常用锥度和标准圆锥表
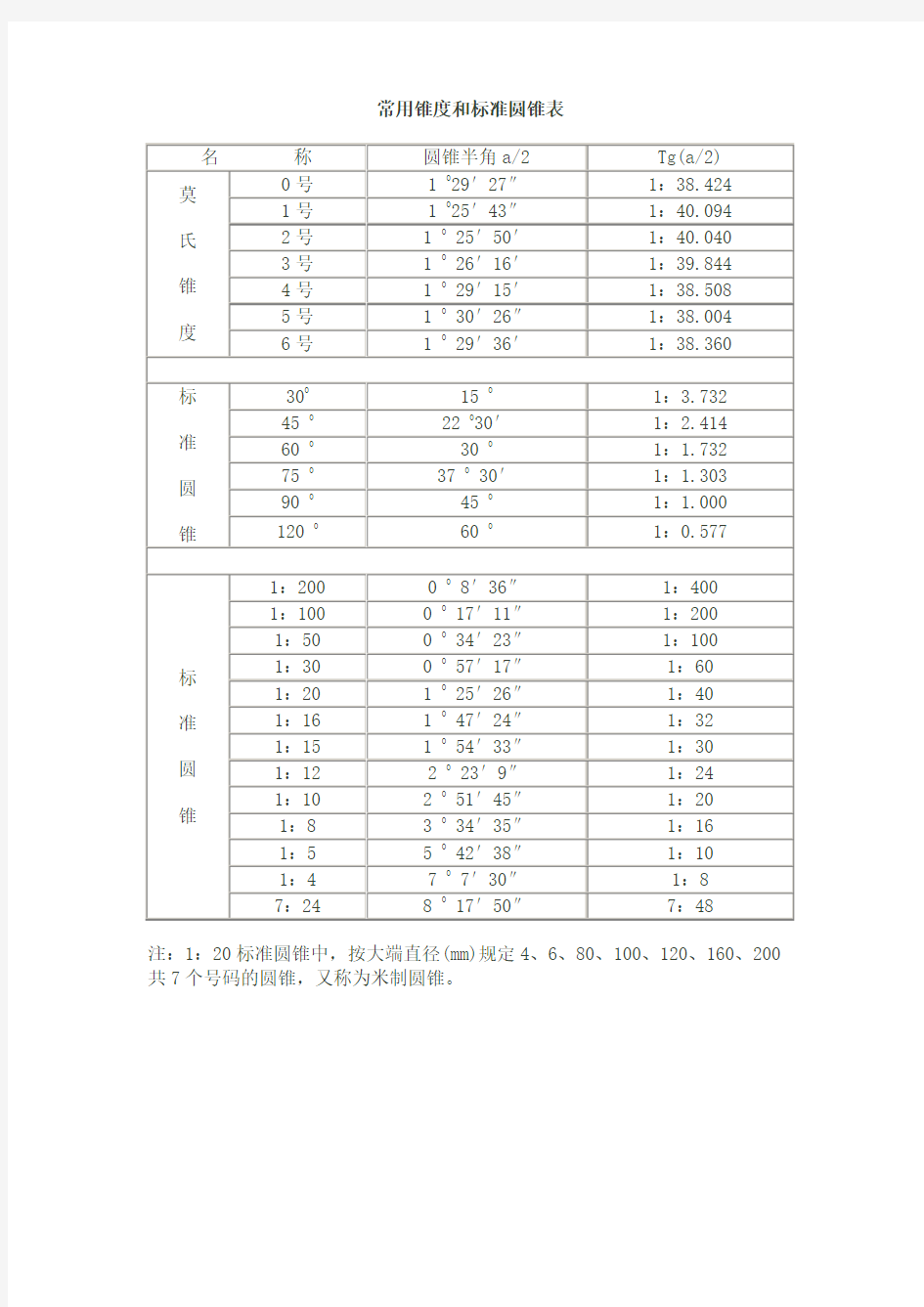
常用锥度和标准圆锥表
注:1:20标准圆锥中,按大端直径(mm)规定4、6、80、100、120、160、200共7个号码的圆锥,又称为米制圆锥。
锥柄标准
主轴锥孔 加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。 9 t4 n5 J; Z1 A7 Y P 一.7:24锥度的通用刀柄9 ` 锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。三维网技 NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。 目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。 (1)DIN 2080型(简称 NT或ST) DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。 (2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT) 其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。 (4) MAS BT 型(简称 BT) BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。 BT 型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。 (5) ANSI B5.50型(简称 CAT)三维网技术论坛* F5 _* U/ G- r, p ANSI B5.50型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和IS0 7388/1 刀柄可以安装在ANSI B5.50型机床上。 二、 1:10的HSK真空刀柄) f/ c# L k! r9 K HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、 HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀) 和HSK-E(带内冷自动换刀,高速型)。三维,cad,机械,技术,汽 车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江1 r5 H3 S0 `- T8 y5 v& P. U. ^ 7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触, 这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄有A型、B 型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。三维|cad|机械|汽车|技术 |catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ R$ p+ |, y- D# L$ ]3 A: J! n A型和E型的最大区别就在于:
圆锥教案
总第课时星期第节时间: 第四单元课题一车外圆锥面基本知识 教学目标:1、了解标准圆锥的概念及用途。 2、掌握圆锥组成部分及计算。 德育目标:培养学生合作精神 教学重点:掌握圆锥面加工方法 教学难点:掌握圆锥面加工方法 教学方法:探究法、多媒体教学演示法 教学课时:2课时 教学用具:多媒体、光盘 教学课型:新授 教学过程: 课题一车外圆锥面基本知识 一、组织教学 点名考勤、稳定学生情绪、宣布上课 二、复习提问 (一)轴承套的工艺分析 三、导入语 因锥面配合紧密,拆装方便,多次拆装后仍能保持精确的对中性,因此被广泛应用于要求定位准确,能传递一定转矩和经常拆卸的配合件上。 观看光盘 (一)圆锥面配合的应用 1、圆锥面配合的同轴度高、拆卸方便,当圆锥面较小时(α<3°),能传递很大扭矩,因此在机器制造中被广泛采用。 2、例如,车床主轴前端锥孔、尾座套筒锥孔、锥度心轴、圆锥定位销等都是采用圆锥面配合。 (二)圆锥基本参数及计算 (1)最大圆锥直径D (2)最小圆锥直径d (3)圆锥角α (4)圆锥半角α/2:tan(a/2)=D-d/2L (5)圆锥长度L (6)锥度C:圆锥大、小端直径之差与长度之比即C=D-d/L (7)斜度C/2: (8)圆锥半角可按下面公式计算: tan(α/2)=BC/AC BC=(D-d)/2 AC=L tan(α/2)=(D-d)/2L 其它三个参数与圆锥半角α/2的关系: D=d+2Ltan(α/2) d=D-2Ltan(α/2)
