圆体成形车刀

圆体成形车刀设计
设计课题:
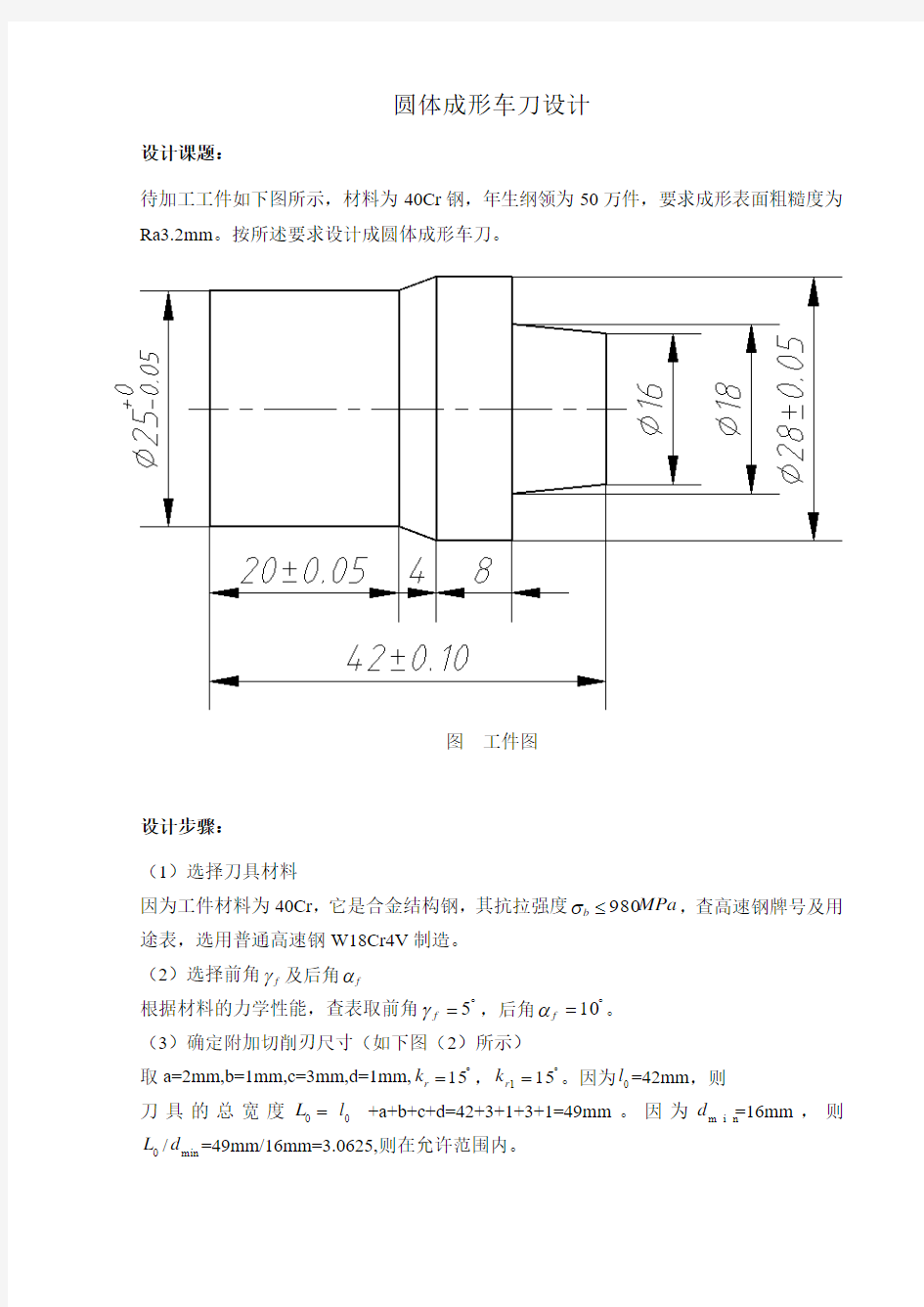
待加工工件如下图所示,材料为40Cr 钢,年生纲领为50万件,要求成形表面粗糙度为Ra3.2mm 。按所述要求设计成圆体成形车刀。
图 工件图
设计步骤: (1)选择刀具材料
因为工件材料为40Cr ,它是合金结构钢,其抗拉强度MPa b 980≤σ,查高速钢牌号及用途表,选用普通高速钢W18Cr4V 制造。 (2)选择前角f γ及后角f α
根据材料的力学性能,查表取前角?=5f γ,后角?=10f α。 (3)确定附加切削刃尺寸(如下图(2)所示)
取a=2mm,b=1mm,c=3mm,d=1mm,?=15r k ,?=151r k 。因为0l =42mm ,则
刀具的总宽度=0L 0l +a+b+c+d=42+3+1+3+1=49mm 。因为m i n d =16mm ,则
0L /min d =49mm/16mm=3.0625,则在允许范围内。
(4)确定刀具的结构尺寸
工件的最大廓形深度max p α=(28-16)/2=6mm 。
按表15-4中的max p α=10~12mm 来选0d 和d ,0d =70mm ,d=22mm 。
外径0d 和孔径d 主要考虑工件的最大廓形深度、排屑、刀体强度、刀杆强度和刚度等问题,可由公式)(22max 10r m e a R d p +++≥=计算:
因为r a d m e p --≤+max 02/=70/2-6-22/2=18mm ,则可选取e=8mm ,m=10mm ,并选用带端面齿纹的结构形式,则查表可得
1d =34mm,k=5mm ,r=2mm ,2d =45mm ,=2l 5mm ,b=max p α+k=11mm(取11mm);
沉头孔深度1l ,根据工件宽度,在下列范围内选取:=1l (1/4~1/2)0L ,取1l =21mm ; 当空深mm l 15>时,孔内加空刀槽,使4/3l l =,取3l =8mm ;
(5)根据工件形状决定其组成点1、2、3、4、5、6,各组成点的径向及轴向尺寸表示在下图(3)中:
1r =(16+16)/4=8mm ;
2r =(18+18)/4=9mm ;
3r =4r =(28.05+27.95)/4=14mm ; 5r =6r =(25+24.95)/4=12.49mm 。
图 工件各组成点的尺寸
(6)用图解法决定刀具廓形,见图所示。 根据图解结果得:
1R =35mm ; 2R =34.03mm ;
3R =4R =29.23mm ; 5R =6R =30.67mm 。
刀具工作图
(7)用计算法求刀具廓形——计算如下:
)sin(10f f R h αγ+==9.0587mm )cos(11f f R B αγ+==33.80755mm f r h γsin 1==0.69728mm
f r A γcos 11==7.96952mm 22/sin r h f =γ=0.07753 222cos f r A γ==8.97291mm 122A A C -==1.00339mm 2B =1B -2C =32.80416mm
202/tan B h c ==0.27614
202sin /c h R ==34.03223mm
55/sin r h f =γ=0.05578 555cos f r A γ==12.4805mm 155A A C -==4.51098mm 515C B B -==29.29657mm 505/tan B h c ==0.3092
5065sin /c h R R ===30.66588mm
33/sin r h f =γ=0.0498 333cos f r A γ==13.98268mm 133A A C -==6.01312mm 313C B B -==27.79443mm 303/tan B h c ==0.32592
3043sin /c h R R ===29.23293mm
此设计图解法与计算法比较,误差为0.01~0.03mm 。 (8)样板设计及刀具工作图,见图纸。
圆体成形车刀设计
圆体成形车刀设计 1.1 前言 成形车刀又称为样板刀,它是加工回转体成形表面的专用刀具,它的切削刃形状是根据工件廓形设计的。成型车刀主要用于大量生产,在半自动或自动车床上加工内、外回转体的成型表面。当生产批量较小时,也可以在普通车床上加工成形表面。 成型车刀的种类很多,按照刀具本身的结构和形状分为:平体成形车刀,棱体成形车刀和圆体成形车刀三种。相较传统的车刀,成形车刀的具有显著的优势:稳定的加工质量,生产率较高,刀具的可重磨次数多,使用期限长。但是它的设计、计算和制造比较麻烦,制造成本也比较高。一般是在成批、大量生产中使用。目前多在纺织机械厂,汽车厂,拖拉机厂,轴承厂等工厂中使用。 1.2设计要求 设计要求:按照要求完成一把成型车刀,并且能够用该刀具加工出图示的工件。 1.3 选取刀具材料 工件材料为:硬铝;硬度HBS100 ;强度σb = 420MPa 。 参考附录表5《金属切削刀具设计简明手册》选取刀具材料:18W 4r C V 。 1.4选择前角及后角 由表(2-4)《金属切削刀具设计简明手册》得:f γ =27°,f λ=13°。 1.5 刀具廓形及附加刀刃计算 根据设计要求取 r κ=20°,a=3mm ,b=1.5mm ,c=5mm ,d=0.5mm Lc---成形车刀切削刃总宽度, Lc=l+a+b+c+d 如图(2)所示:以0—0线(过9—10段切削刃)为基准,计算出1—12各点处的计算半径r 。
