一步法交联聚丙烯挤出发泡材料的开发与应用
(立项备案申请模板)EPP发泡聚丙烯项目可行性研究报告参考范文
EPP发泡聚丙烯项目可行性研究报告 规划设计 / 投资分析
摘要 该EPP发泡聚丙烯项目计划总投资7829.69万元,其中:固定资产投资6531.38万元,占项目总投资的83.42%;流动资金1298.31万元,占项目总投资的16.58%。 达产年营业收入11997.00万元,总成本费用9589.63万元,税金及附加146.73万元,利润总额2407.37万元,利税总额2886.15万元,税后净利润1805.53万元,达产年纳税总额1080.62万元;达产年投资利润率30.75%,投资利税率36.86%,投资回报率23.06%,全部投资回收期5.84年,提供就业职位216个。 依据国家产业发展政策、相关行业“十三五”发展规划、地方经济发展状况和产业发展趋势,同时,根据项目承办单位已经具体的资源条件、建设条件并结合企业发展战略,阐述投资项目建设的背景及必要性。 概况、项目建设及必要性、项目市场调研、项目建设内容分析、选址方案、工程设计可行性分析、项目工艺说明、环境保护、项目生产安全、项目风险性分析、项目节能分析、实施方案、项目投资规划、经济收益分析、项目综合评价结论等。
EPP发泡聚丙烯项目可行性研究报告目录 第一章概况 第二章项目建设及必要性 第三章项目市场调研 第四章项目建设内容分析 第五章选址方案 第六章工程设计可行性分析 第七章项目工艺说明 第八章环境保护 第九章项目生产安全 第十章项目风险性分析 第十一章项目节能分析 第十二章实施方案 第十三章项目投资规划 第十四章经济收益分析 第十五章项目招投标方案 第十六章项目综合评价结论
第一章概况 一、项目承办单位基本情况 (一)公司名称 xxx有限公司 (二)公司简介 未来,在保持健康、稳定、快速、持续发展的同时,公司以“和谐发展”为目标,践行社会责任,秉承“责任、公平、开放、求实”的企业责任,服务全国。 公司始终秉承“集领先智造,创美好未来”的企业使命,发展先进制造,不断提升自主研发与生产工艺的核心技术能力,贴近客户需求,助力 中国智造,持续为社会提供先进科技,覆盖上下游业务领域的行业综合服 务商。 公司坚持精益化、规模化、品牌化、国际化的战略,充分发挥渠道优势、技术优势、品牌优势、产品质量优势、规模化生产优势,为客户提供 高附加值、高质量的产品。公司将不断改善治理结构,持续提高公司的自 主研发能力,积极开拓国内外市场。为了确保研发团队的稳定性,提升技 术创新能力,公司在研发投入、技术人员激励等方面实施了多项行之有效 的措施。公司自成立以来,一直奉行“诚信创新、科学高效、持续改进、 顾客满意”的质量方针,将产品的质量控制贯穿研发、采购、生产、仓储、
塑料挤出成型工艺
塑料挤出成型工艺 塑料挤出机的挤出方法一般指的是在200度左右的高温下使塑料熔解,熔解的塑料再通过模具时形成所需要的形状。挤出成型要求具备对塑料特性的深刻理解和模具设计的丰富经验、是一种技术要求较高的成型方法。挤出成型是在挤出机中通过加热、加压而使物料以流动状态连续通过口模成型的方法,也称为“挤塑”。与其他成型方法相比,具有效率高、单位成本低的优点。挤出法主要用于热塑性塑料的成型,也可用于某些热固性塑料。 挤出的制品都是连续的型材,如管、棒、丝、板、薄膜、电线电缆包覆层等。此外,还可用于塑料的混合、塑化造粒、着色、掺合等。挤出的产品可称为“型材”,由于横截面形状大多不规则,因此又称为“异型材”。 塑料挤出机故障分析
塑料挤出机是一种常见的塑料机械设备,在日常操作挤出机的过程中,挤出机会出现各种各样的故障,影响塑料机械正常生产,下面我们就对挤出机故障分析。 塑料挤出机故障分析:主机电流不稳 1、生产原因:(1)喂料不均匀。(2)主电机轴承损坏或润滑不良。(3)某段加热器失灵,不加热。(4)螺杆调整垫不对,或相位不对,元件干涉。塑料挤出机 2、处理方法:(1)检查喂料机,排除故障。(2)检修主电机,必要时更换轴承。(3)检查各加热器是否正常工作,必要时更换加热器。(4)检查调整垫,拉出螺杆检查螺杆有无干涉现象。 塑料挤出机故障分析:主电机不能启动 1、产生原因:(1)开车程序有错。(2)主电机线程有问题,熔断丝是否被烧环。(3)与主电机相关的连锁装置起作用 2、处理方法:(1)检查程序,按正确开车顺序重新开车。(2)检查主电机电路。(3)检查润滑油泵是否启动,检查与主电机相关的连锁装置的状态。油泵不开,电机无法打开。(4)变频器感应电未放完,关闭总电源等待5分钟以后再启动。(5)检查紧急按钮是否复位。塑 料挤出机故障分析:机头出料不畅或堵塞
张中丞传后叙翻译
