迷你塑料泡沫沙发的DIY制作教程

迷你塑料泡沫沙发的DIY制作教程
时间:2010-6-5 11:29:11 中国废旧物资网免费注册赢积分
分享到:| 更多
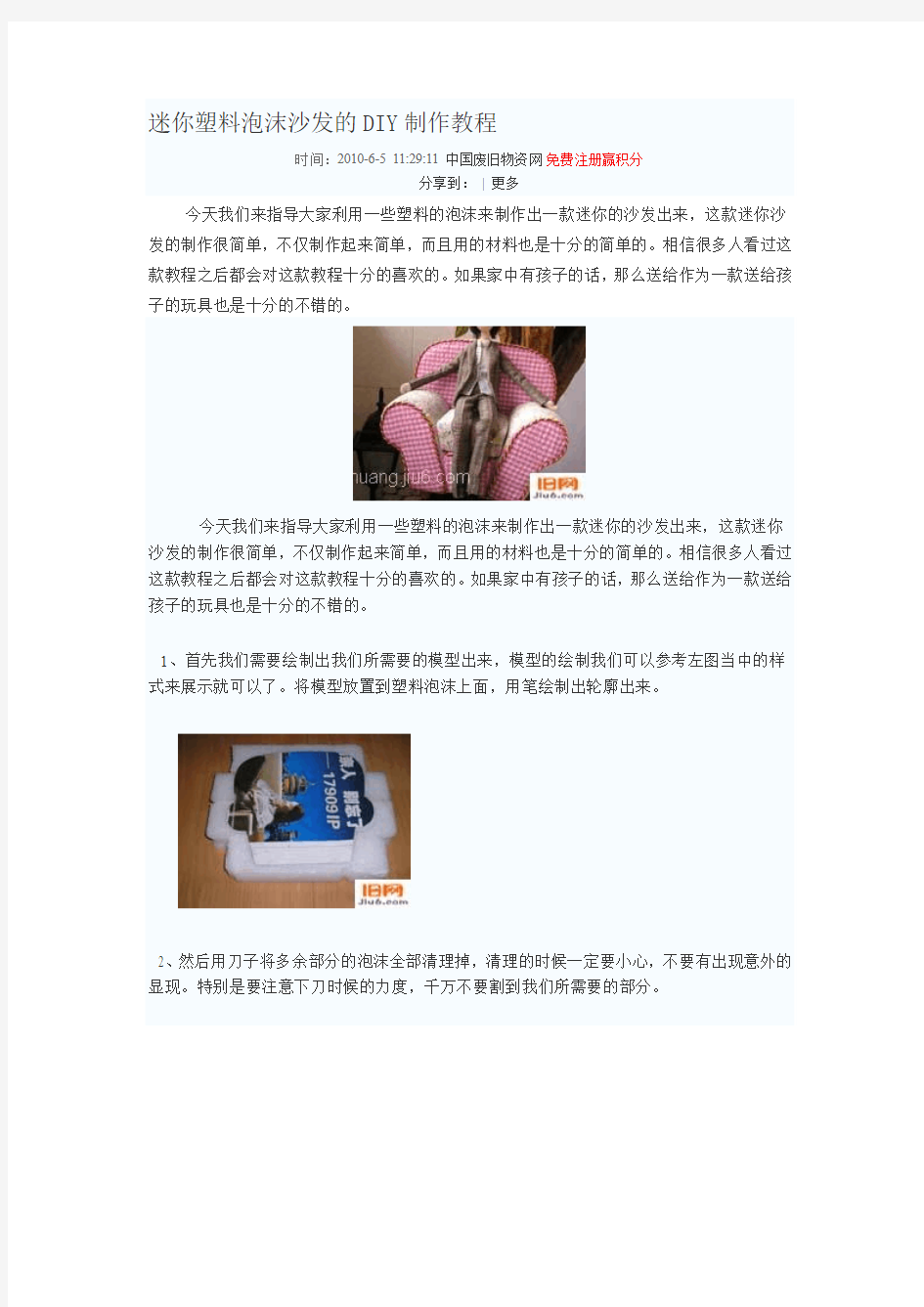
今天我们来指导大家利用一些塑料的泡沫来制作出一款迷你的沙发出来,这款迷你沙发的制作很简单,不仅制作起来简单,而且用的材料也是十分的简单的。相信很多人看过这款教程之后都会对这款教程十分的喜欢的。如果家中有孩子的话,那么送给作为一款送给孩子的玩具也是十分的不错的。
今天我们来指导大家利用一些塑料的泡沫来制作出一款迷你的沙发出来,这款迷你沙发的制作很简单,不仅制作起来简单,而且用的材料也是十分的简单的。相信很多人看过这款教程之后都会对这款教程十分的喜欢的。如果家中有孩子的话,那么送给作为一款送给孩子的玩具也是十分的不错的。
1、首先我们需要绘制出我们所需要的模型出来,模型的绘制我们可以参考左图当中的样式来展示就可以了。将模型放置到塑料泡沫上面,用笔绘制出轮廓出来。
2、然后用刀子将多余部分的泡沫全部清理掉,清理的时候一定要小心,不要有出现意外的显现。特别是要注意下刀时候的力度,千万不要割到我们所需要的部分。
3、再取出一块泡沫出来,在泡沫上面绘制出左图当中的样式,然后用刀子将其裁剪出来就可以了。这个是沙发的左右扶手。
4、将沙发的两个扶手与刚开始我们裁剪出来的沙发后面那块整体取出来,然后用大头针固定到一块就可以了,接下来我们还需要用一些额外的泡沫来制作沙发的中间位置。
5、接下来我们要用布料将泡沫给包裹起来,包裹的时候很简单,我们只需要用一些布料按照布料的轮廓来包裹就可以了。包裹的时候一定要注意,为了美观起见我们缝制的时候不要有太多的线头。
6、接下来我们按照同样的办法将沙发中间的泡沫给包裹起来就可以了。最好是用比较鲜艳的布料就可以了。
7、最后我们只需要将各个模板给放置到一块就可以了。这样一款精致的迷你塑料沙发就DIY完成了。
常用家具家电尺寸
常用家具家电尺寸,于一些常用的东东~!名称长(mm) 宽(mm) 高(mm) 三人沙发 1800 980 850 双人沙发 1500 850 810 单人沙发 850 850 810 电视柜 1500 600 500 茶几 1200 750 500 方茶几 500 500 550 电脑桌 1000 600 780 电脑椅 510 510 500 书柜 900 350 1800 双人床 2000 1500 610 单人床 1980 990 610 床头柜 500 400 460 衣柜 900 600 1800 鞋柜 500 350 900 餐桌 1350 750 740 餐椅 540 512 950 小贴士:家电的基本尺寸 名称宽(mm) 高(mm) 深(mm) 电视 29寸 751 582 500 34寸 850 600 670
背投 975 1219 571 空调窗式 690 432 510 1.5p挂式 780 285 186 2p柜机 500 1700 270 冰箱 600 1630 680 洗衣机 600 958 595 吸油烟机 745 450 410 吸尘器 278 468 230 冰柜 504 876 573 微波炉 550 440 315 榨汁机 325 185 405 烤面包机 390 190 150 DVD 430 55 310 洗碗机 495 540 440 消毒柜 600 400 325 2440*1220 榉木红樱桃黑胡桃红胡桃影木柚木 水曲柳橡木紫檀木红檀木桦木 花岗石与大理石的区别 花岗石属岩浆岩,主要是由石英、长石、辉石、角闪石
沙发结构-工艺及流程
沙发结构-工艺及流程 按照沙发造型,目前沙发主要分为古典和现代两大类型。古典造型沙发一般都采用一些的传统造型元素,运用传统的工艺结构,所以结构比较复杂。这类沙发外露部分常用雕刻、镶嵌、描绘、涂饰等工艺进行装饰处理,其生产工艺路线长,技术要求高。现代造型沙发的生产工艺比较简单,广泛应用现代新型工艺材料,其生产工艺路线短,便于规模化生产。 沙发主要由框架、填充料、面料三大部分构成。(1)框架组成了沙发主体结构和基本造型。框架材料主要是木材、钢材、人造板,中密度纤维板等,目前以中密度纤维板为主。框架主要要满足造型要求和强度要求。(2)填充料对沙发的舒适度起着决定性作用。传统的填充料是棕丝、弹簧,现在常用的是各种功能的发泡塑料、海绵、合成材料等。填充料应有良好的弹性、抗疲劳、长寿命。沙发不同部位的填充料承重、舒适度要求不同。填充料的性能、价格差别极大。(3)面料的质地、色泽决定着沙发的品位,目前面料品种真是琳琅满目,随着科学技术进步,面料品种还会越来越丰富。 传统沙发一般结构(自下而上):框架——木条——弹簧——底层纱布——棕垫——海绵——内袋——外.套。 现代沙发一般结构(自下而上):框架——松紧带——底层纱布——海绵——内袋——外套。可见,现代沙发的生产的工艺比传统沙发省略了费时费工的固定弹簧、铺棕垫工序。 沙发生产的工艺流程 沙发生产的特点是所用的材料种类多、材质差异大,制作框架用木材、钢材、人造板、油漆、装饰件等;填充用海绵、发泡塑料、松紧带、无纺布、弹簧、棕垫等;制作外套用布、真皮、复合材料等。加工工艺跨度大,从木工作业、漆工作业、缝纫工作业至发扪工作业。