IGS精密星历说明
IGS精密星历
IGS精密星历采用sp3格式,其存储方式为ASCII文本文件,内容包括表头信息以及文件体,文件体中每隔15 min给出1个卫星的位置,有时还给出卫星的速度。它的特点就是提供卫星精确的轨道位置。采样率为15分钟,实际解算中可以进行精密钟差的估计或内插,以提高其可使用的历元数。
1.命名规则
常用的sp3格式的命名规则为:tttwwwwd.sp3
其中:ttt表示精密星历的类型,包括IGS(事后精密星历)、IGR(快速精密星历)、IGU(预报精密星历)三种;wwww表示GPS周;d表示星期,0表示星期日,1~6表示星期一至星期六。文件名如:igs12901.sp3,其中igs为计算单位名,1290为GPS周,1为星期一。以igr开头的星历文件为快速精密星历文件,以igu 开头的星历文件为超快速精密星历文件。三种精密星历文件的时延、精度、历元间隔等各不相同,在实际工作中,根据工程项目对时间及精度的要求,选取不同的sp3文件类型。
三种精密星历的有关指标:
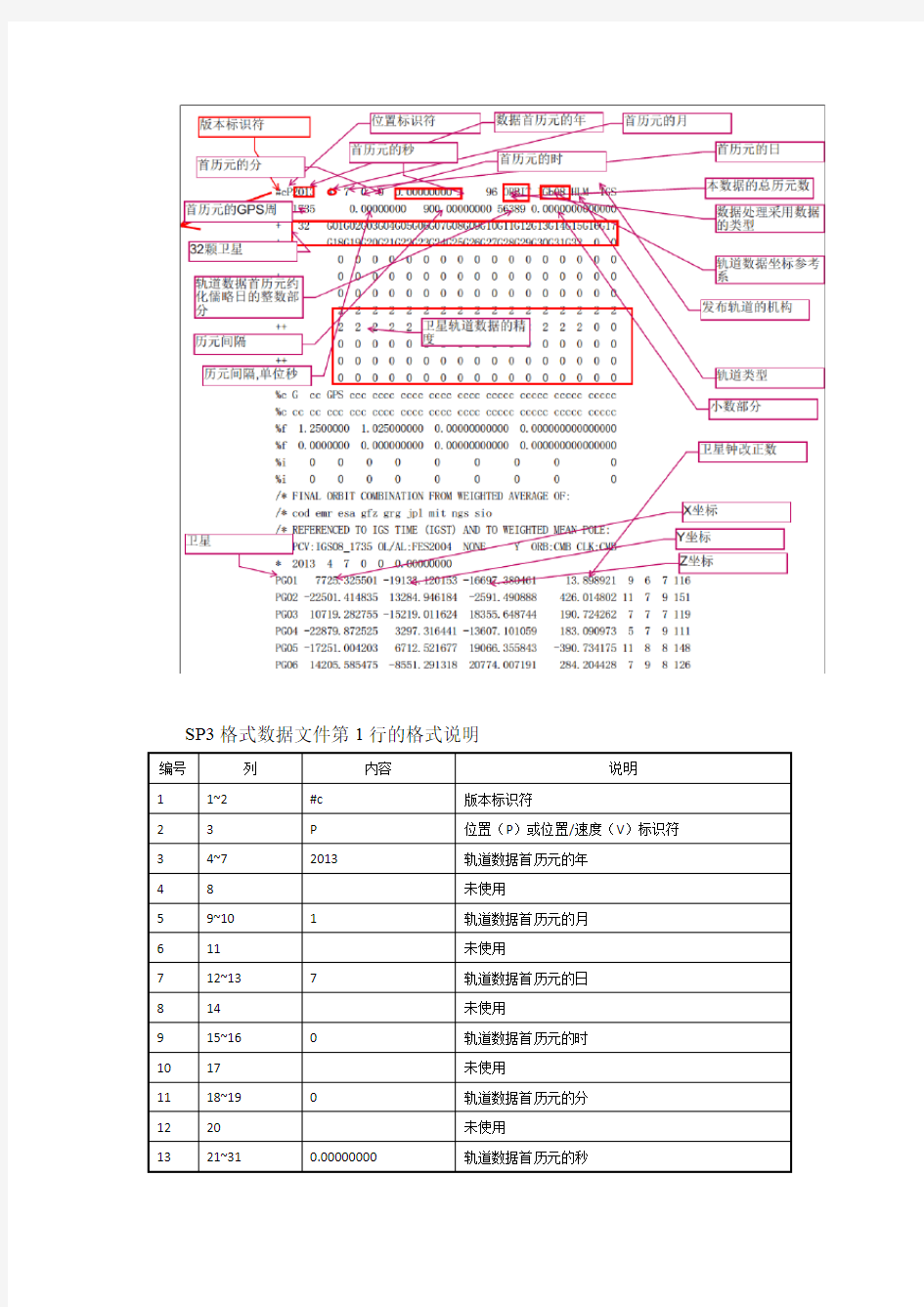
2.电文格式
SP3格式数据文件第1行的格式说明
SP3格式数据文件第2行的格式说明
SP3格式数据文件第3行的格式说明
SP3格式数据文件第4行的格式说明
SP3格式数据文件第5~7行的格式说明
SP3格式数据文件第8行的格式说明
注:卫星的精度:1 表示“极佳”,99表示“不要使用”,0表示“未知”。SP3格式数据文件第9行的格式说明
SP3格式数据文件第10~12行的格式说明
同第8,9行类似一直到第85颗卫星的精度。
SP3格式数据文件第13~14行的格式说明:%c代表字符域;
SP3格式数据文件第15~16行的格式说明:%f代表实数域
SP3格式数据文件第17~18行的格式说明:%i代表整数域
SP3格式数据文件第19~22行的格式说明:/*代表注释
SP3格式数据文件第23行的格式说明
SP3格式数据文件第24行的格式说明
注:坐标精度是以1.25为底数,钟差精度是以1.025做底数的次方。SP3格式数据文件最后一行的格式说明
华中世纪星数控车床编程实例01:手柄
华中世纪星数控车床编程 实例01:手柄 前言 本文以轴类零件为例,详细介绍了华中世纪星数控车床轴类零件调头加工程序编制、程序输入、对刀及仿真操作方法,适用大专院校数控专业学生数控实训操作辅导及科技人员编程参考。 1 零件的平面图和三维图 1.1 1.2零件的三维图如图1.2所示。 图1.2 1.3加工毛坯:Φ20×78
1.4刀具:T02(外圆车刀, 刀片宽4、刀片长20) 1.5对刀:试切对刀 1.6工件坐标系设定: 在工件右端面中心 2. 程序编制 2.1采用调头加工,在记事本中编制两程序代码,如图2.1。 图2.1 2.2 将编制的程序代码另存为“.CNC”数控文件,如图2.2。
图2.2 3.运行华中世纪星数控车床仿真软件HNC-21T 仿真软件界面如图3所示。 图3 4. 仿真操作 4.1在记事本上输入程序(.cnc文件)后导入数控系统 采用调头加工,导入两程序(https://www.360docs.net/doc/c014466900.html,C、https://www.360docs.net/doc/c014466900.html,C),[程序编辑F2]?[文件管理F1]?[新建文件F2]?输入新文件名(例O0021或O0022)?[TAB]键?[打开]按钮?选择代码文件.nc(例O0021或O0022),如图4.1。