(注:为了避免尺寸偏差值对计算准确性的影响,故常采用计算尺寸---计算长度和计算角度来计算) 图( 2 ) jx r =基本半径±2 半径公差 mm r 788.710)4 1.024.25(22 j 1j =--==2r mm r r j j 94.745cos 5.1r 1043=??-== mm r j 29.845cos 1r 67=??-==j5r 6r j =9mm; mm tg r j 928.9201 12=? - =j8r mm mm r 975.9)4 1 .0220(r 910j =-==; ; mm 675.12)4 1 .024.25(r =±==j1211r ; ;
金属切屑刀具设计-圆体成形车刀、棱体成形车刀、圆拉刀的设计
湖南工学院 金属切屑刀具课程设计说明书 题目圆体成形车刀、棱体成形车刀和圆拉刀的设计 专业级班姓名学号 指导老师职称
20**年6月12日 圆体成形车刀设计 设计说明及计算备注设计课题: 工件如下图所示,材料为ζb=0.65GPa碳钢棒料,成形表面粗糙度为Ra3.2um,在C1336 型单轴自动车床上加工。要求设计圆体成形车刀。 设计步骤如下: 1) 选择刀具材料 查高速钢牌号及用途表,选用普通高速钢W18Cr4V制造。 2) 选择前角γf及后角αf 根据材料的力学性能,查成形车刀的前角和后角表得:γf=10°,αf=12°。 3)画出刀具廓形(包括附加刃)计算图如下 取k r=20°,a=2mm,b=1.5mm,c=5mm,d=1mm。标出工作廓形各组成点1-12。以0-0线(通过9-10段切削刃)为基准(以便于对刀),计算出1-12各点处的计算半径r jx(为避免尺寸偏差值对计算准确性的影响,故常采用计算尺寸、计算半径、计算长度和计算角度来计算): a、b、c、d ------ 成形车刀的附加刀刃; a ------ 为避免切削刃转角处过尖而设的附加刀刃宽度,常取为0.5—3mm; b ------ 为考虑工件端面的精加工和倒角而设的附加刀刃宽度,其数值应大 于端面精加工余量和倒角宽度。为使该段刀刃在主剖面内有一定后 角,常做成偏角k r=15°--45°,b值取为1—3mm;如工件有倒角, k r值应等于倒角角度值,b值比倒角宽度大1—1.5mm; c ------ 为保证后续切断工序顺利进行而设的预切槽刀刃宽度,c值常取 3—8mm; d ------ 为保证成形车刀刃延长到工件毛坯表面之外而设的附加刀刃宽度, 常取d=0.5—2mm。高速钢牌号及用途表出自金属切削刀具设计简明手册第113页附表5。注:在本课程设计中本书后面简称刀具设计手册。成形车刀前角和后角表见刀具设计手册第28页表2-4。
cad成形车刀
机电工程学院 毕业设计外文资料翻译 设计题目:基于AutoCAD平台的成形车刀CAD软件设计 学生姓名:畅鹏豪 学号: 201215010602 专业班级:机制P1206 指导教师:韩莉莉 正文:外文资料译文附件:外文资料原文 原文出处https://www.360docs.net/doc/9014172396.html,/detail/refdetailtablename=SJES_U&filename=SJES130115019 74303&uid=WEEvREcwSlJHSldRa1FiL1hEWnNtbTFCUndPNGJkUHdBZ2FWUVlWUkF6Rm5nZFM4a
WxTZldaZkxuUktYOEpZNGJRPT0$9A4hF_YAuvQ5obgVAqNKPCYcEjKensW4IQMovwHtwkF4VYPo HbKxJw!! 灵活的成型刀具生产曲轴的概念 摘要:锻造、铸造和加工对曲轴的生产质量和价格竞争。由于设备和工具的资金投入很高,锻造和铸造通常被用于大规模生产。只有在加工制成的,通常很难锻造或铸造材料高质量曲轴小生产批次的情况因为它是时间和能源,产生大量的废弃物和一般比锻造和铸造成本更高. 因此,对曲轴传统制造技术不适用于灵活的中小批量生产,因此,不适合生长敏捷制造趋势要求很短的生命周期很短的开发和生产周期。本文关注的是这些问题的重点是创新形成生产中小批量的成本竞争力的曲轴工具概念的发展。该工具的概念结合了知识的基础上,灵活的施工解决方案的基础上,采用模块化模具,以使曲轴生产快速变化的输出压力下的固体杆屈曲屈曲。单缸多缸曲轴包括多个主轴承、曲柄销和曲柄臂可通过紧固或拆卸合适的模具模块在整个工具集,容易产生。演讲是从有限元建模和实验得到的测试用例说明实验室原型工具的心理设想与轻质材料冷成形具有高延性独家经营。关键字:曲轴灵活的成型刀具有限元方法实验 1.介绍 曲轴是用来转换循环往复或往复运动转化为圆周运动。应用了从古水动力锯,结合曲轴与连杆切矩形块石头现代内燃机的曲轴是必要的将活塞的往复运动转化为旋转。 锻造、铸造和加工工业的曲轴生产竞争的制造工艺,锻造曲轴的形状在一个序列的阶段。