何红炉:服装GSD标准工时知识普及(20160131)
何红炉:服装GSD标准工时知识普及
2016年1月31日
一、服装行业现状
服装行业的现状,可一言概之:压力山大!在成本不断攀升的大环境下,如果企业的效率低下,其盈利能力无疑将面临着空前的压力。制衣企业要面临生存、发展的现实,就必须想办法降低成本,而降低成本的的其中一个重要方法就是:通过统一做工方式和方法,帮助员工改善动作、减少浮余(去掉不必要的动作)以提高工作效率、降低生产成本,提升工厂的竞争力。
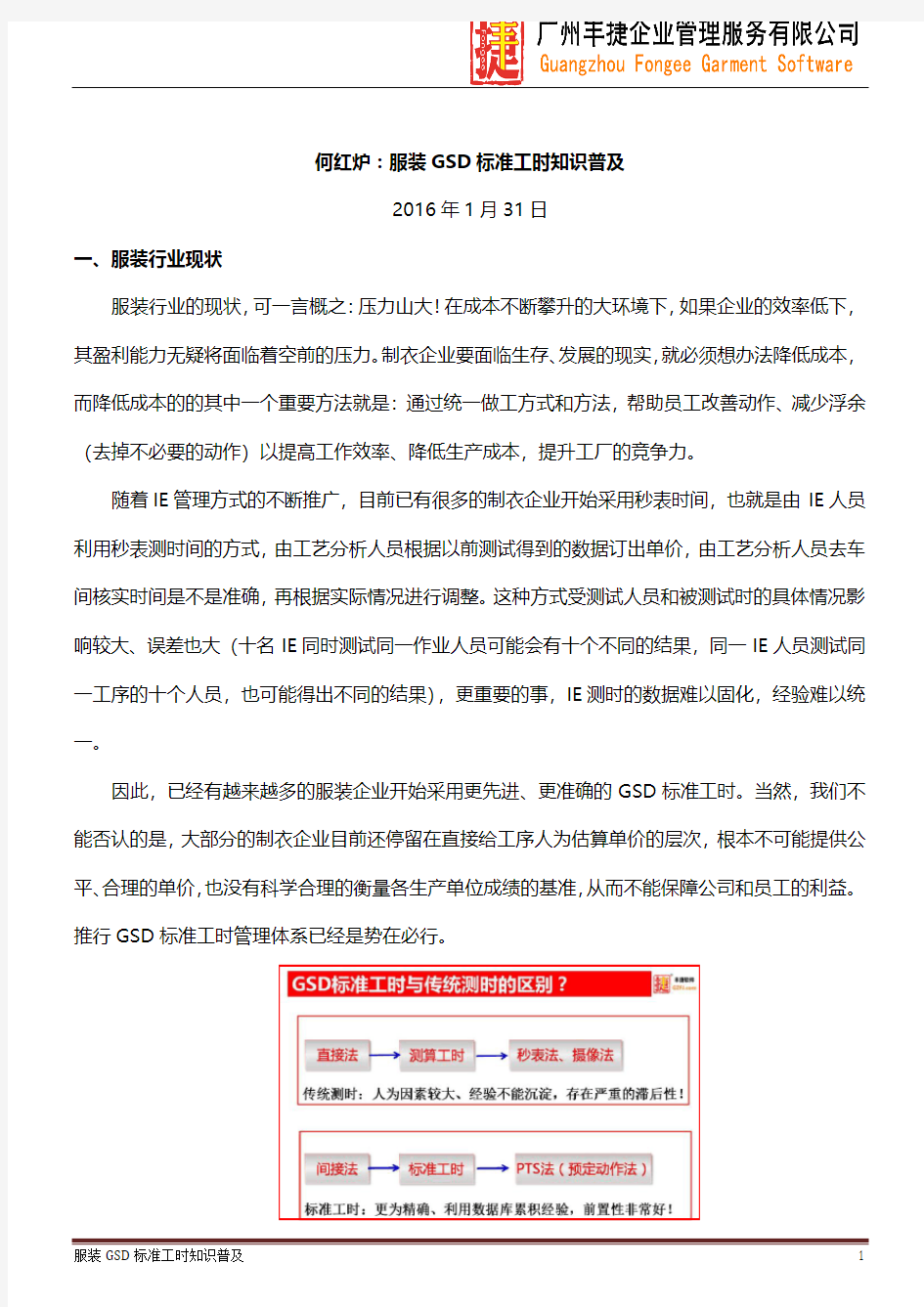
随着IE管理方式的不断推广,目前已有很多的制衣企业开始采用秒表时间,也就是由IE人员利用秒表测时间的方式,由工艺分析人员根据以前测试得到的数据订出单价,由工艺分析人员去车间核实时间是不是准确,再根据实际情况进行调整。这种方式受测试人员和被测试时的具体情况影响较大、误差也大(十名IE同时测试同一作业人员可能会有十个不同的结果,同一IE人员测试同一工序的十个人员,也可能得出不同的结果),更重要的事,IE测时的数据难以固化,经验难以统一。
因此,已经有越来越多的服装企业开始采用更先进、更准确的GSD标准工时。当然,我们不能否认的是,大部分的制衣企业目前还停留在直接给工序人为估算单价的层次,根本不可能提供公平、合理的单价,也没有科学合理的衡量各生产单位成绩的基准,从而不能保障公司和员工的利益。推行GSD标准工时管理体系已经是势在必行。
二、什么是GSD标准工时
GSD,是Garment Sewing Data的缩写,“服装缝制数据”,俗称“标准工时”,是针对缝制行业方法分析及标准工时而设立的专业技术,旨在提供一种一致的、准确的和容易明白、容易沟通的方法分析和确定时间标准的技巧,用于评估缝制工艺的各个工序,包括裁剪、车缝、整烫、检验及包装等。
GSD这门方法技术,于1978年在英国首次面世,约于1999年引入中国,在溢达纺织、联亚集团等大型外资企业开始运用,时至今日,约有数百家中国服装企业已导入了标准工时管理体系。
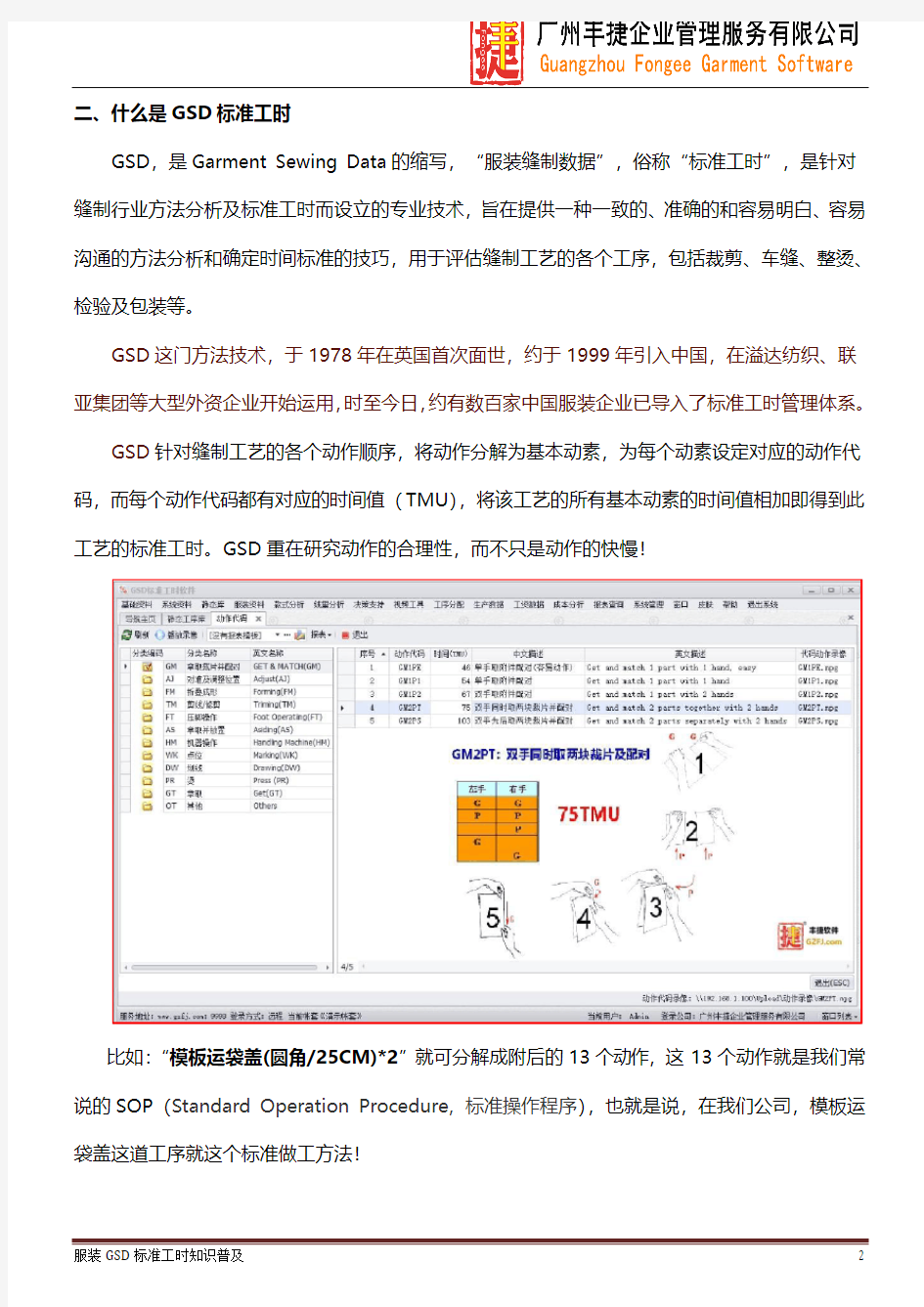
GSD针对缝制工艺的各个动作顺序,将动作分解为基本动素,为每个动素设定对应的动作代码,而每个动作代码都有对应的时间值(TMU),将该工艺的所有基本动素的时间值相加即得到此工艺的标准工时。GSD重在研究动作的合理性,而不只是动作的快慢!
比如:“模板运袋盖(圆角/25CM)*2”就可分解成附后的13个动作,这13个动作就是我们常说的SOP(Standard Operation Procedure,标准操作程序),也就是说,在我们公司,模板运袋盖这道工序就这个标准做工方法!
