EPSON机械手LS系列安装及接线指导书

EPOSN机器人LS系列安装指导
1.机器人LS3/LS6安装:
本体必须台面安装,请用销钉定位,用为了抑制振动,建议机械手安装面的板使用厚度为20 mm以上的铁板,表面粗糙度为
25 μm以下即可。用螺丝固定机械手时,必须加弹性垫片与平垫。
注意:机器人运动前请确认机器人本体是否已经紧固.
2.安装RC90控制器:
3.供电电源线连接(AC Power Cable)
供电规格为:单相AC 200 V to AC 240 V;50/60 Hz
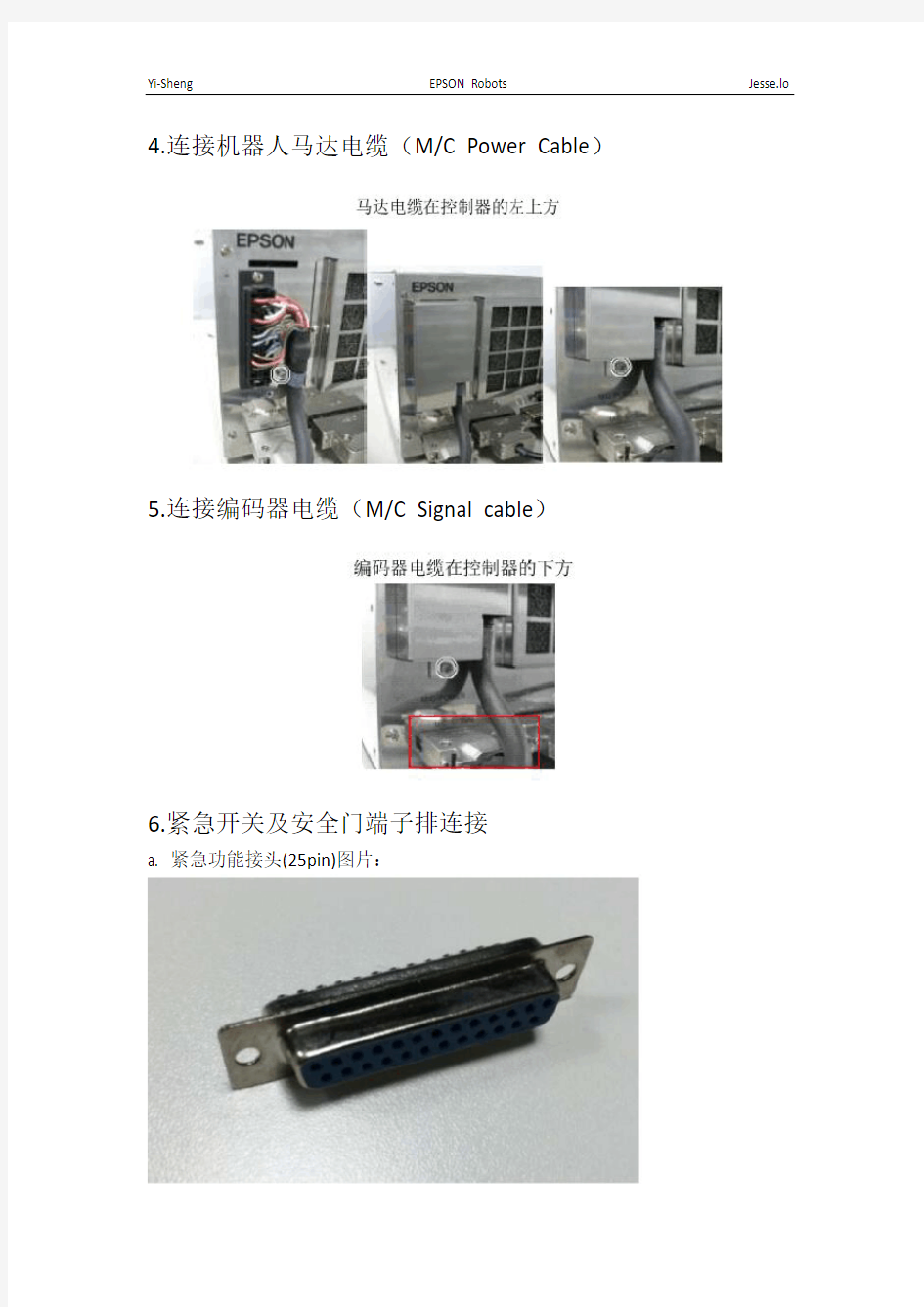
4.连接机器人马达电缆(M/C Power Cable)
5.连接编码器电缆(M/C Signal cable)
6.紧急开关及安全门端子排连接
a. 紧急功能接头(25pin)图片:
b.急停25pin信号分布表
c.急停接线图(如果急停线接错有可能导致主板烧坏):
d.常用急停25pin接线图参考:
{根据急停接线图,(安全门短接,采用内部24V与0V(pin22~25))}
7.I/O(输入输出)接线:
a. I/O接头(50pin)图片
b.50pin信号配置(共24个输入,16个输出):
采用I/O远程控制时,为方便调试,必须有的信号为:
输入信号:
Pin2:输入No.0 (Start);用于启动机械手运动
Pin6:输入No.4 (Stop);用于停止机械手运动
Pin7:输入No.5 (Pause) ;用于暂停机械手运动
Pin8:输入No.6 (Continue) ;用于继续机械手运动;
Pin9:输入No.7 (Reset) ;用于复位机械手的急停,机械手的错误报警信号。输出信号:
Pin10:输出No.0 (Ready) ;用于监控控制器是否上电并启动OK
Pin11:输出No.1 (Running) ;用于监控机械手程序是否运行
Pin12:输出No.2 (Paused) ;用于监控机械手是否暂停
Pin13:输出No.3 (Error) ;用于监控机械手是否发生异常报警
Pin14:输出No.4 (EstopOn) ;用于监控急停是否被按下或急停故障报错
c.输入信号接线:
RC90控制器输入电路使用双向光电耦合器,所以可以采用NPN与PNP两种接线方式,输入电流要求: 10 mA TYP/+ 24 V输入时,因此可进行下述2种配线。NPN配线(建议优先采用):
即:输入公共端接24V(pin1,pin18,pin34接+24v电源)。
图:NPN输入I/O接线图
PNP 配线:
即:输入公共端接0V(pin1,pin18,pin34接24伏电源的0V)。
图:PNP输入I/O接线图
d.输出信号接线: RC90控制器的输出电路在中国大陆销售的全为NPN 型,如需PNP 要单独申请;因此在配线时,只有一种接线NPN 接线方式。如果配线时弄错输出类型,则会导致电路板上的部件损坏,机器人系统无法正常进行动作。最大输出电流: TYP 100mA / 24V 电压输出。
NPN 的输出接线图(输出公共端pin17,pin33接0V):
图:NPN 的输出接线
为保证接线不出问题,我们建议全采用NPN 型接线
即(输入公共端pin1,pin18,
pin34接
+24 V ,输出公共端pin17,pin33接0V )
8.丝杆夹具固定设计参考:
其他详情问题请咨询:https://www.360docs.net/doc/ae12498300.html,/ 夹具采用螺丝抱紧机械
手丝杆机构。
机械手法兰盘
夹具上的定位孔对
齐丝杆的定位孔
爱普生机器人原点校准方法
