FANUC_oi-MB系统变半径补偿宏程序及其嵌套的应用
FANUC oi-MB系统变半径补偿宏程序及其嵌套的应用
高天友
常州轻工职业技术学院,江苏常州,213164
摘要:FANUC oi 数控系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句以及宏指令的嵌套,有利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算。另外,传统的数控机床存在着内存容量有限的问题.。合理运用宏程序可以精简程序量,避免CAM 软件在加工编程中存在的局限性。本文通过对实例的剖析,阐述FANUC oi 数控系统变半径补偿宏程序及其嵌套应用的简捷高效。
关键词:宏程序直线插补嵌套变半径补偿
The application of changing the radius to compensate macro-program of FANUC oi-MB system and its nesting application
Gao Tianyou
Changzhou institute of light industry technology, Changzhou 213164,China
Abstract: FANUC oi NC system has provided powerful macro-program function for the users.
The users may use the variable to carry on the arithmetic operation, the logic operation and the function mix operation ,In addition the macro-program has also provided the cycle program, the branch-program and subprogram as well as the macro instruction nesting ,so it is advantageous to each kind of complex part programming , reduces and even avoids tedious calculation of manually programming, Moreover, the traditional NC machine has the problem of limited memory capacity, If utilize the macro-program reasonably, can simplify the program, avoid the limitation which exists in CAM software programming .This article through to the example analysis, elaborated the highly effective application of changing the radius to compensate macro-program of FANUC oi system and its nesting application
keywords : macro-program;line interpolation; nest;change the radius to compensate
当前在实际加工生产中,通常采用手工编程和CAM 软件自动编程两种模式。在数控编程的教学中,一般较少涉及宏程序。但一些实际加工案例出现的某些问题,手工编程和CAM软件自动编程有着各自的特点,且现有的CAM软件并不能满足所有数控系统的特殊功能。宏程序在解决这一系列问题上往往扮演了重要的角色。另外一层宏循环里还可以嵌套多层循环,所以应用宏指令编制出简洁合理的小容量加工程序,可以发挥数控机床的高效加工,有着非常现实的意义。
1 宏程序应用的特点
宏程序与普通程序的区别在于:在宏程序本体中,能使用变量,可以给变量赋值,变量间可以运算,程序可以跳转,而普通程序中,只能指定常量,常量之间不能运算,程序只能顺序执行,不能跳转,因此功能是固定的,不能变化。宏功能是用户提高数控机床性能的一种特殊功能,在类似工件的加工中巧用宏程序将起到事半功倍的效果。
2 宏程序倒角变半径补偿加工的应用
在零件设计时,为了满足一些工艺要求,往往在零件孔端、轮廓的凸台以及其他配合部位加工倒角、倒圆。我们编写宏程序时,往往需要计算出刀具中心的轨迹,按刀具中心轨迹来编程。而对于一些由多段直线圆弧构成的异型轮廓的棱边处倒角、倒圆,因为需要计算刀具中心轨迹,这样就给我们编程带来了繁琐的计算工作量。FANUC oi