基于GSD原理,我们将上面这几个细小的动作(动素)所对应的动作代码输入到《GSD标准工时软件》,再结合衣车的转速和机器浮余,以及针距和绑包等因素,就得到了“模板运袋盖(圆角/25CM)*2”这个工序的GSD时间是0.534分钟。
相信很多人会对这个0.534分钟产生怀疑,认为员工的动作有快慢,不可能每个员工都能做得到!这恰恰就是为什么要导入GSD的根本原因:
1、GSD时间只包含真正的缝制时间,不包含返工、等待、聊天、动作多余等浮余时间,换
句话说,如果员工刚好0.534分钟完成这道工序,说明该员工缝制该工序的效率是100%,而如果该员工的效率只有50%,则1.068分钟完成该工序也是合理的。
2、正是因为员工的技能度不同、熟练程度不同,缝制同一工序的时间肯定也不同。所以我们
才需要一个标准来量度其合理性,这个标准就是GSD,做得快的员工效率就高,做得慢的效率就低!
基于前述方法,对工序和部件进行标准工时分析,即可得出每个款式的标准分科、标准时间和标准工价。沉淀经验,不断完善数据库,快速、精准地预设标准时间!
三、GSD标准工时的主要功能
GSD标准工时,是服装企业数据化管理和标准化管理的基础性管理工具!
GSD标准工时是计算生产效率的前提,为企业的数据化管理提供了可能,标准工时是合理
评估个人、部门和公司绩效的必要条件,没有标准工时就没有评估,就不能核算生产效率,更谈不上如何提升效率。
GSD标准工时是产能评估的工具,可以合理评估班组、车间、工厂的实际产能,相较于传
统的件数评估更合理、更精准。
GSD标准工时是生产排期计划得以更合理、更科学、更可控的根本保障,标准工时使产能
评估更趋合理,没有标准工时,生产计划只能用件数进行粗略估算。
GSD标准工时是平衡化生产的根本保障,是TPS(单件流生产模式)成功推行的重要前提,
没有标准工时,生产线平衡只能依据IE和生产人员的经验判断做出粗略的估算。
GSD标准工时促使员工工资的合理化和公平化,标准工时是合理制订工价的依据,没有标
准工时,企业就只能根据经验和天书来制订工价,或者是“会哭的孩子有奶吃”,往往是效
率低下却声音大的员工获得更高而不合理的工价。采用GSD工价后,整个公司将只会有一个等级工价,每道工序的工价的高低仅由GSD时间来决定:增加工价的唯一途径是增加GSD时间,而增加GSD时间的途径:要么证明原来的GSD动作给得不合理,要么证明自己的做工方法更合理。工价评估将变得有理有据!
GSD标准工时使生产成本的评估更合理、更有依据,有了标准工时,就能够准确核算每个
GSD时间的生产成本,进而为接单报价、发单定价提供了统一的参考依据,进而从根本上避免了人为不稳定因素。
GSD标准工时是培训员工、使方法合理化的基本方法,通过标准工时的建立,为工序的合
理化和标准化提供了基础,浮余动作得以大幅度减少,生产效率得以提高,员工的收入也得
到保证。
GSD标准工时具有远程互通性,为不同地域之间的资源共享和统一标准提供了依据。
四、推行GSD标准工时对员工有什么好处?