许远虽然才能似乎比不上张巡,但他打开城门,接纳张巡共守睢阳。地位本来在张巡之上,却把权柄交给他,受他指挥,没有什么猜疑和妒忌,最后和张巡一起守城,一起死难,建立了功名,由于城池沦陷而被俘虏,和张巡的死相比先后不同时罢了。许、张两家子弟才能智慧低下,不能彻底理解许远、张巡的志气。张家子弟认为张巡战死而许远受虏不死,怀疑许远怕死而降贼。许远假如怕死的话,为何要苦苦地死守小小的睢阳城,把自己的奴僮杀了给土兵们吃,来同敌军抗战而不投降呢?当他们被围困的时候,城外连极其弱小的援兵都没有,他们所要效忠的只是国家和君主罢了,而叛军则告诉许远唐朝已经灭亡,君主已经死了。许远看见救兵不来,而叛军却越来越多,一定以为敌人的话是真的。等不到外来的救兵尚且死守城池,人吃人也快吃完了,即使是傻瓜也会算得出死亡的期限!由此看来,许远的不怕死也就很明白了。哪有城池失陷了,部下都死光了,他自己却独自含羞忍辱,苟且偷生的呢?即使是最愚蠢的人也不肯这么做。唉!难道说许远这样贤明的人会做这样的事吗? 谈论的人又说许远和张巡分别守城,城池失陷是从许远所分担的一面开始的,拿这个来辱骂许远。这又和儿童的见识没有差别。人要死,他的内部器官一定有先得那个病的部位;拉断绳子,它断开的地方一定是绳子的某一段。观察人死、绳断的人见到情况是这样,据此就责怪某一内脏和绳子的某一段,也未免太不懂道理了。小人喜欢非议,不乐意成全别人的好事竟然到了这个地步哇!象张巡、许远对国家作出的贡献是如此卓越,还不免遭受指摘,别的事情那还有什么可说的呢? 当张、许二公初守睢阳的时候,怎能料到人家终于不来救援,因而放弃睢阳,事先退走呢?如果这座城不能够守住,即使退避到别的地方去又有什么用处呢?等到确无救兵,处于困难的境地时,率领着他们那些因受伤而残废、因挨饿而瘦弱的余部,即便想撤离睢阳也肯定不可能了。张、许二公这样贤明,他们已经考虑得很周到了。坚守一座城池,来保卫朝廷,凭借千百名接近死亡的士兵,抵挡上百万日益增多的敌军,掩蔽江淮流域,从而阻遏叛军的兵势。唐王朝没有被灭亡,是谁的功劳呢?在当时,丢弃城池而考虑活路的不是少数几个人,掌握强兵、坐视不救的人到处都是。他们不去追究非议这些人,反而责怪张、许不该死守,也就可见他们把自己比同叛逆,制造邪说帮助叛敌攻击张、许二公。 我曾在汴州、徐州二幕府任推官,多次经过两州之间的睢阳城,亲自到那称为“双庙”的地方致祭过,那里的老人常常谈到张巡、许远当时的事情。 南霁云向贺兰进明请求救援,贺兰嫉妒张巡、许远的名声威望和功劳业绩超过自己,不肯出兵援救。贺兰喜欢南霁云的英勇和豪壮,不听他求救的要求,硬要留他下来,陈设酒肉,具备歌舞,邀请南霁云入座。南霁云情绪激昂地说:“我南霁云来的时候,睢阳城内的人已经有一个多月没东西吃了。我即使想一个人吃,道义上不忍心这样做,即使吃也咽不下去。”于是抽出随身佩带的刀砍断一个手指,鲜血淋漓,来给贺兰看。满座的人非常震惊,都感动奋激得为他掉泪。南霁云明白贺兰终究不会有为自己出兵的意思,就飞马离去了。快要出城的时候,抽出一支箭射向佛寺的高塔,箭射中在塔上,有一半箭头穿进砖里。他说:“我这次回去,如果打败了叛贼,一定回来灭掉贺兰!这一箭就作为我报仇的记号。”我于贞元年问路过泗州,船上的人还指着中箭韵塔砖告诉我当年的情况。睢阳城失陷时,叛贼用刀威逼张巡投降。张巡不屈服,随即被拉走,行将斩首。又威逼南霁云投降。南霁云没有回答。张巡对南霁云呼喊道:“南八,大丈夫一死罢了,不能屈从不义的人!”南霁云笑着回答说:“我原想要有所作为。现在您说这话,我敢不死吗?”于是他就没有屉服。
发泡聚丙烯制备与应用研究进展_李超
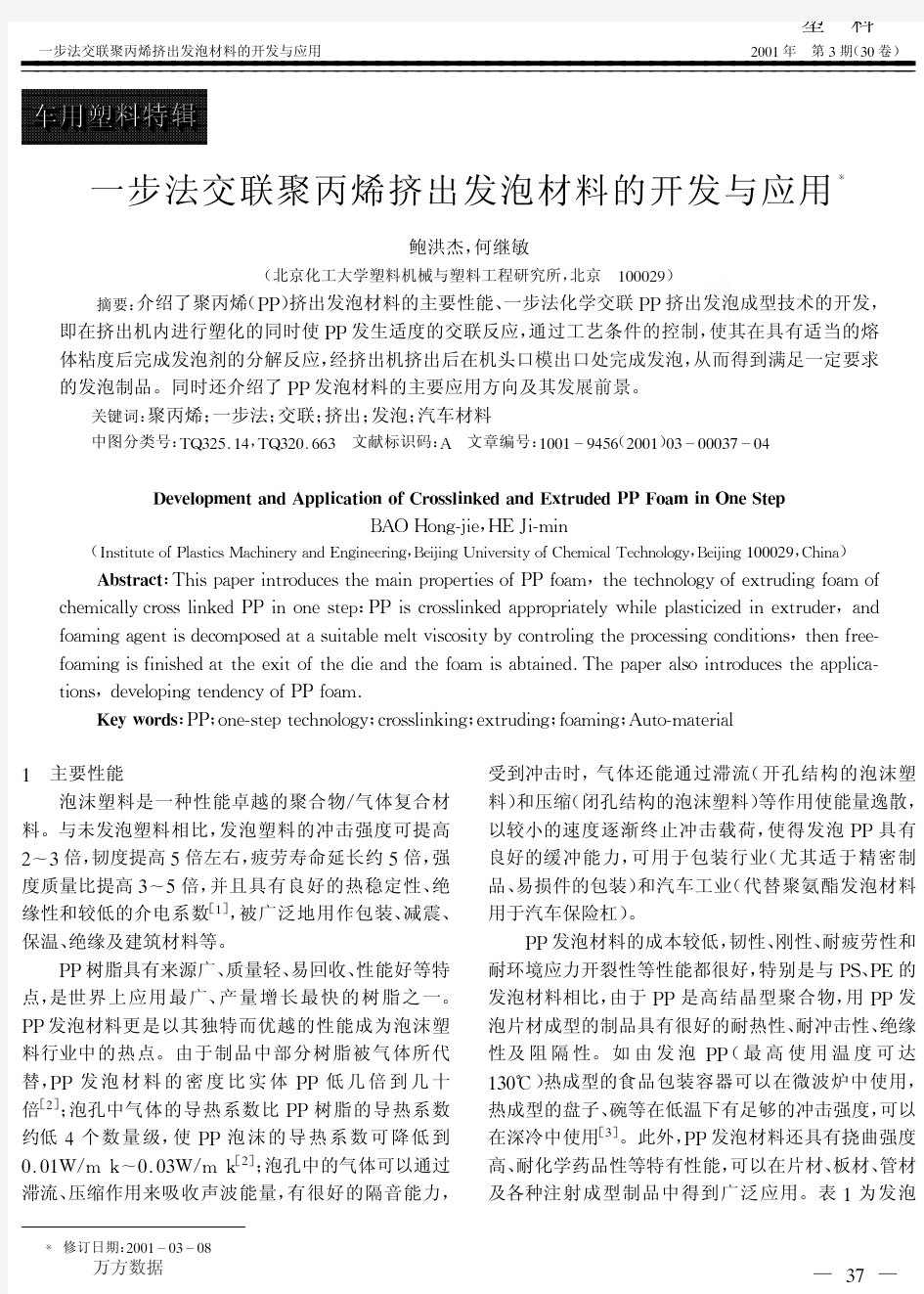
发泡聚丙烯制备与应用研究进展 李 超,游 峰,王大威,刘治田*,蔡 雄,覃卉婷 (武汉工程大学材料科学与工程学院,武汉 430073) 摘要:发泡材料作为一种新型材料,以高分子为基体,大量气泡存在于其内部,被看作以气体为填料的一种 复合材料。发泡材料质量轻,比强度高且具备缓冲、吸声、保温等功能,在建筑、汽车、包装、航空航天和家电等 领域应用广泛。聚丙烯具有优异的热学、力学和化学稳定性,是制备发泡材料所需要的聚合物基体,聚丙烯发 泡材料成为继聚苯乙烯、聚乙烯发泡材料之后21世纪最具潜力的新型发泡材料。本文总结了发泡聚丙烯的制 备方法,发泡形态,改性方法和应用现状,并简要展望了这类材料的发展前景,将为发泡聚丙烯材料的应用和发 展提供理论基础。 关键词:聚丙烯;发泡;改性 引言 随着社会的发展和进步,各行各业对塑料性能的要求也越来越高,人们越来越青睐于环保、安全、质轻、性价比高的材料。聚合物发泡材料是一种以树脂为基体,在材料内部有大量气泡,可以看作以气体为填充材料的固/气复合材料[1]。 常见的泡沫材料主要包括聚苯乙烯(PS)、聚氨酯(PU)和聚烯烃(PO)三大类[2]。Dupont公司从1941年,将其发明的“spongy”专利技术的乙烯泡沫用作制作具有保温、隔热作用的材料。此后,聚合物泡沫材料取得了很大的发展和进步,聚乙烯(PE)、PS、PU泡沫等已经应用到我们生活和生产的各个领域。其中,PS发泡制品使用量大,降解、回收困难,对我们赖以生存的环境造成了严重的破坏,是世界公认的“白色污染”,联合国环保组织早在2006年已决定,在全球范围内禁止生产和使用PS发泡材料[3]。PU泡沫片材在发泡过程中会产生对人体有害的异氰酸酯残留物,且使用之后无法回收利用。相比来说,聚烯烃,尤其是PP发泡材料(Expanded Polypropylene,EPP)有很多优点,其独特而优越的性能成为目前增长最快的新型材料。EPP材料质量轻,使用温度高,降解性能好,具有十分优异的化学、力学和热性能[4,5]。 然而,由于通用的PP韧性差、熔体强度低,发泡性能差,很难利用普通PP进行发泡制备发泡材料,限制了其在热成型和发泡材料领域的应用。原因是PP是长链结构,链柔软而具有结晶倾向,其软化点与熔点很接近,适用于挤出发泡的加工温度窗口非常窄。