从一个实心杆,交叉杆的截面面积是第一个改变形状的辊锻,随后形成最终形状的模锻操作,然后修剪。锻造中的中间阶段是必要的,用于分配的材料和填充的模腔(托马斯,1986),但修剪可以消除由应用程序的精密锻造技术。贝伦斯等人的工作。(2007)提出了关于这一主题的综合调查显示精密锻造技术,减少材料浪费和能源消耗,提高曲轴的整体物理和机械性能的潜力。 铸造锻造曲轴比便宜的因为他们可以在一个单一操作接近所要求的形状和尺寸。他们青睐的发动机运行在中等负荷而锻造曲轴Cho先生在重负荷条件下工作的发动机的低成本生产。这是因为锻造曲轴一般提供较高的韧性、耐冲击和疲劳程度比铸造曲轴强度更好的重量比(领英,2007)。 机械加工始于一种固体的材料,通常在一个圆柱体的形状,从它所需的曲轴是通过除去不想要的材料。这种方法主要用于小批量生产高质量、高价位的曲轴由通常难以锻造或铸造材料。
普通车床车刀的种类和型
普通车床车刀的种类和型号 车刀种类和用途 车刀是应用最广的一种单刃刀具。也是学习、分析各类刀具的基础。车刀用于各种 车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊 接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中 所占比例逐渐增加。二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢 刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选 择的几何参数刃磨后使用的车刀。三、机夹车刀机夹车刀是采用普通刀片,用机 械夹固的方法将刀片夹持在刀杆上使用的车刀。此类刀具有如下特点:(1)刀片不经过高 温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。 (2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。(3) 刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高 了经济效益,降低了刀具成本。(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀 片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。(5) 压紧刀片所用的压板端部,可以起断屑器作用。四、可转位车刀可转位车 刀是使用可转位刀片的机夹车刀。一条切削刃用钝后可迅速转位换成相邻的新切削刃,即 可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。更换新刀片后,车刀又 可继续工作。 1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点: (1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片 和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。(2)生产效率高由于机床 操作工人不再磨刀,可大大减少停机换刀等辅助时间。(3)有利于推广新技术、新 工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。(4)有利于降低刀具 成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降 低了刀具成本。 2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位 或更换新刀片后,刀尖位置的变化应在工件精度允许的范围内。(2)刀片夹紧可靠 应保证刀片、刀垫、刀杆接触面紧密贴合,经得起冲击和振动,但夹紧力也不宜过大,应 力分布应均匀,以免压碎刀片。(3)排屑流畅刀片前面上最好无障碍,保证切屑 排出流畅,并容易观察。(4)使用方便转换刀刃和更换新刀片方便、迅速。对小 尺寸刀具结构要紧凑。在满足以上要求时,尽可能使结构简单,制造和使用方便。五、 成形车刀成形车刀是加工回转体成形表面的专用刀具,其刃形是根据工件廓形设
棱形成形车刀设计说明
棱形成形车刀设计 :XXX 学号:XXX 班级:XXX 导师:XXX
前言 成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。它可以保证被加工工件表面形状和尺寸精度的一致性和互换性,加工精度可达IT9—IT10,表面粗糙度Ra6.3—Ra3.2。成形车刀的可重磨次数多,使用寿命长,但是刀具的设计和制造较复杂,成本高,故主要用在小型零件的大批量生产中。由于成形车刀的刀刃形状复杂,用硬质合金作为刀具材料时制造比较困难,因此多用高速钢作为刀具的材料。 棱形成型车刀是成型车刀三种中的一种,棱柱体的刀头和刀杆分开制作,大大增加了沿前刀面的重磨次数,刀体刚性好,但比圆体成形车刀制造工艺复杂,刃磨次数少,且只能加工外成形表面。棱体成形车刀的后刀面是成形棱形柱面,前刀面是平面。后刀面与燕尾面K-K平行,而前刀面与K-K呈倾角90°-(rf+af )。在制造棱体成形车刀时,将前刀面与后刀面的夹角磨成 90°-(rf+af )。切削时,将后刀面安装出af 角,这样就形成了前角rf 和后角af 。 棱体成形车刀是以燕尾作为定位基准,配装在刀夹的燕尾槽。刀具燕尾的后平面是夹固基准。安装时,刀体竖立并倾斜角,刀夹下端的螺钉可将计算基准点的位置调整与工件中心等高后用螺栓夹紧,同时下端螺钉可以承受部分切削力,以增强刀具的刚性。 棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