一般来说,企业的工序单价是由现场管理人员根据历史数据和个人经验估计得出的,由于它
受到当时各种因素的影响,在客观上会造成工序时间的不准确,从而造成工序单价的不合理。
GSD标准工时是公认的服装企业设立标准时间的一门专用技术,它是建立在作业动作动素化、动素时间标准化的基础上,由专业人员通过专业方法(动作分析)计算得出的,传统的现场测时只是验证时间合理性的一部分,而GSD标准工时减少了人为因素的误差,使工序时间更准确,使单价更公平、公正、合理,做到既不让员工吃亏,也不让公司吃亏。
实行GSD标准工时,可以改善作业方法和动作,减少浮余,提高效率。如尽可能利用辅助
工具,象压脚、拉筒等,减少不必要的动作和手势,让员工工作的更轻松、快速,加班时间更少,拿的钱却更多。
由于GSD标准工时是专门为缝制技术而设计的,它是一套很好的缝制培训的教材,它可以
帮助员工提高车缝技术。在推行GSD标准工时过程中,通过大量拍摄动作改善的录象,把没有改善的动作和改善后的动作都拍摄下来,再比较它们所用的时间。由于拍摄的改善后的动作都是由技术专家指导的,所以就像有技术专家在教大家如何正确的车缝一样,会大大提高员工的技术水平。
五、影响GSD标准工时的关键因素
1、工序难度程度:基于SOP原理,工序等级越高工序越难做,每次的车缝距离则越短,而
每次停针后的调整动作会更多,因此缝制时间也会相应增加。
2、布料难易程度:基于SOP原理,布料难以控制的工序,每次的车缝距离则越短,而每次
停针后的调整动作会更多,因此缝制时间也会相应增加。
3、品质要求:基于SOP原理,品质要求更高的工序,每次的车缝距离则越短,而每次停针
后的调整动作会更多,因此缝制时间也会相应增加。
4、订单大小:标准工时和标准工价,跟工序等级有关、跟品质要求有关、跟布料等级有关,
但跟订单数量的大小无关,不能因为订单数量小,就多给动作多给时间多给工价!但必
须承认的一个事实上,基于学习曲线原理,小订单的效率肯定更低,员工的收入肯定更
低。所以,我们在推行标准工时工价时,应该同步建立“订单系数”,小订单+,大订
单-,但只是在计算产值和员工计件收入时运用。示例如下:
欢迎微信交流:GSD_hhl
标准工时计算方法
标准工时计算方法 一、目的:规范标准工时制定与修改作业,使标准工时具有完整性,使ERP系统运行之排程合理和成本准确。 二、名词定义: 2.1、标准工时:在特定的工作环境条件下,用规定的作业方法和设备,以普通熟练工作者的正常速度完成一定质量和数量的工作所必需的时间。 2.2、宽放时间:指作业员除正常工作时间之外必须的停顿及休息的时间。包括操作者个人事情引起的延迟,疲劳或无法避免的作业延迟等时间。对于没有规定发生时间、发生频率、所需时间的不规则要素作业,并不在正常时间范围之内,而属于宽放时间。 2.3、标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。 三、标准工时的构成: 3.1、标准时间=正常时间+宽放时间=观测时间*(1+熟练修正数+努力修正数)+观测时间*宽放率 3.2、正常时间: 3.2.1、主体作业时间:按照作业目的进行的作业。指能创造价值的作业,如改变产品外形,改变产品性能等。 3.2.2、副作业时间:与主体作业同步发生,起附属作用。如取放工具、检查等。 正常时间设定方法如下: 直接观测法:秒表观测法;摄影分析法;work sampling法。 优点:比较简单;任何人都可以做。 缺点:难于跟标准速度相比较,需要评价标准速度;生产之前不能设定。 合成法:动作分析法、历史数据法。 优点:信赖程度和一贯性高;客观性和普遍性高;不需要评价标准速度;可在生产之前设定;容易消除不必要动作。 缺点:需要教育和训练。 3.3、宽放时间: 3.3.1、私事宽放时间:作业过程中,满足生理要求的宽放时间,如上厕所,喝水,擦汗。 3.3.2、疲劳宽放时间:为了补偿工作过程中体力和精神疲劳,采取的休息或操作速度减弱的宽放时间。 3.3.3、特殊宽放:学习宽放、机械干涉宽放、奖励宽放、工厂宽放、其它宽放. 作业宽放时间:补偿作业过程中发生不规则的要素作业。如用处理不良品等。 3.3.4、集体宽放时间:集体作业时,对于个体差异产生损失的补偿。如熟练度的差异,工位编排产生的损失等。 3.3.5、宽放系数表
标准工时系统建立指导书
系統文件標准工時系統建立指導書 頁次2of 5 版次 A 1、目的 對如何建立標准工時資料庫設定作業程序﹐方便作業﹐統一標准。 2、範圍 本作業辦法適用於APD事業處從事工時測量﹑維護人員。 3、定義 時間研究﹕又稱秒表時間研究,是利用秒表或電子定時器,在一段時間內,對作業的執行情況作直接的連續觀測,把工作時間以及與標準相比較的對執行情況的估計等數據,一起紀錄下來給予一個評比值,並加上遵照組織機構所制定的政策允許的非工作時間作為寬放值,最後確定出該項作業的時間標準。 4、作業細則 4.1﹑標准工時制定﹕ 4.1.1前期准備 4.1.1.1學習馬表工時測量方法﹐掌握標准工時的構成(正常時間﹑寬放時間﹑評比因 素等)。 4.1.1.2充分熟悉現場作業﹐了解各作業單元的基本動作的的構成﹐准確區分基本動 作的起止點。 4.1.1.3在正式測量前﹐先試測几組數據﹐確保測得數據的一致性。 4.1.1.4工具准備﹕馬表﹑記錄板﹑工時記錄表﹑鉛筆。 4.1.1.5掌握評比因素的有關知識﹐正確理解正常速度的概念﹐ 4.1.1. 5.1評比就是時間研究人員將所觀測到的操作者的操作速度,與自己理想中 的正常速度作比較。 4.1.1. 5.2建立正常速度的方法,根據評比的定義可知,時間研究人員必須能在自己
系統文件 標准工時系統建立指導書 頁次 3 of 5 版次 A 頭腦中建立一個理想的速度,然後再根據這個理想速度去評比操作者動 作的快慢。 4.1.1. 5.3 常用的速度評比尺度:100分法 4.1.1. 5.4 此方法是建立在同一水平之上,凡觀察速度與理想速度完全相同的給予 100分。 4.1.1. 5.5各種操作水平與評比的例子 相當行走速度 正常 =100 操作水平 英里/h km/h 67 甚慢﹔笨拙﹑探索之動作﹔操作人似在半睡狀態﹐對操作無興趣。 2 3.2100 穩定﹑審慎﹐從容不迫﹐似非按件計酬﹐操作雖似乎緩慢﹐但經常觀察有無故意浪費行為。 3 4.8133 敏捷﹐動作干淨利落﹑實際﹔很像平均合格工人﹐確實可達到必要的質量標准及精度。 4 6.4167 甚快﹐操作人表現高度的自信與把握﹐動作敏捷﹑協調﹐遠遠超過一般訓練有素的工人。 5 8.0200 非常快﹐需要特別努力及集中注意﹐但似乎不能保持長久﹔只 有少數杰出工人始可辦到。 6 9.6 4.1.2測量過程 4.1.2.1將待測量機種的有關信息(機種號﹑SKU ﹑批量等)詳細記錄在<<工時記錄表>> 中。 4.1.2.2所選機種的批量合適﹐能夠在同一作業及同一線別內﹐將各工站工時測量完畢。 4.1.2.3所選機種避免新投產機種﹐量產2~~3次以上的機種可作為標准工時測量的機種。 4.1.2.4所選線別的作業員均為熟練工﹐并且周圍環境適合作業。 4.1.2.5劃分操作(單元) 劃分操作單元便於評估操作速率 ,可將操作內生產工作(有效時間)與非生產工 作(無效時間)分開﹐對各單元分別評比,使標準時間更為精確。且每單元予以詳細說明,並測計其標準時間,則詳細的操作規則即可產生。 4.1.2. 5.1每一單元應有明顯易辨認的起點和終點,有時為方便辨認,將工作中的 一個操作單元中止,另一個操作單元開始的瞬間稱為分解點或定時點;在劃 分操作單元時, 明確分解點。
OA系统工时管理解决方案:统计规范、数据统一.doc
OA系统工时管理解决方案:统计规范、数 据统一7 OA系统工时管理解决方案:统计规范、数据统一 随着各行各业不断向着精细化发展,“朝九晚五”的考勤打卡和固定的薪水发放机制可能并不适用于所有公司。 现在很多企业,开始完善工时管理,通过设定指标来评判员工单位时间的生产力,希望以此提高员工积极性和实现人力资源成本最大化。 但是手工管理方式下,员工工时效率缺乏有效监管: 1.生产线数据分散,统计不准确; 2.员工工作时间核算与监管困难; 3.数据统计效率低,优化成本高。 因此,很多企业需要一个管理平台,将工作时间、人员成本数据化,提高管理精细化程度。 (工时管理功能架构) 泛微在各行各业有着丰富的服务经验,实现了将移动办公、工时管理、考勤排班等功能聚合在一个平台上,进行智能审核、核算。 OA工时管理应用亮点