L=(D-d)/2tan(α/2) 例:如右图所示,试计算圆锥小端直径 d 及小滑板转动角度α/2。 解:已知圆锥大端直径D=20,锥长L=15,锥度C=1/1.5, 根据公式得: d =D-C×L =20-(1/1.5)×15 =10 α/2 =arctan(C/2)= arctan(1/3)= 18.43o (三)标准圆锥 1、定义:圆锥几何参数已标准化的圆锥称为标准圆锥。例如常用工具、刀具上的圆锥面。 2、种类:莫氏圆锥和米制圆锥。其表示方法用号码表示。 (1)莫氏圆锥:按尺寸由小到大有0、1、2、3、4、5、6七个号码。当号码不同时,圆锥角和尺寸都不同。 (2)米制圆锥:有4、6、80、120、160、200七个号码。它的号码是指大端直径,锥度固定不变,C=1:20。 此外,一些常用配合锥面的锥度也已标准化,称为专用标准圆锥锥度。 四、训练检测:课本P131 1、2、3、4 五、总结 (一)圆锥基本参数及计算 (二)标准圆锥 六、布置作业: 1.配套练习册课题一 2.预习课文P109-114 七、课后回顾: 通过本次教学,学生对重点内容基本掌握,学习兴趣较高,并且很渴望把所学的理论知识很好地运用到实际操作中去,自主学习能力增强,行动导向教学取得了较好的效果。在实习教学中,还要巩固加强理论教学的内容 八、板书设计:
莫氏锥度的详细介绍
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么? 很奇怪 锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示?? 莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。就像π一样,只是无数数字中的一个,但是只有它叫π。下面是摘抄的资料。 莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,31.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。 莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床 连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2)
锥度测量
锥度量规的测量方法 1.涂色法检查锥角 用涂色法检查锥角由于不需要使用复杂的测量工具,可以同时检查内外径尺寸,方法比较简单,而且测量时与使用情况相类似,属于综合性测量,在工具车间得到广泛使用。 在《圆锥量规的检定规程》(JJG177 -1977)中规定,涂色法是用特殊的红铅笔(即金属铅笔)或其他涂料,如印油、红丹等涂在塞规圆锥面上。《圆锥量规的检定规程》中规定,要检定合格的寒规(我们习惯称标准塞规),按圆周的三等分,均匀地涂三条线,涂色层厚度为2~3μm。“两锥面密合普通精度量规按触面不少于转动展开面的80%,以接触而最差的一条来确定密合性是否合格。”对高精度的锥度量规,按接触面积不少于转动展开面的95%来确定密合性是否合格。涂色层厚度不好测量,多凭经验掌握,一般不应超过5μm,着色层越厚误差越大。涂色层涂好以后,将塞规塞人套规孔内,使两者紧密结合,然后转动几次(每次转角要大于30 ?),抽出塞规,仔细观察接触情况。按着这种方法错开90?再进行一次检查,仔细观察接触情况,按上述要求确定套规是否合格。 如果大端接触面积多,而小端接触面积少,则说明套规的角度小;反之,若小端接触面积多而大端接触面少,则说明套规角度大。如果用套规检查锥度工件时,则先把工件的圆锥按三等分涂上涂料,再将套规套人工件锥体,按上述方法进行检查。 2.检查直径尺寸 把塞规塞人套规孔内,使两者紧密结台,如果新制的套规大端面与塞规的第一条环形刻线的左边缘(图1)重合为合格,允许偏差不得超过第一条环形刻线的0. 1mm。 3.用钢球测量内锥体大端直径D 这种方法比较方便,测量精度高。对于锥体较大,并且不宜在正弦尺和仪器上进行测量的内锥体而言,尤其显得方便,如图2所示。测量前一定要仔细地将精密平板和被测锥体用酒或航空汽油擦洗干净,以防灰尘或切屑小颗粒影响测量精度。然后,将被测锥体放在精密平板上,在锥体直径方向放上两个相等尺寸的钢球,且与锥面和平板相切,用量块测出两钢球间的最大距离L,由图2可知: <="" 2(90?-a)="45?-a/2 " style="padding: 0px; margin: 0px;"> 因为N=rtan(45?+ a/2) 所以D=L+2r+2r tan(45?+ a/2) = L+2r[1+ tan(45?+ a/2)] 式中 D -----内锥体大端直径,mm r------钢球半径,mm a------锥体斜角(?) 4.用钢球测量内锥体小端直径d0 首先将被测锥体和精密平板用酒精或航空汽油擦洗干净,然后,将被测内锥体放在精密平板上,如图3所示。在锥体内放上两个适当尺寸且直径相等的钢球,使之与锥面和平板相切,用最块测量出两钢球间的最大距离L1。根据上述原理和方法可以推导出小端直径d。(公式推导略)。 d0=L 1+2 r[1+tan(45?–a/2)] 式中 d0-------锥体小端直径,mm r--------钢球半径,mm a---------锥体斜角 (?) 5.用立式测长仪测量内圆锥 内锥度的测量,一般是在平板上用钢球、量块和千分表进行。这种方法测量精度较低,对于小尺寸孔径的锥体测量,此法就不适用了。我们在立式测长仪上利用自制专用测头和钢球测量内锥度,操作简单,若钢球尺寸与圆度误差适当控制,锥角的测量精度可在秒级范围。 测量方法:
4—1圆锥的基本知识
复习提问: 套类工件的加工1.钻孔 2.扩孔和锪孔 3.车孔 4.铰孔 导入新课: 在机床和工具中,圆锥面结合应用很广泛,如车床尾座锥孔,麻花钻的锥柄等等。 A、圆锥表面与圆柱表面的区别在什么地方? 圆柱表面的母线与轴的线平行,而圆锥表面化的母线与轴的线成一角度。 根据这个区别,我们在车削圆柱表面时,希望车刀的轨迹与轴心线平行,车削圆锥表面时,车刀的移动轨迹与轴心线成一个角度。 B、圆锥面的特点:1当圆锥角在3°以下时,可以传递很大的转矩;同轴度较高,能做到无间隙配合。2装卸方便,能保证精确地定心作用。 C、圆锥面的精度评定 除对圆柱表面的要求以外,还有角度(或锥度)的精度要求。一般对要求较高的表面,常用涂色法检验,其精度是以接触面的大小来评定。 讲授新课: §4-1圆锥的基本知识 术语及定义 圆锥表面:与轴线成一定角度,且一端相较于轴线的一条直线段(素线)围绕着该轴线旋转一周所形成的表面。 圆锥:由圆锥表面与一定尺寸所限定的几何体。 一.圆锥的基本参数及其尺寸计算 圆锥分外圆锥和内圆锥 1.圆锥的基本参数 (1)最大圆锥直径D 简称大端直径 (2)最小圆锥直径d 简称小端直径 (3)圆锥长度L 最大与最小圆锥直径的轴向距离。工件全长一般用Lo表示。 (4)锥度C 是最大与最小圆锥直径之差对圆锥长度之比 C=(D—d)/L (5)圆锥角a 在通过圆锥轴线的截面内两条素线间的夹角。★在车削时,小滑板转过的角度a/2圆锥半角 2.圆锥基本参数的计算 例题P72:图4-2a所示的磨床主轴圆锥,已知锥度C=1:5,最大圆锥直径D=45mm,圆锥长度L=50mm,求最小圆锥直径d。 解:根据公式4-1 C=D-d/L d=D-CL=45-1/5*50=35mm 例2:利用三角函数表,不太方便。 当圆锥半角a/2〈6°,可用下列近似公式计算: a/2=28.7°× D-d/L=28.7°×C 注意:圆锥半角应在6°。 计算出来单位是度(°),度以下的小数部分是十进制的,而角度是60进制的。应将含有小数部分的计算结果转化为分和秒。 二、标准工具圆锥 为了制造和使用方便,降低生产成本,机床上、工具上和刀具上的圆锥多已标准化,即圆锥
锥度的测量及相关标准--原创
莫氏锥度 莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆。莫氏锥度: 号数锥度C 标准锥度 0 1:19.212=0.0520508158 1°29'27" 1 1:20.047=0.0498827754 1°25'43" 2 1:20.020=0.0499500500 1°25'50" 3 1:19.922=0.050195763 4 1°26'16" 4 1:19.254=0.0519372598 1°29'15" 5 1:19.002=0.0526260394 1°20'26" 6 1:19.180=0.0521376434 1°29'36" 锥度C与圆锥角α的关系为: C=2×tg(α/2)
4号莫氏锥度: 锥度(2tgα):1:19.254=0.05194;锥角(2α)=2°58′31〃;斜角(α)=1°29′15〃;斜度(tgα)=0.026 莫氏6号锥度2度59分12秒公称直径63.348 普通长度182 带舌尾长度210 标准留距8 以上单位全是毫米 [莫氏锥度NO.2] 基本值:1:20.020 圆锥角α:2度51分40.7960秒(2.861 332 23 度);rad:0.049 939 67 锥度C:1:16.666 666 7 标准号:1443(296) GB/T 157-2001 莫氏圆锥锥度 A B (max) C (max) D (max) E(max) F G H J K 0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27" 1 20.047:1 12.065 6 2 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43" 2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6. 3 1°25'50" 3 19.922:1 23.825 9 4 99 20 18. 5 7 2 5 7.9 1°26'16" 4 19.254:1 31.267 117. 5 124 24 24.5 8 2.5 6.5 11.9 1°29'15" 5 19.002:1 44.399 149.5 15 6 29 35. 7 10 3 6.5 15.9 1°20'26" 6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36" 7 - 83.058 285.75 294.1 34.9 - - 19.05 – 19 1°29'25