根据专业分工、提高工作效率的原则,将沙发加工分为5工段:框架工段,主要制作沙发框架;外饰工段,主要制作沙发暴露在外的构件;内衬工段,配制各类海绵内芯;外套工段,裁剪缝制外套;总装(扪皮)工段,将各前各工段的半成品,配上辅料,装配成完整的沙发产品。 不同的沙发生产厂其工艺流程也有所不同,小企业工序分工线条较粗,大中型企业的工序分工较细致,专业化的分工有利于提高工效和保证产品质量的稳定。 生产工序的简介 配料工序 沙发框架用材大部分是板材,用开料锯锯截直线型的板材,小型企业则用圆锯锯截,带锯锯切曲线型板材。沙发框架用材可采用中密度纤维板,因中密度纤维板具有幅面大,出材率高的优点,对曲线型部件尤其显著。目前各种配合中纤板的紧固件、连接件的性能都很好。市场上还有不少甲醛封闭、甲醛捕捉的化工产品在中纤板框架表面喷涂,可以摆脱甲醛的困扰。对于实木出面的框架、扶手、装饰件,这些零部件表面质量要求高,工艺复杂,有些还需实木弯曲、有些需要特殊工艺处理,这类部件基本上与实木家具的加工相一致,就不再讨论了。 清晰正确的配料单、排料图,曲线型部件的模板,是合理用料、提高工效的主要措施。
沙发生产制作过程和生产流程
沙发生产制作过程和生产流程(图片介绍) 一、沙发框架制作、打底 ▼沙发框架制作。采用木材和复合板(三合板),目前沙发框架基本都采用复合板,复合板的好处容易加工、成本低廉、不易生虫不易腐蚀、强度高等特点经。木材一般需干燥处理过。 ▼材料规格,一般主结构公分厚,主结构部份采整块实木制作,经双面抛光,根据沙发档次需要平面可采用公分三合板或复合纸。 ▼应细节注意。 ▼注意接口缝合精确,切勿马虎。 ▼沙发背架打上橡筋带!因为背架的承受力道不像坐架那么大,故使用橡筋带即可。也有人用所谓的黑皮带,是利用废弃轮胎制成的。 ▼沙发座架打底,采用S弹簧加上小拉簧。也有人将橡筋带或黑皮带用在坐架上,这样承受力比较差。在过去的老式沙发都不是这种,这是最新的 二、裁剪 ▼你看到的沙发,每一个面都是一块板,谓之皮板,将皮板放置于牛皮上绘制,注意避开不合格皮。稍后开始剪皮。也可用刀片划,当然如果是布的就可以用电剪刀了,一次可以裁剪多层。 ▼剪皮,技术成份低,剪习惯、剪的漂亮就可以了,但这种方式只能适合小规模生产需要。 ▼剪好皮之后,把沙发坐垫、扶手、靠背、分类打包,以便于下一个"缝纫″能顺利的高效率的生产。 ▼缝纫,平车,将剪裁好的皮,一块一块接合,缝纫这道工序是非常重要的,关系到一套沙发的外观工艺品质,这机器看起来很吓人的,像日本的重机,特雷通嘉善厂全是这个品牌的,看看它的身躯,而且价格不菲 ▼压明线,利用单针车进行压线,依沙发设计而定,属装饰的一种,可以利用线条强调出沙发的型样,明线要求自由扒开、宽窄均匀、无丛线接线、线迹顺直为好。如需要接线可以从接线处把线头拉到反面打结。切勿丛线。 ▼压线。利用双针车压线。可以说是装饰线,也是因为平车相接后,皮面摊开正面时,平车相接处会叠两层皮,利用双针车将相叠处缝牢,不仅相接处不易断开,套装在沙发骨架上也会比较平整。当然这双针的工细不细、牢不牢固,其实也很有大的学问就是了! ▼这一台德国PFAFF高头的双针车,看样子年龄比我们小不了哪里。呵呵 三、沙发脚坐上色 ▼染色,于喷色前先进行染色,因为木头也有毛细孔,染色先让颜色吃进木头,到时候喷起来更漂亮。 ▼进行喷色,要喷的好看,喷的"细工",也是有技巧的喔!老一辈的都说,喷色看手势跟喷的时候的喷法,就知道了呢! (一种难以用言语形容的,凭着感觉) 四、泡绵黏合 ▼沙发架身泡绵黏合,看似简单,但贴的准跟不准,对于最后皮套钉装后的成品漂不漂亮大有关系! ▼坐垫泡绵黏合成型。结构是泡绵+乳胶+泡绵,这些材料一般的质量一般,一般不直接接触人体,磨损较小,起到支撑填充的
沙发生产的完整工艺流程
沙发生产的完整工艺流程 沙发生产的特点是所用的材料种类多、材质差异大,制作框架用木材、钢材、人造板、油漆、装饰件等;填充用海绵、发泡塑料、松紧带、无纺布、弹簧、棕垫等;制作外套用布、真皮、复合材料等。加工工艺跨度大,从木工作业、漆工作业、缝纫工作业至发扪工作业。根据专业分工、提高工作效率的原则,将沙发加工分为5工段:框架工段,主要制作沙发框架;外饰工段,主要制作沙发暴露在外的构件;内衬工段,配制各类海绵内芯;外套工段,裁剪缝制外套;总装(扪皮)工段,将各前各工段的半成品,配上辅料,装配成完整的沙发产品。 不同的沙发生产厂其工艺流程也有所不同,小企业工序分工线条较粗,大中型企业的工序分工较细致,专业化的分工有利于提高工效和保证产品质量的稳定。 图1:沙发工艺流程图 (1)配料工序
沙发框架用材大部分是板材,用开料锯锯截直线型的板材,小型企业则用圆锯锯截,带锯锯切曲线型板材。沙发框架用材可采用中密度纤维板,因中密度纤维板具有幅面大,出材率高的优点,对曲线型部件尤其显著。目前各种配合中纤板的紧固件、连接件的性能都很好。对于实木出面的框架、扶手、装饰件,这些零部件表面质量要求高,工艺复杂,有些还需实木弯曲、有些需要特殊工艺处理,这类部件基本上与实木家具的加工相一致,就不再讨论了。 清晰正确的配料单、排料图,曲线型部件的模板,是合理用料、提高工效的主要措施。 2组装框架 将配制好的板材、弯曲件、方材组合成框,并且封上底板。制成的沙发框架要注意其质量,对批量生产的框架尺寸符合要求,尺寸的误差给总装(扪皮)工序造成麻烦。框架的强度要符合要求,目前沙发的框架结构都以经验出发,其实通过优化处理可减少框架用料或进一步提高强度。框架结构的工艺性也要注重,要便于后续工序的操作。框架的表面要作光整处理,去毛刺和锐角,以避免给后续工序留下隐患。 3海绵配制 根据料单要求的规格尺寸,划线、切割海绵,对于形状复杂的、需套裁的海绵应附上排料单和模板便于施工。 4粘贴框架 在框架上钉松紧带、钉纱布、胶粘薄或厚海绵为扪皮工序作准备,