一、工时填报快捷,数据统一 现在,员工可以通过OA系统定时上报工时、注明工作内容,为了防止遗忘OA还可以智能提醒。 (OA系统录入工时数据) 适用于多种场景 1、对于合伙人制的事务所: 合伙人需要对工时安排了如指掌,来确保团队的经费使用、调用的其他团队的工时统计准确,确保工作量、未来收益分配合理。 因此,OA系统实现合伙人工时报表化呈现,便于查询和财务计算费用。 (合伙人分配工时) 2、对于在生产一线的企业: 生产制造行业,计件工作工时统计主要靠人工估算,计件工作量、效率难以监管。 现在,通过移动端应用搭建工时基础信息模块,实现了工时快速填报。 根据线下动作编号二维码、工单编号二维码,实现动作名称与生产日期、产品编号、批次、工作定额的自动生成功能。 通过扫描二维码,员工不需要每个信息都单独录入,只需扫
标准工时的定义
标准时间的设定 一﹑标准工时概要 1﹑什么是标准工时(Standard Time) 标准工时是在正常的操作条件下﹐以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。 它具有以下五项主要因素﹕ (1)正常的操作条件﹕工具条件及环境条件都符合作业内容要求并且不易 引起疲劳﹐如女子搬运重量不超过4.5公斤。 (2)熟练程度﹕大多数中等偏上水平作业者的熟练度﹐作业员要了解流程﹐ 懂得机器和工具的操作与使用。 (3)作业方法﹕作业标准规定的方法。 (4)劳动强度与速度﹕适合大多数普通作业者的强度与速度。 (5)质量标准﹕以产品的质量标准为准﹐基本原则是操作者通过自检及互检完成。 由上述的定义可知标准时间是衡量一切工作的标准﹐它具有相当高的客观性与公平性。IE的全部方法与手段都是为了保证所制定的标准时间公平合理﹐因为它是衡量效率的基准﹐同时也是进行科学的效率管理的基础﹐并最终被应用到销售﹑设计﹑采购﹑成本管理等相关领域。 2﹑标准时间的意义与用途 制定合理的标准时间是科学管理的最基本工作﹐也是最重要的工作。无标准时间就无管理的第一步。通过标准时间的应用使参与工作的全部人都可以客观准确地计划﹑实施并评价工作结果。标准时间的应用非常广泛﹐是制造业必不可少的作业管理基准。标准时间的应用具体有以下几个方面﹕ (1)制定生产计划﹔ (2)人工工时计划及人员计划﹔ (3)评价﹕不同作业者的工作表现﹐不同的供货商的效率成本﹐不同的作业方法的优劣﹔ (4)用于制造产品的人工成本控制与管理﹐包括记件工资的标准﹔ (5)对客户的估价与报价﹔ (6)设备及工装的需求计划﹔ (7)革新与改善的成绩评价。 特别要强调的是标准时间不是一成不变的﹐随着作业方法及产品工艺的改进﹐标准 时间也是在不断更新与提高的。 3﹑标准时间的构成 大多数的标准时间是由“标准主体作业时间”和“标准准备时间”构成。此两项又分别由净作业时间和宽放时间构成。如下图(1) 标准主体作业时间与标准准备时间是完成工作所必须进行的作业包括有效的机械作业以及事前准备和中间准备所消耗的时间。两项净时间总和称为正常时间。宽放时间普遍以相对于正常时间的比率﹐即宽放率的形式表示﹐标准时间的表述公式如下﹕
标准工时定额制定流程及方法
1目的 确定公司产品生产的标准工时制定流程及方法,制订合理的标准工时定额,是安排生产计划和进行经济核算的基础,在现有设备及生产技术组织条件下,尽可能的精益生产,使大多数员工经过努力都可以达到,先进员工可以超过。制定和管理制造部生产管理指标,评价各部门的生产能力。 2适用范围 本规定适用于公司制造部对产品标准工时定额的制定、修改及管理的全过程。 3职责 3.1 计划管理部职责 3.1.1 计划管理部负责对制造部制定的标准工时定额表进行审核、发布。 3.1.2 计划管理部负责对各制造部制定、下发标准工时测定计划。 3.1.3 计划管理部负责对各制造部进行工时效率考核、UST奖金考核。 3.1.4 计划管理部负责更新并保存日常工时数据。 3.1.5 计划管理部对各部门工时负责人员的资格评定及评价。 3.2 各制造部职责 3.2.1 各制造部按照标准工时的计算方法制定所有产品的标准工时定额表,定期按计划或因需要对标准工时定额表进行修订。 3.2.2 各制造部门工时负责人员任职条件及工作内容 4程序要求 4.1标准工时定额表制定、发布流程
图1 4.1.1 各制造部工时测定员生产现场实地观摩测出各工序的实际作业时间值记入工序作业时间记录表并进行现场评价,将现场记录的手写版工序作业时间记录表交至计划管理部存档、备查。 4.1.2 各制造部由根据LS/WI014.034标准工时宽放率的制定及变更的管理规定确定各工序宽放率,并将宽放率填入宽放率评价表,交至计划管理部存档、备查。 4.1.3 各制造部工时测定员根据各工序的实际作业时间及宽放率计算出各工序的标准时间,编制标准工时定额表。产品的标准工时的计算方法参考下述(标准工时的计算方法)。 4.1.4 各制造部工时测定工程师对工时测定员测定的标准工时进行复核,确认后加入作业指导书中等待审批。 4.1.6 各型号产品的各工序标准工时定额表制定后,经生产技术科科长审批后,再由计划管理部进行审核,计划管理部汇总编制标准工时汇总表。 4.1.7 当对产品的标准工时产生异议时,由制造部工时管理员安排进行重新测定,修订后再次报送计划管理部进行审核。 4.1.8 对同一种产品的标准工时进行两次审核后若仍产生异议,标准工时按照计划管理部测算出的结果进行颁布实施。 4.1.9 各制造部在测定标准工时需通知计划管理部该型号、该工序的具体生产时间,以便掌握现场测定及复核时间,否则无法复核造成的WI批准延迟责任归该制造部。 4.2 标准工时的制定方法 4.2.1 标准工时:标准工时是在正常的作业条件下,以标准的作业方法和设备,在合理的劳动强度和正常的作业速度下完成达到规定的质量要求的单位作业量所需的作业时间。 4.2.2 标准工时申请条件:有受控工艺文件、工艺流程图支持且可增值的工序。 4.2.3 标准工时的基本构成:标准时间 = 正常作业时间×(1+宽放率) 4.2.4 宽放率的构成、定义、计算方法详见LS/GWI012.005标准工时宽放率的制定及变更 4.2.5 时间测定方法 4.2. 5.1 选定被测时间的作业工序,将每一单位作业分割成具体的作业要素、必要时再对作业要素分割成具体的动作要素。
生产工时及效率管理系统解决方案
生产工时及效率管理系统解决方案
摘要:随着人力成本的不断上升,制造业的成本压力越来越大,通过工时及效率管理系统,可实时掌握现场所有生产线人员或生产线的状态,根据需要灵活安排及调度生产线人员,提高生产效率。 当前制造业存在的主要问题 1)在计算生产成本时,工时费成本已经超过原料和设备折旧了,如何将真实的 生产工时统计出来?以此来降低工时损耗,提高员工生产效率上来。 2)每个月企业把工时工资发出去,但不知道具体有多少工时是花在了直接生产 上?在哪个订单上?在哪些产品上?到底浪费了多少工时?浪费在了哪里? 3)与标准工时比较,实际的制造工时成本是否超过标准? 4)每个工单的进度如何,能否按时完成计划? 5)目前车间是否存在异常的状况?如缺料,设备故障等。 6)生产人员工时或加班工时安排是否合理? 7)生产人员嫁动率是多少?间接工时与直接工时的比率是否合理? 这个时候你需要广州太友的工时及效率管理系统来帮你解决以上问题:工时及效率管理系统是太友科技智慧工厂解决方案的重要组成部分,通过该系统,生产管理人员可以利用Web浏览器方式从任意地点详细地、逐项活动地查看生产和即时劳动力数据,特别是活动级劳动力信息,辅助生产管理人员利用从车间获得的效率数据,实时监控生产流程,并在提高生产率,控制劳动力成本方面制订科学的企业决策。 通过工时及效率管理系统,生产管理人员在任何地点就可以实时清晰地了解到如下信息,真正帮你打造一个透明化的生产车间: ●每个工人目前正在执行哪个工单?哪个操作任务? ●加班工时对总工时的占比是多少?加班安排是否合理? ●各个工单(包含加工中心、操作任务)的生产进度如何?整个项目预计何时 完成? ●实际的制造工时成本是多少?与标准工时比较劳动力绩效如何?