车刀种类和用途
车刀种类和用途 序 一、车刀是应用最广的一种单刃刀具,也是学习、分析各类刀具的基础。车刀用于各种车床上,加工外圆、内孔、端面、螺纹、车槽等。车刀按结构可分为整体车刀、焊接车刀、机夹车刀、可转位车刀和成型车刀。其中可转位车刀的应用日益广泛,在车刀中所占比例逐渐增加。 二、硬质合金焊接车刀所谓焊接式车刀,就是在碳钢刀杆上按刀具几何角度的要求开出刀槽,用焊料将硬质合金刀片焊接在刀槽内,并按所选择的几何参数刃磨后使用的车刀。 三、机夹车刀机夹车刀是采用普通刀片,用机械夹固的方法将刀片夹持在刀杆上使用的车刀。此类刀具有如下特点:(1)刀片不经过高温焊接,避免了因焊接而引起的刀片硬度下降、产生裂纹等缺陷,提高了刀具的耐用度。(2)由于刀具耐用度提高,使用时间较长,换刀时间缩短,提高了生产效率。(3)刀杆可重复使用,既节省了钢材又提高了刀片的利用率,刀片由制造厂家回收再制,提高了经济效益,降低了刀具成本。(4)刀片重磨后,尺寸会逐渐变小,为了恢复刀片的工作位置,往往在车刀结构上设有刀片的调整机构,以增加刀片的重磨次数。(5)压紧刀片所用的压板端部,可以起断屑器作用。 四、可转位车刀可转位车刀是使用可转位刀片的机夹车刀。一条切削刃用钝后可迅速转位换成相邻的新切削刃,即可继续工作,直到刀片上所有切削刃均已用钝,刀片才报废回收。 更换新刀片后,车刀又可继续工作。1.可转位刀具的优点与焊接车刀相比,可转位车刀具有下述优点:(1)刀具寿命高由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。(2)生产效率高由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。(3)有利于推广新技术、新工艺可转位刀有利于推广使用涂层、陶瓷等新型刀具材料。(4)有利于降低刀具成本由于刀杆使用寿命长,大大减少了刀杆的消耗和库存量,简化了刀具的管理工作,降低了刀具成本。2.可转位车刀刀片的夹紧特点与要求(1)定位精度高刀片转位或更换新刀片
棱形成形车刀设计
棱形成形车刀设计 姓名:XXX 学号:XXX 班级:XXX 导师:XXX
前言 成形车刀是加工回转体成形表面的专用工具,它的切削刃形状是根据工件的轮廓设计的。用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。它可以保证被加工工件表面形状和尺寸精度的一致性和互换性,加工精度可达IT9—IT10,表面粗糙度Ra6.3—Ra3.2。成形车刀的可重磨次数多,使用寿命长,但是刀具的设计和制造较复杂,成本高,故主要用在小型零件的大批量生产中。由于成形车刀的刀刃形状复杂,用硬质合金作为刀具材料时制造比较困难,因此多用高速钢作为刀具的材料。 棱形成型车刀是成型车刀三种中的一种,棱柱体的刀头和刀杆分开制作,大大增加了沿前刀面的重磨次数,刀体刚性好,但比圆体成形车刀制造工艺复杂,刃磨次数少,且只能加工外成形表面。棱体成形车刀的后刀面是成形棱形柱面,前刀面是平面。后刀面与燕尾面K-K平行,而前刀面与K-K呈倾角90°-(rf+af )。在制造棱体成形车刀时,将前刀面与后刀面的夹角磨成 90°-(rf+af )。切削时,将后刀面安装出af 角,这样就形成了前角rf 和后角af 。 棱体成形车刀是以燕尾作为定位基准,配装在刀夹的燕尾槽内。刀具燕尾的后平面是夹固基准。安装时,刀体竖立并倾斜角,刀夹下端的螺钉可将计算基准点的位置调整与工件中心等高后用螺栓夹紧,同时下端螺钉可以承受部分切削力,以增强刀具的刚性。 棱体成形车刀的刃磨比较简单,只要在工具磨床上使用一简单的双向万能刃磨夹具,将刀具后刀面与砂轮表面的垂线装成(rf+af)的角度即可刃磨。
第八讲 成形刀具和拉刀
第八讲成形刀具和拉刀第一成形刀具第一节成形表面及其加工方法有些机器零件的表 面,不是简单的圆柱面、圆锥面、平面及其组合,而是形状复杂的表面,这些复杂表面称为成形表面。按照成形表面的几何特征一般分为以下三种类型:(1)回转成形面由一条母线(曲线)绕一固定轴线旋转而成。如滚动轴承内、外圈的圆弧滚道和手柄等。 (图8-1(a)) (2)直线成形面 由一条直母线沿一条曲线平行移动而成。它可分为:①外成形面,如凸轮(图8-1(b))和冷冲模的凸模等;②内成形面,如叶片泵定子内曲面和冷冲模的凹模型孔等。(3)立体成形面 即零件各个剖面具有不同的轮廓形状,如汽轮机扭曲变截面叶片和某些锻模(图8—1(c))、压铸模、塑压模的型腔。成形表面常用的加工方法有车、铣、刨、拉和磨削(表8—1)。 成形表面的加工方法很多,按成形原理分述如下。 一、用成形刀具加工 刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。1.车削成形面 用成形车刀可加工内、外回转成形面。常用的成形车刀有棱体成形车刀(图8—2(a))和圆体成形车刀(图8—2(b))。前者只能加工外成形面,而后者可以加