系统提供了可编程参数输入指令G10,通过参数输入的方式改变每次走刀的半径补偿量,给我们处理这一类问题带来了方便。下面通过实例来详细介绍。
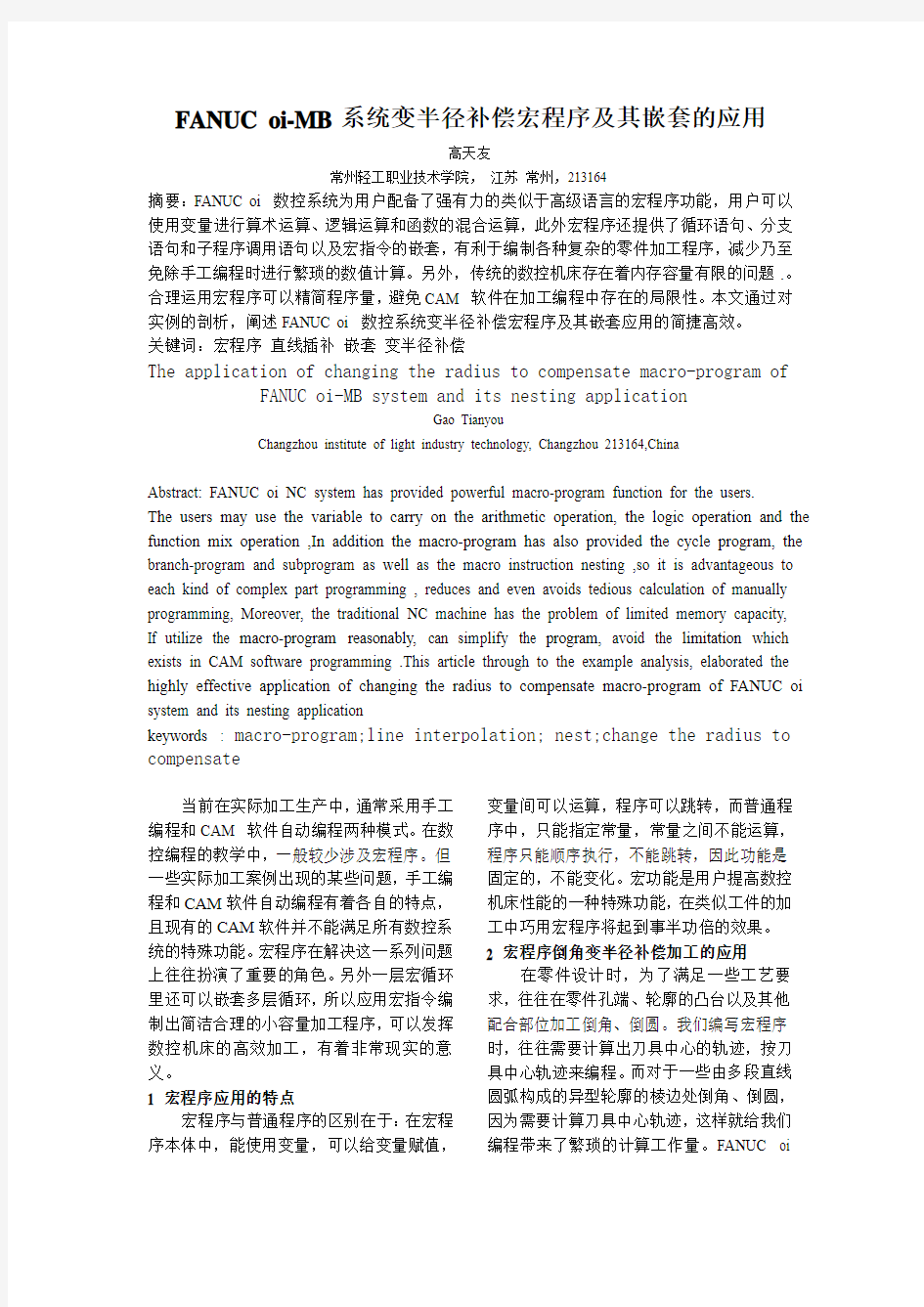
图1 宏程序加工示例
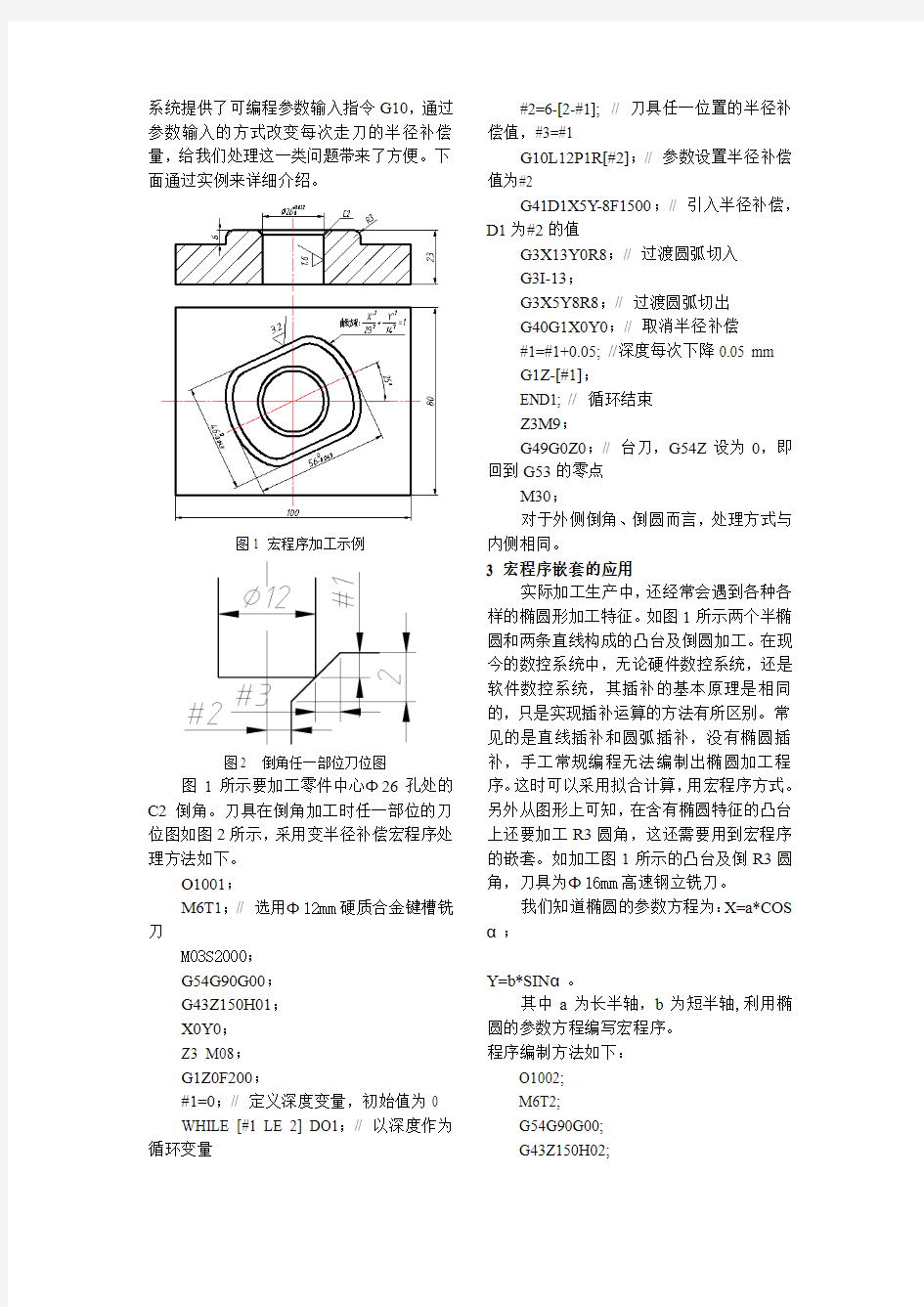
图2 倒角任一部位刀位图
图1所示要加工零件中心Φ26孔处的C2倒角。刀具在倒角加工时任一部位的刀位图如图2所示,采用变半径补偿宏程序处理方法如下。
O1001;
M6T1;// 选用Φ12mm硬质合金键槽铣刀
M03S2000;
G54G90G00;
G43Z150H01;
X0Y0;
Z3 M08;
G1Z0F200;
#1=0;// 定义深度变量,初始值为0
WHILE [#1 LE 2] DO1;// 以深度作为循环变量
#2=6-[2-#1]; // 刀具任一位置的半径补偿值,#3=#1
G10L12P1R[#2];// 参数设置半径补偿值为#2
G41D1X5Y-8F1500;// 引入半径补偿,D1为#2的值
G3X13Y0R8;// 过渡圆弧切入
G3I-13;
G3X5Y8R8;// 过渡圆弧切出
G40G1X0Y0;// 取消半径补偿
#1=#1+0.05; //深度每次下降0.05 mm
G1Z-[#1];
END1; // 循环结束
Z3M9;
G49G0Z0;// 台刀,G54Z设为0,即回到G53的零点
M30;
对于外侧倒角、倒圆而言,处理方式与内侧相同。
3 宏程序嵌套的应用
实际加工生产中,还经常会遇到各种各样的椭圆形加工特征。如图1所示两个半椭圆和两条直线构成的凸台及倒圆加工。在现今的数控系统中,无论硬件数控系统,还是软件数控系统,其插补的基本原理是相同的,只是实现插补运算的方法有所区别。常见的是直线插补和圆弧插补,没有椭圆插补,手工常规编程无法编制出椭圆加工程序。这时可以采用拟合计算,用宏程序方式。另外从图形上可知,在含有椭圆特征的凸台上还要加工R3圆角,这还需要用到宏程序的嵌套。如加工图1所示的凸台及倒R3圆角,刀具为Φ16mm高速钢立铣刀。
我们知道椭圆的参数方程为:X=a*COS α;
Y=b*SINα。
其中a为长半轴,b为短半轴,利用椭圆的参数方程编写宏程序。
程序编制方法如下:
O1002;
M6T2;
G54G90G00;
G43Z150H02;
M03S450;
Z10 M08;
G68X0Y0R-65
X-60Y0;
G1Z-6F100;
