線,亦稱為“死點”,即利用這個“死點”進行鎖模。 (1)合模力大,曲肘連杆系統可將合模缸推力放大16—26倍,這樣合模缸直徑可大大減小,同時高壓油的耗量也顯著減少。 (2)運動特性好合模速度快,在合模中曲肘离“死點”越近,動模移動速度越慢,使活動模与固定模緩慢閉合;同樣在剛開模時,動模運動速度也慢,這利于防止開模時將產品拉裂,也有利于頂出鑄件。 (3)合模机构剛性大。 (4)控制系統簡單 曲肘合模机构缺點是對曲肘系統的轉軸和軸套材料,加工精度和潤滑要求高。 (二)壓射机构 壓射机构是實現壓鑄工藝的關鍵部分,它的結构性能決定了壓鑄過程中的壓射速度、增壓時間等主要參數。
压铸机构造及原理压铸机构造及原理
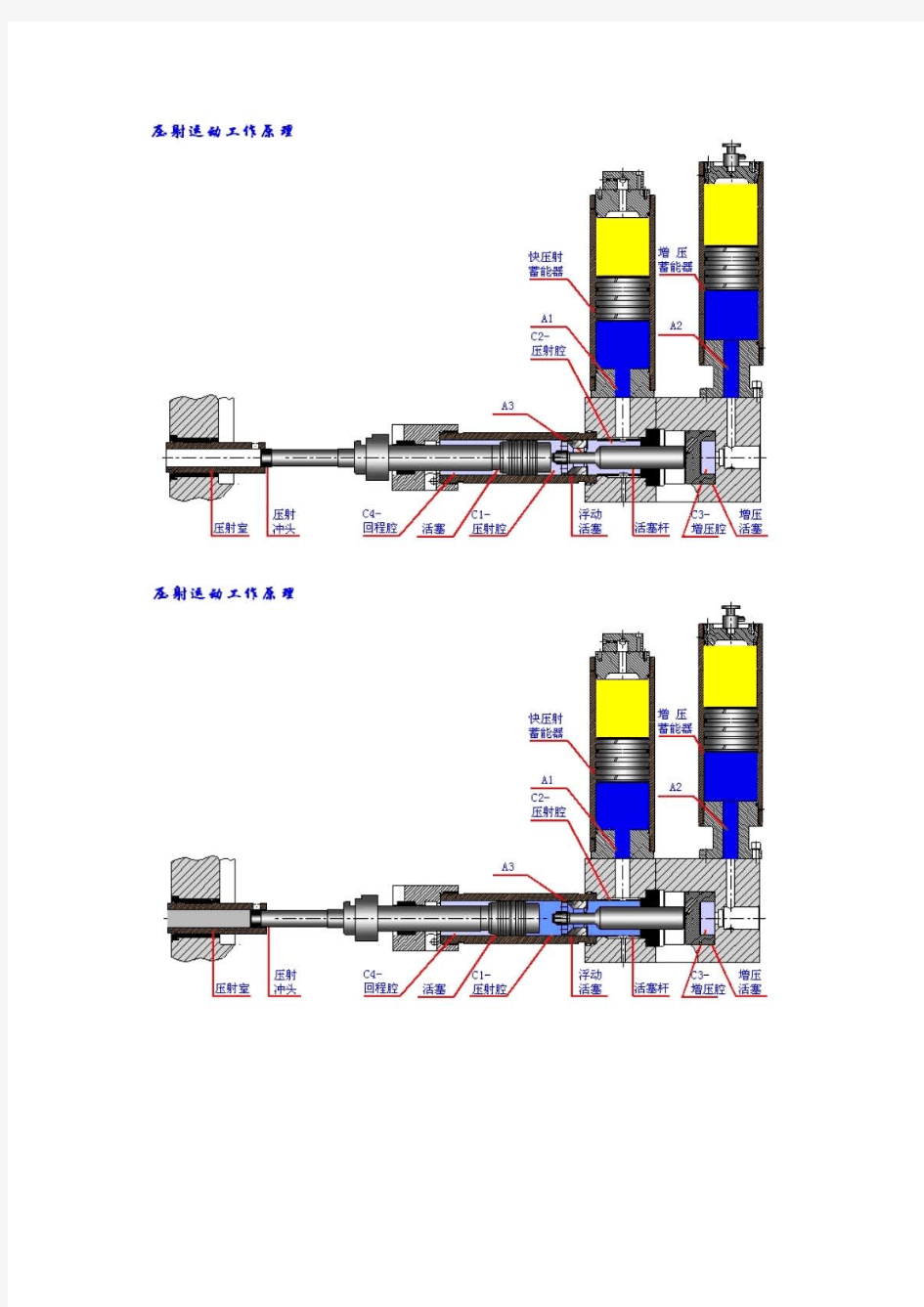
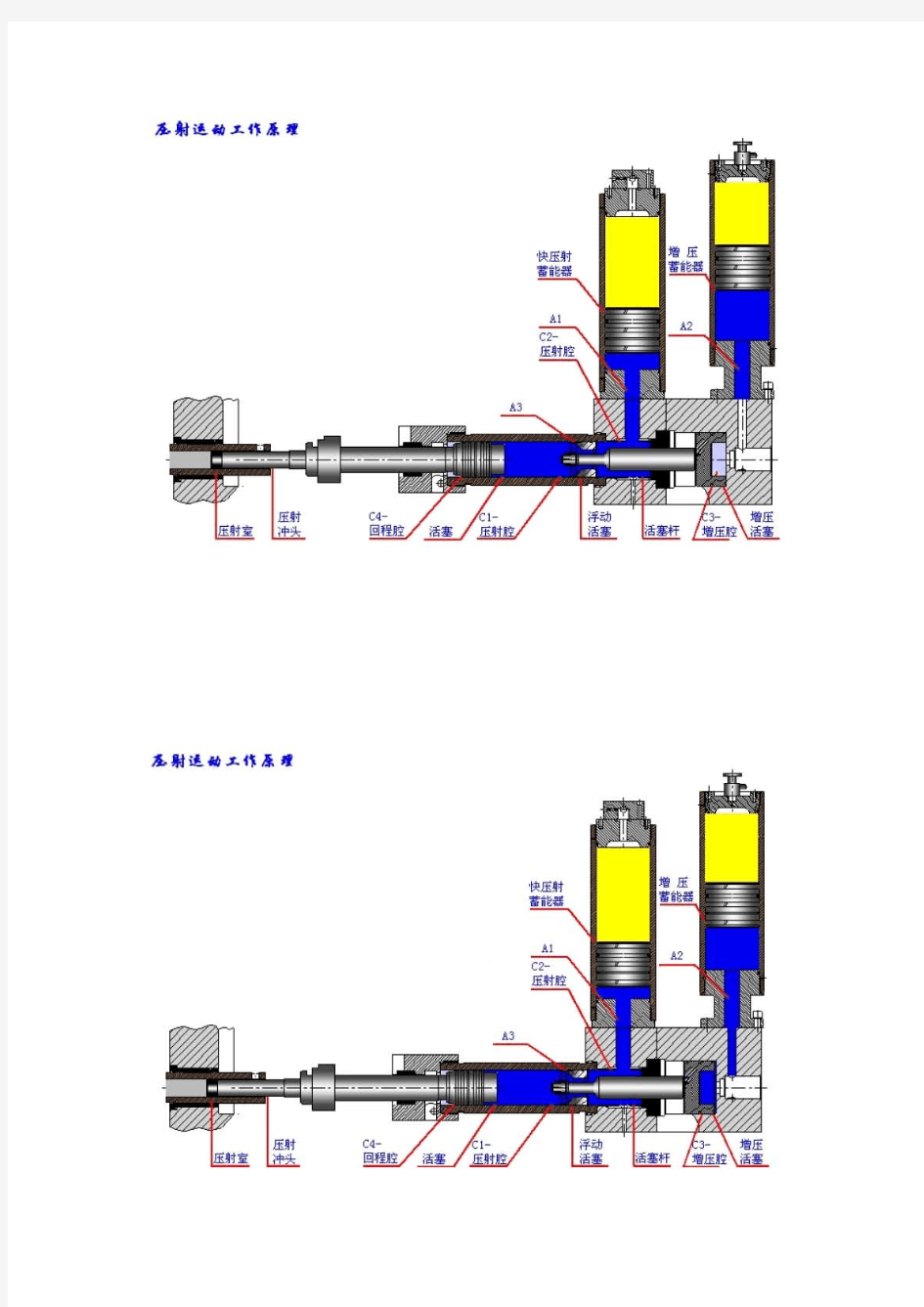
压铸机构造及原理压铸机构造及原理 压铸机构造及原理压铸机构造及原理 从整体结构分:柱架、机架、压射、液压、电气、润滑、冷却、安全 从整机功能分:合模机构、压射机构、液压传动、电气控制、安全防护 合模机构: 1作用:主要实现合开模动作、锁紧模具、顶出产品 1、组成 (1)三板:动型座板、定型座板、尾板 (1)哥林柱:曲轴机构:长铰、小铰、钩铰、并连接动型座板、尾板及合开模液压缸(2)顶出机构:顶出液压缸、顶针、固定在动型座板 (3)调模机构:调模马达、齿轮组件、固定在尾板上 (4)润滑系统:曲肘润滑泵、油排、油管、分流器 2、工作特点 (1)曲肘机构 A、增力作用通过曲肘连杆系统,可以将合模液压缸的推力放大16~26倍,达到减少油耗、减少合模液压缸直径、减少泵的功率、实现同等功率。 B、可实现变速合开模运动:在出模过程中,动模座板移动速度由零很快升到最大,尔后逐渐减慢,随曲肘伸直至终止,合模速度变为零,并进自锁状态。 C、当合模终止时,可撤去推力:合模紧且肘杆伸成一直线时,自锁。此时可撤去合模液压缸的推力。合模系统依然处合紧状态。 (2)顶出机构: 在机器开模后,通过顶出液压缸活塞杆的相对运动实现推杆及顶针的顶出运动。其顶出力、顶出速度、顶出时间可通过液压系统调节,可采用双液压缸,使推杆受力均匀、运动平缓、使顶针孔分布更为合理。 (3)调模机构: 通过调模马达带动齿轮组件,使锁模柱架的尾板和动模板沿拉杆作轴向运动,从而达到扩大或缩小动定型座板间距离,参数见说明书。 (4)润滑系统: 为减少运动磨损,必须在运动表面保持适当的润滑油。并实现定时定量润滑,同时,选用润滑泵,实现自动润滑。 (5)压射机构 作用:将金属液压入模具型腔内进行充填。 组成:压射液压缸组件、入料筒、锤头组件、快压射蓄能器组件、增压蓄能器组件。 工作原理: ①第一阶段慢速压射运动开始压射时,系统液压油通过油路集成板进入C2腔,再经A3通道进入C1腔,从而推动压射活塞2向左运动,实现慢速压射。 ②第二阶段快速压射运动,当压射冲头超过料筒浇料口后,储能器3控制阀打开,液压油经A1、A3口迅速进入C1腔,C1腔液压油油量快速增大,压射速度增快。 ③第三阶段增压运动 金属液填充到型腔,当即将终止时,合金液开始凝固,这时冲头前进阻力增大,经电脑程序