工内、外回转成形面,故应用较为广泛。 2.铣削成形面 用成形铣刀铣削成形面,一般在卧式铣床上进行(图8—3),常用来加工直线成形面。一般成形铣刀的前角γ。=0o,重磨时只刃磨前刀面以保证刃形不变3.刨削成形面 成形刨刀的结构与成形车刀相似,一般只用于加工 形状简单的直线成形面。4.拉削成形面 拉削可加工多种内、外直线成形面。加工质量好、 生产率高,但拉削成形面的拉刀复杂,成本高,故宜 用于成批大量生产。5.铰削内球面 用球形铰刀可以铰削小直径的球窝(图8—4),以及 处于深孔的球窝(图8—5)。铰削前先用钻头在工件上 钻出盲孔,再用成形车刀粗车成形,然后进行粗铰、 精铰。球铰刀一般有4~6个齿,粗铰刀刀齿上开有分 屑槽,精铰刀上没有。精铰钢件的表面粗糙度Ra为1.6μm,加工青铜件时,Ra 可达0.4~0.8 μ m。 6.磨削成形面 利用修整好的成形砂轮,在外圆磨床上可以磨削回转成形面(图8—6),在平面磨床上可以磨削外直线成形面(图8—7)
圆体成形车刀设计
圆体成形车刀设计 1150111-01 秦磊 一、设计课题: 工件材料为45#钢,0.6b GPa σ=,工件如下图1所示。要求设计圆体成形车刀,D=35mm ,d 1=22.28mm ,d 2=34mm ,d 3=32mm ,L 1=10mm ,L 2=25mm ,L 3=30mm ,L 4=40mm ,R=20mm 。 图1 加工工件图
二、圆形成形车刀的结构尺寸: 序号 项目 数据来源或计算 采用值 1 刀具材料 W18Cr4V 2 前角与后角 由表2-6 15;12f f γα=?=? 3 最大廓形深度 max 3422.28 5.862 t mm -= = max 5.86t mm = 4 外径 由表2-2 D 0=40mm R 1=20mm 5 画出工件廓形及刀具廓形标出各组成点及计算半 径 计算图(见图2) r 1=22.28/2=11.14mm r 2·3=34/2=17mm r 4·5=32/2=16mm r 1=11.14mm r 2·3=17mm r 4·5=16mm 6 成型刀宽度 L 0=L 4+a+b+c+d =40+4+1+6+1=52mm L 0=52mm 校验成型刀的宽 度 工件的最小直径d min : min 12211.1422.28d r mm ==?= 0min 52 2.3 2.522.28 L d ==<允许 宽度允许 7 其余尺寸 按表2-2 d=13mm d 1=20mm d 2=20mm
工件各组成点尺寸图2 三、圆形成形车刀截形计算: 已知 条件 工件计算半径1r 11.14mm =,23r 17mm = ,45r 16mm = 刀具前,后角及外径15;12f f γα=?=?,R 1=20mm 步骤 计算 采用值(mm ) 1 1h sin 11.14sin15 2.8832f r γ==??= h=2.8832 2 11cos 11.14cos1510.7604f A r γ==??= 110.7604A =
专用刀具设计(圆体)
金属切削原理与刀具课程设计任务书 一、原始数据及条件 工件如图所示,工件材料为易切钢Y15,毛坯为圆棒料,其直径为d M ,大批量生产,用成形车刀加工出全部外圆表面并切出预切槽,表面粗糙度为Ra3.2,加工车床用C1336单轴转塔自动车床。 图1-1 工件图 表1-1 工件尺寸(mm) 二、圆体成形车刀设计步骤如下: 1) 选择刀具材料 参考《金属切削刀具设计简明手册》P 113附录表5,选用普通高速钢W18Cr4V 制造。 题号 组号 d M D 1 D 2 D 3 D 4 L 1 L 2 L 3 L 热处理 8 8 Φ40 Φ380-0.2 Φ28 Φ360+0.1 Φ20 4 18 40+0.2 280-0.8 调质
2)选择前角γf及后角αf 由表2—4(参见《金属切削刀具设计简明手册》P28)查得:γf=15o,αf=10o。 3)画出刀具廓形(包括附加刃)计算图1-2(见下图) 取k r=20o,a=3mm,b=1.5mm,c=6mm,d=0.5mm(a,b,c,d的含义见《金属切削刀具设计简明手册》P24图2-2)。标出工件廓形各组成点1-12。以0-0线(通过9-10段切削刃)为基准(以便于对刀),计算出1-12各点处的计算半径r jx(为避免尺寸偏差值对计算准确性的影响,故常采用计算尺寸——计算半径、计算长度和计算角度来计算) r jx=基本半径±半径公差∕2 r j1=20∕2mm=10.000 mm=r j2 r j3=(36∕2+0.1∕4)mm =(18+0.025)mm=18.025mm r j4 =r j5=(38∕2-0.2∕4)mm =(19-0.05)mm=18.950mm r j6=r j7=28∕2mm=14.000mm r j8=r j1-1mm=9.000mm r j9=r j10=r j0=r j1-(1+1)mm=8.000mm r j11=r j12=r j6-1∕tan20omm=(14-2×1.374)mm=11.252mm 再以1点为基准,计算出计算长度l jx l jx=基本长度±公差∕2 l j2=[(4-1)+0.2∕2]mm=3.1mm l j3=l j4=[(18-1)-0∕2]mm=17mm l j6=(4-0)mm=4mm l j7=[(28-1)-0.8∕2]mm=26.6mm