标准工时制定规范
标准工时制定规范
目录 1 目的 (3)
2 范围 (3) 3 定义 (3) 4 角色与职责 (3) 5 规范要求 (3) 6 标准工时的计算和发布 (5) 7 相关文件 (5) 8 附件 (5) 1 目的 建立标准工时管控体系,规范标准工时的制定标准和优化制度,为核算生产效率、人机产能、计划排产及制造成本等提供数据支撑。 2 范围 此文件适用于公司内部所有正式生产的产品。 3 定义 3.1标准工时:所谓的标准时间,就是指在正常条件下,一位受过训练的熟练工作者, 以规定的作业方法和用具,完成一定的质和量的工作所需的时间。 3.2作业工时:一个经过足够训练的合格员工,在特定的工作环境中,以正常的速度完 成某项作业所需要的时间。作业工时是在现场实测工时的基础上经过速度评比计算 而得的; 3.3 宽放工时:不符合规则或不直接作用于作业,但又无法完全避免发生的延迟时间, 在一定基础上维持作业时间的所必须需要的时间。以相对于作业时间的比率来设 定,即宽放系数。 4 角色与职责
4.1 工程部: 4.1.1 负责标准工时的维护与管理; 4.1.2 负责对新产品标准工时进行验证。 4.2 生产部: 4.2.1 负责标准工时执行与问题反馈。 4.3 计划部: 4.3.1 负责根据产品标准工时排产。 5 规范要求 5.1 标准工时的制定: 5.1.1 新产品工时:工程部负责对新产品工时进行测试核算并发布归档。 5.1.2 老产品工时:工程部每三个月需要更新一次产品工时。 5.2 标准工时的制定方法: 标准工时我司采用秒表测时法,现场作业实测,再经速度评比与时间宽放后计算而得的。 标准时间= 观测时间×评价系数×(1+宽放率) = 实际时间×(1+宽放率) 5.3 标准工时的制定过程: 5.3.1 前期准备 (1)工具准备:秒表、记录板与工时记录表、铅笔; (2)资料准备:熟悉SOP作业流程以及作业工序; (3)掌握评比因素的有关知识,正确理解正常速度的概念。 速度评价法以100%作为正常速度的基准,如果评价系数为1.1(即110%),代表比正常速度快10%左右,如果评价系数为0.6(即60%),由代 表作业速度相当于正常速度的60%。
标准工时系统
标准工时系统——服装制造行业的“救星” 众所周知,中国是世界上的制造大国,全球随处可见“made in China”的字样印在各种各样的衣服或鞋帽上。这对我们来说是好事,我们制造的东西遍布世界,我们被更多国家所熟悉,然而也是一件坏事,我们凭借“人口红利”所获得的利润正在逐渐减少。何去何从,这是我们所面临的重要问题。 服装制造企业在这样的背景下首当其冲地面临这些威胁。一方面,原料成本的增加,布料、设计的成本这样的增长成为服装制造企业的不可控因素,不能转变;另一方面,“人口红利”逐渐减少带来的人员成本增长,使中国服装制造业的发展陷入瓶颈,很多企业纷纷破产,而外资又更愿意将工厂开设到劳动力成本更低的东南亚国家去。 这样的环境背景限制着中国服装制造行业的发展,还有在服装产业链上的服装贸易公司和品牌公司。 笔者在这篇文章中刨去服装贸易公司和品牌公司,想单独谈谈服装加工企业在当下的发展环境中,应当如何生存。 一、存在问题 原料和设计成本不能更改提高了服装生产的成本,要想降低成本,只能从提高生产力和生产效率方面来努力,而在服装加工的过程中,行业还存在很大问题。 1、传统服装加工成衣时间不标准,存在很多误差,人为的因素太明显。 一件衣服成衣时间需要很多动作,但是这些动作由不同人来做就存在很多人为的时间误差,传统的统计成衣时间是存在很多误差的。秒优标准工时系统,可以提供标准的动作,减少误差时间,提供标准成衣时间。这种系统可以说是精准地降低服装生产时间。 2、传统的车缝讲究手势,需要大量培训技术。 这就增加了成衣的难度,延长了时间。 3、生产质量不能保证,产品很多会面临返工。 由于传统的服装加工没有标准的技术规定,所以质量不能保证,加上技术的要求比较大,所以有的衣服会被返回。那么标准工时系统可以降低技能要求,保证产品质量。 4、生产线排布不合理,机器容易出故障。
标准工时与效率改善
标准工时与效率改善 开课信息: 课程编号:KC7357 开课日期(天数)上课地区费用 2014/9/20-21 广东-广州市3280 更多: 无 招生对象 --------------------------------- 工艺工程师,精益制造工程师,IE工程师,生产主管,生产经理,工程经理,人力资源管理人员等 【主办单位】中国电子标准协会培训中心w w w. W a y s. O r g. C n 【协办单位】深圳市威硕企业管理咨询有限公司 课程内容 --------------------------------- 课程背景 在中国,随着廉价的劳动力慢慢退出历史,如何降低成本、提高效率、以最低成本实现顾客价值最大化,是每个企业管理者必须关注的问题。随着企业精细化管理的到来,标准工时已被应用于企业的各个领域,他是企业实施TPM、精益生产、六西格玛等内部改善的基础,标准工时已被誉为企业数字化管理的基石! 如何制定标准工时? 如何测定标准工时? 如何根据标准工时改善公司的产能及交期? 如何利用标准工时实施绩效管理与改善?