图4.1 4.2 机床参数设置 [参数设置]按钮?[机床参数]:选择(后置刀架、八方刀架), 如图4.2。 图4.2 4.3安装刀具 [刀具管理]按钮:选择有关刀具,选择“002外圆车刀”,设置有关参数,如图4.3
图4.3 4.4 颜色参数设置 [参数设置]按钮?[显示颜色]:选择[刀具加工后工件显示颜色[和[刀路轨迹显示颜色],如图4.4。 图4.4 4.5安装工件 [工件设置]按钮?[设置毛坯]:选择工件的直径和长度,如图4.5。
精密星历介绍
GPS精密星历 目前,全球260多个lGS跟踪站中,我国占20多个,分布在武汉、拉萨、乌鲁木齐、昆明、上海等地,全球IGS网的GPS数据,由单台接收机交换(RINEX)格式生成的日观测和导航数据文件组成,其存储方式为ASCII码文本格式,内容包括观测值、导航星历信息、气象数据等。这些数据经UNIX压缩后传送到相应的数据中心。观测值文件包括从O0:O0:O0至23:59:59 GPS时段内所观测的数据。采样率都采用标准的30s。 RINEX格式命名规则为:ssssdddf.yyt。 其中:SSSS表示测站名; ddd表示年积日(从1月1日起算);f表示一天内的文件序号(时段号0,1等);YY表示年号,如98表示1998,00表示2000等;t表示文件类型,0表示观测值,N表示星历,M 表示气象数据,G表示GLONASS星历,H 表示同步卫星GPS载荷的导航电文。bjfs1230.040是一观测数据文件名,bjfs为站点代码(4字节),123为年积日,0为时段号,04代表2004年,O为文件性质码,代表观测文件。bjfs1230.04n为站点广播星历文件,性质码用n表示,其中auto1230.04n 为广播星历文件,是必须下载的文件。bjfs1230.04m 为气象数据文件,性质码用ITI表示。 IGS提供的重要信息不仅包括IGS跟踪站的观测值数据,还包括站点坐标、相应的框架、历元和站移动速度等。IGS站坐标采用ITRF坐标。 IGS精密星历采用sp3格式,其存储方式为ASCII文本文件,内容包括表头信息以及文件体,文件体中每隔15 min给出1个卫星的位置,有时还给出卫星的速度。它的特点就是提供卫星精确的轨道位置。采样率为15分钟,实际解算中可以进行精密钟差的估计或内插,以提高其可使用的历元数。 1.命名规则 常用的sp3格式的命名规则为:tttwwwwd.sp3 其中:ttt表示精密星历的类型,包括IGS(事后精密星历)、IGR(快速精密星历)、IGU(预报精密星历)三种}wwww表示GPS周;d表示星期,0表示星期日,1~6表示星期一至星期六。文
事后精密星历和钟差下载指南
武汉苍穹数码仪器有限公司 文件名称:事后精密星历和钟差下载指南文件编号:KQ/GL-XS-06 制定部门:市场部 版本版次:A1 发行日期:2010年11月01日 核准 审核制订
文件修订记录表 版本修订理由与内容摘要编写/修改日期负责人A1 初版