EPSON机械手脉冲零点校正 一、工具: 钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。 二、应用场合: 1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用, 需要重新校准机械手的位置(重新校准机械手脉冲零位)。 2.更换马达等其他问题。 三、机械手脉冲零点位置校正: 具体调节步骤如下: 1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示: .点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释 放机械手4个伺服马达刹车;具体如图: 2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释 放机械手4个伺服马达刹车;具体如图:
— 3.手动将机械手调整到脉冲零点位置;如下图所示: +Z方向 +X方向 +Y方向 具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示: 2)同理,手动移动丝杆使3、4轴如图所示:( U轴0位,丝杆端面对应外套上的指针;丝
—杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。) 3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手 伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图: 4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在 软件中打开命令窗口(ctrl+M)中输入: Encreset 1 按回车 Encreset 2按回车 Encreset 3按回车 Encreset 3,4按回车 如图: 5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图:
爱普生机器人原点校准方法
爱普生机器人原点校准 方法 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
E P S O N机械手脉冲零点校正 一、工具: 钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。 二、应用场合: 1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。 2.更换马达等其他问题。 三、机械手脉冲零点位置校正: 具体调节步骤如下: 1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示: .点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图: 2.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图: 3.手动将机械手调整到脉冲零点位置;如下图所示:
+Z方向 +X方向 +Y方向 具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示: 2)同理,手动移动丝杆使3、4轴如图所示:(U轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。) 3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motoroff”按钮,即关闭机械手;具体如图: 4.保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入: Encreset1按回车 Encreset2按回车
爱普生机械手控制器
