压合工艺及改善方向的探讨论文

1 引言
随着电子产品制造技术的迅速高水平化、电子产品的小型化、轻量化、高功能化、以及表面贴装技术的猛速发展,要求印刷电路板本身的弯曲翘曲度、PCB 焊接时连接热盘和焊接的共面性与平坦度也非常严格;因此在电子产品中起重要角色的PCB也必须随着向高精度、高密度、高层次、小型化方向发展。压合工艺在电路板向多层化中发展起着至关重要的作用。压合的本质便是实现芯板与芯板、芯板与铜箔之间的有效粘结并保证其绝缘性能和整板的电气性能。为了提高结合力,在压板之前先要对内层芯板进行表面处理;层压工序是多层印制电路板制造中比较重要的一环,通常情况下压合参数的设定是关系到压合品质好坏的关键一步。本论文主要介绍了内层芯板表面棕化机理和层压参数的匹配性,并对铜皱产生的原因和解决方法进行了探讨,文章结尾还对压合的优化方向提出了一些我的想法。
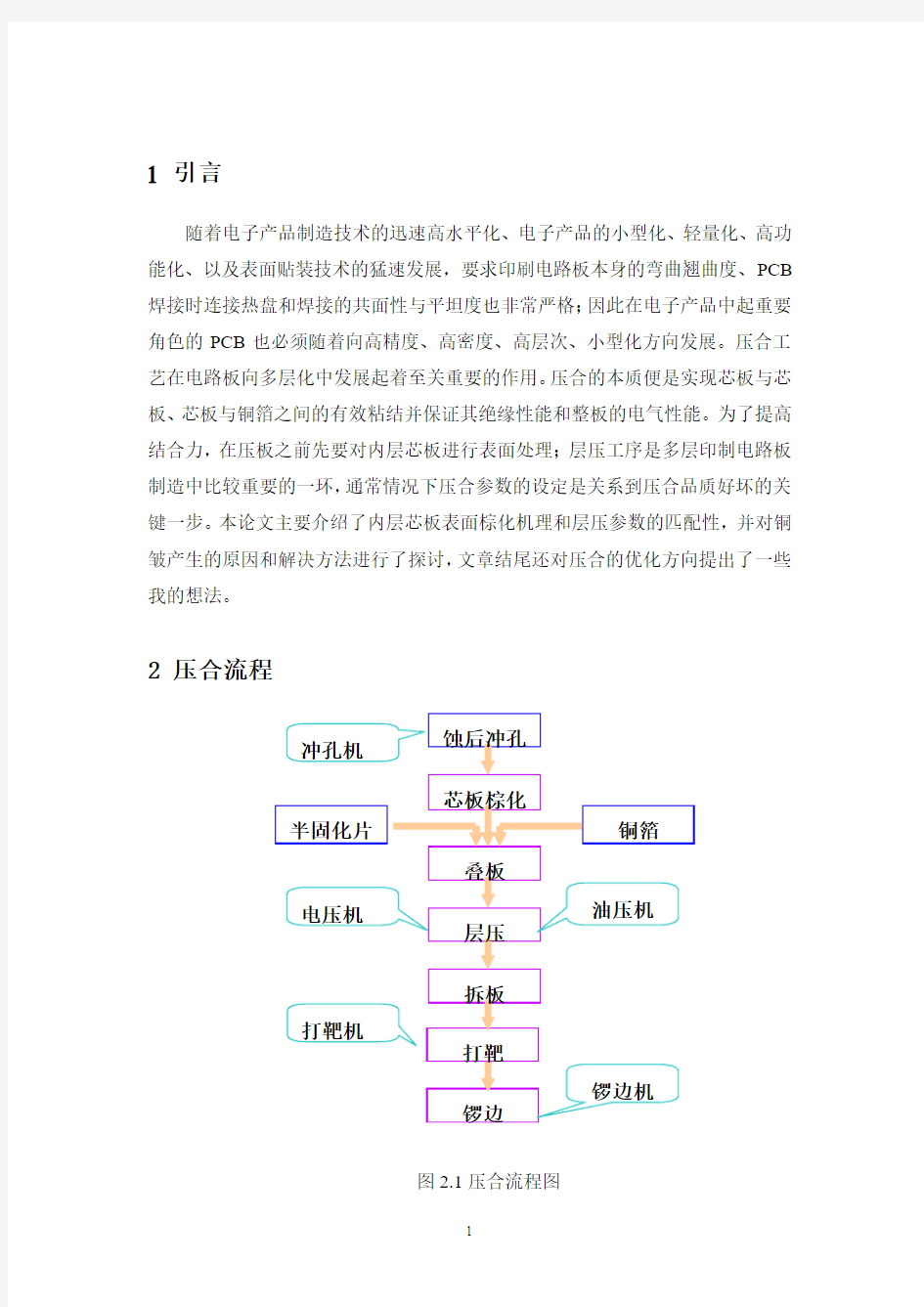
2 压合流程
图2.1压合流程图
其中蚀后冲孔是在板子边缘冲出铆钉孔,供叠板时打铆钉,防止内层板层压时发生层间错位;叠板是预先将待内层芯板、PP、铜箔等按一定顺序叠放,为层压做准备;拆板、打靶、锣边是压合的后处理工作,主要用来钻出定位孔,方便后续工序定位,并对板边进行处理。这些工序原理简单,在此不作多介绍。
3 层压材料
在层压的过程中用主要到的原料有内层芯板、PP、铜箔。除此之外,层压时还会用到分隔钢板和牛皮纸作为辅料。
其中铜箔是层压时主要的加工对象之一,用于制作外层线路;分隔钢板在层压时平衡板面压力,使整个板面受力均匀。鉴于此,分隔钢板要有足够的硬度来保证他的功能;而层压过程中在压盆上下加垫的牛皮纸,是为了缓冲压力分布,使层压机的压力能够均匀的分布在整个板面。半固化片作为在层压时,起到粘结上下层,并提供机械性能的重要作用将在下面做重点介绍。
半固化片由玻璃纤维布和树脂组成。树脂成分主要为环氧树脂,环氧树脂是泛指分子中有两个或两个以上环氧基团的有机高分子化合物。正是由于活泼环氧基团的存在,才可使环氧树脂与固化剂在一定的条件下发生固化反应,生成立体网状结构的产物,从而显现出各种优良的性能。固化剂在环氧树脂的应用中是必不可少的,有些固化剂不同于催化剂,它在固化反应中既起到催化作用,又与树脂相互交联生成交联聚合物。因此固化剂在某种程度上对固化反应起着决定性作用,它决定了固化反应历程和所生成的交联聚合物的性质。半固化片中所添加的固化剂都是潜伏型固化剂,即在室温条件下可与环氧树脂较长期稳定地存在,而在高温高压或者光照等特殊条件下才具有反应活性,使环氧树脂固化。
半固化片影响层压时各层粘结度和压合后电气性能的主要性能指标包括:含胶量、流动度、凝胶时间、挥发物含量四项。
(1)树脂含量
指树脂在半固化片中所占的质量分数,一般树脂含量为45%~65%,其含量随玻纤布厚度增加而减小。对于同一体系的半固化片,其含量大小直接影响半固化片的介电常数、击穿电压等电气性能及尺寸稳定性。一般地:含量高,介电常数低,击穿电压高,但尺寸稳定性差,挥发物含量高。
(2)树脂流动
指树脂中能流动的树脂占树脂总量的分数,树脂流动度一般在25 %~40%之间,其含量随玻纤布厚度增加而减小。流动度高,在层压过程中树脂流失多,容易产生缺胶或贫胶现象;流动度低,容易造成填充图形间隙困难,产生气泡、空洞等现象。因此在多层板生产过程中,宜选择中流动度的半固化片。不过,目前半固化生产厂家通常提供比例流动度来代替流动度和凝胶时间,比例流动度数据能够较好地预测成品板的最终厚度,在多层板生产过程中是重要参数之一。(3)凝胶时间
胶片中的树脂为半硬化的B-stage材料,在受到高温后即会软化及流动,经过一段软化而流动的时间后,又逐渐吸收能量而发生聚合反应使得粘度增大再真正的硬化为C-stage材料。上述在压力下可以流动的时间,或称为可以做赶气及填隙工作的时间,称为胶化时间。当此时段太长时会造成板中应有的胶流出太多,不但厚度变薄浪费成本而且造成铜箔直接压到玻璃上使结构强度及抗化性不良。但此时间太短时则又无法在赶完板藏气之前因粘度太大无法流动而形成气泡现象。
(4)挥发物含量
指浸渍玻纤布时树脂所用的一些小分子溶剂在预固化时的残余物,挥发物占半固化片的百分质量称挥发物含量,一般挥发物含量小于等于O.3%。挥发物高,在层压中容易形成气泡,造成树脂泡沫流动。
4内层芯板表面处理
4.1内层芯板处理方式
在压合制造过程中为了防止压合后板铜与胶之间出现分层,增强内层之间的结合力,而采取的方法有黑氧化和水平棕化工艺。棕化技术克服了黑氧化所不能避免的缺点(产生粉红圈),并能够促进铜面与聚合物树脂这一无机/有机界面的粘结,为多层印制线路板在后续的线路生产、电子元件的表面焊接、贴装,提供可靠层间结合力,且由于其操作简单、条件温和、生产效率高等优点,而逐渐取代黑化工艺,成为印制线路板内层制作的主流工艺。
4.2 棕化机理
(1)棕化原因
光滑内层铜面在多层板内层压板后结合力不足,在生产加工后容易产生爆
板、分层等缺陷,因此在压合之前内层板要进行棕化以增强内层铜箔表面积,提高结合力,另外,铜面不经氧化处理在高温高压状态下内层铜面会与半固化片固化过程中的有机物(在高温高压下多官能团有机物均具有很强的氧化效果)和挥发性气体(水和其他小分子物质)发生反应,造成内层铜面的颜色不均,明显的色差和次表面缺陷,采用棕化处理即可有效防止该类缺陷的发生,而且棕色具有很强的掩盖性(可以有效的将内层表面处理的一些次变面轻微缺陷掩盖)。再者,棕化还能够增加内层铜面对流动树脂的湿润性,使流动的树脂有充分的能力伸人氧化膜中,固化后展现强劲的抓地力。
(2)棕化反应机理
铜表面先被酸氧化成致密、完整、均匀、粗糙的Cu
2
O,为下一步有机铜膜的形成提供良好的物理结构,CuO与含N、S、O的有机化合物缓蚀剂生成有机金属
铜膜,沉积在Cu
2
O上面。因为含N、S、O的有机化合物含有孤对电子和芳香环,
而Cu
2
O中Cu原子含有未充满的空间d轨道,易接受电子,产生π键和配位键,由这两种键构成有机金属化合物聚合生成不溶性沉淀薄膜非常稳定,阻止了腐蚀介质的侵蚀,防止粉红圈的发生。
内层芯板铜面反应机理[1]:
Cu+[O]氧化Cu
2
O
Cu
2
O+R吸附Cu[I]-R
nCu[I]-R沉积聚合{Cu[I]-R }n
其中R表示能与氧化亚铜生成有机金属膜的化合物。