家装常用家具尺寸表PDF版
装修常用家具尺寸 在工地 1、标准红砖23*11*6;标准入户门洞0.9米*2米,房间门洞0.9米*2米,厨房门洞0.8米*2米,卫生间门洞0.7米*2米,标准水泥50kg/袋。 在厨房 1.吊柜和操作台之间的距离应该是多少? 60厘米。 从操作台到吊柜的底部,您应该确保这个距离。这样,在您可以方便烹饪的同时,还可以在吊柜里放一些小型家用电器。 2.在厨房两面相对的墙边都摆放各种家具和电器的情况下,中间应该留多大的距离才不会影响在厨房里做家务? 120厘米。 为了能方便地打开两边家具的柜门,就一定要保证至少留出这样的距离。 150厘米。 这样的距离就可以保证在两边柜门都打开的情况下,中间再站一个人。 3.要想舒服地坐在早餐桌的周围,凳子的合适高度应该是多少? 80厘米。 对于一张高110厘米的早餐桌来说,这是摆在它周围凳子的理想高度。因为在桌面和凳子之间还需要30厘米的空间来容下双腿。
4.吊柜应该装在多高的地方? 145至150厘米。 这个高度可以使您不用垫起脚尖就能打开吊柜的门。 在餐厅 1.一个供六个人使用的餐桌有多大? 120厘米。 这是对圆形餐桌的直径要求。 140*70厘米。 这是对长方形和椭圆形捉制的尺寸要求。 2.餐桌离墙应该有多远? 80厘米。 这个距离是包括把椅子拉出来,以及能使就餐的人方便活动的最小距离。 3.一张以对角线对墙的正方形桌子所占的面积要有多大? 180*180平方厘米 这是一张边长90厘米,桌角离墙面最近距离为40厘米的正方形桌子所占的最小面积。 4.桌子的标准高度应是多少? 72厘米。
这是桌子的中等高度,而椅子是通常高度为45厘米。 5.一张供六个人使用的桌子摆起居室里要占多少面积? 300*300厘米。 需要为直径120厘米的桌子留出空地,同时还要为在桌子四周就餐的人留出活动空间。这个方案适合于那种大客厅,面积至少达到600*350厘米。 6.吊灯和桌面之间最合适的距离应该是多少? 70厘米。 这是能使桌面得到完整的、均匀照射的理想距离。 在卫生间 1.卫生间里的用具要占多大地方? 马桶所占的一般面积:37厘米×60厘米 悬挂式或圆柱式盥洗池可能占用的面积:70厘米×60厘米 正方形淋浴间的面积:80厘米×80厘米 浴缸的标准面积:160厘米×70厘米 2.浴缸与对面的墙之间的距离要有多远? 100厘米。想要在周围活动的话这是个合理的距离。即使浴室很窄,也要在安装浴缸时留出走动的空间。总之浴缸和其他墙面或物品之间至少要有60厘米的距离。
沙发工艺标准
沙发工艺介绍 1、沙发制作工艺及生产工序 沙发制作工艺生产工序:生产工序的简介配料工序沙发框架用材大部分是板材,用开 料锯锯截直线型的板材,小型企业则用圆锯锯截,带锯锯切曲线型板材。沙发框架用材可采用中密度纤维板,因中密度纤维板具有幅面大,出材率高的优点,对曲线型部件尤其显著。 目前各种配合中纤板的紧固件、连接件的性能都很好。市场上还有不少甲醛封闭、甲醛捕捉的化工产品在中纤板框架表面喷涂,可以摆脱甲醛的困扰。对于实木出面的框架、扶手、装饰件,这些零部件表面质量要求高,工艺复杂,有些还需实木弯曲、有些需要特殊工艺处理,这类部件基本上与实木家具的加工相一致,就不再讨论了。清晰正确的配料单、排料图,曲线型部件的模板,是合理用料、提高工效的主要措施。组装框架将配制好的板材、弯 曲件、方材组合成框,并且封上底板。要经常收集汇总用于沙发组框的紧固件,巧妙地选用紧固件信息,对于组装框架可起事半功倍的效果。制成的沙发框架要注意其质量,对批量生产的框架尺寸符合要求,尺寸的误差给总装(扪皮)工序造成麻烦。框架的强度要符合要求, 目前沙发的框架结构都以经验出发,其实通过优化处理可减少框架用料或进一步提高强度。框架结构的工艺性也要注重,要便于后续工序的操作。框架的表面要作光整处理,去毛刺和锐角,以避免给后续工序留下隐患。海绵配制根据料单要求的规格尺寸,划线、切割 海绵,对于形状复杂的、需套裁的海绵应附上排料单和模板便于施工。粘贴框架在框 架上钉松紧带一一钉纱布一一胶粘薄或厚海绵为扪皮工序作准备、减少扪皮工序的作业量。这一工序中对松紧带的规格、数量、拉力值、交叉次序都要有相应的要求,这些参数会影响到沙发的舒适度和耐用度。外套裁剪根据配料单要求,按样板进行裁剪。对天然皮张 要逐张检查、避开伤痕、疵点。人工合成材料可用电剪成叠裁剪,合理地利用好珍贵的天然皮张,量材择用,杜绝大材小用。外套裁剪是一个生产成本的控制点。外套缝制裁剪 好的外套,根据不同的工艺要求在不同的缝制设备上缝制成外套,靠垫套等。目前缝纫设备品种很多,沙发的线缝也在不断发展变化。装配(扪皮)将粘贴好的框架,加工好的内、 外套,各种饰件、配件组装成沙发。一般流程是在粘有海绵的框架上钉内套,然后套上外套并固定,再装上装饰件,钉底布、装脚。检验入库产品经检验合格后可包装,入库。 沙发生产技术改进措施在沙发生产中可运用模块化技术,尽管沙发造型变化很大,通 过分析归类,确定基本元素,要建立标准化,系列化的观念,尽量减少生产中零件的规格数量。