校准机器人零点位置的具体方法
校准机器人零点位置的具体方法
注:需要点击操作的地方都做了浅红色标记
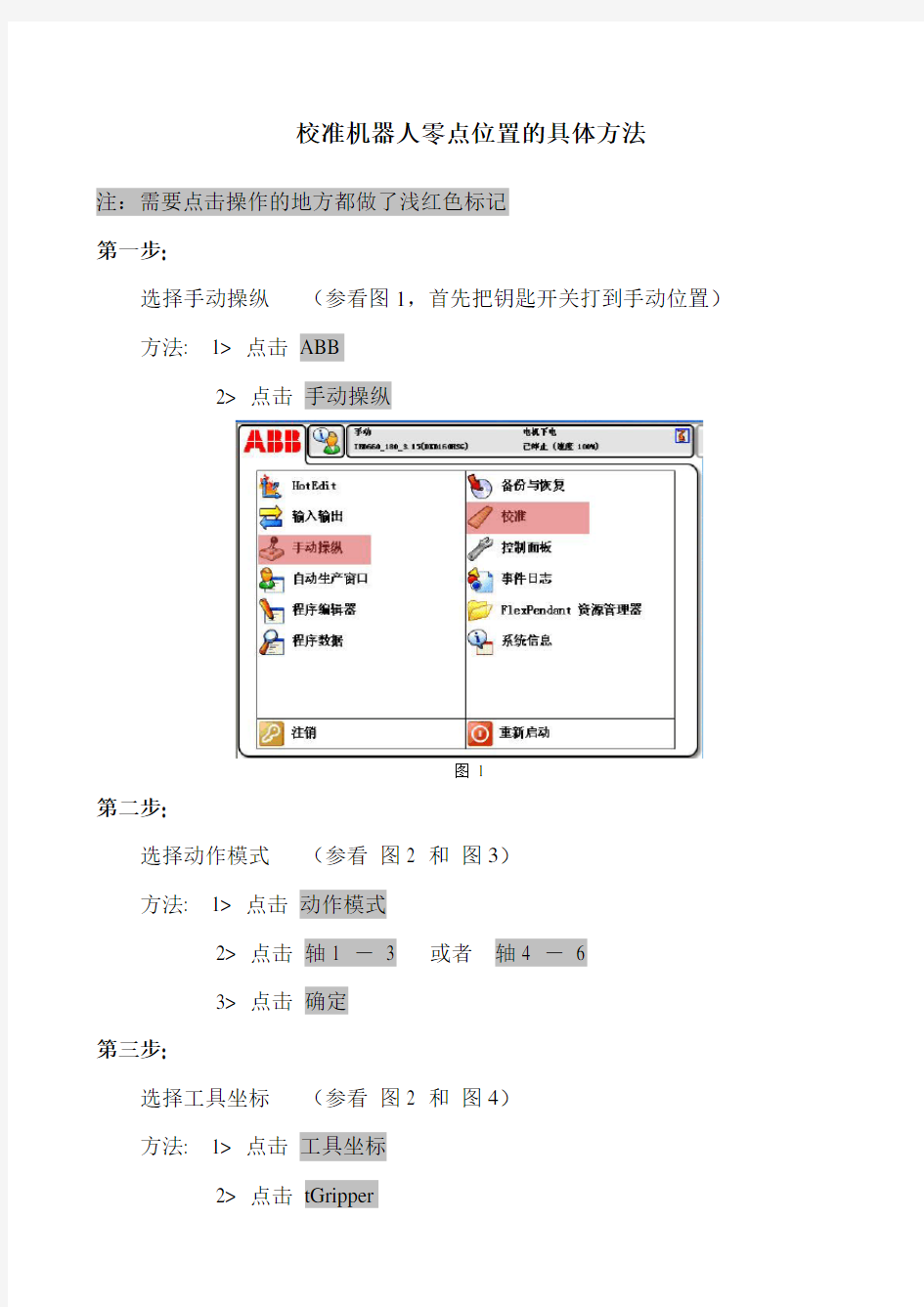
第一步:
选择手动操纵(参看图1,首先把钥匙开关打到手动位置)方法: 1> 点击ABB
2> 点击手动操纵
图 1
第二步:
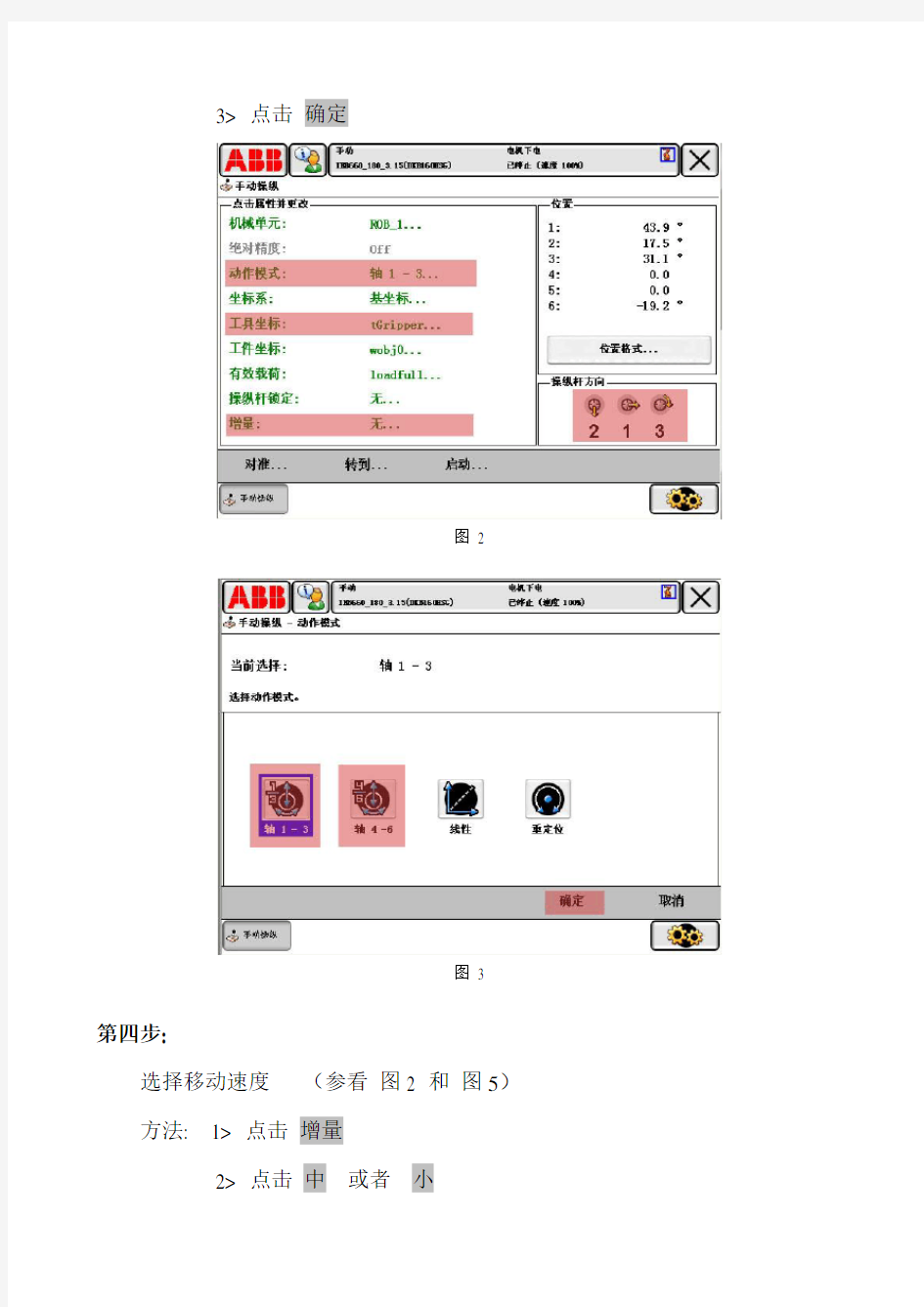
选择动作模式(参看图2 和图3)
方法: 1> 点击动作模式
2> 点击轴1 -3 或者轴4 -6
3> 点击确定
第三步:
选择工具坐标(参看图2 和图4)
方法: 1> 点击工具坐标
2> 点击tGripper
图 2
图 3
第四步:
选择移动速度(参看图2 和图5)
方法: 1> 点击增量
2> 点击中或者小
图 4
图 5
第五步:
手动移动机器人各轴到机械零点位置(参看图2)
方法: 此时图2上操纵杆方向处显示操纵杆移动方向于轴的对应关系注意:
如果先前选择轴1 -3 则
1> 操纵杆上下移动为2轴动作
2> 操纵杆左右移动为1轴动作
3> 操纵杆顺/逆时针旋转为3轴动作
如果先前选择轴4 -6 则
1> 操纵杆上下移动为5轴动作
2> 操纵杆左右移动为4轴动作
3> 操纵杆顺/逆时针旋转为6轴动作
1> 左手持示教器,四指握住示教器使能开关(在示教器下方黑色
胶皮里面)
2> 右手向唯一一个方向轻轻移动操纵杆,把各轴按顺序移动到各
自机械绝对零点
图 6
移动顺序,依次为6轴→5轴→4轴→3轴→2轴→1轴,否则会使4,5,6轴升高以致于看不到零点位置。
机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。
第六步:
更新转数计数器(参看图1,此时可以示教器使能开关)
方法: 1> 点击ABB
2> 点击校准
3> 点击ROB_1 (参看图7)
图7
4> 点击转数计数器(参看图8)
5> 点击更新转数计数器…(会弹出一个警告界面)
6> 点击是
图8
7> 点选显示转数计数器未更新所有轴,显示转数计数器已更新的轴不用选择(参看图9)
8> 点击更新(会弹出一个警告界面如图10)
图9
9> 点击更新(会弹出一个进度窗口然后等待)
图10
最后显示更新以后的状态如图11所示
10> 点击关闭(更新完毕)
图11
第七步:
重新启动机器人
方法: 1> 点击ABB
2> 点击重新启动
3> 点击热启动
FlexPendant 的操作方式
1、操作FlexPendant 时,通常左手持设备,右手在触摸屏上操作。具体手持方法如图12所示
图12
2、手持操作器主要部件如图13所示
图13
3、控制柜上的主要按钮和端口如图14所示
图14
4、控制柜上钥匙开关的位置于意义如图15所示
图15
注:手动全速模式不建议使用
ABB机器人零点校准方法
FlexPendant 的操作方式 1、操作 FlexPendant 时,通常左手持设备,右手在触摸屏上操作。具体手持方法如图12所示 图12 2、手持操作器主要部件如图13所示 图 13 3、控制柜上的主要按钮和端口如图14所示 图 14 4、控制柜上钥匙开关的位置于意义如图15所示 图15 注:手动全速模式不建议使用 校准机器人零点位置的具体方法 注:需要点击操作的地方都做了浅红色标记 第一步: 选择手动操纵(参看图1,首先把钥匙开关打到手动位置) 方法: 1> 点击 ABB 2> 点击手动操纵