卧式冷室压铸机的构成与工作原理
第一章卧式冷室压铸机的构成与工作原理 压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至型(模)具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。 压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s范围,生产效率高。用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。 图1-1 压力铸造工程示意图 压铸机分为热室压铸机和冷室压铸机两大类。热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。用压铸机压铸具有如下工作特点: 1)操作工序简单,生产效率高,容易实现自动化。 2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。 3)卧式冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸型(模)设计时选用。4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。 5)压铸件力学性能好,以铝合金、镁合金为例(见表1-1)说明。 6)互换性好,便于维修。 7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。 8)压铸设备投资高,一般不宜于小批量生产。 表1-1 铝合金、镁合金不同铸造方法力学性能 注:① WCu 、WAl分别表示Cu 、Al的质量分数。 如图1-2所示为全自动镁合金卧式冷室压铸机在压铸生产时其设备配备图,其中压铸机是压铸生产的主导设备,其他各设备也都起着不可缺少的作用 图1-2是力劲机械厂有限公司生产的全自动化镁合金卧式冷室压铸机压铸生产时其设备配备图 图1-2 压力生产设备图 1--定量输送泵 2--压铸机 3--型(模)具加热器 4--喷涂装置 5--取件机械手 6--熔化炉7--预热炉 8--边角料传送带 9--压边机 10--压铸件传送带 11--废品传送带 第一节卧式冷室压铸机压铸原理 如图1-3所示,压铸型(模)合型(模)后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。开型(模)时,压射冲头前伸推出余料,顶出液压缸顶针顶出铸件,冲头复位,完成一个压铸循环。 图1-3 卧式冷室压铸机压铸过程简图 1--压射冲头 2--压室 3--液态金属 4--定模 5--动模 6--型腔 7--浇道 8--动型座板 9--顶出器 10--余料 11--定型座板
压铸机的工作原理与本体结构