在熔点以下,体系粘度大,泡孔难以形成,但当加工温度高于PP的熔点时,PP的粘度低,造成其熔体强度低,结果是形成的气体难以被包围在熔体中。同时,在冷却阶段,PP结晶放热量大,体系粘度偏低,使得形成的气泡可能进一步被破坏[6,7]。因此,需对PP进行改性,以提高其熔体强度,达到发泡所需的相关要求。 1 发泡聚丙烯研究现状 1.1 发泡聚丙烯的制备方法 制备聚合物发泡材料,通常要在聚合物基体中引入泡孔,常规的方法是加入发泡剂。根据发泡剂的 10.14028/j.cnki.1003-3726.2015.05.004 收稿:2014-10-08;修回:2014-12-22; 基金项目:国家自然科学基金;湖北省自然科学基金;武汉市科技攻关计划;湖北省教育厅重点项目;武汉市软科学研究计划; 作者简介:李超,研究生,研究方向为功能高分子材料,E-mail:1269802623@qq.com; *通讯联系人,E-mail:able.ztliu@gmail.com.
PVC管材挤出工艺流程
PVC管材挤出工艺流程 PVC塑料是一种多组分塑料,根据不同的用途可加入不同添加剂,因组分不同,PVC制品呈现不同的物理力学性能,针对不同场合应用。而PVC塑料管在塑料管中所占的比例较大。PVC管材分硬软两种,RPVC管是将PVC树脂与稳定剂、润滑剂等助剂混合,经造粒后挤出机成型制得,也可采用粉料一次挤出成型。RPVC管耐化学腐蚀性与绝缘性好,主要输送各种流体,以及用作电线套管等。RPVC管易切割、焊接、粘接、加热可弯曲,因此安装使用非常方便。SPVC管是由PVC树脂加入较大量增塑剂和一定量稳定剂,以及其他助剂,经造粒后挤出成型制造。SPVC管材具有优良的化学稳定性,卓越的电绝缘性和良好的柔软性和着色性,此种管常用来代替橡胶管,用以输送液体及腐蚀性介质,也用作电缆套管及电线绝缘管等。 PVC硬管 1、原料选择及配方 硬管生产中树脂应选用聚合度较低的SG-5型树脂,聚合度愈高,其物理力学性能及耐热性愈好,但树脂流动性差,给加工带来一定困难,所以一般选用黏度为(~)×10-3Pa?s的SG-5型树脂为宜。硬管一般采用铅系稳定剂,其热稳定性好,常用三盐基性铅,但它本身润滑性较差,通常和润滑性好的铅、钡皂类并用。加工硬管,润滑剂的选择和使用很重要,既要考虑内润滑降低分子间作用力,使熔体黏度下降有利成型,又要考虑外润滑,防止熔体与炽热的金属粘连,使制品表面光亮。内润滑一般用金属皂类,外润滑用低熔点蜡。填充剂主要用碳酸钙和钡(重晶石粉),碳酸钙使管材表面性能好,钡可改善成型性,使管材易定型,两者可降低成本,但用量过多会影响管材性能,压力管和耐腐蚀管最好不加或少加填充剂。 2、工艺流程 RPVC管的成型使用SG-5型PVC树脂,并加入稳定剂、润滑剂、填充剂、颜料等,这些原料经适当的处理后按配方进行捏合,若挤管采用单螺杆挤出机,还应将捏合后的粉料造成粒,再挤出成型:若采用双螺杆挤出机,可直接用粉料成型,RPVC管材工艺流程如下: 生产流程原料+助剂配制→混合→输送上料→强制喂料→锥型双螺杆挤出机→挤出模具→定
聚苯乙烯发泡成型工艺研究
目录 1关于EPS的概述 (3) 1.1化学与性能 (3) 1.2发展 (4) 1.3制备工艺 (6) 1.4成型工艺 (6) 1.5再生利用 (7) 2聚苯乙烯泡沫板生产工艺流程 (8) 2.1工艺流程 (8) 2.2发泡原理 (8) 2.3原材料配方及预加工 (8) 3聚苯乙烯挤出发泡片材生产工艺 (10) 3.1工艺过程 (10) 3.2原料、辅料、发泡剂的使用 (10) 3.3聚苯乙烯发泡片材工艺条件分析讨论 (12) 3.3.1温度、压力和冷却 (12) 3.3.2生产量及厚度和发泡倍率 (13) 4EPS的应用 (16)
聚苯乙烯发泡成型工艺研究 摘要:可发性聚苯乙烯(EPS)通称聚苯乙烯和苯乙烯系共聚物,是一种树脂与物理性发泡剂和其它添加剂的混合物。可发性PS可被加工成低密度(0.7—10.0ib/ft3)的泡沫塑料剂品。最常见的可发性聚苯乙烯是含有作为发泡剂的戊烷的透明PS粒料。由可发性聚苯乙烯制出泡沫塑料制品有几个专门步骤,这也是许多塑料树脂(包括可成型泡沫的聚烯烃及其共聚物)的一种特性。可发性PS可用来制造各种制品如咖啡杯、吸收能量的汽车用减震器或300 ft3大的泡沫塑料块。EPS的主要用途是一次性饮料杯、抗震包装以及隔热材料。 本文主要介绍了聚苯乙烯发泡的基本信息,然后引入到其发泡成型工艺中,最后总结了其在生活中的应用[1]。 关键词:EPS 发泡树脂工艺
1关于EPS的概述 可发性聚苯乙烯(expandable polystyrene)是一种加入了发泡剂的聚苯乙烯制品。缩写代号“EPS”。外观为无色透明珠状颗粒。常用发泡剂为低沸点烃(如石油醚、丁烷、戊烷等),制备时以苯乙烯单体在高压釜中一次反应完成,称一步法;也可聚合后加发泡剂,使其逐步渗入聚合物本体,称二步法。一步法产品发泡后泡孔均匀细小,制品弹性好,但聚合物分子量低,质量差;二步法产品聚合物分子量高,制成泡沫塑料强度好,但操作复杂。在一定条件下加热起泡,即成泡沫塑料。贮存中发泡剂易扩散逃逸,含量<5%时发泡较困难,必需密封、低温保存。广泛地用于机械设备、仪器仪表、家用电气、工艺品和其他易损坏贵重产品的防震包装材料以及快餐食品的包装。随着全球经济飞速发展,聚苯乙烯泡沫塑料的废弃量与日俱增。