RC90控制器状态控制器状态说明说明 控制器的状态指示灯控制器的状态指示灯:: 状态灯说明状态灯说明:: ERROR :当系统有错误产生时此灯亮起,这是可以通过; E-STOP :紧急停止按钮动作; TEACH :控制器在TEACH 模式; AUTO :控制器在AUTO 模式(AUTO 模式下,控制器自动切换TEACH 、PROGRAM 模式); PROGRAM :控制器在PROGRAM 模式;
ERROR 灯点亮时灯点亮时的处理步骤的处理步骤的处理步骤:: 1. 当ERROR 点亮时,系统停止程序运行;此时通过控制器的“RESET ”功能复 位控制器,如果复位成功,ERROR 灯变灭;通过此操作,如果ERROR 状态没有解除,则断开控制器总电源后重新上电,如果ERROR 状态没有解除进行下一步操作。 2. 准备一台装有RC+软件的电脑、USB 线或网线,连接到控制器,通过RC+查 看控制器的状态,方法有: Ⅰ. 在软件“菜单栏”->查看->系统历史记录,可以看到所有的报警记录,如下图:
Ⅱ. a.在软件“菜单栏”->工具->控制器,先通过“导出控制器状态”按钮导出控制器状态文件,导出控制器状态文件的方法有两个; 方法一: 方法二: 一键USB备份控制器的状态: ①. 插入U盘到Memory口,10秒以上; ②. 按下“Tirgger”按钮,这时控制器上面的ATUO、PROGRAME、TAECH 状态等会同时闪烁; ③. 等待ATUO、PROGRAME、TAECH状态灯恢复正常状态,控制器状态文 件保存完成。 ④. 保存的文件命名为规则为:“S“+控制器序列号+保存时的日期、时间 例如:S_12345_20060524105744
EPSON机械手LS系列安装及接线指导书
EPOSN机器人LS系列安装指导 1.机器人LS3/LS6安装: 本体必须台面安装,请用销钉定位,用为了抑制振动,建议机械手安装面的板使用厚度为20 mm以上的铁板,表面粗糙度为 25 μm以下即可。用螺丝固定机械手时,必须加弹性垫片与平垫。 注意:机器人运动前请确认机器人本体是否已经紧固. 2.安装RC90控制器: 3.供电电源线连接(AC Power Cable) 供电规格为:单相AC 200 V to AC 240 V;50/60 Hz
4.连接机器人马达电缆(M/C Power Cable) 5.连接编码器电缆(M/C Signal cable) 6.紧急开关及安全门端子排连接 a. 紧急功能接头(25pin)图片:
b.急停25pin信号分布表 c.急停接线图(如果急停线接错有可能导致主板烧坏):
d.常用急停25pin接线图参考: {根据急停接线图,(安全门短接,采用内部24V与0V(pin22~25))} 7.I/O(输入输出)接线: a. I/O接头(50pin)图片
b.50pin信号配置(共24个输入,16个输出): 采用I/O远程控制时,为方便调试,必须有的信号为: 输入信号: Pin2:输入No.0 (Start);用于启动机械手运动 Pin6:输入No.4 (Stop);用于停止机械手运动 Pin7:输入No.5 (Pause) ;用于暂停机械手运动 Pin8:输入No.6 (Continue) ;用于继续机械手运动; Pin9:输入No.7 (Reset) ;用于复位机械手的急停,机械手的错误报警信号。输出信号: Pin10:输出No.0 (Ready) ;用于监控控制器是否上电并启动OK Pin11:输出No.1 (Running) ;用于监控机械手程序是否运行 Pin12:输出No.2 (Paused) ;用于监控机械手是否暂停 Pin13:输出No.3 (Error) ;用于监控机械手是否发生异常报警 Pin14:输出No.4 (EstopOn) ;用于监控急停是否被按下或急停故障报错 c.输入信号接线: RC90控制器输入电路使用双向光电耦合器,所以可以采用NPN与PNP两种接线方式,输入电流要求: 10 mA TYP/+ 24 V输入时,因此可进行下述2种配线。NPN配线(建议优先采用): 即:输入公共端接24V(pin1,pin18,pin34接+24v电源)。