第2章压铸设备 2.1 压铸机的工作原理与分类 2.1.1 压铸成型特点 熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。 压铸特点: ①压铸件尺寸精度和表面质量高; ②压铸件表层组织致密,硬度和强度较高,表层较耐磨。 ③可采用镶铸法简化装配和制造工艺; ④生产率高,易实现机械化和自动化; ⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松; ⑥压铸模具结构复杂、材料及加工的要求高。 2.1.2 压铸机的分类、型号 1.分类 按熔炼炉设置、压射装置、锁模装置布局等。 热压室压铸机 卧式冷压室压铸机 立式冷压室压铸机 全立式冷压室压铸机 2.型号 J1113B J表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室,“2”为热压室;第二位数字表示所属“组”,共有9组,“1”表示卧式,“5”表示立式;第二位数字后数字表示锁模力的1/100kN;型号后的字母表示第几次改型设计。 2.1.3 压铸机的工作原理 2.1. 3.1 热压室压铸机
热压室压铸机工作原理图 1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚 a-压室通道;b-鹅颈嘴;c-鹅颈通道 压射部分与金属熔化部分连为一体,并浸在金属液中。鹅颈嘴b的高度应比坩埚内金属液最高液面略高,使金属液不致自行流入模腔。 模具闭合。压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。冲头以一定的推力和速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。 2.1. 3.2 立式冷压室压铸机 锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。压射部分呈垂直设置,压室与金属熔炉分开。压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a 。冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸件。 立式冷压室压铸机工作原理图 a)合模;b)压射;c)开模、取件 1-动模;2-定模;3-压射冲头;4-压室;5-反料冲头 a-模腔;b-浇道;c-金属液;d-压铸件;e-余料 2.1. 3.3 卧式冷压室压铸机 压室与熔炉分开设置,压室水平布置,并可从锁模中心向下偏移一定距离。 压铸时,金属液c注入压室→冲头向前压射→金属液经内浇道a压射入模腔b→保压冷却→开模,同时,冲头继续前推,将余料e推出压室,让余料随动模1移动,压射冲头复位。动模开模结束、顶出压铸件d,再合模。
压铸机的工作原理与本体结构