这些废旧的聚苯乙烯泡沫塑料份量轻、体积大,本身又具有耐老化、难腐蚀等特点,成为垃圾处理的一大难题,近年发泡聚苯乙烯的再生利用成为产业界最关注的问题之一[2]。 1.1化学与性能 可发性聚苯乙烯是小颗粒状树脂,直径一般为0.01-0.1in。大多数这种颗粒是悬浮聚合生成的珠粒,而较大直径的颗粒也可通过切粒得到。采用的珠粒大小决定于最终泡沫制品的最小壁厚。较大的粒子膨胀制成低密度泡沫制品比较容易,较小的粒子则较易制成填充均匀的部件[3]。 泡沫塑料产品的性能取决于原料聚合物,但受泡沫的密度影响很大。一个密度为11b/ft3的PS泡沫产品其中97%的体积是空气,这种产品的机械性能较差。泡沫体中所含的空气分隔成数百万个泡孔,正是它们的存在使聚合物泡沫材料具有许多有价值的特性。这些特性包括绝热性、吸收能量、漂浮性、高的刚度/重量比以及单位体积成本低等等。如表回所示,泡沫PS的大多数性能都与其密度有很明显的函数关系,因此生产者可不需重新设计模具,只根据加工工艺简单变化的需要对实际操作做些微小调整。PS泡沫的其它性能同样取决于聚合物的类型和发泡时用的数量。由于发泡PS 产品的机械强度可由发泡密度来调节,因此有时通过选用另外一种泡沫聚合物来获得
聚丙烯的挤出造粒实验
实验一聚丙烯的挤出造粒实验 一、实验目的 1.通过实验,了解双螺杆挤出机的结构和其基本工作机理,并熟悉其基本的使用操作。 2.理解聚丙烯的特性及其加工特性。 二、实验原理 聚丙烯,是由丙烯聚合而值得的一种热塑性树脂。无毒无味,密度大概为0.90-0.91g/cm3,是目前所有塑料中最轻的品种之一。其强度、刚度、硬度和耐热心均优于低压聚乙烯,可在100℃左右使用。 聚丙烯的结晶度高,一般的工业聚丙烯的结晶度在50%-70%,有时可达到80%。而且聚丙烯的结构规整,因而具有优良的力学性能,其拉伸强度可以达到30MPa或稍高的水平。聚丙烯具有良好的耐热性,制品能在100℃以上温度进行消毒灭菌,在不受外力的条件下,150℃也不变形。聚丙烯的化学稳定性很好,除能被浓硫酸、浓硝酸侵蚀外,对其它各种化学试剂都比较稳定。而且,聚丙烯有较高的介电系数,且随温度的上升,可以用来制作受热的电器绝缘制品。它的击穿电压也很高,适合用作电器配件等。 但是,聚丙烯也有缺点:①脆化温度为-35℃,在低于-35℃会发生脆化,低温冲击强度低,其耐寒性不如聚乙烯②制品在使用中易受光、热和氧的作用而老化③聚丙烯着色性不好④易燃烧⑤韧性不好,静电度高,染色性、印刷性和黏合性差。所以,我们需要通过共混对聚丙
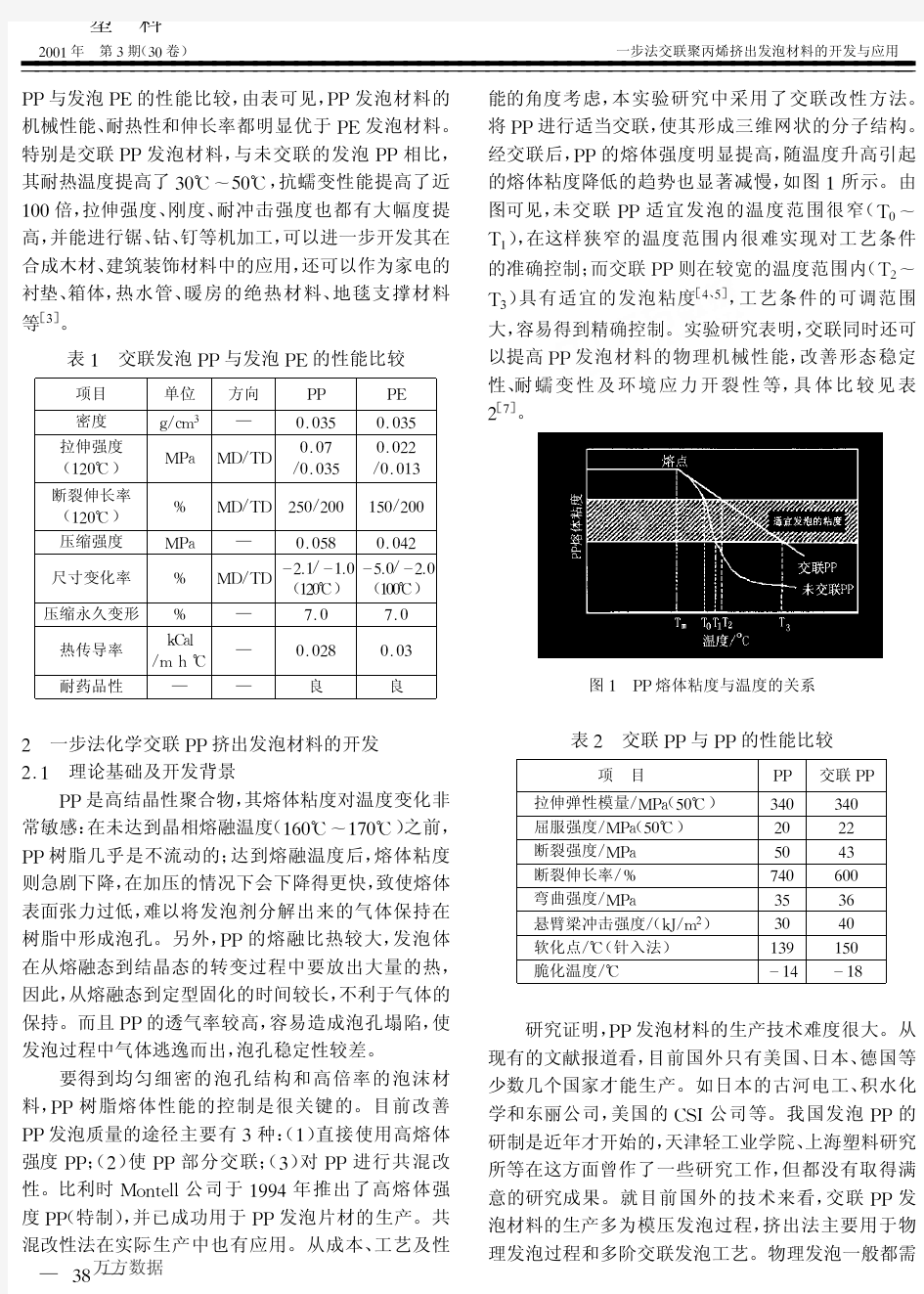
烯改性。 本实验使用双螺杆挤出机挤出物料切粒,是生产色母料的工艺过程,如果在侧喂料口或者将物料与颜料在捏合机中混合加料,挤出的产品则为色母料,另外如果换为其它机头即可用于生产各种相应产品。 图1-1 同向双螺杆挤出机组的结构示意图 1.机座; 2.动力部分; 3.加料装置; 4.机筒; 5.排气口; 6.机头; 7.冷却装置; 8.切粒装置 同向旋转双螺杆挤出机组的结构如图所示,与其它挤出设备一样,包括传动部分、挤压部分、加热冷却系统、电气与控制系统及机架等。挤出机的结构包括以下几个部分: (1)传动部分 (2)加料部分 (3)机筒 (4)螺杆 (5)机头和模口 (6)排气装置及其机理 三、主要设备及技术参数和原料 主要设备:SHJ-30型同向双螺杆挤出机 主要技术参数: 螺杆直径(D):30.5mm 螺杆长径比(L/D):30 螺杆转速(n):60-600r/min
发泡聚丙烯(PP-E)珠粒-编制说明
《发泡聚丙烯(PP-E)珠粒》编制说明 (征求意见稿) 一、工作简况 1 任务来源 本项目是根据国家标准化管理委员会关于下达第一批推荐性国家标准计划的通知(国标委发[2019]年11号),计划编号2019-0975-T-607,项目名称“发泡聚丙烯(PP-E)珠粒”进行制定,主要起草单位:无锡会通轻质材料股份有限公司、北京工商大学、江南大学、南京给力新材料有限公司、常州华奥泡塑新材料有限公司、华东理工大学、北京化工大学、浙江大学、四川大学,计划应完成时间2020年3月25日。 2 主要工作过程 (1)起草(草案、论证)阶段:2019年3月无锡会通轻质材料股份有限公司接到国家标准化管理委员会文件《关于下达第一批推荐性国家标准计划的通知》,承担《发泡聚丙烯(PP-E)珠粒》国家标准制定的工作。无锡会通轻质材料股份有限公司组织人员于2019年4月成立了标准制定起草小组。起草小组广泛收集并详细分析、研究了国内外相关标准资料,对发泡聚丙烯(PP-E)珠粒的历史、生产、市场等情况作了深入的调研,为标准制定积累相关材料。 2019年4月25日,在浙江杭州召开了第一次工作组会议,无锡会通轻质材料股份有限公司贾志文、曾佳、刘缓缓,北京工商大学王向东、陈倩、周洪福、叶志殷,江南大学倪忠斌、陈明清,南京给力新材料有限公司朱家道,常州华奥泡塑新材料有限公司姚伟平,华东理工大学赵玲、刘涛,北京化工大学信春玲,浙江大学曹堃,四川大学廖霞参加会议。与会代表充分讨论了行业现状和技术情况,拟定了标准初稿。会议明确指出初稿中需要改进的问题:(1)增加英文标题及ICS号。(2)进一步明确了标准的适用范围,具体如下:“本标准适用于以聚丙烯为主要原料,添加成核剂,采用物理发泡剂制得的具有一定尺寸和形状的发泡聚丙烯珠粒。”(3)对标准中产品的分类进行了重新划分,具体如下:“按照特性可以分为两类:通用型(T)、功能型(G);功能型包含抗静电型(GK)、阻燃型(GZ)2类。”(4)根据分类的不同对,对产品的规格和标识重新进行了