芯板进入棕化液后,蚀刻反应马上开始,铜表面与MS-300药液络合生成一层钝化膜→在棕化液中,MS-300渗透钝化膜,无规则地打开通向铜表面的点,使蚀刻反应在这些位置进行→棕化膜被穿透成为小点,在随意可被透后到达的
位置,少量的H
2O
2
, H
2
SO
4
微蚀铜面→此过程重复发生被蚀刻后的位置又变为钝
化膜在铜表面上变得高度粗糙并被钝化。
通过以上反应在内层芯板表面形成一层金属有机膜具有机械和化学粘附力,能够增强内层铜与树脂的结合力,提高层压板的内热冲击性、抗分层能力。
5设定层压参数的参考因数
多层板的制作最关键的就在于压机层压,而压机层压主要是通过设定参数来控制多层板不同层压时间段的温度和压力的。压合参数的选择是否得当,将直接影响压合后多层板的品质。而设定合适的层压参数可以从层压"温度、压力、时间"入手,实现三者的有机匹配。
(1)温度
层压过程中有几个温度参数比较重要。即树脂的熔融温度、树脂的固化温度、热盘设定温度、材料实际温度及升温的速度变化。
熔融温度系温度升高到70℃时树脂开始熔化。正是由于温度的进一步升高,树脂进一步熔化并开始流动。在温度70-140℃这段时间内,树脂是易流体,正是由于树脂的可流性,才保证树脂的填胶、湿润。随着温度逐渐升高,树脂的流动性经历了一个由小变大、再到小、最后当温度达到160-170℃时,树脂的流动度为0,这时的温度称为固化温度。热盘温度主要取决于钢盘、钢板、皮牛纸等的传热情况,一般为180-200℃。
为使树脂能较好的填胶、湿润,控制好升温速率就显得很重要,升温速率是层压温度的具体化,即控制何时温度升到多高。升温速率的控制是多层板层压品质的一个重要参数,温升太慢,将因逐渐固化,树脂流动度变小,造成排气不完全而出现气泡、空隙、厚度太厚等缺点。反之,当温升太快时,又容易造成树脂熔融粘度太低、胶流量太多,层间接合力也将因缺胶而降低。因此,必须选择正确的温升速率,温升速率的选择视半固化片中胶片的流动度、内层电路图设计、层压板尺寸与几何条件等实际条件而定。升温速率一般控制为2-4℃/min。对7628PP升温速率可以快一点即为2-4℃/min,对1080、2116PP升温速率控制在1.5-2℃/min为最好;同时PP数量多、升温速率不能太快,因为升温速率过快,PP的湿润性差,树脂流动性大,时间短,容易造成滑板,影响层压品质。
(2)压力
多层板层压压力大小是以树脂能否填充层间空洞,排尽层间气体和挥发物为
基本原则。根据压力的变化,可将压制周期分为预压和全压两个阶段,从刚加预压到高压开始的时间为预压周期,主要作用是使熔融树脂润湿,挤出内层图形间的气体,并用树脂填充图形间隙,逐渐提高树脂的动态粘度。预压周期的长短主要由树脂的流变曲线来确定。,在树脂的流变曲线中,当树脂在某一温度出现最低粘度(即最大流动度),该点对应的即为预压时间,只要在这一点前施加高压,板的性能就会比较理想。压力大小一般根据PP供应商提供的压力参数确定,一般为15-35kg/cm2。
(3)时间
时间参数主要是层压加压时机的控制、升温时机的控制、凝胶时间等方面。对二段层压和多段层压,控制好主压的时机,确定好初压到主压的转换时刻是控制好层压质量好坏的关键。若施加主压时间过早,会导致挤出树脂、流胶太多,造成层压板缺胶、板薄,甚至滑板等不良现象。若施加主压时间过迟,则会造成层压粘结界面不牢、空洞、或有气泡等缺陷。
只有充分考虑到上述因素,才能设计出符合要求的压合参数,加工出合格的多层板。
6 品质问题分析与改善
压合过程是极其复杂的,从内层芯板的处理、材料的选择、压合程式的设定到员工的操作规范上,只要有一点不符合工艺要求,便会导致压合后多层板出现品质问题,甚至直接导致整板报废。常见品质问题有板面缺胶、气泡、板面凹痕、板厚不符合要求、板翘、分层等等。下面就最常出现的铜皱问题进行原因分析,并提出改善方法。
6.1 铜皱产生的原因
(1)在排版操作铜箔过程中导致铜箔在压合前就已经打折起皱,自动叠合线机械手卡位不当,融合铆合面不等因素对铜箔压合过程中均会产生外层铜箔起皱。
对此可以对应地针对机器、操作方法进行改善。
(2)局部添胶不足,而造成这些位置的铜箔不规则塌陷而起皱。
(3)在高层版设计上存在大面积梧桐区域,每个层次无铜区处在相同的位置;图
形设计上有容易引起树脂回流的图形。
6.2解决方案
(1) 图形设计
于无铜区增加无数的直径1mm-2mm的小铜点,铜点间距0.25mm-1mm,铜点应间错开排列,各层铜点的位置相同,以便减少无铜区的面积:有利于胶体对间隙的填充。板边四个角间距较大,增加铜点时将直角转化成圆形角。
单元间隔之间的间隔图形应设计成铜点,而非铜条。
在板边工具图形直角位置增加一个流胶通道可以让多余树脂顺利溢出。(2) 对于层数不高的情况,可以在叠层时每片板用适当数量张牛皮纸隔开,增加缓冲,平衡低压区,并且每层一板排板的方向相互错开,避免无铜区的叠加。使用牛皮纸缓冲压力能进行一定程度的改善,但对于无铜区太大,层数太高,累计厚度很厚的情况下,叠层加牛皮纸改善效果不大。
(3) 在排板材料选择上的改善
用铝片排板,可以缓冲压合时的热冲击和压力,提高平整度;
(4)选择膨胀系数大的钢板供压合用,或用铝片进行排板。
因为不同的材料,其膨胀系数均不同,在压合过程中就会存在钢板、铜箔、PP、芯板等不同材料在升温过程中的膨胀量匹配性问题。[2]
在加温及过程中,半固化片中的树脂发生物理和化学变化,从固态进入到熔融状态,故铜箔两侧受到的作用力发生失衡,在半固化片一侧因树脂处于液态,静摩擦力很小,铜箔随PP而膨胀的作用力就小,在钢板一侧因钢板仍处于固态,静摩擦力很大,而且随着压力的增大而增大,故铜箔随钢板膨胀的作用力就很大,故当选用比铜箔膨胀系数大的钢板时,铜箔与钢板发生连动膨胀,铜箔经压合后,可以得到很好的平整度。
铝的热膨胀系数是23.1,而铜的线膨胀系数是16.8,铝板在压合过程能起到很好的膨胀缓冲作用。
(5)设计新的压合参数,来改善树脂填胶不足
压合过程中,树脂的流变行为影响树脂的填充。升温速率快对应的树脂粘度较升温速度慢的树脂粘度低,树脂流动性大,但此时树脂流动窗口较小,树脂填
充时间短;而升温速率慢时,树脂粘度略高,流动性略差,然则有有较长的时间可以填充,因此,选择调整合适参数控制升温速率可以有效地避免压合起皱。一般在压合过程中选择2.0-2.55℃/min升温速率,不仅可以保证单机的产能,而且可以得到很好的品质。