图 1第二步:选择动作模式(参看图2 和图3) 方法: 1> 点击动作模式 2> 点击轴1 - 3 或者轴4 - 6 3> 点击确定 第三步:选择工具坐标(参看图2 和图4) 方法: 1> 点击工具坐标 2> 点击 tGripper 3> 点击确定 图2图3第四步:选择移动速度(参看图2 和图5) 方法: 1> 点击增量 2> 点击中或者小 3> 点击确定 图 4 图 5 第五步:手动移动机器人各轴到机械零点位置(参看图2) 方法: 此时图2上操纵杆方向处显示操纵杆移动方向于轴的对应关系
注意: 如果先前选择轴1 - 3 则 1> 操纵杆上下移动为2轴动作 2> 操纵杆左右移动为1轴动作 3> 操纵杆顺/逆时针旋转为3轴动作 如果先前选择轴4 - 6 则 1> 操纵杆上下移动为5轴动作 2> 操纵杆左右移动为4轴动作 3> 操纵杆顺/逆时针旋转为6轴动作 1> 左手持示教器,四指握住示教器使能开关(在示教器下方黑色胶皮里面) 2> 右手向唯一一个方向轻轻移动操纵杆,把各轴按顺序移动到各自机械绝对零点 图 6 A(六轴机器人) 图 6B(四轴机器人) 移动顺序,依次为6轴→5轴→4轴→3轴→2轴→1轴,否则会使4,5,6轴升高以致于看不到零点位置。 机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。 第六步:更新转数计数器(参看图1,此时可以示教器使能开关) 方法: 1> 点击 ABB 2> 点击校准 3> 点击 ROB_1 (参看图7)
质量流量计在交接计量使用中应注意的几个问题
质量流量计在交接计量使用中应注意的几个问题 吴德贵 中国石油锦州石化分公司计量处 (锦州121001) 摘 要 对液体质量流量计测量值含义进行了论证,并结合我国油品计量的实际,提出了使用过程中对测量值的修正方法,与此同时,还提出其他技术要求。 主题词 质量流量计 测量值含义 修正方法 Abstract A discussion is made of the implications of measurement values by liquid mass flowmeter.Some modification methods for measurement value are suggested in the light of the p ractice of oil measurement in China. Subject Headings Mass flowmeter,Implication of measurement value,Method of modification 以科氏力(C oriolis F orce)原理制造的流量计,自上世纪80年代初投入使用以来,以直接测量介质质量流量的特点,适应了质量计量作为结算要求的需要,因此,在较短的时间内得到了很快的普及和发展。但是,真正用于交接计量,并且符合交接计量要求的实例还比较少,部分用户是在不了解、不掌握质量流量计计量原理和我国油品贸易计量规定的情况下采用,不免有些盲从。