G41D2X-33Y-10
M98P1003;// 加工深6 mm凸台
G40G1X-60Y0
G69Z5;
M3S1500;
G1Z0F200;
G68X0Y0R-65
#7=0;
WHILE [#7 LE 90] DO3;// 倒R3圆角循环
#8=3-3*COS[#7];// 深度变量
#9=8+3*SIN[#7]-3;//半径补偿量
G10L12P3R[#9];// 将# 9的值赋给D3
G41G1D3X-33Y-10F1000;
M98P1003;// 调用子程序倒圆角
G40G1X-60Y0;
#7=#7+1;
G1Z-[#8];
END3;// 循环结束
G69Z5M09;
G49G0Z0;
M30;
O1003;
G3X-23Y0R10;// 圆弧过渡切入
G1Y14;
#1=180;// 定义角度变量,初始值为180
WHILE [#1 GE 0] DO1;// 上半椭圆循环
#2=23*COS[#1];
#3=14*SIN[#1];
G1X[#2]Y[14+#3];
#1=#1-1;
END1;
G1Y-14;
#4=360;
WHILE [#4 GE 180] DO1;// 以角度作为循环变量
#5=23*COS[#4];
#6=14*SIN[#4];
G1X[#5]Y[-14+#3];
#4=#4-1;
END2
G1Y0;
G3X-33Y10;// 圆弧过渡切出
M99;// 子程序结束并返回
在该例中可以看出,倒圆角的过程中角度每次的变化量和最后工件的加工表面质量有较大关系,即记数器的每次变化量与加工的表面质量和效率有直接关系。即每次递增/减越少,表面光洁度越好;反之,越差。但是角度每次变化越量太小的话,走刀次数就会增加,加工效率则会降低。我们应该综合考虑各方面因素,选择合理高效的变化量。
4 结束语
在编制宏程序时,要牢记变量的种类及特性,不可乱用。因为局部变量、系统变量、公共变量的用途和性质各不相同,例如华中系统HNC-21M的全局变量#100~#110可以在子程序中定义半径补偿量,相当于FANUC oi 系统的G10 功能。用好宏程序可以较大地简化编程,扩展应用范围。
参考文献:[1] 北京发那克机电有限公司. FANUC oi –MC操作说明书. 北京. 2004.7
[2] 王荣兴. 加工中心培训教程. 机械工业出版社. 北京. 2006.6
[3] 华中数控股份有限公司. HNC-21M编程说明书. 武汉. 2005.1