在实际的压合生产中,除了选择合适的升温速率外还有一个重要的条件就是何时上全压,压力施加是树脂加热过程中流动的最直接的原因。树脂在加热过程中沿V字形路经从固态—固液态—液态再返回到固态。树脂从固态到液态粘度由高到低,液态粘度最低,若在最低粘度点施加压力,树脂流动性很好,流动速度快,会让树脂大量流出,并形成强烈的蠕动,当树脂流动速度超过铜箔伸展速度就会引起铜箔起皱,并会带来一些其他品质异常;在树脂固态区域施加压力,树脂没有流动,对粘结效果受到很大的影响。一般而言,选择树脂的液态和固态共存的区域,在这区域施加压力即可以得到树脂的流动又可以防止流动过度带来的起皱异常,此温度一般在70℃到90℃及120℃到140℃之间两个区域,实际的合适压点,要测试叠层中外层及中层的材料温度,同时控制外层及中间层的温度差异,一般不要超过20℃会得到比较好的结果,视不同的生产条件,不同的压机,不铜材料,视压合后的流胶状况判定上压是否合适,流胶状况一般控制在3-8mm效果最好。[3]
7 压合工艺优化方向
随着科技的不断进步,环保要求越来越高,线路板向着多层、积多层的方向发展,未来压合工艺必将迈着高度自动化,流程简单化,快速高效,高品质的方向发展。下面我就这些方面,谈谈我个人的一些看法:
7.1材料方向
(1)半固化片
半固化片是层压时重要的粘结材料,目前大多半固化片温度达到140℃时才开始固化且保存时间很短,一般为三个月。而更低的固化温度可以大大降低层压条件,和生产成本。因此,我认为未来的半固化片将会向着更低固化温度、更长贮存时间的方向发展。
(2)牛皮纸
牛皮纸是层压时的缓冲材料,牛皮纸由于本身特性的原因,使用一到两次之后便会变色变脆,无法继续使用。这不仅有悖于当今的环保理念,而且随着纸浆价格的上升,势必增加更多的层压成本。
出于环保和减少成本的考虑,我个人认为未来的缓冲材料(比如某些橡胶和高温压合纤维材料)能够在长期高温高压下,材料主体不会被破坏,并且随着使用次数的增加,其传热温度受到的影响很小;有更均匀的传压能力,对层压后的板面有更好的平整度控制。
(3)铜箔
附树脂铜箔,我设想的这种铜箔在背面有一层树脂,在高温高压状态下能够与半固化片中的树脂发生交联反应,更增强了内层芯板与铜箔的结合力,能够有效避免液态树脂流动过快所引起的铜箔起皱,甚至有可能会减少其他品质问题的发生。
7.2芯板表面处理方向
随着线路板制造进入了无铅无卤时代,印制线路板制造技术和便面贴装技术的不断发展,我个人觉得未来的芯板棕化工艺应该具有如下特点:
a 能提供更高的抗剥离强度和更长的热分层时间,来满足无铅装配的高峰值温度和多次焊接;
d 具有更好的材料匹配性和适应性,以应对不同的树脂材料的层压;
c 更少的蚀铜量以满足精细内层线路的制作;
d 能够承受更多次反复压合和更高温度的压合,来满足积多层板的制作。
7.3设备方向
(1)整体自动化:
每个工序的自动控制系统都与部门电脑主机相连接,这样能够随时监控各个工序加工的进展情况,并自动统计各个工序的加工速度、不良概率,便于找出影响产量和品质的瓶颈工序,然后重点对该工序进行跟踪改善,使整个部门的生产效率更加优化。
(2)打靶锣边机一体化
我所在部门的打靶和锣边是由两台机器分别进行的,打完靶的板子会自动掉到机台后面放的放板机上,然后再由人工将板子取出套在锣边机的定位销钉上进行锣边。
我设想可以在打靶机和锣边机中间加一自动取放板设备,这样,打完靶的板子会由设备自动套在锣边机的销钉上进行锣边。这样既节省了人力,又可以有效避免人为操作带来板面擦花的隐患。另外目前的锣边机,锣下的板边需要人工取拿,板边锋利,极易划伤操作者,也很容易伤到板面。我在打靶锣边一体化的基础上,设想将锣边机的机台设计成四周架空状,这样,锣下的板边会自动掉到下面事先放好的接收箱内。这套设备的构想可以提高工作效率,避免板面擦花,能够有效地保证品质。
(3)自动叠板拆板机
目前,叠板需要人工进行预叠,再由人工和机器半自动化式地叠成层压前的形式。这样做不仅费人力,而且芯板、PP的多次移动或操作不当会使棕化后的板面擦花、PP受伤,芯板与PP间夹杂异物,异物也是导致压合后板面凹痕的常见原因之一。而拆板后的钢板需要四个人进行人工打磨,即费人力又易带来因钢板打磨不净而导致板面凹痕的隐患。
鉴于目前部门叠板拆板已是半自动化,我设想在此基础上将裁切好的PP、铜箔也由机器来进行叠放,拆板后的钢板由机器进行打磨,而人工只是负责检查机器操作的结果是否符合品质要求,这样不仅可以节省大量劳动力,还可以有效避免许多由于人为操作带来的品质问题。
7.4总结
内层芯板棕化和压机层压是压合工艺的两个关键环节。棕化即在内层芯板的表面生成一层有机金属铜膜,提高内层芯板和PP的接合力。PP和铜箔是层压的对象,在层压之前要按工艺要求选择合适的PP和铜箔。压机层压时,要从PP 的性能入手,设定合适的层压参数,保证在层压过程中温度、压力、时间三者的匹配性,才能有效地控制层压板的品质。从文中对铜皱问题解决方案中不难看出,层压参数不仅是多层板层压时需要考虑的重要因素,也是解决大多数批量品质问
题的切入点。我个人觉得压合工艺的优化应从材料、工艺、设备三方面来进行改善,因此,在论文结尾,我以自己浅薄的认识对这三方面的优化进行了简单的探讨,希望能够为压合工艺的发展起到一些帮助作用。
致谢
本论文是我在博敏实习期间完成的,王主任和胡书记不仅为我在博敏的实习和生活提供了很大的帮助,而且对我论文的完成进行了悉心的指导。从论文的选题和相关文献资料的查找,直到论文撰写的这一整个过程,王跃峰老师自始自终给我以耐心的指导,使我能够顺利的完成论文写作。故借此论文完成之际,对他们表示深深的感谢。
与此同时,在这里我还要感谢学校对我的栽培,以及所有老师对我的谆谆教诲,使我在大学期间能够掌握充足和扎实的专业知识去完成本论文的写作。并且还要深深感谢印制电路协会的王秘书长,是他为我提供这样一次实习的机会,让我能够深入到生产一线,去感受、体会、操作、亲自参与印制电路的制作,让我对印制板的制作有了更深刻的认识。并且还要深深感谢在此论文写作的整个过程中给予我及时帮助的部门领导、同事;如果没有他们的教授,我是无法将所学理论应用到操作实践中,也就更谈不上在实践中对理论进行升华,写出这篇论文来。
参考文献
[1] karl H.dietz. 多层板层间结合的黑化替代工艺[J].《.印制电路资讯》2002,5:35-43.
[2] 刘东. 高多层板压合起皱的原理与解决方法[J].《印制电路信息增刊》2010:360-365.
