注塑FMEA
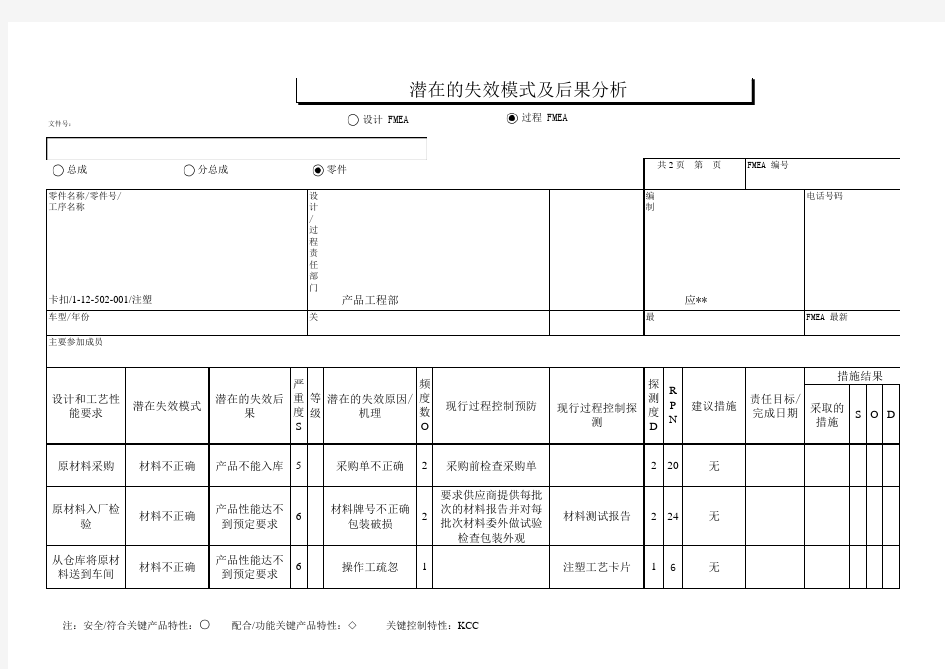
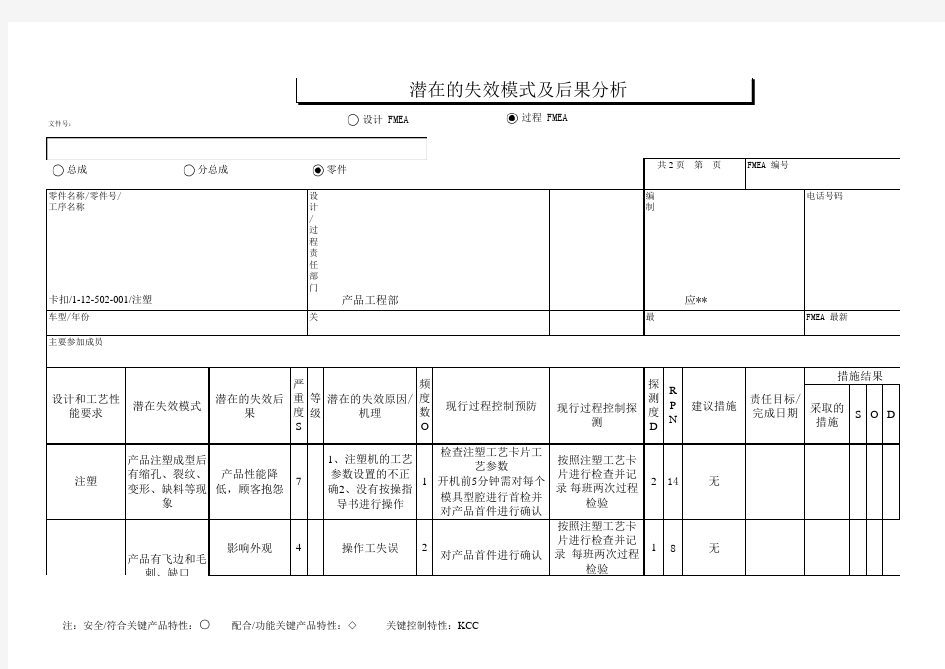
潜在的失效模式及后果分析
文件号:
FMEA 编号
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
产品工程部应**
车型/年份关键日期最初编制日期FMEA 最新更改日期主要参加成员
现行过程控制探
测采取的
措施
S O D
原材料采购材料不正确产品不能入库5采购单不正确2采购前检查采购单220无
原材料入厂检验材料不正确产品性能达不
到预定要求
6
材料牌号不正确
包装破损
2
要求供应商提供每批
次的材料报告并对每
批次材料委外做试验
检查包装外观
材料测试报告224无
从仓库将原材料送到车间
材料不正确
产品性能达不
到预定要求
6操作工疏忽1注塑工艺卡片16无
频
度
数
O
现行过程控制预防
1、注塑机的工艺
参数设置的不正
确2、没有按操指
导书进行操作
检查注塑工艺卡片工
艺参数
开机前5分钟需对每个
模具型腔进行首检并
对产品首件进行确认
产品注塑成型后
有缩孔、裂纹、
变形、缺料等现
象
产品性能降
低,顾客抱怨
7
共 2 页 第 页
R
P
N
建议措施
214无
卡扣/1-12-502-001/注塑
注塑按照注塑工艺卡
片进行检查并记
录每班两次过程
检验
措施结果
设计和工艺性
能要求潜在失效模式
潜在的失效后
果
严
重
度
S
等
级
潜在的失效原因/
机理
探
测
度
D
责任目标/
完成日期
1
总成分总成零件
设计 FMEA过程 FMEA 注:安全/符合关键产品特性:○配合/功能关键产品特性:◇关键控制特性:KCC
相关主题