如何依据标准工时,开展效率改善? 如何利用标准工时,推动企业的整体改善? 以上问题及困惑将由冠卓IE改善高级讲师带领您共同探讨。冠卓基于多年的企业改善咨询辅导经验,特别推出此全新课程。课程搜集了大量企业真实改善案例及企业在运用标准工时过程中可能出现的问题及误区,实用性高、专业性强。课程不仅能够带给学员专业实用的工具及知识,更将指导学员如何有效在企业中进行实施和应用。 课程目标 了解标准工时的构成、测量方法、影响因素、制定步骤,宽放率及标准工时的改善; 了解劳动定额的制定,生产绩效的影响因素及改善,从而提高生产效率; 提供标准工时、劳动定额的制定,绩效与生产效率的基本知识,训练技术与管理人员怎么将这些知识应用到本企业中(最好能事先由企业提供部分案例) 课程内容 第一单元:标准工时的定义与作用 时间研究的定义 游戏一:扑克牌游戏 标准工时的定义及分类 标准工时制定的基本条件 合格工人 作业标准 正常的环境和条件 普通熟练程度和正常速度
服装标准工时之秒表时间运用
服装标准工时之秒表时间运用 在服装标准工时的制定和运用中,基于标准工时之标准的绝对性和相对想,秒表测时是必不可少的辅助工具,唯有做好秒表测时,方能精准把脉 GSD标准工时的准确性、一致性和公平性。 1、秒表时间作业评定的培训 为保证作业评定正确,时间研究人员必须经过培训取得相当的评定经验。最广泛使用的培训方法,是让时间研究人员观看含有大量反映各种不同作业速度的操作及相应评分的录像和影片。对作业评定人员的培训还包括熟悉操作者采用的操作方法和工具。作业评定训练时,可用评定测验图来考核,如图所示。
横坐标为正确的评定数据,纵坐标为观测人员的评定数据。 培训的结果记录在测验图上,作为改进的依据。 要求时间研究人员的误差在±5%以内。如果在
培训中达到了这个误差范围,即可开展评定工作,否则,不是偏激就是保守,应继续培训直到合格 2、秒表测时法应用案例 案例:用秒表时间研究法制定标准时间 1)收集资料; 2)划分操作单元; 3)测时; 4)加入评比; 5)加入宽放时间; 6)计算标准时间; 服装标准工时之宽放参考 要从GSD标准工时分析中整理出一套标准时间,必须在基础分钟数值内加入一些优惠,也就是我们常说的宽放,依照政策指示结予休息(包括松懈和疲劳)和事故的优惠是公司的责任。 一、GSD服装标准工时的人手宽放参考 1、人手宽放包括以下几个内容: 生理宽放:上厕所、喝茶、擦汗……私事宽放 疲劳宽放:精神疲劳、体力疲劳 管理宽放:现场行政管理需求 特殊宽放:小批量宽放、平衡宽放 2、ILO世界性的人手宽放标准为: A、额外精力付出宽放 B、额外姿态宽放 C、额外动作宽放 D、额外视觉疲劳宽放
GSD标准工时软件
GSD标准工时系统 GSD即General Sewing Data的缩写;中文翻译为:一般车缝数据,是专门为缝制品工业所设计的一套预定动作时间系统,是一个标准动作和标准时间的科学分析方法。 GSD适用于制定裁剪、车缝、熨烫、检验以及包装等相关操作的标准动作和标准时间,工厂依此决定订单报价、针车配备、工人的劳动报酬,还可以用作排期排产、生产排位。 2、GSD分析方法的主要优点 1) 方法合理:通过对动作的细化分析,来减少浮余动作,改善方法和动作,降低成本, 提高效率,并建立标准的工序生产流程。 2) 时间标准:以正常的速度及正确的方法为基础,考虑各种相关因素,制定出标准时间。 3) 易沟通和易理解:标准的动作代码库,适合所有缝制品工业。 4) 通用性强:以时间为基础,不同地区可以传递。 5) 预测性强:无需要现场数据即可为业务接单、生产计划、生产线平衡等提供有效预测 数据。
6) 车缝训练:车缝方面的专业化,适合于企业车缝标准做工的培训,帮助员工提高技术 水平。 精益生产辅导 精益生产(Lean Production简称LP) 精--即少而精,不投入多余的生产要素,在适当的时间生产必要数量的产品(或下道工序急需的产品) 益--即所有经营活动都要有益有效,具有经济性。 八大浪费 多余动作不适当的加工和过于精细的加工 等待生产计划不当、生产线不平衡、产品切换、缺料、机器故障 搬运生产线的安排或物流的安排等 修正技术、信息、标准、沟通等问题引起返工 冗杂处理没有秩序或没组织好的处理 过量生产生产超过必要的数量 库存原材料、零部件、半成品、成品的库存是不会产生任何附加值的,只能增加营运成本认识断层标准不统一、信息传递、沟通问题
GT 标准工时之服装工序分科培训教材
GT108标准工时 之 服装工序分科 二00七年四月
一、裁床票号表的制作 1、<裁床票号表>简介 2、裁片的名称 3、工序票号 (附各论件部门工序票号表) 4、车间工序编号及裁片捆扎 5、裁片捆扎原理 6、不同部件的书写顺序 7、裁片打编号 8、裁片检查 9、黏朴工序 10、裁床划片 二、车间工序分科表 1、详细了解制单内容 2、了解办衣 3、工序分科表的语言表达方式 4、分科术语 5、组件及装嵌工序划分标准 6、划分工序的依据 7、工序分科表运作流程 8、工序分科表的更改 三、尾部工序分科表 (钮门部、烫部、包装部) 四、工序数据库 a、建立工序数据库的目的 b、数据库内容 c、数据库的建立方式 d、资料的运用
总论 工序分科表(分科表),是运用文字对整件服装制作流程中各项工作的一种细致描述,也即是实际生产的制作标准。表中的每道工序,都是由几个或一系列的制作单位(操作动作)的组合。在企业化流水生产方式中,工序分科表已是实际生产必不可少的工具。 工序分科表(分科表)的主要作用 1) 确定标准做法 2) 确定标准时间 3) 界定工序流程 4) 实际工作分配 5) 生产流程编排 6) 生产成本预算 服装制作方法有较多的可变性,如同一部位的制作可有几种不同的方法或运用不同的机械及辅件;同一制作方法又可有不同的工序组合;相同的方法及组合也可有不同的操作顺序变化;另因布料特性的不同,乃至一些人为的操作习惯以及客户的不同要求等,任何一项因素的变易,都会导致工序内容及时间的变化。工厂内因由多人从事于工序分析,随时都易出现一些制作方法或语言表达上的不统一,因此确立工序分析、工序流程、语言表达等各项标准尤为重要。在近几年不断的变革中,工序分析已不再局限于车间生产,其范围已包括从裁床到包装的所有生产部门。本书将逐项详细讲解各工序分科表的制作方法,既可作为一本工序分析的培训资料,也是工序分析的制作标准。本书尚需作不断的修改及完善,欢迎广大同事提出批评及改进意见。
OA系统工时管理解决方案:统计规范、数据统一
OA系统工时管理解决方案:统计规范、数据统一 随着各行各业不断向着精细化发展,“朝九晚五”的考勤打卡和固定的薪水发放机制可能并不适用于所有公司。 现在很多企业,开始完善工时管理,通过设定指标来评判员工单位时间的生产力,希望以此提高员工积极性和实现人力资源成本最大化。 但是手工管理方式下,员工工时效率缺乏有效监管: 1.生产线数据分散,统计不准确; 2.员工工作时间核算与监管困难; 3.数据统计效率低,优化成本高。 因此,很多企业需要一个管理平台,将工作时间、人员成本数据化,提高管理精细化程度。
(工时管理功能架构) 泛微在各行各业有着丰富的服务经验,实现了将移动办公、工时管理、考勤排班等功能聚合在一个平台上,进行智能审核、核算。 OA工时管理应用亮点 一、工时填报快捷,数据统一 现在,员工可以通过OA系统定时上报工时、注明工作内容,为了防止遗忘OA还可以智能提醒。