[3] 谢忠文. 多层板压合起皱改善分析探讨[J].《印制电路信息增刊》
目录
第一章总论..................... 错误!未定义书签。
1.1项目背景.......................... 错误!未定义书签。
1.2编制依据........................... 错误!未定义书签。
1.3评价标准.......................... 错误!未定义书签。
1.3.1环境质量标准....................................................................................... 错误!未定义书签。
1.3.2 污染物排放标准.................................................................................. 错误!未定义书签。
1.4评价等级.......................... 错误!未定义书签。
1.5评价范围、评价重点及保护目标....... 错误!未定义书签。
1.5.1评价范围............................................................................................... 错误!未定义书签。
1.5.2保护目标............................................................................................... 错误!未定义书签。
1.5.3评价重点............................................................................................... 错误!未定义书签。
1.6评价目的及指导思想................. 错误!未定义书签。
1.7评价因子选择....................... 错误!未定义书签。
第二章建设项目周围环境概况..... 错误!未定义书签。
2.1地理位置........................... 错误!未定义书签。
2.2地质地貌.......................... 错误!未定义书签。
2.3气象气候特征....................... 错误!未定义书签。
2.4水文特征........................... 错误!未定义书签。
2.4.1 海洋水文.............................................................................................. 错误!未定义书签。
2.4.2 陆地水文.............................................................................................. 错误!未定义书签。
2.5社会经济概况....................... 错误!未定义书签。第三章建设项目概况............. 错误!未定义书签。
3.1项目性质、规模..................... 错误!未定义书签。
3.2项目的选址与城市的整体规划......... 错误!未定义书签。
3.3总体布局........................... 错误!未定义书签。
3.3.1 总体布局............................................................................................ 错误!未定义书签。
3.3.2 交通组织............................................................................................ 错误!未定义书签。
3.3.3 主要单体建筑.................................................................................... 错误!未定义书签。
3.4公用工程........................... 错误!未定义书签。第四章污染源调查及分析......... 错误!未定义书签。
4.1施工期污染源分析................... 错误!未定义书签。
4.1.1 施工期水污染源强分析...................................................................... 错误!未定义书签。
4.1.2 施工期噪声污染源强分析.................................................................. 错误!未定义书签。
4.1.3 施工期废气及固废污染源强分析...................................................... 错误!未定义书签。
4.2营运期污染源分析................... 错误!未定义书签。
4.2.1 营运期水污染源强分析...................................................................... 错误!未定义书签。
4.2.2 营运期大气污染源强分析.................................................................. 错误!未定义书签。
4.2.3 营运期固废污染源强分析................................................................ 错误!未定义书签。
4.2.4 营运期噪声污染源强分析.................................................................. 错误!未定义书签。第五章环境质量现状和营运期影响评价. 错误!未定义书
签。
5.1水环境质量现状及营运期影响评价..... 错误!未定义书签。
5.1.1 内河水系水环境质量现状................................................................ 错误!未定义书签。
5.1.2 椒江水环境质量现状........................................................................ 错误!未定义书签。
5.1.3 水环境影响分析................................................................................ 错误!未定义书签。
5.2大气环境质量现状及营运期影响评价... 错误!未定义书签。
5.2.1 台州市区近三年的常规大气监测结果及评价 ................................ 错误!未定义书签。
5.2.2 项目所在地大气环境监测结果及评价 ............................................ 错误!未定义书签。
5.2.3 基本污染气象条件.............................................................................. 错误!未定义书签。
5.3营运期大气环境影响预测和评价....... 错误!未定义书签。
5.4声环境质量现状及营运期影响评价.... 错误!未定义书签。
5.4.1 声环境质量现状.............................................................................. 错误!未定义书签。
5.4.2营运期声环境影响分析............ 错误!未定义书签。
5.5生态环境影响评价.................. 错误!未定义书签。
5.5.1生态现状及影响分析.............. 错误!未定义书签。
5.5.2水土流失影响分析................. 错误!未定义书签。
5.6营运期固废环境影响评价............ 错误!未定义书签。第六章施工期环境影响评价....... 错误!未定义书签。
6.1施工期大气环境影响预测和评价...... 错误!未定义书签。
6.2施工期水环境影响预测和评价........ 错误!未定义书签。
6.3施工期声环境影响预测和评价........ 错误!未定义书签。
6.4施工期建筑装饰室内声环境影响分析.. 错误!未定义书签。
6.5施工期固废环境影响评价............ 错误!未定义书签。
6.6征地拆迁对社会的影响评价.......... 错误!未定义书签。第七章外界环境对本项目影响分析. 错误!未定义书签。
7.1水环境对本项目的影响.............. 错误!未定义书签。
7.2道路交通噪声对本项目的影响........ 错误!未定义书签。
7.3周围大气污染源对本项目的影响...... 错误!未定义书签。
第八章污染防治对策和措施....... 错误!未定义书签。
8.1水污染防治对策和措施............... 错误!未定义书签。
8.1.1运营期........................... 错误!未定义书签。
8.1.2施工期........................... 错误!未定义书签。8.2大气污染防治对策和措施............ 错误!未定义书签。
8.2.1运营期........................... 错误!未定义书签。
8.2.2施工期........................... 错误!未定义书签。
8.3噪声污染防治对策和措施............ 错误!未定义书签。
8.4固体废弃物污染控制对策的措施....... 错误!未定义书签。
8.5总量控制和环境监测计划............ 错误!未定义书签。
8.5.1总量控制........................ 错误!未定义书签。
8.5.2环境监测计划.................... 错误!未定义书签。
8.5.3环境管理........................ 错误!未定义书签。第九章公众参与................. 错误!未定义书签。
9.1调查方法........................... 错误!未定义书签。
9.2调查结果及分析..................... 错误!未定义书签。
9.3相关单位对本项目的看法............. 错误!未定义书签。第十章环保投资和效益分析....... 错误!未定义书签。