主要表现有以下三点:一是误认为质量流量计测量值是空气中的质量,实际上科氏力(C oriolis F orce)原理的质量流量计的测量值是被测量介质在工况条件下真空中的质量,而不是在空气中的重量,物体在真空中的质量与物体在空气中的重量既有联系又有区别,不能混为一谈;二是不了解我国油品贸易计量是以空气中的重量作为结算依据的规定,实际上相关国家标准和法规早就有明确规定;三是我国现有的《质量流量计检定规程》(JJ G897-95)没有考虑到质量流量计实际使用要求,无论离线或在线检定都是按真空状态下量值进行检定,流量计在使用中实际精度或准确度都必须重新校准或确认,但无论是国家还是部门都没有明确的校准或确认方法,因此,迫切需要对现有的检定规程及其数据处理方法进行修订,即将质量流量计测量的真空中质量修正到空气中的重量,而不是将计量标准器测量的空气中质量修正到真空中。笔者根据掌握的资料并结合我国实际情况,提出自己的意见,希望引起国内有关计量专家、学者以及使用单位的注意。 1 质量流量计测量值是被测介质在工况条件下真空中的质量 质量流量计测量值的真实含义,无论是学者还是使用质量流量计的人员一般没有去仔细的考究,也许是我们工作上的粗心或厂家的误导,以及我国质量流量计检定规程也没有对此问题提出明确说明,人们常以为质量流量计的测量值就象衡器计量结果一样,具有相同的意义。国外某公司《科氏力流量仪表的标定》(Proving C oriolis Flowmeters)(1998年10月)有这样一段叙述“科氏力流量仪表是一种独特的流量仪表,它可以直接测量出质量流量,这个质量流量测量,是不需要通过体积和密度而得到的,有一些测量仪表,测量液体的体积会因为介质温度、压力的变化而发生收缩或膨胀,导致测量体积的变化。这种先进的流量仪表测量的质量流量是指在自然的、变化过程条件下的质量”。我们知道一定质量的物体无论在空气中还是在真空状态,质量都是一样 计量技术石油工业技术监督2002年9月μ{ TECH NOLO GY SUPER VISI ON I N PETROLE UM I NDUSTRY
机器人零点标定方法
机器人零点标定方法 设备维修技术档案系列资料一.哪些情况需要标定零点: 零点是机器人坐标系的基准,没有零点,机器人就没有办法判断自身的位置。 机器人在如下情况下要重新标定零点: 1.进行更换电机、机械系统零部件之后。 2.超越机械极限位置,如机器人塌架。 3.与工件或环境发生碰撞。 4.没在控制器控制下,手动移动机器人关节。 5.整个硬盘系统重新安装。 6.其它可能造成零点丢失的情况。 二.零点标定: 按下面方法可以标定零点: *千分表:手工检测,输入数据的方法。 *EMT:电子仪表自动标定记录的方法。 我们这里只介绍EMT方法。 1.机器人切换到手动方式T1。 2.用左上角第一个软键切换工作方式到出现“+/-”号加手形图标为止。 3.左手扣住左侧底面使能杆,屏幕右侧将出现纵列布置的A1-A6图标。 4.按右侧对应轴的“+”或“-”软键,移动要标定的轴到零点前预停位置,使得机械臂关节两侧刻槽对准。 5.把EMT安装到对应轴指定的仪表零点触头安装底座位置。6.EMT电缆插头连接到机器人X32插口。 7.此时,如预停位置正确,则EMT右侧两个灯同时点亮。不亮时,可以用手动操作重新微调位置。 8.按软键SETUP(设定)。 9.在下级菜单中选择MASTER(管理,这里指标定零点)。10.在下级菜单中选择EMT,回车。屏幕显示出准备标定的机器人轴号:
如:Robot axis 1 Robot axis 2 Robot axis 3 Robot axis 4 Robot axis 5 Robot axis 6 11.按软键MASTER,显示信息“Start key required(需要按启动键)”。 12.扣住使能杆,按软键Program start forwards(程序正向启动,即左侧硬键盘的“+”号外套顺时针箭头)。对应轴在程序控制下移动。当EMT检测到参考点(参考刻槽),移动停止,零点位置被记录到计算机,对应轴标定显示被清除。 ***注意: 1)标定一定要从低轴号开始,否则系统将报警。 2)A1、A6轴关节的一侧刻度槽改成螺钉或突起标记,和其它轴不同,要注意。 三.反标定: 一个不可靠的零点也可以删除。步骤是: 1.按软键SETUP(设定)。 2.在下级菜单中选择MASTER(管理,这里指零点标定)。3.在下级菜单中选择EMT,回车。屏幕显示出准备删除零点的机器人轴号: 如:Robot axis 1 Robot axis 2 Robot axis 3 Robot axis 4 Robot axis 5 Robot axis 6 4.按软键UNMASTER,对应轴的零点被删除。该轴可以重新标定零点。 生产部设备工装科陈刚 2003/8/21 修改:2005/7/24
校准机器人零点位置的具体方法
校准机器人零点位置的具体方法 注:需要点击操作的地方都做了浅红色标记 第一步: 选择手动操纵(参看图1,首先把钥匙开关打到手动位置)方法: 1> 点击ABB 2> 点击手动操纵 图 1 第二步: 选择动作模式(参看图2 和图3) 方法: 1> 点击动作模式 2> 点击轴1 -3 或者轴4 -6 3> 点击确定 第三步: 选择工具坐标(参看图2 和图4) 方法: 1> 点击工具坐标 2> 点击tGripper
图 2 图 3 第四步: 选择移动速度(参看图2 和图5) 方法: 1> 点击增量 2> 点击中或者小
图 4 图 5 第五步: 手动移动机器人各轴到机械零点位置(参看图2) 方法: 此时图2上操纵杆方向处显示操纵杆移动方向于轴的对应关系注意: 如果先前选择轴1 -3 则
1> 操纵杆上下移动为2轴动作 2> 操纵杆左右移动为1轴动作 3> 操纵杆顺/逆时针旋转为3轴动作 如果先前选择轴4 -6 则 1> 操纵杆上下移动为5轴动作 2> 操纵杆左右移动为4轴动作 3> 操纵杆顺/逆时针旋转为6轴动作 1> 左手持示教器,四指握住示教器使能开关(在示教器下方黑色 胶皮里面) 2> 右手向唯一一个方向轻轻移动操纵杆,把各轴按顺序移动到各 自机械绝对零点
图 6
移动顺序,依次为6轴→5轴→4轴→3轴→2轴→1轴,否则会使4,5,6轴升高以致于看不到零点位置。 机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。 第六步: 更新转数计数器(参看图1,此时可以示教器使能开关) 方法: 1> 点击ABB 2> 点击校准 3> 点击ROB_1 (参看图7) 图7 4> 点击转数计数器(参看图8) 5> 点击更新转数计数器…(会弹出一个警告界面) 6> 点击是