改变一种型号的沙发配备一套(从框架到外套)零部件,一对一不能互换的状况。实现基本件、选配件有机组成,基本件保持不变并可在一个系列内互换,选配件随沙发型号变化。提高沙发生产专业化程度目前沙发五金的专业化程度很高,专业工厂可根据沙发厂的 各种需求制造各种五金件如连接件和紧固件。沙发的实木装饰件,以及实木外露的框架,可由专业厂生产,这样有利于提高沙发框架整体的质量和提高沙发厂的专业化程度。提高沙发生产的机械化水平目前是用于沙发生产的专业机械有松紧带张紧机,填充机,裁剪机, 扪皮工作台等,但其品种、规模、质量各方面还不能满足需要,沙发生产企业可与家具机械生产企业合作开发沙发专业设备,其实沙发机械也是一个很大的市场。开发沙发生产的软件目前沙发外观设计可用各种软件绘制造型图、结构图,但沙发外套的展开放样,海绵的宽裕度尺寸确定,还是由放样师傅凭经验完成。现在放样的准确性一般比较差,最终常常通过试验修正、充填泡沫海绵和扪皮时来控制其沙发的饱满度。由于操作工手势造成产品不一致,应逐步在沙发生产中提高各道工序的精确度,消除不可控因素,实现可控生产。开发部件化沙发在总装(扪皮)工序中操作工要不断翻动笨重的沙发,变换着不同的工位,而且总 是在使不上劲的低工位作业,劳动强度大,工效低,长期作业对身体有损伤。使用升降、旋转的多功能工作台是一种方法。目前有些沙发生产企业正在试验部件化生产沙发。部件化更
室内空间常用尺寸
室内空间、家具陈设常用尺寸 在装饰工程设计时,必然要考虑室内空间、家具陈设等与人体尺度的关系问题,为了方便装饰室内设计, 这里介绍一些常用的尺寸数据。 1、墙面尺寸(1)踢脚板高;80—200mm。(2)墙裙高:800—1500mm。 (3)挂镜线高:1600—1800(画中心距地面高度)mm。 2.餐厅 (1) 餐桌高:750—790mm。 (2) 餐椅高;450—500mm。 (3) 圆桌直径:二人500mm.二人800mm,四人900mm,五人1100mm,六人 1100-1250mm, 八人1300mm,十人l500mm,十二人1800mm。 (4) 方餐桌尺寸:二人700×850(mm),四人1350×850(mm),八人2250×850(mm), (5) 餐桌转盘直径;700—800mm。 (6) 餐桌间距:(其中座椅占500mm)应大于500mm。 (7) 主通道宽:1200—1300mm。 (8) 内部工作道宽:600—900mm。 (9) 酒吧台高:900—l050mm,宽500mm。 (10) 酒吧凳高;600一750mm。 3.商场营业厅 (1)单边双人走道宽:1600mm。 (2)双边双人走道宽:2000mm。 (3)双边三人走道宽:2300mm。 (4)双边四人走道宽;3000mm。 (5)营业员柜台走道宽:800mm。 (6)营业员货柜台:厚600mm,高:800—l 000mm。 (7)单*背立货架:厚300—500mm,高:1800—2300mm。 (8)双*背立货架;厚;600—800mm,高:1800—2300mm (9)小商品橱窗:厚:500—800mm,高:400—1200mm。 (10)陈列地台高:400—800mm。 (11)敞开式货架:400—600mm。 (12)放射式售货架:直径2000mm。 (13)收款台:长:1600mm,宽:600mm 4.饭店客房 (1)标准面积:大:25平方米,中:16—18平方米,小:16平方米。 (2)床:高:400—450mm,床*高:850—950mm。 (3)床头柜:高500—700mm;宽:500—800mm。
沙发制造工艺及流程
沙发制造工艺及流程 沙发结构 按照沙发造型,目前沙发主要分为古典和现代两大类型。古典造型沙发一般都采用一些的传统造型元素,运用传统的工艺结构,所以结构比较复杂。这类沙发外露部分常用雕刻、镶嵌、描绘、涂饰等工艺进行装饰处理,其生产工艺路线长,技术要求高。现代造型沙发的生产工艺比较简单,广泛应用现代新型工艺材料,其生产工艺路线短,便于规模化生产。 沙发主要由框架、填充料、面料三大部分构成。(1)框架组成了沙发主体结构和基本造型。框架材料主要是木材、钢材、人造板,中密度纤维板等,目前以中密度纤维板为主。框架主要要满足造型要求和强度要求。(2)填充料对沙发的舒适度起着决定性作用。传统的填充料是棕丝、弹簧,现在常用的是各种功能的发泡塑料、海绵、合成材料等。填充料应有良好的弹性、抗疲劳、长寿命。沙发不同部位的填充料承重、舒适度要求不同。填充料的性能、价格差别极大。(3)面料的质地、色泽决定着沙发的品位,目前面料品种真是琳琅满目,随着科学技术进步,面料品种还会越来越丰富。 传统沙发一般结构(自下而上):框架——
木条——弹簧——底层纱布——棕垫——海绵——内袋——外.套。 现代沙发一般结构(自下而上):框架——松紧带——底层纱布——海绵——内袋——外套。可见,现代沙发的生产的工艺比传统沙发省略了费时费工的固定弹簧、铺棕垫工序。 沙发生产的工艺流程 沙发生产的特点是所用的材料种类多、材质差异大,制作框架用木材、钢材、人造板、油漆、装饰件等;填充用海绵、发泡塑料、松紧带、无纺布、弹簧、棕垫等;制作外套用布、真皮、复合材料等。加工工艺跨度大,从木工作业、漆工作业、缝纫工作业至发扪工作业。根据专业分工、提高工作效率的原则,将沙发加工分为5工段:框架工段,主要制作沙发框架;外饰工段,主要制作沙发暴露在外的构件;内衬工段,配制各类海绵内芯;外套工段,裁剪缝制外套;总装(扪皮)工段,将各前各工段的半成品,配上辅料,装配成完整的沙发产品。 不同的沙发生产厂其工艺流程也有所不同,小企业工序分工线条较粗,大中型企业的工序分工较细致,专业化的分工有利于提高工效和保证产品质量的稳定。生产工序的简介 配料工序