第2章压铸设备 2.1压铸机的工作原理与分类 2.1.1压铸成型特点熔融合金在高压、高速条件下充型,并在高压下冷却凝固成型的一种精密铸造方法。压铸特点: ①压铸件尺寸精度和表面质量高; ②压铸件表层组织致密,硬度和强度较高,表层较耐磨。 ③可采用镶铸法简化装配和制造工艺; ④生产率高,易实现机械化和自动化; ⑤由于压铸速度极快,型腔气体难于完全排除,厚壁难以补缩,使压铸件易出现气孔和缩松; ⑥压铸模具结构复杂、材料及加工的要求高。 2.1.2压铸机的分类、型号 1 .分类 按熔炼炉设置、压射装置、锁模装置布局等。 热压室压铸机卧式冷压室压铸机立式冷压室压铸机全立式冷压室压铸机 2 .型号 J1113B J表示金属性铸造设备;第一位数字表示所属列,共有两列,“1”为冷压室, 字表示所属“组”,共有9组,“1 ”表示卧式,“ 5 ”表示立式;第二位数字后数字表示锁模力的型号后的字母表示第几次改型设计。 2.1.3 压铸机的工作原理 2.1. 3.1 热压室压铸机 热压室压铸机工作原理图 2 ”为热压室;第二位数 1/100kN;
1-动模;2-定模;3-喷嘴;4-压射冲头;5-压室;6-坩埚 a-压室通道;b-鹅颈嘴;c-鹅颈通道 压射部分与金属熔化部分连为一体,并浸在金属液中。鹅颈嘴b的高度应比坩埚内金属液最高液面略高, 使金属液不致自行流入模腔。 模具闭合。压射时,冲头向下封住通道a时,压室、鹅颈通道、模腔构成密闭系统。冲头以一定的推力和 速度将金属液压入模腔,充满型腔并保压适当时间后,冲头提升复位。 2.1. 3.2 立式冷压室压铸机 锁模部分呈水平设置,负责模具的开、合及压铸件的顶出。压射部分呈垂直设置,压室与金属熔炉分开。 压铸时,模具闭合,舀取一定金属液倒入压室,反料冲头应上升堵住浇道b,以防金属液自行流入模腔。 当压射冲头下降接触金属液时,返料冲头随压射冲头下移,使压射室与模具浇道相通,金属液迅速充满模腔a。冷却后,压射冲头上升复位,反料冲头往上移动,切断余料e并将其顶出压室,接着开模顶出压铸 件。 立式冷压室压铸机工作原理图 a)合模;b)压射;c)开模、取件 1-动模;2-定模;3-压射冲头;4-压室;5-反料冲头 a-模腔;b-浇道;c-金属液;d-压铸件;e-余料 2.1. 3.3 卧式冷压室压铸机 压室与熔炉分开设置,压室水平布置,并可从锁模中心向下偏移一定距离。 压铸时,金属液c注入压室T冲头向前压射T金属液经内浇道a压射入模腔b T保压冷却T开模,同时, 冲头继续前推,将余料e推出压室,让余料随动模1移动,压射冲头复位。动模开模结束、顶出压铸件d , 再合模。 卧式冷压室压铸机工作原理图 a)合模;b)压射;c)开模、取件 1-动模;2-定模;3-压室;4-压射冲头; a-内浇道;b-模腔;c-金属液;d-压铸件;e-余料 2.1. 3.4 全立式冷压室压铸机 (1 )压射冲头上压式压铸机
压铸机原理