莫氏锥度表
莫氏锥度表 莫氏圆锥量规用于检查机床与工具圆锥孔和圆锥柄的锥度和尺寸的正确性,莫氏量规分A型不带扁尾和B型带扁尾两种型式,精度等级分为1、2、3级。 不带扁尾莫氏圆锥工作环规A型927 Morse taper working ring gauge without flat tail,type A 927 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 927-01 0 1:19.212 0.058 927-02 1 1:20.047 0.110 927-03 2 1:20.020 0.240 927-04 3 1:19.922 0.450 927-05 4 1:19.254 0.830 927-06 5 1:19.002 2.100 927-07 6 1:19.180 5.300 不带扁尾莫氏圆锥工作塞规A型928 Morse taper working plug gauge without flat tail,type A 928 编号 Ltem 规格 Specificaltions 锥度值 Taper 质量 Weight(Kg) 928-01 0 1:19.212 0.054 928-02 1 1:20.047 0.104 928-03 2 1:20.020 0.251 928-04 3 1:19.922 0.499 928-05 4 1:19.254 0.921 928-06 5 1:19.002 2.10 928-07 6 1:19.180 5.00 锥度1:50,请问什么叫锥度: 锥度:是等腰三角形的底边比高。表示线段延长后形成一只等腰三角形,它的底边为1、高度为50. 斜度是:等腰三角形1/2底边比高。也是锥度的半角。1:50的锥度用斜度表是1:100. 锥度1:50用角度表是1.145877395度 斜度1:100是0.572938697度
莫氏锥度的国际标准
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递 一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄 钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各 种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2) MT0 1:19.212 MT1 1:20.047 MT2 1:20.020 MT3 1:19.922 MT4 1:19.254 MT5 1:19.002 MT6 1:19.180 用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。 车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。 第一个用处,是用来安装心轴,检测机床精度用; 第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准; 第三,在扩大车床的使用范围时,当然也能直接装卡刀具 莫氏锥度: 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065
圆锥体计算方法
圆锥体计算方法 圆锥体的体积=底面积×高×1/3(圆锥的体积是等底等高圆柱体的三分之一)=1/3πr2h 圆柱体的表面积=高×底面周长+底面积×2 即S圆柱体=(π×d×h)+(π×r2×2) 圆锥的体积 一个圆锥所占空间的大小,叫做这个圆锥的体积. 根据圆柱体积公式V=Sh(V=πr2h),得出圆锥体积公式: V=1/3Sh(V=1/3SH) S是底面积,h是高,r是底面半径。 圆锥的表面积 一个圆锥表面的面积叫做这个圆锥的表面积. S=πl2×(n/360)+πr2或(α*l^2)/2+πr2(此α为角度制)或πr(l+r)(L表示圆锥的母线) 圆锥的计算公式 圆锥的侧面积=母线的平方×π×360百分之扇形的度数 圆锥的侧面积=1/2×母线长×底面周长 圆锥的侧面积=π×底面圆的半径×母线 圆锥的侧面积=高的平方*3.14*百分之扇形的度数 圆锥的表面积=底面积+侧面积S=πr2+πrl (注l=母线) 圆锥的体积=1/3底面积×高或1/3πr2h 圆锥的母线:圆锥的顶点到圆锥的底面圆周之间的距离。 圆锥的其它概念 圆锥的高: 圆锥的顶点到圆锥的底面圆心之间的距离叫做圆锥的高圆锥只有一条高。 圆锥的侧面积: 将圆锥的侧面积不成曲线的展开,是一个扇形 圆锥的母线: 圆锥的顶点到圆锥的底面圆周之间的距离。一般用字母L表示。 知识总结:一个圆锥的体积等于与它等底等高的圆柱的体积的1/3。 要知道了锥度的计算公式,你的问题就都可以解决了. 公式是C=(D-d)/L C表示锥度比D 表示大端直径d表示小端直径L表示锥的长度①已知锥度比C,小头直径d,总长L,则