爱普生机器人原点校准方法
EPSON机械手脉冲零点校正 一、工具: 钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。 二、应用场合: 1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用, 需要重新校准机械手的位置(重新校准机械手脉冲零位)。 2.更换马达等其他问题。 三、机械手脉冲零点位置校正: 具体调节步骤如下: 1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示: .点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释 放机械手4个伺服马达刹车;具体如图: 2.点击“motor on”按钮,即给机械手上电;接着点击“释放所有”按钮,即释 放机械手4个伺服马达刹车;具体如图:
— 3.手动将机械手调整到脉冲零点位置;如下图所示: +Z方向 +X方向 +Y方向 具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示: 2)同理,手动移动丝杆使3、4轴如图所示:( U轴0位,丝杆端面对应外套上的指针;丝
—杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。) 3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手 伺服马达刹车;接着点击“motor off”按钮,即关闭机械手;具体如图: 4. 保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在 软件中打开命令窗口(ctrl+M)中输入: Encreset 1 按回车 Encreset 2按回车 Encreset 3按回车 Encreset 3,4按回车 如图: 5. 保持机械手目前手动零点位置不动,重启控制器,具体操作如图:
爱普生机器人原点校准方法
爱普生机器人原点校准 方法 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
E P S O N机械手脉冲零点校正 一、工具: 钢板尺(或卡尺)、EPSON机械手编程软件RC+5.0等。 二、应用场合: 1.当机械手和驱动器的型号及序列号不一致时,即机械手和不同序列号的控制器混搭使用,需要重新校准机械手的位置(重新校准机械手脉冲零位)。 2.更换马达等其他问题。 三、机械手脉冲零点位置校正: 具体调节步骤如下: 1.拆除机械手丝杆上夹具,同时保证机械手有足够运动空间,用RC+5.0软件连接机械手LS3,在软件中打开机器人管理器,如下图所示: .点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图: 2.点击“motoron”按钮,即给机械手上电;接着点击“释放所有”按钮,即释放机械手4个伺服马达刹车;具体如图: 3.手动将机械手调整到脉冲零点位置;如下图所示:
+Z方向 +X方向 +Y方向 具体细节: 1)因为刹车释放后,手动可以拖动J1与J2轴,手动拖动使J1与J2轴如下图所示: 2)同理,手动移动丝杆使3、4轴如图所示:(U轴0位,丝杆端面对应外套上的指针;丝杆底部端面到机体底部为75mm,用钢尺量,相差在2mm内可接受。) 3.保持机械手目前手动零点位置不动,先点击“锁定所有”按钮,即锁定机械手伺服马达刹车;接着点击“motoroff”按钮,即关闭机械手;具体如图: 4.保持机械手目前手动零点位置不动,手动将机械手内编码器重置,具体是在软件中打开命令窗口(ctrl+M)中输入: Encreset1按回车 Encreset2按回车
科隆1300质量流量计安装调试手册(简)
科隆质量流量计手册(简易版) 一、安装 通常,对于OPTIMASS系列无需特殊的安装要求。但是,还是应该遵守有关流量计安装的良好常规工程实践经验。 a 质量流量计通常不需要任何前后直管段。 b 由于仪表有重量,所以我们推荐使用支架,允许支撑仪表主体。 c 仪表可以水平安装,可以安装在向上倾斜的管道内或垂直安装。为了获得最佳效果,推荐垂直安装,介质流动方向向上。 请注意:流经仪表后的长距离下降可能导致虹吸从而出现测量误差。避免将仪表安装在管线中的最高点。 d 仪表的如下标签表示在功能C1.3.1中预设在转换器中的流体流动方向,默认情况下流向由“—”到“+”。 e 电源连接
请注意:通电前,请确认仪表铭牌上的数据、电源电压和频率范围 f 输出连接 若仪表为电流输出时,请连接接线端子A+和A,其中端子A+为“+”端子A 为“—”,如下图: 二、参数设置 a 科隆质量流量计OPTIMASS1300系列流量见下表,可在菜单A4.3中设置输出范围。为避免输出错误,量程最小值最好设置为0。 b 仪表有流量累积的功能,若第一个测量页面无累积流量显示可在菜C6.3.1选择两行显示,其单位可在C6.7.13中更改。 三、零点校准(菜单C1.1.1) 装置完好性检查后,使用前必须在仪表上设置零点。 在零点设置前,必须先完成装置的所有改装/调节。零点设置后对装置的任何改装或更改都将导致仪表性能不可靠,如发生这种情况,则需要重新设置零点。 如要完成正确无误的零点校准,必须注意以下几点: 1、传感器中必须充满具有正常工作压力和工作温度的工艺流体; 2、必须将流体中的空气全部除去,尤其对于水平安装。建议在调节前先使
机器人的零点问题
机器人的零点问题 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
一,为什么要Mastering(零点复归) 零点复归机器人时需要将机器人的机械信息与位置信息同 步,来定义机器人的物理位置。必须正确操作机器人来进行零 点复归。通常在机器人从FANUC Robotics出厂之前已经进行了 零点复归。但是,机器人还是有可能丢失掉原点数据,需要重 新进行零点复归 机器人通过闭环伺服系统来控制机器人各运动轴。控制器 输出控制命令来驱动每一个马达。而马达上装配的称为串行 脉冲编码器的反馈装置将把信号反馈给控制器。