(OA系统录入工时数据) 适用于多种场景 1、对于合伙人制的事务所: 合伙人需要对工时安排了如指掌,来确保团队的经费使用、调用的其他团队的工时统计准确,确保工作量、未来收益分配合理。 因此,OA系统实现合伙人工时报表化呈现,便于查询和财务计算费用。 (合伙人分配工时) 2、对于在生产一线的企业: 生产制造行业,计件工作工时统计主要靠人工估算,计件工作量、效率难以监管。 现在,通过移动端应用搭建工时基础信息模块,实现了工时快速填报。 根据线下动作编号二维码、工单编号二维码,实现动作名称与生产日期、产品编号、批次、工作定额的自动生成功能。 通过扫描二维码,员工不需要每个信息都单独录入,只需扫一扫即可完成相关基础信息生成,填写产生的工时与工作量即可。
标准工时制定
1. 标准工时制定 2. 生产流程制定 3. 生产绩效评核及追踪 4. 规划生产线,制作生产线配置图 5. 教导领班、作业员以能确实执行组装或测试动作 6. 制作MPI(作业指导书) 7. 制作人力需求表、工具表、辅料表等,以供工具室、物管备料及厂部领用之依据 8. 依据需求向ME提出要求与构想,要求设计治、夹具,并跟催治、夹具上线 9. 依据工程变更命令(ECO)发出MN,通知并指导生产线采取应有之行动以符合工程变更要求 10. 发出MN以通知相关单位对某些特殊要求之遵循或对不正确动作之修改 11. 对生产现场之工具、仪器、设备及人员之动作进行检查,遇有不符合规定之处,马上提出,要求改正 12. 规划并提供生产线应有之生产设备,并改善之
13. 随时掌握生产设备之状况,并要求FE /FM /PE尽一切可能维持生产设备于堪用状况 14. 进行方法改善,降低工时使生产更顺利 15. 推动成本降低行动(COST DOWN) 16. 仲裁生产与品管间之争执 17. 工厂布置设计与执行 18. 生产线与品管人员训练 19. 负责提供申请进口批文所需之数据 20. 参与协力厂商之评鉴工作 21. 主导样品机,提供作业 22. 协助寻找第二货源 23. 担任业务与工厂间之沟通桥梁 24. 主导厂内未来生产技术之走向 25. 消耗性材料需求用量之估算及消耗性材料厂商之评鉴 26. 不良材料报告书之会签及决策 27. 对于向外承包之工程进行成本估算,对于外包工程进行报价审核
28. 参与制定BOM架构并跟催BOM之建立 29. BOM核对及提出对BOM之修改且跟催R&D RELEASE ECR 30. 成本估算 31. 新产品导入之主导,各单位之协调、联系及排程之跟催 32. 主导旧产品结束生产之动作 33. 协助物管、采购跟催材料 34. 主导量产前试产行动 35. 召开试产会议及检讨会议 36. 跟催α、B或C TEST所发生之问题反应与解决 37. 担任OEM产品之PROJECT LEADER,掌握通盘事项并主导整个项目之进行 38. 控制主机板的版本、采购量及下单时间 39. 主导工程变更要求之签核与执行 40. 协助安规及EMI证书之申请 41. 在量产前对于前置期较长之零件跟催采购申请单 42. 协助新产品之技术转移事宜 财务部工作职掌表
工时系统分析
工时系统分析 对象: 1、项目 项目是工时系统的基础,必须有项目才能进行工时记录、分析、跟踪; 一个项目可以包含多个产品,每种产品可以有多个数量; 整个工时系统以项目为主要的对象,通过记录项目在各个部件、工序中花费的工时来统计项目的工时成本,进度跟踪。 项目关联订单信息,但工时系统不记录订单的内容,仅记录订单号以供管理人员参考。 2、产品 产品是为了标识每个项目需要加工的产品是什么,数量多少,同时方便使用部件或工序的定义信息。 指定了产品相当于定义好了部件及其加工工序。 3、部件 部件是指每个产品所包含的部件信息,一个产品可以包含许多部件,可以把它们分配给不同的人员去加工或完成。 4、工序 产品或部件可能在加工过程中还会分解为不同的工序,这是工时记录的最小信息,一个工序可以由多人同时加工,也可以一人加工多个工序,取决于企业对工序的定义是比较大的,还是精细的定义。 每个项目、每个产品、每个部件、每个工序均会定义一个唯一的工序卡,用工序号标识,此工序号在系统中是唯一的,就算是相同的产品、相同的部件、相同的工序,如果项目不同,其工序标识号也不同。 5、人员 人员是指企业的产品加工人员,他们各有自己的岗位和技能,在工序中可以指定要求的加工技能,对人员也可以定义其具有的技能,这样系统能检查工作分配时,相关的加工人员是否具有足够的加工能力。 每位加工人员有唯一的员工号,它将唯一标识此员工,在工时系统中,记录员工信息时,依据此员工号进行识别。 6、用户 指系统的操作人员,通过为每个班组或车间的管理人员,他们有各自的帐号进入系统,并根据工作性质赋予不同的操作权限,以保证系统信息的完整和完全。
标准工时定额的制定
标准时间的设定 标准时间的设定 一、标准工时概要 1、什么是标准工时(Standard Time) 标准工时是在正常的操作条件下,以标准的作业方法及合理的劳动强度和速度完成符合质量要求的工作所需的作业时间。 它具有以下五项主要因素: (1) 正常的操作条件:工具条件及环境条件都符合作业内容要求并且不易 引起疲劳,如女子搬运重量不超过 4.5公斤。 (2) 熟练程度:大多数中等偏上水平作业者的熟练度,作业员要了解流程, 懂得机器和工具的操作与使用。 (3) 作业方法:作业标准规定的方法。 (4) 劳动强度与速度:适合大多数普通作业者的强度与速度。 (5) 质量标准:以产品的质量标准为准,基本原则是操作者通过自检及互检完成。 由上述的定义可知标准时间是衡量一切工作的标准,它具有相当高的客观性与公平性。IE的全部方法与手段都是为了保证所制定的标准时间公平合理,因为它是衡量效率的基准 ,同时也是进行科学的效率管理的基础,并最终被应用到销售、设计、采购、成本管理等相关领域。 2、标准时间的意义与用途 制定合理的标准时间是科学管理的最基本工作,也是最重要的工作。无标准时间就无管理的第一步。通过标准时间的应用使参与工作的全部人都可以客观准确地计划、实施并评价工作结果。标准时间的应用非常广泛,是制造业必不可少的作业管理基准。标准时间的应用 具体有以下几个方面: (1) 制定生产计划; (2) 人工工时计划及人员计划; (3) 评价:不同作业者的工作表现,不同的供货商的效率成本,不同的作业方法的 优劣; (4) 用于制造产品的人工成本控制与管理,包括记件工资的标准; (5) 对客户的估价与报价; (6) 设备及工装的需求计划; (7) 革新与改善的成绩评价。 特别要强调的是标准时间不是一成不变的,随着作业方法及产品工艺的改进,标准
企业员工工时效率管制系统设计.doc
企业员工工时效率管理系统设计1 摘要 人机资源是企业里重要的有形资产,是一个企业生存和发展的重要基础,对其管理的好坏直接影响着企业的竞争力的优劣。近年来,随着物价的上涨和“民工荒”的出现,迫使企业不得不转变发展策略,由原来的资源粗犷型向集约型过度,使企业不得不面对一个现实的问题,如何利用现有的人机资源为企业源源不断地创造价值。人机效率管理则是设计一个能够满足和适应企业发展需求的资源管理信息系统,对企业的人机资源进行日常的管理,提升人机利用效率,从而提升企业的竞争力。本论文首先设计了一套有效的人机效率管理的关键指标,并据此关键指标开发了一套基于WEB的人机效率管理信息系统,并对基于企业生产环节的内部控制理论进行了初步的研究。 首先,论文阐述了选题的背景、来源、目的和意义,接着分析了国内外企业内部控制理论和管理信息系统的研究现状及未来的发展趋势,以及探讨了目前国内、国外人机效率管理的现状及将来的发展趋势;再次,并结合企业现实状况设计和开发了一套人机效率管理方法,并结合现代管理系统理论,进行系统分析和系统设计,同时建立了人机效率管理的系统模型;最后,论文结合实际分析了 C 公司人机效率管理的现状,充分采用了上述人机效率管理的方法,并对其进行了需求分析,并在此基础上对系统进行了总体设计、功能模块设计、详细设计和后。 在介绍Flash存储器基本操作特点的基础上, 详细讨论一种基于计算机、单片机和Flash存储器的Flash文件管理系统, 包括