大头直径D=C*L+d ②已知大头直径D,锥度比C,总长L,则小头直径d=D-C*L ③已知大头直径D,小头直径d,锥度比C,则总长L=(D-d)/C ④已知大头直径D,小头直径d,总长L,则锥度比C=(D-d)/L 各种管材理论重量计算公式、钢材理论重量计算公式1、角钢:每米重量=0.00785×(边宽+边宽—边厚)×边厚 2、管材:每米重量=0.02466×壁厚×(外径—壁厚) 3、圆钢:每m重量=0.00617×直径×直径(螺纹钢和圆钢相同) 4、方钢:每m重量=0.00786×边宽×边宽 5、六角钢:每m重量=0.0068×对边直径×对边直径 6、八角钢:每m重量=0.0065×直径×直径 7、等边角钢:每m重量=边宽×边厚×0.015 8、扁钢:每m重量=0.00785×厚度×宽度 9、无缝钢管:每m重量=0.02466×壁厚×(外径-壁厚) 10、电焊钢:每m重量=无缝钢管 11、钢板:每㎡重量=7.85×厚度 12、黄铜管:每米重量=0.02670×壁厚×(外径-壁厚) 13、紫铜管:每米重量=0.02796×壁厚×(外径-壁厚) 14、铝花纹板:每平方米重量=2.96×厚度 15、有色金属密度:紫铜板8.9 黄铜板8.5 锌板7.2 铅板11.37 16、有色金属板材的计算公式为:每平方米重量=密度×厚度 17、方管: 每米重量=(边长+边长)×2×厚×0.00785 18、不等边角钢:每米重量=0.00785×边厚(长边宽+短边宽--边厚) 19、工字钢:每米重量=0.00785×腰厚[高+f(腿宽-腰厚)] 20、槽钢:每米重量=0.00785×腰厚[高+e(腿宽-腰厚)]
机械制图——锥度与斜度
教学时数:2学时 课题:§2-6 斜度和锥度 教学目标: 通过学习使学生理解并掌握斜度和锥度的概念及绘制方法。 教学重点: 斜度和锥度的画法。 教学难点: 斜度和锥度的标注。 教学方法: 讲授法与演示法相结合。 教具: 绘图工具、挂图、板图 教学步骤: (复习提问) 1、绘制椭圆的方法有哪些?各有什么要求? 2、简述四心法绘制椭圆的实质是什么?。 (导入新课) 今天我们将共同学习有关斜度和锥度的相关知识。 (讲授新课) §2-5 斜度和锥度 一、斜度 1、斜度的概念:指一直线(平面)相对与另一条直线(或平面)的倾
斜程度,其大小用该两直线(或平面)的夹角的正切值来表示。 斜度 = tanα = CA/AB = H/L (a图) 斜度 = (H-h)/L(b图) 2、斜度的画法: 作图步骤:(斜度 1:6) (1)自A点在水平线上任取六等分,得到B点; (2)自A点在AB的垂线上取一个相同的等分得到C点; (3)连接B、C两点即得1:6的斜度; (4)过K点作BC的平行线,即得到1:6的斜度线。 3、斜度的标注: 标注时符号的方向应与斜度的方向一致。
二、锥度 1、锥度的概念:指正圆锥体底圆直径与锥高之比。如果是圆锥台则是上下底圆直径之差与锥台高度之比。 锥度 = 2tanα= D/L = D-d/L 2、锥度的画法: 作图步骤:(作1:3的锥度,高为50,底径为20的锥台) (1)由A点沿轴线向右取三等分得B点; (2)由A沿垂线向上和向下分别取1/2个等份,得点C、C1; (3)连接BC、BC1,即得1:5的锥度; (4)过点E、F作BC、BC1的平行线,即得所求圆锥台的锥度线。
任务二 圆度和锥度测量
目录 任务目标 (2) 任务描述 (2) ●任务内容 (2) ●实施条件 (2) 程序与方法 (3) 步骤一测量要求分析 (3) 步骤二角度公差的选用 (8) 步骤三锥度和角度的测量方法 (9) 步骤四锥度和角度的测量 (12) 步骤五数据处理 (13) 巩固与拓展 (15)
任务二圆锥度和角度的测量 任务目标 笔记 通过本任务的学习,学生达到如下目标: □了解圆锥配合的特点、基本参数、形成方法和基本要求; □熟悉圆锥公差项目和给定方法,掌握圆锥公差的标注; □熟悉角度公差; □了解锥度和角度的检测方法。 任务描述 ●任务内容 图2-1是某机床顶尖的零件图,从图纸中我们可以看到左端有1:7的圆锥度 要求,右端顶尖部分有60°的圆锥角度要求。对于零件中的圆锥度和圆锥角度, 国家标准有哪些规定?它们是通过什么工具和方法被测量出来的?我们如何保 证加工中的准确性? 本任务要求完成左端1:7的圆锥度测量并判断零件是否合格。 图2-1机床顶尖零件图 ●实施条件 1.生产车间或实训基地,供学生见习、了解各种常用检测设备。 2.顶尖零件图、多媒体课件及必要的参考资料,供学生自主学习时获取必要 的信息。