制作小凳子
第十课制作小凳子 利用废弃的塑料瓶做一些小手工,既环保,又可以增加生活情趣。 工具/原料 白紙,鉛筆,剪刀,戒刀,塑料瓶(要瓶身沒有凹凸紋的) 步骤/方法 1.用鉛筆在白紙上繪制出要小凳子的制作图纸。 2.用剪刀剪出一塊長方形的塑料片。
3.将塑料片铺平,放在制作图上,按制作图里的长线用尺子在塑料片上画线条,做好记号
4.用剪刀次制作图中所示的实线部分剪掉。 5.最后將两片对插在一起,就得到了一张可爱的小椅子,如果想做个长沙发,可以把椅子宽度加宽就OK啦。
第十一课自制光盘气垫船 步骤1: 使用的工具和材料:壁纸刀、万能胶(我用的是AB胶,玻璃胶也可)、废旧光盘、气球、饮料瓶盖(照片中没有)。 步骤2: 光盘有两面,一面平整,另一面中间一块微凸。我们把饮料瓶盖正中用壁纸刀扎一个2到3毫米的小孔,然后把它粘在微凸的那面上。 步骤3: 这是从反面来看,也就是平整的那面。
步骤4: 把气球吹圆,用手捏住不让它撒气,然后把气球嘴套在瓶盖上。 把光盘放在平整的桌面上,撒开手,气球里的空气从瓶盖中央的小孔喷出,在光盘和桌面之间形成一层薄薄的气垫。由于气垫的存在,使得我们这个气垫船模型与桌面之间的摩擦力很小,轻轻一推就能很顺畅地滑动。 友情提示: 气球应该选大一些的,气球越大、越厚实,喷出的气体越有力,实验效果也就越明显。也可以通过调节瓶盖中央小孔的大小,来控制实验结果。 气垫使得摩擦力大大降低的原理非常有用,当然气垫船就是一个最突出的例子。还有一种玩具,好像叫“沙狐球”,球就是在气垫桌面上滑动。中学物理课里还有一个测量气垫导轨摩擦力的实验。另外还有气垫的轴承。
常见家具尺寸
常见家具尺寸 室内空间、家具陈设常用尺寸 在装饰工程设计时,必然要考虑室内空间、家具陈设等与人体尺度 的关系问题,为了方便装饰室内设计, 这里介绍一些常用的尺寸数据。 1、墙面尺寸(1)踢脚板高;80—200mm。(2)墙裙高:800—1500mm。 (3)挂镜线高:1600—1800(画中心距地面高度)mm。 2.餐厅 (1) 餐桌高:750—790mm。 (2) 餐椅高;450—500mm。
(3)圆桌直径:二人500mm.二人800mm,四人900mm,五人1100mm,六人1100-1250mm, 八人1300mm,十人1500mm,十二人1800mm。 (4)方餐桌尺寸:二人700x 850(mm),四人1350X 850(mm),八人2250X 850(mm), (5)餐桌转盘直径;700—800mm。 (6)餐桌间距:(其中座椅占500mm)应大于500mm。 (7)主通道宽:1200—1300mm。 (8)内部工作道宽:600—900mm。 (9)酒吧台高:900—1050mm,宽500mm。 (10)酒吧凳高;600一750mm。 3.商场营业厅 (1)单边双人走道宽:1600mm。 (2)双边双人走道宽:2000mm。 (3)双边三人走道宽:2300mm。 (4)双边四人走道宽;3000mm。
(5)营业员柜台走道宽:800mm (6)营业员货柜台:厚600mm,高:800—1000mm。 ⑺单*背立货架:厚300— 500mm,高:1800—2300mm。 (8)双*背立货架;厚;600—800mm,高:1800—2300mm (9)小商品橱窗:厚:500— 800mm,高:400—1200mm。 (10)陈列地台高:400—800mm。 (11)敞开式货架:400—600mm。 (12)放射式售货架:直径2000mm。 (13)收款台:长:1600mm,宽:600mm 4.饭店客房 (1)标准面积:大:25 平方米,中:16—18平方米,小:16 平方米。 (2)床:高:400—450mm,床* 高:850—950mm。 (3)床头柜:高500—700mm;宽:500—800mm。 (4)写字台:长;1100—1500mm;宽450—600mml 高700—750mm。 (5)行李台,长9l0—1070mm 宽500mm 高400mm。
一年级手工制作图片漂亮的大气的,简单又漂亮的手工制作作品
一年级手工制作图片漂亮的大气的,简单又漂亮的手工制作作品 篇一:小学生手工制作图片及方法 塑料瓶手工制作小椅子 教你用塑料瓶手工制作小椅子。 利用廢棄的塑料瓶做一些小手工,既環保,又可以增加生活情趣。 工具/原料 白紙,鉛筆,剪刀,戒刀,塑料瓶(要瓶身沒有凹凸紋的) 步骤/方法 1.用鉛筆在白紙上繪制出要小凳子的制作图纸。 2.用剪刀剪出一塊長方形的塑料片。 3.将塑料片铺平,放在制作图上,按制作图里的长线用尺子在塑料片上画线条,做好记号。 4.用剪刀次制作图中所示的实线部分剪掉。 5.最后將两片对插在一起,就得到了一张可爱的小椅子,如果想做个长沙发,可以把椅子宽度加宽就OK啦。 注意事项: 篇二:课堂上的小学生手工小制作作品 课堂上的小学生手工小制作作品,很有艺术气息呢,小学生变废为宝手工制作作品可以开发孩子们的动手能力,家里有小孩子的MM不妨让孩子们来学习一下小学生自制手工—可爱的小学生手工制作落叶拼贴哦!