圆体成形车刀设计说明书
目录 1.圆体成形车刀设计 1.1前言 -------------------------------------------------------1 1.2设计要求 --------------------------------------------------- 1 1.3选取刀具材 ------------------------------------------------1 1.4选择前角及后角 ------- ------------------------------------ 1 1.5 刀具廓形及附加刀刃计算 ---------------------------------- 1 1.6计算切削刃的总长度------------------------------------ 3 1.7确定结构尺寸 --- ----------------------------------------- 3 R 1.8用计算法求原体成形车刀廓形上的点 x R------------------ 4 1.8.1计算廓形上的各个点所在圆半径 x 的公差 --- ------------------- 5 1.8.2 确定各个点廓形深度R 1.9 最小后角的校验 -------------------------------------------- 5 L------------------------------------------ 6 1.10 车刀廓形宽度 x 1.11 绘制刀具的加工工作图 和样板工作图 -------------------------------------------- 6 2.矩形花键拉刀设计 2.1刀具类型和材料的选定 2.1.1选择刀具类型 -- ------------------------------------ 7 2.1.2选择刀具材料 -------------------------------------- 7 2.2刀具结构参数 2.2.1拉刀的结构 ----------------------------------------7
成形车刀设计(仅限借鉴)
1 绪论 1.1 刀具的发展 切削加工是现代制造业应用最广泛的加工技术之一。据统计,国外切削加工在整个制造加工中所占比例约为80%~85%,而在国内这一比例则高达90%。 刀具是切削加工中不可缺少的重要工具,无论是普通机床,还是先进的数控机床(NC)、加工中心(MC)和柔性制造系统(FMC),都必须依靠刀具才能完成切削加工。刀具的发展对提高生产率和加工质量具有直接影响。材料、结构和几何形状是决定刀具切削性能的三要素,其中刀具材料的性能起着关键性作用。国际生产工程学会(CIRP)在一项研究报告中指出:“由于刀具材料的改进,允许的切削速度每隔l0年几乎提高一倍”。刀具材料已从20世纪初的高速钢、硬质合金发展到现在的高性能陶瓷、超硬材料等,耐热温度已由500~600℃提高到1200℃以上,允许切削速度已超过1000m/min,使切削加工生产率在不到100年时间内提高了100多倍。因此可以说,刀具材料的发展历程实际上反映了切削加工技术的发展史。 1.2 设计目的 金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。 通过金属切削刀具课程设计,具体应使学生做到: (1) 掌握金属切削刀具的设计和计算的基本方法;
(2) 学会运用各种设计资料、手册和国家标难; (3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条件。 拉刀的设计 被加工零件如图 2.所示,工件材料为:硬铝LY12;硬度HBS115 ;强度σb = 490Mpa;工件长度L=40mm。 3.1 选定刀具类型、材料的依据 (1)选择刀具类型 对每种工件进行工艺设计和工艺装备设计时,必须考虑选用合适的刀具类型。事实上,对同一个工件,常可用多种不同的刀具加工出来。 采用的刀具类型不同将对加工生产率和精度有重要影响。总结更多的高生产率刀具可以看出,增加刀具同时参加切削的刀刃长度能有效的提高其生产效率。例如,用花键拉刀加工花键孔时,同时参加切削的刀刃长度l=B×n×Zi,其中B为键宽,n为键数,Zi为在拉削长度内同时参加切削的齿数。若用插刀同时参加切削的刀刃长度比插刀
棱体成形车刀的设计
课程设计说明书专业级班 题目:棱体成形刀的设计 姓名: 指导老师:职称: 2009.5.20