程序与方法 步骤一测量要求分析 笔记相关知识 一、圆锥配合的特点 圆锥面是组成机械零件的一种常用的几何要素。圆锥结合是常用的连接与配 合形式。圆锥比圆柱的结构复杂,与圆柱配合相比较,圆锥配合具有以下特点: 1.相配合的内、外两圆锥在轴向力的作用下,能自动对准中心,保证内、外 圆锥体轴线具有较高的同轴度,且拆装方便。 2.圆锥配合的间隙和过盈,可随内、外圆锥体的轴向相互位置不同而得到调 整,而且能补偿零件的磨损,延长配合的使用寿命。 3.圆锥配合具有较好的自锁性和密封性。 圆锥配合虽然具有以上优点,但它与圆柱体配合相比,影响互换性的参数比 较复杂,加工和检验也较麻烦,故应用不如圆柱配合广泛。 二、圆锥配合的基本参数 锥度与锥角的基本参数有圆锥表面、圆锥体、圆锥长度、圆锥角、圆锥直 径和锥度。 1.圆锥表面 圆锥表面是指由与轴线成一定角度,且一端相交于轴线的一条线段(母线), 围绕着该轴线旋转形成的表面。 2.圆锥体 圆锥体是指由圆锥表面与一定尺寸所限定的几何体。 3.圆锥长度L 圆锥长度L是指最大圆锥直径截面与最小圆锥直径截面之间的轴向距离。 图2-1 圆锥体的几何参数 4.圆锥角α 圆锥角α是指在通过圆锥轴线的截面内,两条素线间的夹角。 5.圆锥直径 圆锥直径是指与圆锥轴线垂直的截面内的直径。 6.锥度C 锥度C圆锥的最大直径与其最小直径之差对圆锥长度之比,用符号C表示。 锥度常用比例或分数表示,例如:C = 1 :20 或者C = 1/ 20 等。
莫氏锥度
莫氏锥度
莫氏锥度的公称直径或叫外锥大径基本尺寸指的是什么? 很奇怪 锥度就是锥度难道这个姓莫的发明了另外一种锥度的表示体系?难道用莫氏锥度的地方就不能用公制锥度表示?? 莫氏锥度是指一组特定的锥度,只是一组数据,数据很普通,但是被赋予了超出数值的更多含义。就像π一样,只是无数数字中的一个,但是只有它叫π。下面是摘抄的资料。 莫氏锥度莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距,又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065,17.78,23.825,3 1.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。
莫氏锥度又分为长锥和短锥,长锥多用于主动机床的主轴孔,短锥用于机床附件和机床连接孔,莫氏短锥有,B12,B16,B18,B22,B24六个型号,他们是根据莫氏长锥1,2,3号缩短而来,例如B10和B12是莫氏长锥1号的大小两端,一般机床附件根据大小和所需传动扭矩选择使用的短锥,如常用的钻夹头1-13毫米通常都是采用B16的短锥孔. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2)
圆锥度螺纹计算公式
圆锥度螺纹计算公式 如图2所示,这里简单介绍一下该指令: 指令格式:G92 X(U) _Z(W) _R _ F _ 其中:P1为起始点,X(U) _Z(W)_是螺纹终点P3的坐标。P3 P4是退刀距离。R是切削终点P3到起点P2的X轴向量(有符号的半边量,若锥面起点P2的X坐标大于终点P3的X坐标时为正值)。 R是控制锥度的参数。如锥度为1:16,则R的绝对值为:L/(16×2),如上例,刀尖到端面为10mm,退刀P4P3为1mm(单边量)则: 锥螺纹长度:52.4+10=62.4(mm) R值:-[62.4/(16×2)]=-1.95 螺距:每25.4mml0牙,即2.54mm。 则车螺纹程序为: G00 X75 Z10 (快进到起点) G92 U-3.2 W-62.4 R-1.95 F2.54 (进给量3.2-2=1.2) U-4 (进给量4-3.2=0.8) U-4.5 (进给量4.5-4=0.5) U-4.84 (进给量4.84-4.5=0.34) 按锥度要求编程:油管螺纹单项测量仪测得的是25.4mm长度上直径的变化量,如平式油管螺纹每25.4mm10牙,则测10个螺距上直径的变化量。锥度是个比值,单位一致的情况下两两抵消,就变成一个无量纲的数了。如锥度1:16的标准读数应为:1/16=0.0625,锥度千分表渎数应为62.5。有些生产厂家为了保证更好的加工质量,对锥度的控制范围做了严格的规定,其最佳值不一定是62.5,编程时必须会根据最佳的锥度值编程。似设最佳锥度值为0.065,此时 有以下关系成立:
锥度长度为L,直径变化量:L×65×0.001。 R的绝对值:(L×65×0.001)/2。 按锥度65,改写上面程序则有: 车锥度时:锥度长度:56.4mm。锥度直径变化量: 56.4×65×0.001=3.666mm。 刀具起点X坐标:73-3.666=69.334 程序:G00 X69.3324 (快进到始点) G01 U3.666 W—56.4 F0.3 (车削锥度) 车螺纹时:锥度长度:62.4 R的绝对值:(62.4×65×0.001)/2=2.028 程序:G00 X75 Z10 (快进到P1始点) G92 U-3.2 W-62.4 R-2.028 F2.54 U-4 U-4.5 U-4.84 没有特殊锥度要求时,可按第一种方法编程。当对锥度有要求时,应按第二种方法编程。当对锥度进行调整时,可参照按锥度要求编定的程序进行调整。 锥体各部分名称及代号;D-大头直径,b-小头直径,L-工件全长,a-钭 角,2a-锥角,K-锥度, l-锥体长度,M-钭度。 锥体各部分计算公式; M=tga =(D - d )/ 2 l =K / 2 K=2tga =D - d / l D=b + 2ltga =d + Kl =d + 2lM
任务一 圆锥组成部分及计算
任务一 圆锥组成部分及计算 教学内容:圆锥组成部分名称、圆锥的计算、车削常用锥度和标准锥度时小滑板转动角度 教学目标: 1.能描述圆锥的组成部分 2.会根据工件的锥度,计算小滑板的旋转角度。 3.会根据工件的锥度,查表确定小滑板的旋转角度。 教学重点:圆锥的组成部分 教学难点:圆锥的计算 教学方法:现场教学 教 具 :CA6136、 有关的刀具、卡盘扳手等工具、游标卡尺。 加工使用棒料。 教学过程: 一、组织教学 检查学生人数,填写教室日志,组织学生上课秩序。 二、复习导入 车外沟槽的方法 三、讲授过程 (一)圆锥各部分的名称(如图5-1) 1、大端直径D :圆锥中直径最大的。 2、小端直径d :圆锥中直径最小的。 3、圆锥角:在通过圆锥轴线的截面内,两条素 线之间的夹角。 4、圆锥半角α∕2:圆锥角的一半。 5、圆锥长度L :圆锥大端与圆锥小端之间的垂 直距离。 图5—1 6、锥度C :圆锥大、小端直径之差与圆锥长度 的比值。 7、斜度C/2:锥度的一半。 (二)圆锥的计算 圆锥半角、D 、d 、L 、C 之间的关系 应用上面公式计算圆锥半角时,必须查三角函数表。当α /2<6o 时,可用下列近似公式计算: 28.72o D d L α-=? 或 28.72o C α=? (三)车削常用锥度和标准锥度时小滑板转动角度 车削常用锥度和标准锥度时小滑板转动角度可参考表5—1。 (四)例题讲解 222tan C L d D =-=αL d D C -= 图5—1
根据以上所学知识计算 例:有一圆锥,已知D=100mm ,d=80mm ,L=200mm ,求圆锥半角。 分析:根据锥度可查表知道圆锥半角,而锥度又与D 、d 、L 有关。故先求锥度,再查表。 解: =(100-80)/200 =1:10 查表知:圆锥半角为2o 51'45"。 (五)学生练习 用近似公式计算上例圆锥半角。 四、课堂总结 1.圆锥各部分的名称 2.圆锥的计算 五、布置作业 预习圆锥的加工 L d D C -=
莫氏锥度
莫氏锥度 莫氏锥度[1]是机加工中关于锥度的国际标准,主要用于机械中旋转体的精密固定。莫氏锥度杆配合带锥度的内孔,是利用摩擦力来传递扭矩的。一般为加大传递力矩,常加上扁尾。因其拆卸简便,重复拆卸不会影响精度,在机械加工中应用极为广泛。 莫氏锥度分为长锥和短锥。长锥用于机床本体的连接,传递的力矩较大,有0,1,2,3,4,5,6共七个型号。 短锥用于机床刃具及附件的连接,传递的力矩较小。有B10,B12,B16,B18,B22,B24六个型号。 锥度的基准为1:20,表中的锥度并非恰好1:20,是因为材料粗细不同,产生的内应力不一样,所以其数值需要经过修正。但要求不高时,锥度值可以全部取1:20。 莫氏的长锥详细尺寸[编辑]
单位:(mm) 莫氏锥度号锥度 A B (max) C (max) D (max) E (max) F G H J 半斜角(α/2) 0 1:19.212 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1° 29' 27" 1 1:20.047 12.065 6 2 65.5 13.5 8.7 5 1.2 3.5 5.2 1° 25' 43" 2 1:20.020 17.780 75 80 16 13.5 6 1.6 5 6. 3 1° 25' 50" 3 1:19.922 23.825 9 4 99 20 18. 5 7 2 5 7.9 1° 26' 16" 4 1:19.254 31.267 117. 5 124 24 24.5 8 2.5 6.5 11.9 1° 29' 15" 5 1:19.002 44.399 149.5 15 6 29 35. 7 10 3 6.5 15.9 1° 30' 26" 6 1:19.180 63.348 210 218 40 51 13 4 8 19 1° 29' 36" 7 1:19.231 83.058 285.75 294.1 34.9 - - 19.05 - 19 1° 29' 22"
锥度计算公式