压铸的工作原理 一.压铸机的分类及其工作方式 压铸机的分类方法很多,按使用范围分为通用压铸机和专用压铸机;按锁模力大小分为小型机(≤4 000 kN)、中型机(4 000 kN~10 000 kN)和大型机(≥10 000 kN);通常,主要按机器结构和压射室(以下简称压室)的位置及其工作条件加以分类,各种类型的压铸机的名称 压铸机 热室压铸机 冷室压铸机 常规热室压铸机 卧式热室压铸机 立式冷室压铸机 卧式冷室压铸机 全立式冷室压铸机 压铸机由下列各部分组成。 (1)合模机构 驱动压铸模进行合拢和开启的动作。当模具合拢后,具有足够的能力将模具锁紧,确保在压射填充的过程中模具分型面不会胀开。锁紧模具的力即称为锁模力(又称合型力),单位为千牛(kN),是表征压铸机大小的首要参数。 (2)压射机构 按规定的速度推送压室内的金属液,并有足够的能量使之流经模具内的浇道和内浇口,进而填充入模具型腔,随后保持一定的压力传递给正在凝固的金属液,直至形成压铸件为止。在压射动作全部完成后,压射冲头返回复位。 (3)液压系统 为压铸机的运行提供足够的动力和能量。 (4)电气控制系统 控制压铸机各机构的执行动作按预定程序运行。 (5)零部件及机座 所有零部件经过组合和装配,构成压铸机整体,并固定在机座上。 6)其他装置 先进的压铸机还带有参数检测、故障报警、压铸过程监控、计算机辅助的生产信息的存储、调用、打印及其管理系统等。 (7)辅助装置 根据自动化程度配备浇料、喷涂、取件等装置。
立式冷室压铸机的工作方式 立式冷室压铸机的工作方式如图5。压室7呈垂直放置,而上冲头8处于压室上方(图上方的位置),下冲头10则位于堵住喷嘴5孔口处,以免金属液浇入压室内自行流入喷嘴孔。模具的开、合动作呈水平移动,开模后,压铸件留在动模。工作步骤如下: (1)合拢模具; (2)以人工或其他方式将金属液浇入压室; (3)上冲头以较低的压射速度下移,进入压室内及至刚接触金属液液面;(4)上冲头转为较高的压射速度压下,而下冲头则与上冲头保持着中间一段存有金属液的相对距离同步地快速下移; (5)当下冲头下移至让出喷嘴孔口时,正好下到最底部而被撑住;于是,上、下冲头一同挤压金属液高速向喷嘴孔(直浇道6的一部分)喷射; (6)金属液通过由喷嘴、浇口套4、定模的锥孔和分流器2组成的直浇道6,从内浇口3填充进入模具型腔; (7)填充完毕,但上冲头仍保持一定的压力,直至型腔内的金属液完全凝固成压铸件1为止;浇道和压室内的金属液分别凝固为直浇口和余料饼9; (8)上冲头提升复位;同时,下冲头向上动作,将尚与直浇口相连的余料饼切离; (9)下冲头继续上升,把余料饼举出压室顶面,再以人工或其他方式取走;(10)下冲头下移复位至堵住喷嘴孔口; (11)打开模具,压铸件和直浇口一同留在动模上,随即顶出并取出压铸件;一旦切离余料饼之后,开模动作可以立即执行,也可以稍缓至适当的时候执行,与下冲头完成上举和复位的动作无关; 至此,完成一次压铸循环。 卧式冷室压铸机的工作方式 卧式冷室压铸机的工作方式如图6所示。压室7呈水平放置,压射冲头5处于压室最右端虚线位置。模具的开、合动作呈水平移动,开模后,压铸件留在动模。