树叶拼贴画下载、树叶拼贴制作 小学生手工艺品拼贴制作素材图片欣赏 树叶装饰画 树叶装饰画 树叶装饰画 树叶(散文) 秋风刮过大地,一片片树叶落在地面。小蚂蚁捡起一片树叶:“这是我的渡船。” 小老鼠捡起一片树叶:“这是我的雨伞。” 小刺猬捡起一片树叶:“这是我的花帽。” 梅花鹿捡起一片树叶:“这是我的饼干。” 大家一起捡树叶,捡得多高兴啊!我捡得最多,捡回家倒在桌子上,拼呀!拼呀!贴呀!贴呀! “这就是我的作品,我把它当作礼物, ----送给大家!!!” 篇三:小学生手工制作图片及方法 塑料瓶手工制作小椅子 2011-5-12 10:36|发布者: 张磊|查看: 189792|评论: 68 分享到:QQ空间新浪微博腾讯微博人人网百度搜藏百度空间百度贴吧腾讯朋友87 教你用塑料瓶手工制作小椅子。
CAD家具常用尺寸
(1)一般CAD家具常用尺寸 家具设计的基本尺寸(单位:厘米) 衣橱:深度:一般60~65;推拉门:70,衣橱门宽度:40~65 推拉门:75~150,高度:190~240 矮柜:深度:35~45,柜门宽度:30-60 电视柜:深度:45-60,高度:60-70 单人床:宽度:90,105,120;长度:180,186,200,210 双人床:宽度:135,150,180;长度180,186,200,210 圆床:直径:186,212.5,242.4(常用) 室内门:宽度:80-95,医院120;高度:190,200,210,220,240 厕所、厨房门:宽度:80,90;高度:190,200,210 窗帘盒:高度:12-18;深度:单层布12;双层布16-18(实际尺寸) 沙发:单人式:长度:80-95,深度:85-90;坐垫高:35-42;背高:70-90 双人式:长度:126-150;深度:80-90 三人式:长度:175-196;深度:80-90 四人式:长度:232-252;深度80-90 茶几:小型,长方形:长度60-75,宽度45-60,高度38-50(38最佳) 中型,长方形:长度120-135;宽度38-50或者60-75 正方形:长度75-90,高度43-50 大型,长方形:长度150-180,宽度60-80,高度33-42(33最佳) 圆形:直径75,90,105,120;高度:33-42 方形:宽度90,105,120,135,150;高度33-42
书桌:固定式:深度45-70(60最佳),高度75 活动式:深度65-80,高度75-78 书桌下缘离地至少58;长度:最少90(150-180最佳) 餐桌:高度75-78(一般),西式高度68-72,一般方桌宽度120,90,75; 长方桌宽度80,90,105,120;长度150,165,180,210,240 圆桌:直径90,120,135,150,180 书架:深度25-40(每一格),长度:60-120;下大上小型下方深度35-45,高度80-90 活动未及顶高柜:深度45,高度180-200 木隔间墙厚:6-10;内角材排距:长度(45-60)*90 (2)室内常用尺寸: (1)、墙面尺寸 (1)踢脚板高;80—200mm。 (2)墙裙高:800—1500mm。 (3)挂镜线高:1600—1800(画中心距地面高度)mm。 (2).餐厅 (1) 餐桌高:750—790mm。 (2) 餐椅高;450—500mm。 (3) 圆桌直径:二人500mm.二人800mm,四人900mm,五人1100mm,六人1100-1250mm,八人1300mm,十人l500mm,十二人1800mm。 (4) 方餐桌尺寸:二人700×850(mm),四人1350×850(mm),八人2250×850(mm), (5) 餐桌转盘直径;700—800mm。 (6) 餐桌间距:(其中座椅占500mm)应大于500mm。
定制家具的制作工艺流程详解
在这寸土寸金的高房价时代,懂得合理利用家里的每一寸空间显得尤为重要。传统的成品家具虽然有即买即用的优势,但存在尺寸与家庭住宅空间难以完美匹配的问题,因此,许多家庭都会选择定制家具来解决这个问题。以下爱比尔为大家全面解读定制家具的制作工艺与流程。 一、6大主要步骤 1、放样:无论你是定制的是衣柜、电视柜还是酒柜等,每件家具产品生产之前都要先经过放样师放好样,不过放样一般只用在做异型的家具结构上。 2、选料开料: 通常而言,家具工厂选料都是按照以下标准来进行的: ①木材材质纹理美观,重量适中,强韧度要好; ②注重木材质量,剔除死节、爆裂、发黑、发霉及树芯线等缺陷,体现良好的用材水准。之后就是安排开料,每件产品都是按照图纸上的尺寸比例来开好料的,开好料的产品则先拿到木工车间先开始生产。
3、油漆:油漆这一步对于家具做出来的效果影响是至关重要的,其表面的光滑度、亮度决定着家具的美观度。好的家具品牌、环保的产品在用漆上更是严格要求的。 4、扪布:沙发椅子或其他需要扪布的产品,在做完油漆之后就要开始扪布了,工序流程大概为裁布/裁海绵—喷胶—扪布,首先要将布料与海绵都裁剪好,海绵才好之后要放到家具上面比下比例,有弧度的要将弧度磨出来,然后固定在家具上就好了,接下来喷好胶后扪布就好了,扪布用到的拉扣还有布拉扣与水晶拉扣等等。 5、安装与包装:所有产品的工序都完成之后,就要将一些配件等等安装上去了,安装完毕产品也最完成了。产品的包装对于保护产品方面也是至关重要的,一般都要先用珍珠棉包好家具的每个部位再用纸皮进行包装,再用胶带全部封好,然后再进行钉木架保护。 二、生产流程详解 1、由于现在很多人都选择定制的板式家具,所以,下面就以板式家具为例,介绍其详细的生产工艺流程。 2、板式家具生产工艺流程要从原材料的准备,经过木工制作、油漆
家具设计常用尺寸一览表家具设计的基本尺寸单位
家具设计常用尺寸一览表家具设计的基本尺寸单位;厘米介绍一些常用的尺寸数据 1、墙面尺寸 (1)踢脚板高;80—200mm (2)墙裙高;800—1500mm (3)挂镜线高;1600—1800(画中心距地面高度)mm 2、餐厅 长方桌;宽度80,90,105,120; 长度150,165,180,210,240 长条方桌;短边控制在800-850。长边则按人均占有计算:控制在550-700,接近700为佳。桌高一般为710mm,配415mm高度的坐椅。 餐桌离墙一般800(这个距离是包括把椅子拉出来,以及能使就餐的人方便活动的最小距离) 高1100mm的早餐桌,凳子的合适高度应该是800mm。(摆在它周围凳子的理想高度。因为在桌面和凳子之间还需要300mm的空间来容下双腿)快餐店桌椅:占地面积:1.2M×1.7M 排列中相邻的桌子桌椅之间:150—170mm 台面:厚度25mm的A级防火板台面板 椅面:曲木座椅