锥度计算公式 TAP MAX 最大锥度设置值 TAP 设置的锥度 DIA 当前卷径 DIA MIN 最小卷径 TAP OUT 锥度模块输出 TAP OUT =TAPMAX DIA DIAMIN DIA TAP )/)(*TAPMAX --( 假设TAP MAX =1,那么: TAP OUT = 1-TAP*(DIA- DIA MIN )/DIA 昆山佳源所需要的曲线算法: 如果,TAP>=0, F=F0*[1- TAP*(DIA- DIA MIN )/DIA]*{(D MAX -DIA)/ (D MAX -D MIN )} + F1*[1- TAP*( D MAX -DIA)/ DIA]*{(D -D MIN )/ (D MAX -D MIN )} 如果,TAP<=0, F=F0*[1- TAP*(DIA- DIA MIN )/( D MAX –DIA+ DIA MIN )]*{(D MAX -DIA)/ (D MAX -D MIN )} + F1*[1- TAP*( D MAX -DIA)/ ( D MAX –DIA+ DIA MIN )]*{(D -D MIN )/ (D MAX -D MIN )} 注意:TAP 的取值范围取决于D MAX ;D MIN;ξ. ξ= F1/ F0 要求: TAP<ξ ξ+-11(1+DMIN DMAX DMIN -) 例如,ξ=0.90, DIA MIN =87; DIA MAX =807; TAP<0.0589 ξ=0.85, DIA MIN =87; DIA MAX =807; TAP<0.0908 ξ=0.70, DIA MIN =87; DIA MAX =807; TAP<0.1978
莫氏锥度号
莫氏锥度号标准尺寸 莫氏锥度号锥度(2tgα)大端直径D圆锥角2α斜角α斜度(tgα)3#1:19.922=0.05020¢23.8252°52'32"1°26'16"0.0251 4#1:19.254=0.05194¢31.2672°58'31"1°29'15"0.026 5#1:19.002=0.05263¢44.3993°00'53"1°20'26"0.0263 莫氏圆锥锥度D(max)C(max)d(max)E(max)F G H J K 019.212:19.04556.559.510.564133.91°29'27" 120.047:112.0656265.513.58.751.23.55.21°25'43" 220.020:117.78075801613.561.656.31°25'50" 319.922:123.82594992018.57257.91°26'16" 419.254:131.267117.51242424.582.56.511.91°29'15" 519.002:144.399149.51562935.71036.515.91°20'26" 619.180:163.34821021840511348191°29'36" 7-83.058285.75294.134.9--19.05-191°29'25莫氏锥度: 号数锥度C外锥大径基本尺寸D 01:19.2129.045 11:20.04712.065 21:20.02017.78 31:19.92223.825 41:19.25431.267 51:19.00244.399 61:19.18063.348 锥度C与圆锥角α的关系为: C=2×tg(α/2)
圆锥及其配合的基本参数
圆锥及其配合的基本参数 1.基本参数 圆锥分为内圆锥(圆锥孔)和外圆锥(圆锥轴)两种,其几何参数见图5-1。 (a) (b) 图5-1圆锥及配合几何参数 (1)圆锥角 在通过圆锥轴线的截面内,两条素线之间的夹角,用符号表示。 (2)圆锥素线角 圆锥素线与其轴线之间的夹角,它等于圆锥角之半,即。 (3)圆锥直径 与圆锥轴线垂直的截面内的直径,有内、外圆锥的最大直径di、de,内、外圆锥的最小直径di、de,给定截面x处圆锥直径dx。 (4)圆锥长度 圆锥的最大直径截面与最小直径截面之间的轴向距离。圆锥长度用l表示,外圆锥长度为le,内圆锥长度为li。 (5)圆锥配合长度 内、外圆锥配合面的轴向距离,用符号h表示。
(6)锥度 两个垂直圆锥轴线截面的圆锥直径之差与该两截面之间的轴向距离之比,用符号c表示。如圆锥最大直径d和圆锥最小直经d之差与圆锥长度l之比即为锥度c。 锥度常用比例或分数表示,如c=1:20或c=1/20。 (7)基面距 是指内、外圆锥基准平面之间的距离,用符号表示。。基面距用来确定内、外圆锥之间最终的轴向相对位置,基面距的位置取决于所选的圆锥配合的基本直径。 圆锥配合的基本直径是指外圆锥小端直径与内圆锥大端直径。若以外圆锥小端 直径为圆锥配合的基本直径,则基面距在小端;若以内圆锥大端直径为圆锥配合的基本直径,则基面距在大端。 2.锥度与锥角 为减少加工圆锥工件所用的专用工具、量具种类和规格,满足生产需要,国家标准 gb/t157—2001规定了机械工程一般用途圆锥的锥度与锥角系列,适用于光滑圆锥,见表5-1。选用时优先选用第一系列,当不能满足要求时可选第二系列。 表5-1 一般用途圆锥的锥度与圆锥角(摘自gb/t157—2001)