10.1环保投资.......................... 错误!未定义书签。
13.2效益分析.......................... 错误!未定义书签。第十一章结论................... 错误!未定义书签。
11.1结论.............................. 错误!未定义书签。
11.1.1 环境质量现状结论 ............................................................................ 错误!未定义书签。
11.1.2 营运期环境影响结论 ........................................................................ 错误!未定义书签。
11.1.3 施工期环境影响分析结论 ................................................................ 错误!未定义书签。
11.1.4 污染源强分析结论 ............................................................................ 错误!未定义书签。
11.2建议............................. 错误!未定义书签。
11.3总结论............................ 错误!未定义书签。建设项目环境保护审批登记表....... 错误!未定义书签。
材料工艺课程论文
浮玻璃工艺研究 【摘要】本文主要介绍的是浮法玻璃的生产工艺。浮法玻璃生产系统是在锡液上漂浮连续成型的较大型玻璃生产系统。一个浮法玻璃厂的主要系统主要分为原料配料系统、熔窑系统、锡槽系统、退火窑系统等。 【关键词】浮法玻璃;配料;融化;锡槽;退火。
引言 我们知道,浮法玻璃工艺是利用熔融玻璃液连续流到并漂浮在比重大的金属锡液面上,玻璃液在高温一下借助于金属锡液和玻璃液的表面张力、玻璃液与金属锡液的界面张力以及玻璃重力的共同作用,使玻璃液在锡液面上铺开、摊平,形成上下表面平整、无波筋以及相互平行的玻璃带,玻璃带在锡槽内逐渐冷却降温硬化后脱离锡液面,经玻璃退火册断册边切裁,就能得到用浮法工艺生产出的平板玻璃产品。一般的生产流程分四个系统。分别为配料系统、融化系统、成型切割、退火系统。 一、配料系统 1.1玻璃成分 玻璃的成分包括SiO2 、Al2O3 、CaO、MgO、Na2O和K2O。由于一些原料有其特殊之处,所以在各个工序中都要对其加以克服才能顺利而又合理的制作出合乎要求的玻璃。由于SiO2的熔点过高,大约在1710℃,所以就要加入适量的CaO和K2O来降低熔点,而这两种原料都相对比较贵,容易提高制作成本,就适量加一些Al2O3,还有其他的一些原料加入,都有其中的用意,每一种原料的加入都是有原因的。 1.2玻璃原料 主要有:石英砂、石灰石、长石、纯碱、硼酸等。辅助原料:着色剂金属氧化物。助熔剂:萤石CaF2 。澄清剂:碳。 1.3配料方案 按照浮法玻璃生产线的工艺要求,配料现场需要石英砂、长石、石灰石、白云石、纯碱、芒硝、碳粉、铁粉、碎玻璃等九种主要原材料的供应仓。原料从砂矿运来工厂首先分产地分批次在均化库里均化。均化后按照计算配比称量,由混
小学语文教学论文浅谈小学语文教学方法人教版新课标
小学语文教学论文-浅谈小学语文教学方法人教版新课标 语文,这是一门实用性和工具性都相对较强的科目,而对于小学语文的教学中最终的目的就是让学生能够熟练的学会使用文字和语言,做好听说读写的语文最基本的要求,这也是语文教学的核心内容。如何进行小学语文的教学,教学方法是一个非常重要的部分。 一、促进学生的学习兴趣的产生,创造良好的学习气氛 我们都知道这样一句话,兴趣是最好的老师。但是我们也不要忘记了,只有亲其师才会信其道,只有信其道,才会激发起学习的兴趣。在进行小学语文的教学过程中,教师通常可以采取使用多样的教学方式,比如猜谜语或者讲故事等方式进行课程的导入,让学生的注意力转移到课堂学习中,激发学生的学习兴趣。 比如在教导一些描写景物的课文的时候,可以合理的使用多媒体教学,从网上下载很多的图片,让学生直接的去感受课文中的景色,弥补学生对于课文知识的想象,为之后的知识教学奠定基础。 需要注意的是在教学的过程中,教师不要将自己置于一个“高人一等”的地位,而是以一个平等地位和学生进行交流学习的心得,让学生感受到自己和教师的平等,让学生敢于去想敢于去表达,在互相思考和表达中谈论和进步,引导学生成为学习的主题,这对于学生的兴趣有着极大的刺激。教师在教学的过程中尤其需要注意学生的思想和意见,这对于学生学习兴趣和创造学习氛围都有着非常有利的影响。 二、促进对于学生的日常训练,从训练中提高 练习,这是在学习和教学过程中必不可少的一部分,但是这绝不是提高学生学习,加深学生印象的唯一一部分。我们要重视对于学生的练习,但是不可过分的进行练习。练习的方式多种多样,不仅仅是布置作业这种单一的方式,通过阅读、思考、交流等都可以是进行练习的形式。 比如让学生去感受课文中作者的思想感情,可以让学生从阅读中去感受,当然这种阅读仅仅是单纯的阅读也是不可取的。可以结合作者当时的社会环境或者生活环境,也可以将自己当成是文章中的主人公,让学生站在对方的角度上去进行阅读,在阅读中去感受。通常情况下,学生对于阅读课外的过程基本是初读课文,精读课文,品读课文。当然,大多数的学生主要是停留在第一个阶段,少部
机械加工工艺分析与改进设计毕业论文
机械加工工艺分析与改进设计 作者:陈军 摘要:我们必须仔细了解零件结构,认真分析零件图,培养我们独立识图能力,增强我们对零件图的认识和了解,通过对零件图的绘制,不仅能增强我们的绘图能力和运用autoCAD软件的能力。
目录 摘要 (1) 目录 (2) 绪论 (3) 第三章:30*40专用夹具的设计 (11) 3.1专用夹具的设计要求 (11) 3.2夹具设计 (12) 总结 (16)
参考资料 (16) 绪论 本课题是对制动杆零件工艺规程及40×30面铣削夹具的设计,对此研究我查阅了大量的资料,首先明白机械加工工艺过程就是用切削的方法改变毛坯的形状、尺寸和材料的物理机械性质成为具有所需要的一定精度、粗糙度等的零件。 1 2 3 1 2 4、毛坯的选择 1)毛坯的种类 铸造毛坯:适合做形状复杂的零件。 锻造毛坯:适合做形状简单的零件。
型材:适合做轴、平板类零件。 焊接毛坯:适合做板类、框架类零件。 2)毛坯选择的原则 选择原则:毛坯的形状和尺寸应尽量接近零件的形状和尺寸以减少机械加工。 毛坯选择应考虑的因素: 2 1 2 3 精基准:采用加工过的表面作为基准。 基准的选择遵循以下四个原则 1)基准重合原则:(1)设计基准与定位基准不重合误差只会发生在用调整法获得加工尺寸的情况。 (2)基准不重合误差值等于设计基准与定位基准之间的差值。
2)基准统一原则:整个工艺过程或有关几道工序采用同一个定位基准来定位。 采用基准统一原则有利于:(1)简化工艺过程的制定及夹具的设计。 (2)避免基准转换带来误差。 3) 互为基准:使加工面间有较高的位置精度,又使其加工余量小而均匀,可采用反复加工互为基准原则。 4 1 1 1 2 3 2 1 2)要考虑被加工材料的性质。 3)要考虑生产纲领,及生产率和经济效率。 4)要考虑现有设备和生产条件。 1.4工艺路线的拟定
金属铸造工艺论文
金属铸造工艺论文 摘要: 铸造是将通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程。铸造是常用的制造方法,铸造是一种古老的制造方法,在我国可以追溯到6000年前。随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位。由零件的结构特点,提出多种浇注和分型方案,综合对比分析,选择最为理想的浇注位置及分型面。制定出详细的铸造工艺方案。 关键字: 铸造工艺性;铸造工艺方案;铸造工艺参数;补缩系统;浇注系统 铸造工艺种类: 铸造工艺可分为重力铸造、压力铸造、砂型铸造、压铸、熔模铸造和消失模铸造。铸造方法常用的是砂型铸造,其次是特种铸造方法,如:金属型铸造、熔模铸造、石膏型铸造等。各种特种铸造方法均有其突出的特点和一定的局限性,对铸件结构也各有各自的特殊要求。重力铸造 重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
压力铸造 压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。这几种铸造工艺是目前有色金属铸造中最常用的、也是相对价格最低的。 砂型铸造 砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。木模缺点是易变形、易损坏;除单件生产的砂型铸件外,可以使用尺寸精度较高,并且使用寿命较长的铝合金模具或树脂模具。虽然价格有所提高,但仍比金属型铸造用的模具便宜得多,在小批量及大件生产中,价格优势尤为突出。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。 压铸 压铸是在压铸机上进行的金属型压力铸造,是目前生产效率最高
低压铸造工艺设计毕业论文
摘要 本文运用反重力铸造技术—低压铸造来对铝合金铸件带轮的铸造工艺进行方案设计,包括分型面、浇注位置的选择、各项铸造工艺参数的确定以及浇注系统的设计。根据铸件形状较复杂的特点,在进行实验浇注时设计了两个浇注方案即两个内浇道或者一个内浇道,并同时进行调压和重力铸造浇注,以方便比较。根据实际零件建立了铸件的三维模型,并用View-cast铸造模拟软件对铝合金铸件带轮的充型过程进行了模拟计算。模拟结果显示,充型过程平稳,没有明显的液相起伏、飞溅。根据数值模拟结果并结合理论分析,铸件中没有缩孔、缩松等缺陷,铸造工艺方案和浇注工艺参数的设计合理。 关键词:低压铸造;铸造工艺;实验浇注;充型过程;数值模拟
Abstract In this paper, anti-gravity casting technology, low pressure casting technology was used to complete the design of the casting of an aluminum alloy casting wheel, which include choice of Sub-surface and casting position, determining all of the parameters of the casting process, and the design of the casting system. For the complex shape of the casting, when conducting experiments was designed to use two runners and one ingate for casting in one time, and at the same time, surge and gravity casting was used to make it easier to compare. For sand shell moulding, the mode of same time freezing was generally used. Build the Three-dimensional model of the casting, then simulate and calculate the filling process of casting. Form the results, it was saw that the process was steady without apparent phase fluctuations or splash. From the result we can see that there was no defect such as shrinkage, so the design was perfect. Keywords:Low pressure die casting; casting process; experimental cast; filling process; numerical simulation.