系统构成、系统功能的实现等。该系统特点为: 将删除文件操作分为逻辑删除和物理删除, 采用块编号为文件分配存储空间, 并能正确存储和读取文件的每个字节。目前, 该系统已成功应用于电脑袜机控制器中, 调试运行正常, 达到了设计目的。关存储空间在电脑袜机控制系统的研制与开发过程中, 为提高袜机工作效率, 将其控制系统分为3个部分:数据采集部分, 选针器控制部分和电磁阀控制部分。数据采集部分用于实时监控袜机各部分的工作状态, 并为后两部分提供控制时序。而选针器控制部分和电磁阀控制部分则需要根据控制时序从存储器中读取控制数据, 进行相应的运算后将控制信息传达至执行机构。 台数据库设计,最终开发完成并上线使用。通过本套方法和系统的推广实施,成功地提高了企业的市场竞争力,同时为企业资源的取得、分配和使用提供了科学的数据支持。 关键词:人机管理,效率分析,单片机,系统管理III Abstract The resources of manpower and machines are important tangible assets inenter prises ,are important foundation of survival and development of enterprises .How to manage the manpower and the machines has a direct influence to competitive apacity of enterprises .Recently ,with the price increases and the labor shortages,enterprises areenforced to transform development m ode fro m a r eso u rce-con sumin g e nterp ris e to aresource-saving enterprise ,which making enterprises have to face a practice questions,that is,how to utilize existing manpower and machines to
服装标准工时系统原理(汇编)
服装标准工时 1、服装标准工时运用 随着国内服装生产成本逐年上升、大量服装生产订单向东南亚转移,导致国内服装生产企业利润空间进一步压缩,大量企业经营状况处于亏损边缘。在这种情况下,越来越多的企业开始尝试诸如单件流、JIT等生产模式的改变,并取得了某些程度的进步。当然也有很多企业失败了,甚至导致企业大量人员的流失。 其实这里面有一个基本的逻辑:不管什么生产模式要想取得成功,其根源都在于整体管理水平的提高。如果违背了这个逻辑,单纯依靠生产模式的转变是不可能取得实质的进步的。所以,从粗放型向精细化管理转变就是一条必然的道路了。标准工时就是这样一个工具:把服装生产过程精细化到每个动作的研究!通过预定义动作分析,来确定每个工序的时间,从而为企业确立了客观的度量标准。 1.1服装标准工时(GST) 标准工时(Garment Standard Time)是一套分析制衣行业工作方法并确定标准时间的系统。标准工时基于动作分析的原理,将服装加工过程中的所有动作细分归纳为100多个基本动作。然后将这些基本动作进行动素分析从而得到这些基本动作的时间,也就是每个基本动作都具有了一个标准时间,从而形成了基本动作数据库(每个基本动作在数据库里面都对应一个动作代码)。 图1-1标准工时计算原理图 标准工时系统就是利用这些基本动作数据库来计算每个工序需要的时间的。即每个工序需要由多少个有效动作来完成,则把这些有效动作的标准时间进行合计,就得
到了一个工序的标准时间。所以标准工时的测定是不受被测员工动作快慢影响的,只跟这个工序需要多少有效的动作有关系(因为每个动作的时间是系统数据库里面测定好了的)。图1-1所示为一款衣服的标准工时计算原理图。 1.2服装标准工时在企业中的运用 1.2.1 标准工时在成本核算方面的运用 通过对成衣标准工时分析,并结合学习曲线,就可以计算出一款衣服的批量加工成本。成本费用公式如下,其中C表示总加工成本,p表示单位时间的成本费用,t表示成衣的标准时间,α表示学习系数,x表示服装的件数。 C=p?∑t?800α?x?α 1.2.2 标准工时在工艺方面的运用。 标准化是提高效率和质量,降低服装成本的有效办法。秒优标准工时系统通过建立部件库来支持服装部件标准化、工序标准化。随着部件库和工序库的完善,可以极大提高服装工艺分析的速度。下图为某款衬衣的工艺单: 1.2.3 标准工时在动作改善方面的运用 标准工时描述了完成一个工序所必须的动作(并根据这些动作给予了相应的时间),所以这个时间通常可以衡量某个工人是否有浪费,从而可以改善动作、提高效率。由于标准工时系统采用了统一的标准术语和分析方法来描述每个工序的内容,所以可以通过大数据分析,来发现该工序是否有更优秀的加工方法。
何红炉:服装GSD标准工时知识普及(20160131)
何红炉:服装GSD标准工时知识普及 2016年1月31日 一、服装行业现状 服装行业的现状,可一言概之:压力山大!在成本不断攀升的大环境下,如果企业的效率低下,其盈利能力无疑将面临着空前的压力。制衣企业要面临生存、发展的现实,就必须想办法降低成本,而降低成本的的其中一个重要方法就是:通过统一做工方式和方法,帮助员工改善动作、减少浮余(去掉不必要的动作)以提高工作效率、降低生产成本,提升工厂的竞争力。 随着IE管理方式的不断推广,目前已有很多的制衣企业开始采用秒表时间,也就是由IE人员利用秒表测时间的方式,由工艺分析人员根据以前测试得到的数据订出单价,由工艺分析人员去车间核实时间是不是准确,再根据实际情况进行调整。这种方式受测试人员和被测试时的具体情况影响较大、误差也大(十名IE同时测试同一作业人员可能会有十个不同的结果,同一IE人员测试同一工序的十个人员,也可能得出不同的结果),更重要的事,IE测时的数据难以固化,经验难以统一。 因此,已经有越来越多的服装企业开始采用更先进、更准确的GSD标准工时。当然,我们不能否认的是,大部分的制衣企业目前还停留在直接给工序人为估算单价的层次,根本不可能提供公平、合理的单价,也没有科学合理的衡量各生产单位成绩的基准,从而不能保障公司和员工的利益。推行GSD标准工时管理体系已经是势在必行。
二、什么是GSD标准工时 GSD,是Garment Sewing Data的缩写,“服装缝制数据”,俗称“标准工时”,是针对缝制行业方法分析及标准工时而设立的专业技术,旨在提供一种一致的、准确的和容易明白、容易沟通的方法分析和确定时间标准的技巧,用于评估缝制工艺的各个工序,包括裁剪、车缝、整烫、检验及包装等。 GSD这门方法技术,于1978年在英国首次面世,约于1999年引入中国,在溢达纺织、联亚集团等大型外资企业开始运用,时至今日,约有数百家中国服装企业已导入了标准工时管理体系。 GSD针对缝制工艺的各个动作顺序,将动作分解为基本动素,为每个动素设定对应的动作代码,而每个动作代码都有对应的时间值(TMU),将该工艺的所有基本动素的时间值相加即得到此工艺的标准工时。GSD重在研究动作的合理性,而不只是动作的快慢! 比如:“模板运袋盖(圆角/25CM)*2”就可分解成附后的13个动作,这13个动作就是我们常说的SOP(Standard Operation Procedure,标准操作程序),也就是说,在我们公司,模板运袋盖这道工序就这个标准做工方法!