在机器人操 作过程中,控制器不断的分析反馈信号,修改命令信号,从 而在整个过程中一直保持正确的位置和速度。控制器必须“知 晓”每个轴的位置,以使机器人能够准确地按原定位置移动。 控制器通过比较操作过程中读取的串行脉冲编码器的信号与 机器人上已知的机械参考点信号的不同来达到这一目的 零点复归过程就是读取已知的机械参考点的串行脉冲编码器信 号的过程。这样的零点复归数据与其他用户数据一起保存在控制器备份中,并在未连接电源时由电池能源保持数据。当控制器在正常条件下关闭电源时,每个串行脉冲编码器的当前数据将保持在脉冲编码器中,由机器人上的后备电池提供能源(对P系列机器人来说,后备电池可能位于控制器上)。当控制器重新上电时,控制器将请求从脉冲编码器读取数据。当控制器收到脉冲编码器的读取数据
时,伺服系统才可以正确操作。这一过程可以称为校准过程(也就是说校准过程是机器人自身进行)。校准 在每次控制器开启时自动进行。如果控制器未连接电源时断开了脉冲编码器的后备电池,则上电时校准操作将失败,机器人唯一可能做的动作只有关节模式的手动操作。要还原正确的操作,必须对机器人进行重新零点复归与校准。 因为Mastering的数据出厂时就设置好了,所以,在正常情况下,没有必要做Masteing,但是只要发生以下情况之一,就必须执行Mastering。 机器人执行一个初始化启动; SRAM(CMOS)的备份电池的电压下降导致Mastering数据丢失;APC的备份电池的电压下降导致APC脉冲记数丢失; 在关机状态下卸下机器人底座电池盒盖子; 更换马达; 机器人的机械部分因为撞击导致脉冲记数不能指示轴的角度; 编码器电源线断开; 更换SPC; 机械拆卸 警告:如果校准操作失败,则该轴的软件移动限制将被忽略 ,并允许机器人超正常的移动。所以在未校准的条件下移动 机器人需要特别小心,否则将可能造成人身伤害或者设备损 坏。
ProLinkⅡ调节质量流量计操作方法
ProLinkⅡ调节质量流量计操作方法---- 2009-4-3 8:15:03 调试前必须将质量流量计前后两端手阀都关闭,保证流量计内充满原料。首先在笔记本电脑上安装ProLinkⅡ软件,然后按照下面的步骤进行: 1、在流量计7,8接线处连接测试线,红色接8端,黑色接7端。 2、打开ProLinkⅡ软件菜单中Connection(连接) 选项。 3、选定Connection to device (连接至流量计处) 选项。 4、按照流量计型号规定选定Baud Rate(波特率),一般为最后一选项。 5、写入Tag Address (地址号),一般为111。 6、 Parity(奇偶校验)选项选定None(无)。 7、选好COM 口后,点击Connect(连接)选项。