工作步骤如下: (1)合拢模具; (2)将金属液以人工或其他方式浇入压室; (3)压射冲头按预定的速度和一定的压力推送金属液,使之通过模具的浇道3,从内浇口2填充进入模具型腔; (4)填充完毕,冲头保持一定的压力,直至金属液完全凝固成为压铸件1为止;这时,浇道和浇口套6(没有浇口套的模具在该处即为连体压室)内的金属液也同时凝固,成为浇口和余料饼4; (5)打开模具,冲头与开模动作同步移动,从而推着余料饼随着压铸件和浇口一同留在动模而脱离定模,到达一定的距离时,冲头便返回复位; (6)开模后,压铸件、浇口和余料饼留在动模上,随即顶出并取出压铸件; 至此,完成一次压铸循环。
压铸机构造及原理
压铸机构造及原理 从整体结构分:柱架、机架、压射、液压、电气、润滑、冷却、安全防护 从整机功能分:合模机构、压射机构、液压传动、电气控制、安全防护 合模机构: 1、作用 主要实现合开模动作、锁紧模具、顶出产品 2、组成 (1)三板 动型座板、定型座板、尾板 (2)哥林柱 (3)曲轴机构 长铰、小铰、钩铰、并连接动型座板、尾板及合开模液压缸(4)顶出机构 顶出液压缸、顶针、固定在动型座板 (5)调模机构 调模马达、齿轮组件、固定在尾板上 (6)润滑系统 曲肘润滑泵、油排、油管、分流器 3、工作特点 (1)曲肘机构
A、增力作用 通过曲肘连杆系统,可以将合模液压缸的推力放大16~26倍,达到减少油耗、减少合模液压缸直径、减少泵的功率、实现同等功率。 B、可实现变速合开模运动 在出模过程中,动模座板移动速度由零很快升到最大,尔后逐渐减慢,随曲肘伸直至终止,合模速度变为零,并进自锁状态。 C、当合模终止时,可撤去推力 合模紧且肘杆伸成一直线时,自锁。此时可撤去合模液压缸的推力。合模系统依然处合紧状态。 (2)顶出机构 在机器开模后,通过顶出液压缸活塞杆的相对运动实现推杆及顶针的顶出运动。其顶出力、顶出速度、顶出时间可通过液压系统调节,可采用双液压缸,使推杆受力均匀、运动平缓、使顶针孔分布更为合理。 (3)调模机构 通过调模马达带动齿轮组件,使锁模柱架的尾板和动模座板沿拉杆作轴向运动,从而达到扩大或缩小动定型座板间距离,参数见说明书。 (4)润滑系统 为减少运动磨损,必须在运动表面保持适当的润滑油。并实
现定时定量润滑,同时,选用润滑泵,实现自动润滑。 (5)压射机构 作用:将金属液压入模具型腔内进行充填。 组成:压射液压缸组件、入料筒、锤头组件、快压射蓄能器组件、增压蓄能器组件。 工作原理: 如上图: ①第一阶段慢速压射运动 开始压射时,系统液压油通过油路集成板进入C2腔,再经A3通道进入C1腔,从而推动压射活塞2向左运动,实现慢速压射。 ②第二阶段快速压射运动 当压射冲头超过料筒浇料口后,储能器3控制阀打开,液压油经A1、A3口迅速进入C1腔,C1腔液压油油量快速增大,压射速度增快。 ③第三阶段增压运动 金属液填充到型腔,当即将终止时,合金液开始凝固,这时冲头前进阻力增大,经电脑程序控制,使用蓄能器4控制阀打开,经A2快速进入C3腔,从而推动增压活塞5及活塞杆6向左快移。当活塞杆6和浮动活塞7内外锥面接合时,A3截断,使C1形成封闭腔,增压活塞、活塞杆、浮动活塞的推动及C1、C2腔的压力共同使活塞2获得一个增压效果。 ④慢速、快速及增压的快慢时间方针都可以通过油路板的控制油