材料工艺学课程设计.
材料工艺学课程设计(论文) 题目:Cr12MoV钢电动机硅钢片冲裁模球化退火-淬火- 回火工艺设计 院(系): 专业班级: 学号: 学生姓名: 指导教师: 教师职称: 起止时间:
课程设计(论文)任务及评语 院(系):材料科学与工程学院教研室:材料科学与工程学号学生姓名专业班级 课程设计 (论文) 题目 Cr12MoV钢电动机硅钢片冲裁模球化退火-淬火-回火热处理工艺设计 课程设计(论文)要求与任务一、课设要求 熟悉设计题目,查阅相关文献资料,概述相关工件的热处理工艺,进行工件的服役条件与失效形式分析,提出硬度、耐磨性、强度等要求,完成工艺设计。阐述Cr12MoV电动机硅钢片冲裁模球化退火-淬火-回火热处理工艺理论基础,选择设备、仪表和工夹具,阐述电动机硅钢片冲裁模热处理质量检验项目、内容及要求;阐明电动机硅钢片冲裁模热处理常见缺陷的预防及补救方法;给出所用参考文献。 二、课设任务 1.电动机硅钢片冲裁模材料的选择(要求在满足工件使用性能的前提下,兼顾经济性和工艺性,合理选择材料); 2.给出Cr12MoV的C曲线; 3.给出Cr12MoV电动机硅钢片冲裁模冷热加工工艺流程图; 4.制定Cr12MoV电动机硅钢片冲裁模球化退火-淬火-回火热处理工艺 三、设计说明书要求 设计说明书包括三部分:1)概述;2)工艺设计;3)热处理工艺卡;4)参考文献。设计说明书结构见《工艺设计模板》。 工作计划 集中学习0.5天,资料查阅与学习,讨论1.5天,设计7天:1)概述0.5天,2)服役条件与性能要求0.5天,3)失效形式、材料的选择0.5天,4)结构形状与热处理工艺性0.5天,5)冷热加工工序安排0.5天,6)工艺流程图0.5天,7)热处理工艺设计2天,8)工艺的理论基础、原则0.5天,9)设计工夹具0.5天,10)可能出现的问题分析及防止措施0.5天,11)热处理质量分析0.5天,设计验收1天。 指 导 教 师 评 语 及 成 绩 成绩:指导教师签字: 年月日
语文教学方法分析论文
语文教学方法分析论文 导读:伴随着当前教学体系改革进程的逐步深入,素质教育被越来越多人所重视,所以就为大家带来了语文教学方法分析相关论文,一起来看看吧: 【摘要】 尽管目前教学内容及教学方法都相应发生了变革,并获取了一定成绩,然而,仍存在一些不足,需要进行深入研究。本文简要探讨了高中语文教学期间存在的问题,并提出教学措施,目的在于进一步提高教学质量,为学生以后发展夯实基础。 【关键词】 高中语文教学方法分析 在高中教学活动中,语文课程教学有极为关键的地位,是高考的必考内容。同时,在培养学生思维、文学素养等方面,语文教学也有不可替代的价值。所以,对于高中语文教师来讲,应深入分析当前教学存在的问题,更新自身的教学思想,改进教学措施与教学观念,使学生成为学习的主体,进而帮助学生完善自身成长。以下简要针对高中语文教学内容进行探讨,供相关人士参考。 一、当前高中语文教学期间存在的不足 目前,高中语文在进行教学期间存在的不足大致分为以下几方面:第一,因为处于高中阶段的学生需要面对高考,所以,教师的教学活动仍采用传统的“应试”模式,由教师讲解知识点,学生被动进行记
忆,师生之间缺少互动与交流,学生们的学习自主性与积极性较差,教学质量相对较低;第二,在以往语文课程教学期间,多围绕课堂、围绕教材进行教学活动,却忽视了语文知识点与学生们实际生活的联系,教学内容较为枯燥、狭隘,教师过于重视教材及考试大纲上要求的内容教学,其实,语文学习不但需要掌握教材内容,更重要的是培养学生们应用语文的能力;第三,教师过于重视考试制度,忽略培养学生们的创新能力。教师不允许学生存有新奇的想法,教学的目的在于获取优异成绩。其实,对于语文教学来讲,其不但是一门课程,同时也是一项交流的途径,所以,作为高中语文教师,应加大培养学生们语言表达能力及综合素养的力度,从而帮助学生完善自身发展。 二、提高高中语文教学质量的措施 (一)创新教学观念 随着新课改速率的不断加快,高中语文教师不但需要改进教学方法,更需要创新教学观念,树立以人文本的思想,使学生变成学习的主人,给予学生足够的尊重,同学生建立平等、自由的关系,并且针对学生们的兴趣爱好、特长等合理设定教学活动。在课余时间多与学生进行沟通,成为学生们的良师益友,从而给与学生正确引导,为学生以后发展奠定基础。 (二)对教学方法进行改进 1.创建良好的教学氛围 当学生处在良好的学习环境中,能够更为自主的开展教学活动,
热加工工艺基础论文
热加工工艺基础(论文) 题目:爆炸焊接技术的展望 专业名称:机械设计制造及其自动化 指导老师:樊老师 学院:船山学院 班级:09机械01班 学号:20099410102 学生姓名:X X 2011年12月6日 论铸造与焊接工艺的优劣 摘要:铸造和焊接的工艺是机械工业中不可或缺的加工方式,可以根据两工艺的应用种类、范围、力学分析、工序及缺陷分析和控制综合对比两种工艺的特点,以便更好地了解这两种工艺,为以后的学习奠定基础。 本人通过查阅大量文献资料和实验结论总结了以上两种工艺的特点以及分析两种工艺的优劣。总结分析表明:其中铸造的原材料大都来源广泛,价格较低,工艺装备及设备的投资费用较低,在各类机械产品中,铸件质量占整机质量的比重很大;焊接应用几乎不受限制,主要用来制造机器零件、部件和工具等,有连接性能好,省料、省工、成本低,重量轻,简化工艺。主要缺点是:铸造的铸件组织疏松,力学性能较差;铸造工序多,难以精确控制;焊接的结构是不可拆卸的,不便更换、修理部分零件,接头的力学性能不如母材,而且会产生残余应力和焊接变形等缺陷。 Abstract:casting and welding processes is indispensable in the mechanical industry, processing methods can be applied in accordance with the two types of processes, scope, mechanics analysis, processes and error control integrated seamless and compares the two craft character in order to better understand how the two craft, lay the foundation for future learning. I passed a substantial literature information available and experimental conclusions summarized above two technics characterized by two technics of analysis as well as disadvantages. Summary: the casting of raw materials analysis shows that most widely, sources at a lower price, technical equipment and equipment investment in low-cost, quality castings in all types of machinery products accounted for a great proportion of the whole machine quality; welding applications, which are used for virtually unrestricted manufacturing machine parts, components and tools, such as good performance, and materials that are linked up and low-cost, light weight, and streamline processes. The main disadvantage is that foundry casting organizations: Osteoporosis is a relatively poor performance, and mechanics; casting process, it will be difficult to control the exact structure; welding of inconvenience which can not be demolished, replacement, repair part of the joints, spare parts and materials, and mechanical performance rather than a residual stress and welding deformation such deficiencies. 关键词:铸造;焊接;工艺种类;加工工艺;应用范围;力学分析;误差分析与控制Keywords:Casting; welding; technology types; processing technology; application; mechanical analysis; error analysis and control 一、焊接与铸造工艺的种类
管状三通铸件铸造工艺的CAE毕业设计