圆桌:直径90,120,135,150,180。二人500、三人800、四人900、五人1100、六人1200(圆桌人均占有弧长为600-800)。八人1300-1400,十人1500-l600,十二人1800-2000(人均占弧长控制在500-550,餐桌转盘直径;700—800) (1)餐桌高;750—790mm。 (2)餐椅高;450—500mm。 (3)酒吧台高;900—l050mm、宽500mm。 (4)酒吧凳高;600一750mm(桌子高度910—1060,椅子座距离台桌面280—300,搁脚距地220,椅沿距离柜板也需要180) 调味架:320*120*90 利用角落而筑成的吧台: 操作空间至少需要90厘米,而吧台高度有两种尺寸,单层吧台约110厘米上下,双层吧台则为80厘米与105厘米,其间差距至少要有25厘米,内层才能置放物品。台面深度至少要达到40-60厘米。双层吧台的下方的操作台:高度一般:760, 快餐店尺寸: 一,餐桌的高度及尺寸: 1,餐桌一般高度为:75cm 2,两人位餐桌尺寸为:60cm*60cm 3,四人位餐桌尺寸为:120cm*60cm 4,六人位餐桌尺寸为:150cm*60cm 二,餐椅的高度及尺寸:
家具设计常用尺寸一览表
家具设计常用尺寸一览表
家具设计常用尺寸一览表 家具设计的基本尺寸(单位:厘米) 衣橱:深度:一般60~65;推拉门:70,衣橱门宽度:40~65 推拉门:75~150,高度:190~240 矮柜:深度:35~45,柜门宽度:30-60 电视柜:深度:45-60,高度:60-70 单人床:宽度:90,105,120;长度:180,186,200,210 双人床:宽度:135,150,180;长度180,186,200,210 圆床:直径:186,212.5,242.4(常用) 室内门:宽度:80-95,医院120;高度:190,200,210,220,240 厕所、厨房门:宽度:80,90;高度:190,200,210 窗帘盒:高度:12-18;深度:单层布12;双层布16-18(实际尺寸)书桌:固定式:深度45-70(60最佳),高度75 书桌下缘离地至少58;长度:最少90(150-180最佳) 书架:深度25-40(每一格),长度:60-120;下大上小型下方深度35-45,高度80-90 活动未及顶高柜:深度45,高度180-200 木隔间墙厚:6-10;内角材排距:长度(45-60)*90 挂衣柜类的高度:挂衣杆上沿至柜顶板的距离为40mm至60mm, 挂衣杆下沿至柜底板的距离,挂长大衣不应小于1350mm,挂短外衣不应小于850mm。
衣柜的深度主要考虑人的肩宽因素,一般为600mm,不应小于500mm, 对书柜类也有标准,国标规定调板的层间高度不应小于220mm。小于这个尺寸,就放不进32开本的普通书籍。考虑到摆放杂志、影集等 规格较大的物品,搁板层间高一般选择300mm至350mm。在工地 1、标准红砖23*11*6;标准入户门洞0.9米*2米,房间门洞0.9米*2米,厨房门洞0.8米*2米,卫生间门洞0.7米*2米,标准水泥50kg/袋。 在厨房 1. 吊柜和操作台之间的距离应该是多少? 600mm。 从操作台到吊柜的底部,您应该确保这个距离。这样,在您可以方便烹饪的同时,还可以在吊柜里放一些小型家用电器。 2. 在厨房两面相对的墙边都摆放各种家具和电器的情况下,中间应该留多大的距离才不会影响在厨房里做家务?1200mm。 为了能方便地打开两边家具的柜门,就一定要保证至少留出这样的距离。150mm。 这样的距离就可以保证在两边柜门都打开的情况下,中间再站一个人。 3. 要想舒服地坐在早餐桌的周围,凳子的合适高度应该是多
沙发制作工艺通则
沙发制作工艺通则 1 目的 明确沙发制作过程及各过程的通用工艺要求,规范沙发制作的过程。 2 适用范围 适用于沙发制作的全过程。 3 沙发制作各过程工艺要求 3.1 木架 3.1.1 选料 3.1.1.1 木架所用木材含水率应在12度以下(含12度)。检测时连续测五次,三次或三次以上达标者为合格。 3.1.1.2 选用无蛀虫、无腐烂、无霉底的好木料,正面主要部位不能有明显的节疤。 3.1.1.3 方料用材除特殊要求必须用硬杂木外,其余无特别要求均用松木。板材用料按各型沙发的要求可用不同厚度的多层板或松木板。 3.1.2开断料 3.1.2.1 木架上所用木档尺寸无特别要求的均为厚20mm宽50mm 3.1.2.2 以图纸或实物形状和所标尺寸,外包各部位的要求,其整体半成品允许误差 ±3mm.。 3.1.2.3 裁料以样板或实物尺寸为标准,允许正偏差3mm,其体形垂直或弧度须过度自然、平整。 3.1.3 压刨、切榫与开榫 3.1.3.1 方料及松木板应刨光,上面不能留有树皮。如有塌楞,不得超过占用材宽度的百分之十五,并只准用于内侧方向。 3.1.3.2 凡榫结连接的,榫肩和榫孔相互间配合须紧密严实,其间隙负偏差应小于0.6mm,凹凸偏差小于1mm. 3.1.4 钉木架 3.1. 4.1 木架各联结处无论是枪钉联结,螺钉联结还是其他方式联结,其对接处 均须涂上白胶。 3.1. 4.2 木架各部件联结处规定用螺钉联结的不得擅用圆钉或门形枪钉代替.一般规定座底三根木档与横档联接,座后木档与底中撑联接,装脚木联接,装脚木加固条联接等部位须用M5×40十字槽平头木螺钉固定,扶手组装的沙发应有对接螺丝左右各2颗(现已省略)。 3.1. 4.3 完成的木架其整体的外包尺寸允许误差+-3mm,直角与斜边角度用量角器测量允许误差+-3mm。并以组、套件为整体,相互间的尺寸应一致。 3.1. 4.4 完成的木架底部四角应平稳,基本水平,中间不得有凸出的木料,不允许有枪钉外露现象。 3.1. 4.5 完成的木架用力使劲推摇测试,其摆动角度不得大于1度,不得有响声,肩不得有开裂现象。 3.2木架打底 3.2.1钉弹簧 3.2.1.1每只沙发使用弹簧数量:具体根据工艺要求规定的数量。
(整理)人体工程学常用尺寸