聚丙烯装置简介和重点部位及设备(通用版)
聚丙烯装置简介和重点部位及 设备(通用版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0357
聚丙烯装置简介和重点部位及设备(通用 版) 一、装置简介 (一)装置的发展及类型 1.装置发展 聚丙烯(Polypropylene,缩写为PIP)是以丙烯为单体聚合而成的聚合物,是通用塑料中的一个重要品种,结构式为: 1953年德国Ziegler等采用R3Al—TiCl4 催化体系制得高密度聚乙烯后,曾试图用R3 Al—TiCl4 为催化剂制取PP,但是只得到了无定形PP,并无工业使用价值。意大利的Natta教授继Ziegler之后对丙烯聚合进行了深入的研究,于1954年3月用改进的齐格勒催化剂紫色TiCl3和烷基铝成功地将
丙烯聚合成为具有高度立体规整性的聚丙烯。 1957年Montecatini公司利用Natta的成果在意大利Ferrara 建成了6000t/a的生产装置,这是世界上第一套PP生产装置,使PP实现了工业化生产。同年Hercules公司在美国Parlin也建成了9000t/a的生产装置,这是北美第一套PP生产装置。到1962年德国、日本、法国等国家也纷纷建厂,相继实现了PP的工业化生产。 2.装置的主要类型 50多年来已有二十几种生产聚丙烯的工艺技术路线,各种工艺技术按生产工艺的发展和年代划分,可分为第一代工艺,生产过程包括脱灰和脱无规物,工艺过程复杂,主要是70年代以前的生产工艺,采用第一代催化剂;70年代开发的第二代催化剂使生产工艺中取消了脱灰过程,称为第二代工艺;80年代以后,随着高活性、高等规度(HY/HS)载体催化剂的开发成功和应用,生产工艺中取消了脱灰和脱无规物,称为第三代工艺;按照聚合类型可分为溶液法、浆液法(也称溶剂法)、本体法、本体和气相组合法、气相法生产工艺。
发泡聚丙烯
发泡聚丙烯(PP) 一.发泡聚丙烯(PP)在食品包装中的应用 发泡PP的用途十分广泛,从小到杯子大道船体都有应用。利用其优良的耐热性、卫生性、热绝缘性和良好的环境效应,发泡PP可在包装、汽车、热绝缘、建筑等领域发挥重要作用。在食品包装市场,PP 的优势是:对氧的阻隔性好,软化点较高,比较适合微波炉中使用,密度较低,具有成本优势。PP发泡片材因其特殊的热稳定性和热绝缘性,可能成为发泡PS和其他不发泡片材在高等食品包装中的替代品。发泡PP热成型容器不同于发泡PS和发泡PE容器,它抗超高频波可在微波炉中使用,且耐沸水。发泡PP可制作食品包装用的大口杯和容器、轻质包装盘。发泡PP热成型的盘子在低温下游足够高的冲击强度,可在深冷环境中使用,表面感觉舒适且柔软,而且人们对其环境印象较好。 密度0.1~0.5g/cm3、厚度1.0~3.5mm的发泡PP片材可以用于食品或肉类包装,还可以制作薄壳制品、各种器皿(盘、碟、碗、盒等);密度 0.5~0.7g/cm3、厚度0.5~1.5mm的发泡片材是生产具有高刚性和良隔热性的餐具、软饮杯等的原材料;密度0.2~0.5、厚度1.0~3.5mm 的发泡PP片材可于生产肉类包装材料、餐具或加工成盆、碟,可用于货柜中苹果酱、乳酸酪等低酸度食品的包装。 二.聚丙烯简介及用途 一、聚丙烯定义及特性 聚丙烯(PP)属于热塑性树脂,是五大通用树脂之一。外观为白色粒料,无味、无毒,由于晶体结构规整,具备易加工、抗冲击强度、抗挠曲性以及电绝缘性好等优点,在汽车工业、家用电器、电子、包装及建材家具等方面具有广泛的应用。 PP的结构特点决定了其五大特性:(1)它的分子结构与聚乙烯相似,但是碳链上相间
世界5大类聚丙烯生产工艺概述
世界5大类聚丙烯生产工艺概述 目前,聚丙烯的生产工艺按聚合类型可分为溶液法、淤浆法、本体法和气相法和本体法-气相法组合工艺5大类。具体工艺主要有BP公司的气相Innovene工艺、Chisso公司的气相法工艺、Dow公司的Unipol工艺、Novolene气相工艺、Sumitomo 气相工艺、Basell公司的本体法工艺、三井公司开发的Hypol 工艺以及Borealis公司的Borstar工艺等。 1 淤浆法工艺 淤浆法工艺(Slurry Process)又称浆液法或溶剂法工艺,是世界上最早用于生产聚丙烯的工艺技术。从1957年第一套工业化装置一直到20世纪80年代中后期,淤浆法工艺在长达30年的时间里一直是最主要的聚丙烯生产工艺。典型工艺主要包括意大利的Montedison 工艺、美国Hercules工艺、日本三井东压化学工艺、美国Amoco工艺、日本三井油化工艺以及索维尔工艺等。这些工艺的开发都基于当时的第一代催化剂,采用立式搅拌釜反应器,需要脱灰和脱无规物,因采用的溶剂不同,工艺流程和操作条件有所不同。近年来,传统的淤浆法工艺在生产中的比例明显减少,保留的淤浆产品主要用于一些高价值领域,如特种BOPP薄膜、高相对分子质量吹塑膜以及高强度管材等。近年来,人们对该方法进行了改进,改进后的淤浆法生产工艺使用高活性的第二代催化剂,可删除催化剂脱灰步骤,能减