管状三通铸件铸造工艺的CAE毕业设计 第1章绪论 1.1铸造工艺和CAE的发展概况 随着我国经济的快速发展,管道连接件的需要日益增多,而且管件的种类也越来越多。由于采用锻造-切削加工的制造工艺不仅材料利用率低、模具寿命短而且后续加工切断了金属流线,影响其性能。改为铸造方法,并利用CAE进行数值模拟,不仅可以减少工序,而且材料的利用率也可以大大提高,其经济效益和社会效益更为可观。 铸造技术正向着精确化、轻量化、节能化和绿色化的方向发展。在传统的铸件工艺设计过程中,一直采用试错法来得到生产工艺,其工艺的定型是通过多次的浇注和修改, 反复摸索,直到得到能够满足设计要求的工艺方案,这就不可避免地带来了铸件工艺定型周期长、生产质量不稳定、作业成本高等许多不利因素,尤其是对于一些大型铸件和中小型企业的小批次铸件的工艺设计,更加增加了设计难度。因此,就铸件的生产准备而言,迫切需要一种新的方法来解决这些问题。计算机数值模拟技术在铸造中的应用,为解决这一问题提供了有效的手段。利用计算机虚拟制造技术,可以在制造铸造工艺装备及浇注铸件之前,综合评价各种工艺方案与铸件质量的关系,并在计算机上模拟整个成型过程,预测铸造缺陷。这样,铸造工艺人员就能够根据模拟结果及时修改工艺设计,省去了大量用于生产试验和摸索可行性铸造工艺而消耗的宝贵时间和费用。将CAE 技术应用到铸造工艺的设计中是现代铸造工艺设计发展的方向。 1.1.1发展现状 模具作为工业生产中的基础工艺装备, 是一种高附加值的高技术密集型产品, 也是高新技术产业化的重要领域, 尤其在汽车、电子、仪表、家电和通讯行业中应用广泛。研究和发展模具技术, 对于促进国民经济的发展具有特别重要的意义, 模具技术的水平及科技含量高低, 直接影响到模具工业产品的发展, 在很大程度上决定了产品的质量, 新产品的开发能力、企业的经济效益, 是衡量一个国家制造业水平的重要标志。由于制造业产品信息相当复杂, 要实现企业生产自动化,在分离的CAD、CAE、CAM 之间还需要大量的人工工作, 这给企业自动化生产带来了极大地障碍, 且模具设计与制造周期可进一步缩短的空间较大, 模具CAD/CAE/ CAM 技术的使用, 极大地提高了产品质量, 加速了产品的开发, 缩短了从设计到生产的周期, 缩短了产品的上市周期, 实现了产品设计的自动化, 使设计人员从繁琐的绘图中解放出来, 集中精力进行创造性的劳动, 模具CAD/ CAE/ CAM 技术是模具工业发展的必然趋势。 尽管近年来我国铸造行业取得迅速的发展,但仍然存在许多问题。第一,专业化程度不高,生产规模小。我国每年每厂的平均生产量是815t,远远低于美国的4606t和日本的4878t。第二,技术含量及附加值低。我国高精度、高性能铸件比例比日本低约20个百分点。第三,产学研结合不够紧密、铸造技术基础薄弱。第四,管理水平不高,有些企业尽管引进了国外的先进的设备和技术,但却无法生产出高质量铸件,究其原因就是管理水平较低。第五,材料损耗及能耗高污染严重。中国铸铁件能耗比美国、日本高70%~120%。第六,研发投入低、企业技术自主创新体系尚未形成。 发达国家总体上铸造技术先进、产品质量好、生产效率高、环境污染少、原辅材料已形成商品化系列化供应,如在欧洲已建立跨国服务系统。生产普遍实现机械化、自动化、智能化(计算机控制、机器人操作)。
模具制造工艺课程论文
模具制造工艺课程论文 班级:10材控2班学号:1010121136 姓名:赵佳伟 摘要:在现代生产中,模具已成为大批量生产各种工业产品和日用生活品的重要工艺装备。应用模具的目的在于保证产品的质量,提高生产率,并且降低生产成本。所以模具工业已成为世界上不可忽视的产业,而模具工业的发展将与我们的生活、工作息息相关。模具工业的发展关键是模具技术的发展。由此这篇文章将浅显的分析当今国内外模具工业的发展现状,其中也包括了模具工业的市场。并且较为初步的介绍了我国模具技术的现状和现代模具工业的特点。浅谈了模具技术发展的八大趋势。 关键词:模具; 模具工业模具技术现状发展趋势 1 引言 模具作为重要的工艺装备,在消费品、电器电子、汽车、飞机制造等工业部门有举足轻重的地位。工业产品零件粗加工的75%、精加工的50%及塑料零件的90%将由模具完成。我国模具行业近年来均增长速度为21%。今后一段时期,对模具的需求主要集中在四个行业:汽车行业、家用电器行业、电子及通讯行业和建材行业。模具是“效益放大器”,用模具生产的最终产品的价值要比模具自身的价值高几十倍。如汽车行业,目前我国汽车产量超过400万辆,基本车型达到170种,新车型和改装车型将达430种,汽车换型是约有80%的模具需要更换,一个型号的汽车所需模具达数千副,价值上亿元;家用电器行业中彩电、电冰箱、洗衣机、空调器、微波炉、录像机、摄影机、VCD、DVD等需用模具量大。单台彩电需用模具约140副。价值700万元。目前,全世界模具年产值约为600亿美元,日、美等工业发达国家的模具工业产值已超过机床工业,从1997年开始,我国模具工业产值也超过了机床工业产值。模具生产技术水平的高低,已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。模具行业日益受到国家和人们的关注和重视,国务院颁布的《关于当前产业政策的决定》也把模具行业列为机械制造工业改造序列的第一位。1999年8月20日党中央和国务院发布的《关于加强技术创新发展高科技实现产业化的决定》中,明确提出了高新技术产业领域。《决定》指出:要在电子信息特别是集成电路设计与制造、网络及通信、计算机及软件、数字化电子产品等方面,在生物技术及新医药、新技术、新能源、航空航天、海洋等有一定基础的高新技术产业领域,加强技术创新,形成一大批拥有自主知识产权、具有竞争优势的高新技术产业。在发布《决定》之前,1999年7月,国家计委和科学技术部发布了《当前国家优先发展的高新技术产业化重点领域指南(目录)》,《指南》中列入了电子专用模具、塑料成形新技术与新设备、快速原型制造工艺及成套设备、激光加工技术及成套设备、汽车关键零部件等。例如,采用快速原型制造技术和设备,用分层实体堆积等方法,可以将复杂的CAD模型转化为实物,使模具和产品的设计、评价与制造周期大大缩短,企业就能快速抢占市场,取得竞争优势。 2 模具工业的概述
浅谈小学语文教学方法【教育论文】
邹新 摘要:小学语文是小学阶段最为重要的学科之一,是学生们们学习语文最为重要的阶段。作为小学语文教师,在小学语文的教学中应当紧跟时代的步伐,创新自身的教学方法,以提高学生们各方面的能力为第一要务,不断使学生们在小学语文的学习中培养自己的自主学习能力。 关键词:生字;词句积累;阅读能力;写作能力;教学方法 作为小学语文教师,我认为在小学语文的教学中以下这几个教学方向是极为重要的,即语文生字的学习;词句的积累;阅读能力和写作能力。我认为在小学语文的教学中教师要以这几个教学方向为主,不断培养和提高学生这些方面的能力。那么在小学语文的教学中教师应该如何利用教学去帮助学生提高学生们的学习能力呢?以下是我个人的一些看法。 一、探寻词句积累的教学方法 在小学语文的教学中,生字的学习是必不可少的,也是极其重要的,只有学生们学习好生字,才能在未来更好地学习语文,学习生字对于其他学科的学习也是极为重要的。作为小学语文教师,我认为在小学语文的教学中,教师要注重生字的教学,创新自身的教学方法,促使学生们在有限的时间内尽量学习更多的生字,使学生们在阅读课文和其他科目的学习中,可以读懂相关表达的意思,那么教师如何创新教学方法,使学生学好生字呢?首先,我认为学好生字的前提是汉语拼音的教学与学习,教师在教学中不可固守常规,应当创新教学方法,利用汉语拼音与汉字的联系,帮助学生们学好汉字,多学汉字,积累汉字。例如:教师可以利用汉语拼音去帮助学生学习生字,如:yi这个拼音,教师在教学时可以利用这个拼音联系相关的一些汉字,一,以,已,易等等,使学生们快速地学习和积累汉字量,使学生们学好汉字。其次,教师在生字的教学时,还可以要求学生们在课前通过的方法,使学生们了解相关生字的汉语拼音以及相关生字的意義,使学生们更好地理解生字。例如:教师可以布置相关的预习生字的作业,让学生们查阅字典,使学生们在教师教学前对生字有一个初步的了解,教师还要要求学生们将生字所在字典中的页数记在生字旁,以便于教师在教学中可以和学生一起学习生字。 二、注重学生词句积累的教学 很多教师认为在小学语文教学阶段要求学生注重词句的积累有些为时过早,没有必要要求学生注重词句的积累,这样会使学生们的负担加重等等。在我看来,在小学语文的教学中,词句的积累是十分重要的,虽然可能加重学生们的学习负担,但是教师正确的教学方法可以使这些问题得到相应对缓解,甚至消失。首先,教师在小学语文课文的教学中,在讲解课文时可以找出一些好词好句让学生们试着去了解,不要求学生背诵,只要求学生了解,使学生通过耳语目染逐渐积累一些好词好句。其次,教师在语文课文的教学中,要充分发挥学生的主体作用,在课文教学中,教师可以让学生们自主地去找一些他们认为的好词好句,使学生们可以自主地去学习和积累相关的词句,培养学生们自主学习的能力,这对于小学语文的教学来说是具有积极作用。最后,教师在词句积累的教学中,还要要求学生多读相关的词句,适当地加强记忆,使学生们可以快速地积累相关的词句,为学生们阅读能力与写作能力的发展打下良好的基础。
初中道德与法治教学论文
初中道德与法治教学论 文 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
浅析更新教学理念,改进道德与法治教学疑,民主、宽松、和谐的课堂气氛会使学生心情愉悦,进而增强其对知识的渴望,积极地参与到教学活动中,其内在的新思品教学大纲明确提出:“教学过程中,教师要充分发挥创造性,依据学生的年龄特点和认知水平,设计探索性和开改性问题,给学生提供探索的机会,让学生在观察、操作、讨论、猜测、归纳、分析和整理的过程中,将自己融入思品教学过程。”为此,在思品教学中,要求教师必须适应这种新要求,不断学习和更新教育理念,改进思维方式,教学模式及方法,真正做到放开手脚,充分发挥学生自身才能,使其真正参与到教学活动过程中,激发其对学习的兴趣,调动其学习的积极性、主动性,变枯燥为有趣,变苦学为乐学、好学,进而收到思品教学的实效。 更新教学模式,改进教学方法 思品教学活动是教师和学生的双边活动过程,在这一过程中,为适应素质教育的新形式。一方面,思品教学必须打破以教师为主的传统教学模式,充分发挥学生学习的主体作用,变教师“讲”为主为学生“学”为主,变教师是“演员”、学生为“观众”为教师是“导演”、学生是“演员”的师生同台“演出”,使教师在教学中的主导作用与学生的主体作用更积极、更有效的统一起来。其中更为重要的是充分调动和发挥学生的积极性,使其真正参与到教学活动中。另一方面,在教学中应针对不同内容,采用讲授法、课堂讨论法、教师指导法、调查法、实例教学法等不同方法,打破课堂教学一支笔、一本书、
一张嘴一统天下的局面,把录音、录像、电影、电脑等切实引入课堂,在客观上形成有利于学生独立思维和创造性学习的有利环境。 营造民主、宽松、和谐的教学氛围着名心家曼德勒提出:“环境刺激引起认知解释,认知解释引起唤醒的知觉,唤醒的知觉导致情绪体验。”明确道明了情境对情绪的影响。现实生活中,每个人都有这样的感受:在心情良好的状态下学习、工作、生活会精神饱满,思维流畅,思路开阔,动作敏捷;而在心情低落或压抑时会感受到精神恍惚,思路阻塞,动作迟缓等。无学习潜能也可更好地得到发挥,使教师和学生之间产生一种“心理相容”、“情理交触”的心理氛围,从而取得“情通而理自达”的效果。因此,教师要关注学生的情绪体验,积极鼓励学生提出自己的不同见解,使其智慧火花得到闪现。 理论联系实际,注重学生创造性思维能力的培养列宁曾明确指出:“没有革命的理论,就没有革命的实践。而理论只有被广大人民群众所接受,才能转化为人民群众的自觉行动。”要让思品教学更好地取得实效,真正达到提高广大青少年思想品质和道德觉悟的目的,应当做到以下两点。 其一,从学生周边实际和社会实际出发,做到理论联系实际,深入浅出,变枯燥乏味为有趣有味。如在讲授“世界舞台的”时,联系我国在解决朝核问题、印度洋海啸中,中国进行大规模的对外援助等内容;目前我国国民生产总值居世界第四,进出口总额居世界第二,对世界贡献率达13%以上;中国在法国、美国成功举办文化年活动;2008年北京奥运、“嫦娥一号”成功发射、“神七太空行走等、经济、文化发展的重大社会热点,使其自觉不自觉地感悟到中国是世界上变化最大、发展最快的国家之一,感悟中国国际地位日