一、刀具课程设计目的 刀具课程设计是机械制造专业学生在学习“金属切削原理与刀具”课程及其他有关课程之后进行的一个重要教学环节,其目的是巩固加深理论教学内容,培养学生综合运用所学理论,解决实际刀具设计问题的能力。 通过刀具课程设计,学生应达到: 1、掌握设计、计算刀具的能力; 2、学会绘制刀具工作图,标注必要的技术条件; 3、学会运用各种设计资料、手册及国家标准等。 二、刀具城程设计内容 设计内容为一下几种刀具: 1、棱体成形车刀设计;如下图 图一 材料为易切钢,σb=0.49Gpa,毛坯及工作各部分尺寸见下表,成形表面粗糙
度为Ra3.2μm。要求设计棱体成形刀。 三、设计步骤 设计棱体成形刀 1、选择刀具类型 棱体成形刀。 2、选择刀具的材料 参考《金属切削刀具设计简明手册》附表5,选用普通高速钢W18Cr4V制造。 整体制造。 3、确定刀具合理的几何角度。 选择前角r f 与后角α f 由表2-4,取r f =20o,α f =12o 4、确定刀具的结构参数,包括刀体尺寸、刀齿齿数、刀齿及容屑 槽的形状和尺寸、刀具装夹部分的尺寸等 (1)、刀体总宽度L0如图一所示L0=L c 式中L c———成形车刀切削刃总宽度, L c =L5+a+b+c+d L5———工件廓形宽度 A、b、c、d———成形车刀的附加刀刃; A ———为避免切削刃转角处过尖而设的附加刀刃宽度,常取0.5~3mm
B———为考虑工件端面的精加工和倒角而设的附加刀刃宽度,其数值应大于端面精加工余量和倒角宽度。为使该段刀刃在主剖面内有一定后角,常做成偏角Kr=15o到45o,b值取为1~3mm;如工件有倒角,Kr值应等于倒角角度值,b值比倒角宽度大1~1.5mm; C———为保证后续切断工序顺利进行而设的预切槽刀刃宽度,c值常取为3到8mm; D———为保证成行车刀刀刃延长到工件毛坯表面之外的附加刀刃宽度,常取 d=0.5~2mm。 5、设计计算刀具的廓形
《圆体刀具设计》word版
工件如下图所示,毛坯为碳钢(φ34的棒料),材料强度σb=735MPa(75kgf/mm2).加工机床为C1336型单轴自动机床。成形表面车后不磨。 设计加工该成形表面用的圆体成形车刀,车刀宽度已确定,如图所示,宽度3mm处为预割槽。 用计算法设计圆体成形车刀,写出设计步骤。 分别在A4图纸上画出刀具工作图及样板图(手工画)。 相关数据参考成形车刀设计资料 圆体成形车刀与工件相对位置尺寸及几何参数值
径向圆体成形车刀设计 1、选择刀具材料 选用普通高速钢W18Cr4V制造 2、选择前角αf和后角γf γf =10o 25’αf=8o27’ 3、画出刀具廓形计算图 取kr=20 o,a=3mm,b=2mm,c=8.6mm,d=0.5mm。标出工件廓形各组成点。 计算出各点的计算半径 Rjx=基本半径±半径公差/2 Rj1= Rj2=(26/2-0.28/4)mm=12.930mm
Rj3=9mm Rj4=( Rj3+5)mm=14mm Rj6= Rj7=(31.8/2-0.4/4)mm=15.8mm Rj5= Rj6-1=(15.8-1)mm=14.8mm Rj8= Rj1-1=11.930mm Rj9= Rj10= Rj8-1=(11.930-1)mm=10.930mm Rj11= Rj12=22/2mm=11mm Rj13=34/2mm=17mm Rj14= Rj13=0.5tan75o=18.87mm 再以1为基准点计算出计算长度Ljx Ljx=基本长度±公差/2 Lj2=3mm Lj3=Lj2+4.9=(3+4.9)mm=7.9mm Lj4=Lj2+9.9=(3+9.9)mm=12.9mm=Lj5 Lj6=Lj5+1=(12.9+1)mm=13.9mm Lj7=[3+14.9+(-0.43/2)]mm=17.7mm 4、计算出切削刃总宽度Lc,并校验Lc/Dmin值 Lc=Lj7+a+b+c+d=(17.7+3+2+8.6+0.5)mm=31.7mm 取Lc=32mm。Dmin=2 Rj3=18mm 则Lc/Dmin=32/18=1.8<2.5 允许 5、确定结构尺寸 应使D0=2R0≥2(Amax+e+m)+d
成形车刀设计
二金属切削原理与刀具课程设计任务书 一、原始数据及条件 工件如图所示,工件材料为易切钢Y15,毛坯为圆棒料,其直径为d M,大批量生产,用成形车刀加工出全部外圆表面并切出预切槽,表面粗糙度为Ra3.2,加工车床用C1336单轴转塔自动车床。 工件尺寸(mm) 题号组 号 d M D1 D2 D3 D4 L1L2 L3 L 热处 理 1 1 Φ35Φ31.90 -0.41 Φ22 Φ260 -0.28 Φ18 4 14 4 +0.2240 -0.8 调质 2 2 Φ45 Φ42 0+0.2Φ30 Φ28 +0.1Φ20 4 14 4 +0.2240 -0.8 调质 3 3 Φ36 Φ340 -0.2Φ25 Φ280 -0.4 Φ20 5 14 4 +0.2250 -0.8 调质 4 4 Φ42 Φ400 -0.41Φ26 Φ300 -0.2 Φ22 4 20 4 +0.2280 -0.8 调质 5 5 Φ22 Φ20 0+0.2Φ16 Φ24 +0.2Φ18 3 16 3 +0.3250 -0.8 调质 二、设计要求 1、设计分五大组,按学号顺序划分,多余的人为最后一组。其中每大组里,学号为单号的设计圆体成形车刀,双号的设计棱体成形车刀,具体原始数据如上表。 2、设计结束后,应提交的材料:课程设计报告一份;成形车刀工作图一张;成形车刀样板图一张。