少无规聚合物的产生,可用于生产均聚物、无规共聚物和抗冲共聚物产品等。目前世界淤浆法PP的生产能力约占全球PP总生产能力的13%。 2 溶液法工艺 溶液法生产工艺是早期用于生产结晶聚丙烯的工艺路线,由Eastman公司所独有。该工艺采用一种特殊改进的催化剂体系-锂化合物(如氢化锂铝)来适应高的溶液聚合温度。催化剂组分、单体和溶剂连续加入聚合反应器,未反应的单体通过对溶剂减压而分离循环。额外补充溶剂来降低溶液的粘度,并过滤除去残留催化剂。溶剂通过多个蒸发器而浓缩,再通过一台能够除去挥发物的挤压机而形成固体聚合物。固体聚合物用庚烷或类似的烃萃取进一步提纯,同时也除去了无定形聚丙烯,取消了使用乙醇和多步蒸馏的过程,主要用于生产一些与浆液法产品相比模量更低、韧性更高的特殊牌号产品。该方法工艺流程复杂,且成本较高,聚合温度高,加上由于采用特殊的高温催化剂使产品应用范围有限,目前已经不再用于生产结晶聚丙烯。 3 本体法工艺 本体法工艺的研究开发始于20世纪60年代,1964年美国Dart公司采用釜式反应器建成了世界上第一套工业化本体法聚丙烯生产装置。1970年以后,日本住友、Phillips、美国
发泡聚丙烯粒子(EPP)项目建议书
发泡聚丙烯粒子(EPP)项目建议书
1. 总论 1.1项目名称 3000吨/年发泡聚丙烯粒子项目。 1.2建设地点 待定。 1.3建设内容 发泡聚丙烯粒子项目,包括3000吨/年发泡聚丙烯粒子生产装臵及其相配套的公用工程及辅助系统。 2.项目建设的必要性和资源条件 2.1发泡聚丙烯粒子EPP的重要用途 聚丙烯发泡粒子模塑制品的应用非常广泛,这是因为其优良的耐热性、卫生性、隔热性和良好的环境效应等,可在包装、汽车、建筑等领域发挥重要作用。随着加工技术和制品研究开发的不断进步,其应用空间将会更加广泛,形成巨大的市场规模。 (1)缓冲包装 缓冲包装要求最重要的性 能是能量吸收性。PP泡沫模塑制 品可用来承受高载荷,其对重复 冲击的防护能力比可发泡性聚 苯乙烯(PS)模塑制品或发泡聚 氨酯(PUR)更优越。所以,EPP 模塑制品可用于计算机、高级医 疗器具、精密仪器、声像材料、 照相机、玻璃陶瓷、工艺品、各
种家用电器等的防震缓冲包装,以免在运输过程中遭受损伤及破坏。由于可直接回收,质地柔软不会损伤被包装物表面的优点,在电器包装领域中有取代PS发泡材料的趋势。德国HotecFolien公司认为,PP发泡盘有代替聚苯乙烯模塑盘的趋势,可回收利用的EPP模塑托盘对水果和其它农产品的处理和运输很方便。 (2) 汽车零部件 聚丙烯粒子模塑制品具有 耐热性、高冲击能吸收能力和良 好的回弹性而且能够回收再生, 可用于制造各种汽车零部件,例 如,门内板吸能保护垫,缓冲垫, 头枕,工具箱等。由于PP价格 低廉且性能优越,所以汽车内外 饰件的发展将以PP为主,现在 市场上使用的PP零件占市场份 额的42%,且以每年8%的速度 增长,特别集中的汽车内饰方 面。汽车保险杠,现代汽车保险杠是用合成树脂包覆PUR或PS泡沫塑料芯材制得的。泡沫芯材是影响汽车保险杠性能的重要材料,通常要求芯材有良好的能量吸收性和耐冲击性,同时要求芯材比较轻。现在已开始用聚烯烃发泡材料作汽车保险杠的芯材,美国已开始生产用于汽车保险杠的PP珠粒发泡材料;日本JSP公司生产的非交联发泡保险杠已被丰田公司采用,这种保险杠采用EPP发泡珠粒生产,具有良好的耐热性、尺寸稳定性,以及吸收冲击能量大、质轻、易回收的特性。法国标致公司已为其306型车
聚氨酯发泡工艺详解
聚氨酯发泡工艺 一、发泡聚氨酯的优点 发泡聚氨酯由双组分组成,甲组分为多元醇,乙组分为异氰酸酯,施工时两组分进入喷涂机械中混合喷出,呈雾状,一分钟发泡凝固成型。这种材料近几年才引进,用于建筑保温防水经过二、三年的使用,有较多的了解,优点很多,使用范围很广。 1.保温性能好。导热系数0. 025左右,比聚苯板还好,是目前建筑保温较好的材料。 2.防水性能好。泡沫孔是封闭的,封闭率达95% ,雨水不会从孔间渗过去。 3.因现场喷涂,形成整体防水层,没有接缝,任何高分子卷材所不及,减少维修工作量。 4.粘结性能好。能够和木材、金属、砖石、玻璃等材料粘结得非常牢固,不怕大风揭起。 5.用于新作屋面或旧屋面维修都很适宜特别是旧屋面返修,不必铲除原有的防水层和保温层,只需清除表面的灰、砂杂物,即可喷涂。 6.施工简便速度快。每日每工可喷200多平米,有利于抢进度。 7.收头构造简单。喷涂发泡聚氨酯收头,不用特别处理,大为简化。如使用卷材,在女儿墙处,需留凹槽,收头在凹槽内;若不能留凹槽,需用扁铁封钉收头,还要涂嵌缝膏。 8.经济效益好。如果把保温层和防水层分开,不仅造价高,而
且工期长,而发泡聚氨酯一次成活。 9.耐老化好。据国外已用工程总结和研究测试获知,耐老化年限可达30年之久。 二、发泡聚氨酯的应用 1.平屋面防水保温不上人屋面加喷一道彩色涂料,作为保护层;上人屋面,在上坐浆铺面砖。 2.瓦顶坡屋面将发泡聚氨酯喷在望板下沿,瓦块座浆在望板上,不会发生滑动。 3.墙体保温发泡聚氨酯用作墙体保温更具优越性装。配式大墙板,喷在板肋间,粘结好又严密。如用空心砌块,可将发泡聚氨酯喷在孔洞内,塞充饱满冻库的墙壁,喷涂尤佳。目前墙体改革很关键的是保温技术,发泡聚氨酯可以大展宏图。 4.地下室外墙保温防水,是发泡聚氨酯大显身手的部位,既能保温、防水,又省去其他保护层,一举二得。 三、发泡聚氨酯的缺点 虽然发泡聚氨酯有如此多的优越性,但也不是万能的,存在短处和不适宜之处。 1.在10℃以卜的温度,发泡率降低。因此使用时明显受到季节的制约。 2.厕所卫生间只需防水而不要保温,不宜使用发泡聚氨酯。 3.发泡聚氨酯喷涂成型速度快,不易喷得非常平整,凹凸不平属于正常的。用于屋面防水保温,平整度可放宽,但檐沟、天沟平整度不好,