压铸机液压系统
WCCM300冷室压铸机使用说明书 第四章.液压系统 本机采用双联叶片泵供油,系统设计最高工作压力为140bar,属中高压系统,液压系统保险压力调整为140 bar。系统与各执行油缸的工作压力与运动速度由电液比例阀控制,它按PLC的设定来进行,以增加机器运行的平稳性及节省电能。 4.1油料的选取 4.1.1 液压油的选取 使用高品质、高清洁度的液压油可以确保机械长时间的运转,当液压油注入油箱时需经过15um或更细的过滤网,达到液位表的上限处,因为机械开始运行时,液压油会被吸入配管及液压零件内,因此油量会降至适当的位置(介于液位表上限于下限之间),如果运转过程中出现了油量不足的现象再添加液压油。 液压油不仅作为一种动力传输介质,而且还有润滑金属表面以减少摩擦,并具有防锈之作用,且液压油的黏度及酸碱值会影响阀门及油封的止泄。为了能选择适当的液压油,本公司特别举下列各项油的特性,作为液压油选择时的参考。 ?自由流动且有一定黏度; ?在移动零件中形成合适的密封; ?使用中应没有物理或化学变化; ?防锈、防腐蚀; ?能合适地耐负荷,降低移动零件的磨损; ?根据用途,耐燃烧; ?不易起泡沫; 液压油的的温度对液压油的寿命也会产生很大的影响,它将会严重影响到液压油的粘度,而且它将会引起漏油及油封的老化加速。所以建议使用液压油的温度于15-55°C之间。 过去,在压铸机上主要是使用矿物类型液压油,这种液压油具有耐磨性、稳定性高、密封性能好等特点被广泛使用,但是由于存在容易燃烧或爆炸的危险,近几年日趋改用阻燃的液压流体。水-乙二醇类型的液压流体是目前常被人们推荐的一种,它在安全、便于处理和环保等方面的独特表现也被人们所重视。但它在稳定性、润滑质量、密封性等方面还不
压铸机铸造原理
一、压铸机铸造原理 1、压铸机压射部的结构 压铸机的压射(铸造)简单来说正如图1所示。 通常设定铸造条件是通过压铸机上速度、压力以及速度的切换位置的调整,其他方面可在模具上进行调整。通过以下各项目的计算方法,说明一下压铸机的铸造构成。 φD = 压射油缸直径mm φd = 冲头直径mm Ah = 压射油缸断层面积mm2 Ap = 冲头断层面积mm2 Ag = 浇口断层面积mm2 A1 = 铸造面积mm2 Fs = 压射力kN Ph = 油压压力(蓄能器压力)Mpa p = 铸造压力(压射压力)Mpa F1 = 开模力kN Fd = 锁模力kN Vg = 浇口速度m/s Vp = 压射速度m/s 2、压射力和铸造压力
所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。 Fs压铸机的压射力(压射油缸的推动力) Fs=油压压力Ph×压射油缸断层面积Ah(kN) 铸造压力Pp(至产品的压力或比压) Pp=油压压力Ph×压射油缸断层面积Ah/冲 头断层面积Ap=压射力Fs/冲头断层面积Ap 所以产品上所负压力可以通过压射力除以冲 头断层面积计算出来的。 