一圆体成形车刀设计 设计步骤如下: 1)选择刀具材料 参考《金属切削刀具设计简明手册》P113附录表5,选用普通高速钢W18Cr4V制造。 2)选择前角γf及后角αf 由表2—4(参见《金属切削刀具设计简明手册》P28)查得:γf=15o,αf=10o。 3)画出刀具廓形(包括附加刃)计算图(见下图)
圆体成形车刀
圆体成形车刀设计 设计课题: 待加工工件如下图所示,材料为40Cr 钢,年生纲领为50万件,要求成形表面粗糙度为Ra3.2mm 。按所述要求设计成圆体成形车刀。 图 工件图 设计步骤: (1)选择刀具材料 因为工件材料为40Cr ,它是合金结构钢,其抗拉强度MPa b 980≤σ,查高速钢牌号及用途表,选用普通高速钢W18Cr4V 制造。 (2)选择前角f γ及后角f α 根据材料的力学性能,查表取前角?=5f γ,后角?=10f α。 (3)确定附加切削刃尺寸(如下图(2)所示) 取a=2mm,b=1mm,c=3mm,d=1mm,?=15r k ,?=151r k 。因为0l =42mm ,则 刀具的总宽度=0L 0l +a+b+c+d=42+3+1+3+1=49mm 。因为m i n d =16mm ,则 0L /min d =49mm/16mm=3.0625,则在允许范围内。
(4)确定刀具的结构尺寸 工件的最大廓形深度max p α=(28-16)/2=6mm 。 按表15-4中的max p α=10~12mm 来选0d 和d ,0d =70mm ,d=22mm 。 外径0d 和孔径d 主要考虑工件的最大廓形深度、排屑、刀体强度、刀杆强度和刚度等问题,可由公式)(22max 10r m e a R d p +++≥=计算: 因为r a d m e p --≤+max 02/=70/2-6-22/2=18mm ,则可选取e=8mm ,m=10mm ,并选用带端面齿纹的结构形式,则查表可得 1d =34mm,k=5mm ,r=2mm ,2d =45mm ,=2l 5mm ,b=max p α+k=11mm(取11mm); 沉头孔深度1l ,根据工件宽度,在下列范围内选取:=1l (1/4~1/2)0L ,取1l =21mm ; 当空深mm l 15>时,孔内加空刀槽,使4/3l l =,取3l =8mm ; (5)根据工件形状决定其组成点1、2、3、4、5、6,各组成点的径向及轴向尺寸表示在下图(3)中: 1r =(16+16)/4=8mm ; 2r =(18+18)/4=9mm ; 3r =4r =(28.05+27.95)/4=14mm ; 5r =6r =(25+24.95)/4=12.49mm 。 图 工件各组成点的尺寸
圆体成形车刀的课程设计
圆体成形车刀的课程设计设计题目:圆体成形车刀专业:机械设计与制造班级:机制(1,2) 学生姓名:刘春晓 学号:100101216 指导老师:胡俊前 教师评分:
圆体成形车刀设计 1.1 前言: 成形车刀又称为样板刀,它是加工回转体成形表面的专用刀具,它的切削刃形状是根据工件廓形设计的。成型车刀主要用于大量生产,在半自动或自动车床上加工内、外回转体的成型表面。当生产批量较小时,也可以在普通车床上加工成形表面。 成型车刀的种类很多,按照刀具本身的结构和形状分为:平体成形车刀,棱体成形车刀和圆体成形车刀三种。相较传统的车刀,成形车刀的具有显著的优势:稳定的加工质量,生产率较高,刀具的可重磨次数多,使用期限长。但是它的设计、计算和制造比较麻烦,制造成本也比较高。一般是在成批、大量生产中使用。目前多在纺织机械厂,汽车厂,拖拉机厂,轴承厂等工厂中使用。 1.2 设计目的 金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。 通过金属切削刀具课程设计,具体应使学生做到: (1) 掌握金属切削刀具的设计和计算的基本方法; (2) 学会运用各种设计资料、手册和国家标难; (3) 学会绘制符合标准要求的刀具工作图,能标注出必要的技术条
件。 1.3设计课题: 待加工工件如下图所示,材料为40Cr 钢,年生纲领为50万件,要求成形表面粗糙度为Ra3.2mm 。按所述要求设计成圆体成形车刀。 1.3设计步骤: 工件图 1.4设计步骤: (1)选择刀具材料 因为工件材料为40Cr ,它是合金结构钢,其抗拉强度σb ≥980Mpa ,其硬度为 HB174~229,查高速钢牌号及用途表,选用普通高速钢 W18Cr4V 制造。 (2)选择前角γf 及后角αf 根据材料的力学性能,查表取前角γf =5°,后角αf =10°。 (3)确定附加切削刃尺寸 取a=2mm,b=1mm,c=3mm,d=1mm ,k r =15°,k r1=15°。因为0l =42mm ,则 刀具的总宽度L 。=l 。+a+b+c+d=42+3+1+3+1=49mm 。因为min d =16mm ,则0L /min d =49mm/16mm=3.0625,则在允许范围内。 (4)确定刀具的结构尺寸 工件的最大廓形深度αpmas =(28-16)/2=6mm 。 按表15-4中的α pmas =10~12mm 来选0d 和d ,0d =70mm ,d=22mm 。 外径0d 和孔径d 主要考虑工件的最大廓形深度、排屑、刀体强度、刀