聚丙烯工艺流程及操作规程 精品
工艺流程及操作规程 1概述 丙烯液相本体聚合工艺是我国七十年代开发的一项新技术,具有流程短、投资少、成本低、基本上无三废等特点,目前我国炼厂气为原料的千吨级的本体法生产聚丙烯几乎全采用此聚合工艺。 本装置生产聚丙烯是以炼厂气分离出来的丙烯为原料,采用工艺为间歇式液相本体法聚合工艺,聚合散热采用聚合釜夹套及内冷指形管并用的方式,以保证聚合热的迅速撤出,使反应顺利进行。聚合采用高效催化剂,在活化剂三乙基铝(AlEt3)及第三组分二苯基二甲氧基硅烷[(C6H5)2Si(OCH3)2]的配合下,使用H2调节分子量,使丙烯单体聚合成聚丙烯粉状树脂。 反应剩余的丙烯,除大部分通过气化后冷凝回收外,其余的丙烯在闪蒸釜内通过闪蒸收集于丙烯气体罐内,再经压缩冷凝后送回V-212罐中,退回油品车间。 生产规模:3.5万吨/年 年操作天数:330天 生产制度:间断生产,四班二运转 本工段主要有催化剂分装、原料、闪蒸、聚合、压缩及粉料包装等岗位组成。 1.1工艺流程简述(见附录A图A1) 1.1.1原料岗位工艺流程 来自华北石化二联合车间预精制的精丙烯,通过质量流量计计量后进入丙烯原料罐(V-201、V-202),经过液位计或投料质量流量计计量,用投料泵(P-201/1,2)送入聚合釜(R-201/1,7),进行反应。 1.1.2聚合岗位工艺流程 来自华北石化PSA 或二联合电解水制氢装置的氢气经氢气质量流量计计量后,加入到聚合釜(R-201/1,7)中。将2吨丙烯加入聚合釜(R-201/1,7)中作底料,然后分别用1吨丙烯,通过活化剂缓冲罐(V-204/1,7)冲入三乙基铝,分别用0.5吨丙烯经催化剂加料斗(V-205/1,7)冲入催化剂、硅烷。 热水自热水罐(V-208)由热水泵(P202/1,2)经汽水混合器升温后送至聚合釜夹套内升温,平稳地将釜内物料加热至55-60°C。此时聚合反应开始,即可关掉热水,完成升温过程。反应开始后,在夹套内通入冷却水取热,在压力3.2~3.6MPa,温度75~80℃条件下进行恒温恒压的聚合反应。 反应结束后,聚合釜(R-201/3,5)内未反应的丙烯气化通过聚丙烯沉降罐(V-206/1)过滤粉尘,经丙烯回流冷凝器(E-202/1)冷凝冷却回收到丙烯接收罐(V-207);聚合釜(R-201/6,7)内未反应的丙烯气化通过聚丙烯沉降罐(V-206/2)过滤粉尘,经丙烯回流冷凝器(E-202/2)冷凝冷却回收到丙烯接收罐(V-207)。回收的液相丙烯自流至丙烯原料罐(V-201/1,2)重新使用 反应结束,(R-201/1,2)未反应的丙烯气化后通过铜网过滤器(V-219a/b)过滤粉尘,经丙烯回流冷凝器(E-201a/b)冷凝回收到丙烯接收罐,再送回丙烯计量罐(V-201/1,2)重新使用。 1.1.3闪蒸岗位工作流程 自聚合釜(R-201/1,7)将粉料带压喷入粉料闪蒸釜(R-202/1,7)内,经圆布袋除尘器(V-211)将低压丙烯排放至丙烯气体罐(V-209/1,3)回收;釜内压力达到常压后,开启真空泵(P-203/1,2)抽真空。几分钟后用停止抽真空。开始向釜内冲氮气,釜内压力至。
发泡聚丙烯项目
发泡聚丙烯项目介绍 1.概述 泡沫塑料具有质轻、隔热、缓冲、绝缘、防腐、价格低廉等优点,因此在日用品、包装、工业、农业、交通运输业、军事工业、航天工业得到广泛应用,我国20世纪90年代以来泡沫塑料的发展十分迅速,其中主要品种有聚氨酯(PU) 软质和硬质泡沫塑料、聚苯乙烯(PS)泡沫塑料和聚乙烯(PE)泡沫塑料三大类。但聚氨酯泡沫在发泡过程中存在对人体有害的异氰酸酯残留物,并且发泡材料无法回收利用。而聚苯乙烯(PS)发泡过程中通常会使用到氟氯烃化合物或丁烷, 对环境有不利影响,产品降解困难且容易形成“白色污染”,联合国环保组织已决定停止使用PS发泡产品。交联聚乙烯泡沫塑料刚性较低,且最高使用温度为80℃。 对比以上三种泡沫塑料,聚丙烯发泡材料有很多优点: 1) 聚丙烯(PP)刚性优于聚乙烯(PE),PP弯曲模量大约为1.52Gpa,PE仅为207Mpa,耐化学性与PE相似。 2) 聚丙烯的玻璃化温度低于室温,抗冲击性能优于PS,而且相比PS泡沫的难 回收性,聚丙烯泡沫是一种环境友好的材料。 3) 聚丙烯有较高的热变形温度,可以在一些高温领域中应用。发泡聚丙烯通常 能耐130℃的高温,比聚乙烯泡沫的最高使用温度80℃高得多。封闭式泡孔结构使其热导率不会因潮湿而受影响,因此可用作保温材料。 4) 良好的低温特性:制品即使在-30℃时也表现出很好的性能。 5) 能量吸收:由于PP发泡制品具有很好的吸收能量特性,具有优异的抗压吸能性能。广泛应用于汽车保险杠能量处理系统及其他防冲撞吸能部件。 6) 尺寸形状恢复稳定性:PP发泡制品受多次连续撞击和挠曲变形后会很快恢复原始形状,而不产生永久形变。 7) 质量轻且能够反复使用:PP发泡制品的密度能够达到很低水平,因此能大幅度降低重量,同时PP发泡制品柔韧性好,可反复使用,不易破碎;易回收再利用,易分解,制品不含对人体有毒有害的成分,燃烧不产生有毒物质。 8) 具有良好的表面保护性和隔音性能:PP发泡制品是半硬质成形,具有适度的硬度、柔软性,不会擦伤、碰伤与其接触的物体,具有较好的表面保护性。