参数设定 8、连接正确应有流量计基本参数显示表,否则会报错,然后点击Prolink菜单选定Configuration(设置)选项。 9、选择Analog Output 选项在Primary Variable 处点击Mass Flow(质量流量)。 10、选择lower Range Value ,在此处输入流量计最小量程,即4mA 对应的流量;选择Upper Range Value,在此处输入流量计最大量程,即20mA对应的流量,其余项保持原值不变,点击Apply(应用),然后点击File菜单,选择Save as (Download),下装。 11、点击Flow 选项, 选定Mass Flow Cutoff,输入小流量切除的具体数值,选定Mass Flow Unit 项,输入质量流量工程单位, 点击Apply(应用),然后点击File菜单,选择Save as (Download),下装。
ABB机器人零点校准方法_New
ABB机器人零点校准方法_New
ABB机器人零点校准方法
FlexPendant 的操作方式 1、操作FlexPendant 时,通常左手持设备,右手在触摸屏上操作。具体手持方法如图12所示 图12 2、手持操作器主要部件如图13所示 图13 3、控制柜上的主要按钮和端口如图14所示 图14 4、控制柜上钥匙开关的位置于意义如图15所示 图15 注:手动全速模式不建议使用 校准机器人零点位置的具体方法 注:需要点击操作的地方都做了浅红色标记 第一步: 选择手动操纵(参看图1,首先把钥匙开关打到手动位置) 方法: 1> 点击ABB 2> 点击手动操纵
图 1 第二步:选择动作模式(参看图2 和图3) 方法: 1> 点击动作模式2> 点击轴1 - 3 或者轴4 - 6 3> 点击确定 第三步:选择工具坐标(参看图2 和图4) 方法: 1> 点击工具坐标2> 点击tGripper 3> 点击确定 图2图3 第四步:选择移动速度(参看图2 和图5) 方法: 1> 点击增量2> 点击中或者小3> 点击确定 图4图 5 第五步:手动移动机器人各轴到机械零点位置(参看图2) 方法: 此时图2上操纵杆方向处显示操纵杆移动方向于轴的对应关系
注意: 如果先前选择轴1 - 3 则 1> 操纵杆上下移动为2轴动作 2> 操纵杆左右移动为1轴动作 3> 操纵杆顺/逆时针旋转为3轴动作 如果先前选择轴4 - 6 则 1> 操纵杆上下移动为5轴动作 2> 操纵杆左右移动为4轴动作 3> 操纵杆顺/逆时针旋转为6轴动作 1> 左手持示教器,四指握住示教器使能开关(在示教器下方黑色胶皮里面) 2> 右手向唯一一个方向轻轻移动操纵杆,把各轴按顺序移动到各自机械绝对零点 图 6 A(六轴机器人) 图6B(四轴机器人) 移动顺序,依次为6轴→5轴→4轴→3轴→2轴→1轴,否则会使4,5,6轴升高以致于看不到零点位置。 机械零点位置如图6所示,当所有六个轴全部对准机械零点位置以后,机器人的姿态正如图6所示。 第六步:更新转数计数器(参看图1,此时可以示教器使能开关) 方法: 1> 点击ABB 2> 点击校准3> 点击ROB_1 (参看图7) 图7图8
校准机器人零点位置的具体方法
校准机器人零点位置的具体方法 第一步: 选择手动操纵(参看图1,首先把钥匙开关打到手动位置)方法:1>点击ABB 2>点击手动操纵 1 第二步: 选择动作模式(参看图2和图3) 方法:1>点击动作模式 2>点击轴1 — 3 或者轴4 3>点击确定 第三步: 选择工具坐标(参看图2和图4) 方法:1>点击工具坐标
2> 点击tGripper
3>点击确定 图3 第四步: 选择移动速度(参看图2和图5) 方法:1>点击增量 2>点击中或者小