壳体铸造工艺设计
壳体铸造工艺设计 DesignofCastingTechnologyforTransmissionHousing
目录 一简介----------------------------------------------------------------------3 1.1设计(或研究)的依据与意义 1.2中国古代铸造技术发展 1.3中国铸造技术发展现状 1.4发达国家铸造技术发展现状 1.5我国铸造未来发展趋势 二生产条件-----------------------------------------------------------------4 三工艺分析-----------------------------------------------------------------5 四浇注系统设计、工艺参数计算及措施-----------9 4.1工艺参数的计算 4.2工艺参数的校核 4.3工艺措施 五模具设计要点--------------------------------------------------------10 六冷铁设计-----------------------------------------------------------------13七结束语----------------------------------------------------------------------13 八参考文献------------------------------------------------------------------16
设计材料与加工工艺课程作业论文正稿
《水深火热》电磁炉 ———设计材料及加工工艺 学院艺术学院 学生倪搏学号 0104511 专业工业设计届别 10 届 指导教师柳献忠职称讲师 二O一二年十二月
摘要 创建于1968年的美的集团,是一家以家电业为主,涉足房产、物流等领域的大型综合性现代化企业集团,是中国最具规模的家电生产基地和出口基地,造型审美是人对产品的基本需要之一,但是现实对工业设计的要求早已超过了以美学为基础的外观造型的围。从工业革命以来,出现了大量机器工具,其基本设计思想是机器的功能和生产效率,并没有把操作者放在首位,迫使人的操作要适应机器的速度、强度和行为方式,造成了“以机器为本”的设计思想。在工业设计的畴,材料是指用于工业设计并且不依赖人的意识而存在的所有物质,因此设计材料所涉及的围十分广泛,从气态、液态到固态,从简单到化学物,无论是传统材料还是现在材料,无论是天然材料还是人工材料,无论是单一材料还是复合材料,均是设计的物质基础。 【关键词】外观造型功能材料
目录 1.电磁炉的发展历史 (4) 1.1早期的炉灶 (4) 1.2中期的炉灶 (5) 1.3现在的炉灶 (5) 1.4电磁炉的发展历史............................. 错误!未定义书签。 1.5电磁炉 (5) 1.6电磁炉的使用................................. 错误!未定义书签。 1.7中国电磁炉的发展 (5) 2电磁炉的结构........................... 错误!未定义书签。 2.1电磁炉的结构 (7) 2.11电磁炉整机零件介绍 (7) 2.12电磁炉主要部件讲解 (6) 2.2电磁炉工作原理 (6) 2.3电磁炉加热电路方框图 (7) 2.4.电磁炉的组成部分 (7) 2.5电磁炉的分类 (8) 3.电磁炉的特性 (8) 3.1电磁炉的优缺点 (8) 3.2电磁炉的保养 (8) 4电磁炉十大品牌排行榜 (8) 5设计材料的分类 (9) 5.1按材料的来源分类: (10) 5.2按材料的物质结构分类: (10) 5.3按材料的形态分类: (10) 5.4外壳材料 (10) 5.5面板的材料 (10) 5.6IGBT的材料 (10) 5.7固定线圈支架的选材 (11) 6加工工艺的分析 (11) 6.1压力铸造 (13) 6.2冲压成型 (13) 6.3铸塑成型 (13) 6.4熔融压制成型 (14) 7电磁炉的包装 (11) 7.1塑料薄膜包装袋: (13)
浅谈小学语文阅读教学论文
浅谈小学语文阅读教学 阅读是搜索处理信息、认识世界、发展思维、获得审美体验的重要途径。它可以使学生形成良好的世界观、人生观、价值观。如何提高小学生阅读的兴趣,使学生尽快进入阅读的角色中,掌握阅读的方法,提高阅读的质量,是新世纪语文教学中的一个热点问题。《课程标准》要求:“语文课程应培养学生热爱祖国语文的思想感情,指导学生正确地理解和运用祖国语言丰富语言的积累培养语感,发展思维,使他们具有适应实际需要的识字写字能力,阅读能力,写作能力,口语交际能力。”我认为新世纪阅读教学应该以读为本,以悟为主,以练为基,实施“读、悟、”融为一体的教学策略。 一、以读为本。 小学阅读能力的培养,是从朗读开始的,所以,最初的阅读能力只能是朗读。叶圣陶先生曾经说过:“吟诵就是口、耳、心、眼并用的一种学习方法……亲切的体会在不知不觉之间,内容与理解化为自己的东西,这是一种可贵的境界。”学习语文,必须达到这种境界才会终身受用不尽。也就是说,在语文教学中合理而恰当地运用朗读可以大大提高教学效率,深化语文的课堂功效。 在教学中,我特别重视对学生的朗读训练,培养学生在初步理解课文内容的基础上指导学生进行朗读,要求他们读每篇课文都要用正确流利的语言读出语气、读出节奏、读出感情。首先要正确地读,要求学生用普通话,声音洪亮,吐字清楚,读准字音。其次,是流利地读。在正确读的基础上,重点要求读得连贯自然,不读破词句。再次是有感情地读。在读音正确、速度合适的基础上,把握语气的轻重缓急,尤其是要读好人物对话的不同。 如《钓鱼的启示》一文中有一句:“啊,这样大的鱼!我还从来没有见过,还是条鲈鱼,我和父亲得意地欣赏着这条漂亮的大鲈鱼,看着鱼鲶在银色月光
典型电子产品制造工艺技术分析与改进毕业论文
典型电子产品制造工艺技术分析与改进毕业论文
毕业设计(论文)典型电子产品制造工艺技术分析与改进 题目: 典型电子产品制造工艺 技术分析与改进 年级专业:电子信息工程 学生姓名: 指导教师:
毕业设计任务书 毕业设计题目:典型电子产品制造工艺技术分析与改进 题目类型电子设计题目来源生产实际问题 毕业设计时间从至 1.毕业设计内容要求: (1)以顶岗实习中企业生产工艺为技术背景,分析该企业电子产品生产的整体工艺流程,技术准备水平,生产线上生产工人与技术员的技术水平,熟练程度,管理干部的水平程度不同。 (2)根据分析,指出该企业在生产管理与工艺管理中存在的主要问题(主要指生产效率,质量控制,成本控制,员工安全管理与教育等方面的问题)。 (3)根据你所掌握的电子产品生产工艺与管理知识和专业技术文件,通过查阅相关资料后提出你的改进意见。 (4)在上述分析基础上设计一套较为完整的电子产品生产技术文件。 (5)工艺文件应体现正确性、合理性、继承性、完整性、经济性、规范性、安全性、协调性、标准化等原则。 (6)工艺流程的管理应体现“6S”管理的基本要求和ISO9000-2000质量管理体系的基本原则。 (7)设计图纸符号必须符合图形符号的国际规范,论文格式必须符合文字出版物国家规范。 2.主要参考资料 1).王天曦、李鸿儒著《电子技术工艺基础》.清华大学出版社.2000 2).D.JosephStadtmailler著施惠琼译.《电子学设计与管理》(第2版).清华大学出版社.2007.4 3).艾兵编著《ISO9000:2000质量管理体系建立简明教程》.中国标准出版社.2001 4).杨清学编著《电子装配工艺》.电子工业出版社.2003.4 5).中国电子科技访集团电科院、电子电路柔性制造中心编写《SMT连接技术手册》.电子工业出版社.2008.1 1
砂型铸造论文
砂型铸造工艺研究及分析论文——材料成型技术基础
摘要: 砂型铸造是一种以砂作为主要造型材料,制作铸型的传统铸造工艺。砂型一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造的适应性很广,小件、大件,简单件、复杂件,单件、大批量都可采用。砂型铸造用的模具,以前多用木材制作,通称木模。此外,砂型比金属型耐火度更高,因而如铜合金和黑色金属等熔点较高的材料也多采用这种工艺。但是,砂型铸造也有一些不足之处:因为每个砂质铸型只能浇注一次,获得铸件后铸型即损坏,必须重新造型,所以砂型铸造的生产效率较低;又因为砂的整体性质软而多孔,所以砂型铸造的铸件尺寸精度较低,表面也较粗糙。 本片论文主要对砂型铸造的工艺进行研究分析,以及在工业中的运用进行分析。具体过程,详见本文的论述。本篇论文是参考《砂型铸造工艺技术手册》上的工艺过程及相关工艺编写的。本篇论文的内容包括:目录、正文、参考文献等。 关键词:砂芯砂型硬模铸造 1.砂型铸造 砂型铸造——在砂型中生产铸件的铸造方法。 钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。 砂型铸造所用铸型一般由外砂型和型芯组合而成。为了提高铸件的表面质量,常在砂型和型芯表面刷一层涂料。涂料的主要成分是耐火度高、高温化学稳定性好的粉状材料和粘结剂,另外还加有便于施涂的载体(水或其他溶剂)和各种附加物。
2.铸造成型工艺简介 铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程。铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了时间.铸造是现代制造工业的基础工艺之一。铸件自浇注冷却的铸型中取出后,有浇口、冒口及金属毛刺披缝,砂型铸造的铸件还粘附着砂子,因此必须经过清理工序。进行这种工作的设备有抛丸机、浇口冒口切割机等。砂型铸件落砂清理是劳动条件较差的一道工序,所以在选择造型方法时,应尽量考虑到为落砂清理创造方便条件。有些铸件因特殊要求,还要经铸件后处理,如热处理、整形、防锈处理、粗加工等。 铸造是比较经济的毛坯成形方法,对于形状复杂的零件更能显示出它的经济性。 如汽车发动机的缸体和缸盖,船舶螺旋桨以及精致的艺术品等。有些难以切削的零件,如燃汽轮机的镍基合金零件不用铸造方法无法成形。 另外,铸造的零件尺寸和重量的适应范围很宽,金属种类几乎不受限制;零件在具有一般机械性能的同时,还具有耐磨、耐腐蚀、吸震等综合性能,是其他金属成形方法如锻、轧、焊、冲等所做不到的。因此在机器制造业中用铸造方法生产的毛坯零件,在数量和吨位上迄今仍是最多的。 铸造生产经常要用的材料有各种金属、焦炭、木材、塑料、气体和液体燃料、造型材料等。所需设备有冶炼金属用的各种炉子,有混砂用的各种混砂机,有造型造芯用的各种造型机、造芯机,有清理铸件用的落砂机、抛丸机等。还有供特种铸造用的机器和设备以及许多运输和物料处理的设备。