EVA发泡工艺
E V A发泡工艺 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
EVA塑料发泡成型供应 工艺分类: 模压发泡:一次发泡(大模、小模)、二次发泡 射出发泡:MD、拖鞋 连续发泡:EPE 挤出发泡:板 EVA发泡基本配方: EVA/LDPE 发泡剂架桥剂氧化锌色料填料润滑剂特种功能助剂 主原料: LDPE:可以制作倍率较大的发泡制品、较硬而不具有回弹性、主要用于发泡保温材、拖鞋、箱包等 EPDM:增加弹性 天然橡胶:增加止滑性能 发泡剂 现有高、中、低温 高温:有较好的倍率、但是对制品色泽有影响 中温:针对射出和小模 低温:针对MD、和有要求色泽的制品 交联剂 DCP:通用性、价格低,但是有味道 BIPB:称为无味架桥剂,优点是可以降低发泡制品的刺激性所味 TAIC:助交联剂,可以有效帮助提高交联速度和效果 氧化锌 分类:A级、活性、碳酸锌 A级:优点含量高、制品物性好;但是价高而且重金属含量有可能超标 活性:含量低、价低但是重金属较低 碳酸锌:含量低、粒子小,发泡快,适用于制作较为低档的产品 色料 色母粒:分散性好、色正 色粉:价低、分散性不好作业环境受污染
色砂:分散性较好、污染少一点 润滑剂 润滑剂:硬脂酸、EBS 作用:方便加工如轮机的操作 增加胶料的流动性 制品有较好的密度和手感 功能助剂 耐磨剂:增加耐磨 止滑剂:防止在低摩擦情况下打滑 阻燃剂:提高制品的防火效果,主要以氧指数区别 抗菌剂:提高制品的抗菌要求, 抗静电或导电:主要用电子产品 EVA发泡一般来说有三种工艺,射出、传统平板大发泡和模内小发泡。 1、射出 这种工艺较为先进,只需一道工序做出来就是产品了,对模具精密度要求高,将是今后的主流。它的原理类似于塑胶行业的注塑,不同的是注塑是立即开模,且模具温度不同,也就是EVA的射出工艺只是调整了一下塑胶注塑的模温和开模时间而已。现在做运动鞋大多企业都改用这种方法了。 2、模内小发泡 主要用在鞋材上,运动鞋做二次中底的第一次发泡是把练好的料造粒(7470M)称重后放入开好的模具内,发泡出来就是鞋子的大体样子。难点是模具和配方的对称,需同时控制倍率和硬度。此工艺的发泡条件比较灵活,具体要看产品的外形结构,当然主要是时间的变化,温度的变化也不大。第二次成型就是将前面发泡好的粗胚磨掉表皮,压入成品模具内,通过加热和冷却两个步骤后,才是产品成型。加热温度在125-135摄氏度比较合适,压力50公斤/平方厘米,加热一定时间后再做水冷,拿出来就是二次中底了。这种压缩成的底尺寸比较稳定,物理性能相对要好一些。
发泡聚丙烯项目调研报告
发泡聚丙烯项目 调研报告 全国塑料加工工业信息中心 二零零九年四月
目录 一、聚丙烯发泡材料 (1) 1.1聚合物发泡材料的发展历程 (1) 1.2聚合物发泡材料的分类 (2) 1.3聚丙烯发泡材料 (4) 1.4聚丙烯发泡材料的优点 (5) 1.5聚丙烯发泡材料的主要种类及其特点 (6) 1.5.1 聚丙烯模压发泡材料 (7) 1.5.2聚丙烯挤出发泡片材 (7) 二、聚丙烯发泡材料的技术现状与分析 (10) 2.1 EPP模压发泡成型技术现状 (10) 2.1.1 EPP的制备技术 (10) 2.1.2 EPP珠粒的模压熔结成型 (12) 2.2 聚丙烯的挤出发泡成型 (13) 2.2.1 聚丙烯挤出发泡的影响因素 (13) 2.2.2 发泡体系的流变行为对PP挤出发泡的影响 (14) 2.2.3 发泡体系的结晶行为对PP挤出发泡的影响 (18) 2.2.4 发泡剂对PP挤出发泡的影响 (19) 2.2.5 成核剂对PP挤出发泡的影响 (22) 2.2.6 加工设备对PP挤出发泡的影响 (23) 2.2.7 成型工艺对PP挤出发泡的影响 (27) 2.3 聚丙烯挤出发泡成型的研究现状 (28) 2.3.1 长链支化以提高聚丙烯的熔体弹性 (29) 2.3.2 快速气泡成核以降低泡孔尺寸,提高泡孔密度 (35) 2.3.3 控制发泡工艺以提高PP挤出发泡的发泡倍率 (37) 2.3.4PP挤出发泡当前存在的问题 (39) 三、聚丙烯发泡材料的市场现状与分析 (41) 3.1聚丙烯发泡材料的目标市场 (42) 3.1.1汽车领域 (42)
3.1.2包装领域 (43) 3.1.3建筑领域 (44) 3.1.4绝缘和工业应用 (44) 3.1.5体育休闲 (45) 3.2未来技术和市场分析 (45) 四、项目产业化现状 (47) 4.1上游行业发展状况 (47) 4.1.1 高熔体强度聚丙烯树脂 (47) 4.1.2发泡剂 (49) 4.2聚丙烯发泡生产设备 (52) 4.3下游行业发展状况 (52) 4.3.1 聚丙烯发泡片材 (52) 4.3.2EPP发泡珠粒 (54) 五、项目投资效益分析 (57) 5.1 设备费用 (57) 5.2 厂房要求 (58) 5.3 水、电、气配套要求 (58) 5.4 经济效益分析 (58) 六、项目风险 (60) 6.1 政策风险 (60) 6.2 原料压力风险 (60) 6.3 市场风险 (61) 6.4 项目风险小结 (62) 七、结论 (63)