Fs压铸机的压射力(压射油缸的推动力) Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压) Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap 3、高速压射速度与浇口速度 下图伯努利定理可以表达出压铸机的压射速度与浇口速度的关系。也就是说:通过流量Q=流速V×断层面积A的公式计算出来。其入口和出口的流量相等。Q=V1A1=V2A2 这个时候A1是冲头断层面积、A2是浇口断层面积、V 1是压射速度、V2是浇口速度。压射速度Vp×冲头断 层面积Ap=浇口速度Vg×浇口断层面积Ag 浇口速度Vg: Vg(V2)=压射速度Vp(V1)×冲头断层面积Ap(A 1)/ 浇口断层面积Ag(A2)(m/s) 铝合金压铸时浇口速度可以参考表(1)进行设定。另外, 设计模具时一般把高速压射速度计算为2-2.5m/s。由 此可推算出浇口断层面积。 近年来也有超高速铸造法,那样的话,高速压射速度 为4~5m/s,浇口速度设计为50~60m/s。另外,根据伯努 利定理, 由于速度×面积是流量, 所以用容积除以流 量可以得出实际的充填时间。这样的话,容积就是充填的产品(加上集渣包)的体积,通过重量除以比重来求得。至于溶汤比重一般铝用2.64、镁用1.75g/cm3 算。
卧室冷室压铸机的主要结构与工作原理
卧室冷室压铸机的主要结构 力劲冷室卧室压铸机主要由合模、压射、液压、电气、机座、润滑和冷却等部件组成。除主电箱外,其他部件都装在机座上,机座本身同时又是液压油箱。机器共有三种工作程序:手动、自保和自动。其和中在自动工作程序时,可配备自动给汤、自动取件和自动喷雾等压铸辅助设备。 一、锁模部件 锁模部件的功能就是保证装于其上的压铸模具的动定模有精确的定位与导向,可靠的闭合与开启,同时还具有抽插型芯和顶出压铸件的功能。我们公司的锁模部件主要由以下几部分组成: 1、锁模机构 我们的机器采用的液压驱动-曲轴机械扩力式锁模机构。它具有运动合理、锁模可靠、结构紧凑、节省能耗和便于维护等优点。厚实的模板和曲轴、合金钢销轴与精密的加工可保证锁模机构的刚度和可靠性。 2、液压顶出机构 液压顶出机构装在动模板背面为油缸顶出、顶出板上开有与动模板一致的顶杆安装孔,以适应不同压铸件顶杆配置的需要,而且顶出行程和顶出次数均可调节。 3、调模机构 调模机构由液压马达和齿轮传动组成。调模速度调节可通过控制液压马达的进油量来改变,具有传动平稳、调节方便等优点。 4、抽哥林柱装置 DCC800具有机械抽哥林柱装置。可以利用开锁模动作抽出和返回操作侧上部一根哥林柱的装置,以便于水平宽度大于哥林柱内间距的压铸模具的安装和拆卸DCC1000以上的具有液压抽哥林柱装置,可以通过操作面板上的按钮具体来操作 5、抽芯阀组 我们的机器设有4个电液阀供抽芯用,其中两个安装在动模板,两个在定模板。各抽芯动作次序可在PLC的预定程序中自由选择。 二、润滑系统 锁模部件的所有摩擦副都设计了自动润滑和人工注油润滑等。自动润滑系统