人体工程学尺寸参考: 1、体重:(男:68.9 女:56.7) 2、身高:(男:173.5 女:159.8) 3、座直臀至头顶的高度:(男:90.7 女:84.8) 4、两肘间的宽度:(男:41.9 女:38.4) 5、肘下支撑物的高度:(男:24.1 女:23.4) 6、座姿大腿的高度:(男:14.5 女:13.7) 7、座姿膝盖至地面的高度:(男:54.4 女:49.8) 8、坐姿臀部至腿弯的长度:(男:49.0 女:48.0) 9、坐姿臀宽:(男:35.6 女:36.3) 1、墙面尺寸 (1)踢脚板高;80—200(2)墙裙高:800—1500 (3)挂镜线高:1600—1800(画中心距地面高度) 2、餐厅 (1) 餐桌高:750—790 (2) 餐椅高:450—500 (3) 圆桌直径:二人 500,二人 800,四人 900,五人1100,六人 1100-1250,八人 1300,十人 l500,十二人 1800 (4) 方餐桌尺寸:二人700×850,四人1350×850,八人2250×850 (5) 餐桌转盘直径:700—800 (6)餐桌间距:(其中座椅占500)应大于500 (7) 主通道宽:1200—1300 内部工作道宽:600—900 (9) 酒吧台高:900—l050,宽500 (10) 酒吧凳高:600一750 3、商场营业厅 (1)单边双人走道宽:1600 (2)双边双人走道宽:2000 (3)双边三人走道宽:2300 (4)双边四人走道宽:3000 (5)营业员柜台走道宽:800 (6)营业员货柜台:厚600,高:800—l000 (7)单背立货架:厚300—500,高:1800—2300 (8)双背立货架;厚:600—800,高:1800—2300 (9)小商品橱窗:厚:500—800,高:400—1200 (10)陈列地台高:400—800 (11)敞开式货架:400—600 (12)放射式售货架:直径2000 (13)收款台:长:1600,宽:600 4、饭店客房
家装常用尺寸速查
家装常用尺寸速查 毛坯房 1、标准红砖23*11*6; 标准入户门洞0.9米*2米, 房间门洞0.9米*2米, 厨房门洞0.8米*2米, 卫生间门洞0.7米*2米, 标准水泥50kg/袋。 在厨房 1.吊柜和操作台之间的距离应该是多少? 60厘米。 从操作台到吊柜的底部,您应该确保这个距离。这样,在您可以方便烹饪的同时,还可以在吊柜里放一些小型家用电器。 2.在厨房两面相对的墙边都摆放各种家具和电器的情况下,中间应该留多大的距离才不会影响在厨房里做家务? 120厘米。 为了能方便地打开两边家具的柜门,就一定要保证至少留出这样的距离。 150厘米。 这样的距离就可以保证在两边柜门都打开的情况下,中间再站一个人。 3.要想舒服地坐在早餐桌的周围,凳子的合适高度应该是多少?80厘米。 对于一张高110厘米的早餐桌来说,这是摆在它周围凳子的理想高度。因为在桌面和凳子之间还需要30厘米的空间来容下双腿。 4.吊柜应该装在多高的地方? 145至150厘米。 这个高度可以使您不用垫起脚尖就能打开吊柜的门。 在餐厅 1.一个供六个人使用的餐桌有多大? 120厘米。 这是对圆形餐桌的直径要求。
140*70厘米。 这是对长方形和椭圆形捉制的尺寸要求。 2.餐桌离墙应该有多远? 80厘米。 这个距离是包括把椅子拉出来,以及能使就餐的人方便活动的最小距离。 3.一张以对角线对墙的正方形桌子所占的面积要有多大? 180*180平方厘米 这是一张边长90厘米,桌角离墙面最近距离为40厘米的正方形桌子所占的最小面积。 4.桌子的标准高度应是多少? 72厘米。 这是桌子的中等高度,而椅子是通常高度为45厘米。 5.一张供六个人使用的桌子摆起居室里要占多少面积? 300*300厘米。 需要为直径120厘米的桌子留出空地,同时还要为在桌子四周就餐的人留出活动空间。这个方案适合于那种大客厅,面积至少达到600*350厘米。 6.吊灯和桌面之间最合适的距离应该是多少? 70厘米。 这是能使桌面得到完整的、均匀照射的理想距离。 在卫生间 1.卫生间里的用具要占多大地方? 马桶所占的一般面积:37厘米×60厘米 悬挂式或圆柱式盥洗池可能占用的面积:70厘米×60厘米 正方形淋浴间的面积:80厘米×80厘米 浴缸的标准面积:160厘米×70厘米 2.浴缸与对面的墙之间的距离要有多远? 100厘米。想要在周围活动的话这是个合理的距离。即使浴室很窄,也要在安装浴缸时留出走动的空间。总之浴缸和其他墙面或物品之间至少要有60厘米的距离。 3.安装一个盥洗池,并能方便地使用,需要的空间是多大? 90厘米×105厘米。这个尺寸适用于中等大小的盥洗池,并能容下另一个人在旁
沙发制作及工艺流程
沙发制作及工艺流程 一、沙发的简单介绍 按照沙发造型,目前沙发主要分为古典和现代两大类型。 古典造型沙发一般都采用一些的传统造型元素,运用传统的工艺结构,所以结构比较复杂。这类沙发外露部分常用雕刻、镶嵌、描绘、涂饰等工艺进行装饰处理,其生产工艺路线长,技术要求高。 现代造型沙发的生产工艺比较简单,广泛应用现代新型工艺材料,其生产工艺路线短,便于规模化生产。 沙发主要由框架、填充料、面料三大部分构成。框架是沙发的主体结构和基本组成,其材料主要是木材、钢材、和中密度纤维板等,KTV沙发框架大多选用中密度纤维板。材质面料是沙发的外观,决定沙发的色彩和品位,现在的沙发面料丰富多样,但是大多数KTV沙发都选用皮面或者是新皮艺面料。沙发内的填充物是决定沙发舒适度和柔软度的关键,也是决定沙发好坏的关键所在,一般的填充物有棕丝、弹簧、发泡塑料、海绵、合成材料等。不同部位的填充料承重、舒适度要求不同。沙发的重要组成就是上面的三个部分,但是现代沙发生产特点就是材料种类多,材质差异大,除了重要的三部分,制作过程中涉及到框架材料的选取,油漆,装饰件等。不同的沙发生产厂家其工艺流程也有所不同,分门别类,不同的人会有不同的选择。 (1)框架:组成了沙发主体结构和基本造型。框架材料主要是木材、钢材、人造板, 中密度纤维板等,目前以中密度纤维板为主。框架主要满足造型要求和强度要求。 (2)填充料:对沙发的舒适度起着决定性作用。传统的填充料是棕丝、弹簧,现在常用的是各种功能的发泡塑料、海绵、合成材料等。填充料应有良好的弹性、抗疲劳、长寿命。沙发不同部位的填充料承重、舒适度要求不同。填充料的性能、价格差别极大。 (3)面料的质地、色泽:决定着沙发的品位,目前面料品种真是琳琅满目,随着科学技术进步,面料品种还会越来越丰富。 传统沙发一般结构(自下而上):框架——木条——弹簧——底层纱布——棕垫——海绵——内袋——外.套。 现代沙发一般结构(自下而上):框架——松紧带——底层纱布——海绵——内袋——外套。可见,现代沙发的生产的工艺比传统沙发省略了费时费工的固定弹簧、铺棕垫工序。 二、沙发生产的工艺流程 沙发生产的特点是所用的材料种类多、材质差异大,制作框架用木材、钢材、人造板、油漆、装饰件等;填充用海绵、发泡塑料、松紧带、无纺布、弹簧、棕垫等;制作外套用布、真皮、复合材料等。加工工艺跨度大,从木工作业、漆工作业、缝纫工作业至发扪工作业。根据专业分工、提高工作效率的原则,将沙发加工分为5工段:框架工段,主要制作沙发框架;外饰工段,主要制作沙发暴露在外的构件;内衬工段,配制各类海绵内芯;外套工段,裁剪缝制外套;总装(扪皮)工段,将各前各工段的半成品,配上辅料,装配成完整的沙发产品。 三、生产工序的简介