事后精密星历和钟差下载指南 首先,在Caravel PP中新建工程,导入数据后在“精密星历”栏中点选“自动下载精密星历和钟差”,然后点击“自动获取流动站时间”,即得到数据采集的日期(如下图所示,日期为2006年12月14日)。 使用“工具→时间转换”,输入“GPS系统时间”点击右侧“系统时间设置”,即获得日期对应的GPS周以及该日期是星期几(如下图所示,GPS周为1405,且为星期四)
事后精密星历文件的命名规则为:igs wwww d.sp3,精密卫星钟差则为:igs wwww d.clk,其中:igs表示事后精密星历的类型(精密星历包括IGS(事后精密星历)、IGR(快速精密星历)、IGU(预报精密星历)三种),wwww 表示GPS周;d表示星期几(0表示星期日,1~6表示星期一至星期六)。如上述日期对应的文件名为:igs14054.sp3。 由于IGS服务目前以对中国大陆地区用户关闭,所以Caravel PP软件中“自动下载精密星历和钟差”功能就暂时无法实现,然而我们仍然可以使用其他方法下载事后精密星历: 方法一:ftp://https://www.360docs.net/doc/c014466900.html,/pub/products/ 按照GPS周(1405)查找对应目录,点击进入:
在页面查找igs14054.sp3.Z,igs14054.clk.Z(均为.Z格式的压缩文件): 点击下载,解压即得到2006年12月14日对应的事后精密星历、钟差文件igs14054.sp3和igs14054.clk。
华中数控世纪星四代车床操作基础
华中数控世纪星四代车床操作基础 一.关于程序 1.新建程序:点手动-点程序-点编辑程序-点新建程序-点del-输入文件名(格式:O----(0001-9999)O1001)-点回车-输入程 序名(格式:%----(%1001))-点保存程序-点回车-新建完成; 2.调用程序:点手动-点程序-点选择程序(调出机床所有程序列表-此列表以文件名来显示)-光标移至相应程序-点回车-完成调用; 3.删除程序:点手动-点程序-点选择程序(调出机床所有程序列表-此列表以文件名来显示)-光标移至相应程序-点del-完成删除; 4.编辑程序:调出相应程序-此时此程序处于预运行状态-点程序-点停止运行-点回车-即可编辑程序-编辑后点保存程序-点回车-完 成编辑。 二.关于开机 机床左侧电源-顺时针旋90度-控制面板-点电源通(绿色圆形按钮)-待屏亮-报警(1.急停没有弹起来,2.开机报警)-弹起急 停(顺旋)-复位键-报警-(诊断-x.z轴坐标位置丢失)-工作方式设为手动-点击+x/-x/+z/-z/均可-正常运行-回参考点(回零点/回原点) 三.关于回参考点(回零点或回原点) 工作方式设为回零方式-+z-+x-至零点灯亮-手动-向-z和-x向进行移动(避免误操作引起机床超程) 四.关于主轴(给主轴一个特定的转速) MDI键(为调出mdi程序界面)-输入主轴指令M03 S500(单位:r/min)-点回车-主轴修调放至100%-点自动-点循环启动 五.关于联合界面信息(位置-联合) 1.左上角-机床运行状态 2.中上偏左-机床工作方式 3.中上偏右-当前文件名 4.右上角-程序运行至第几行 5.中间位置:工件坐标系,相对坐标系,机床坐标系,加工时会有剩余进给坐标系 6.左下角-快速修调倍率 7.向右-进给修调倍率 8.向右-主轴修调倍率 9.向右-主轴实际转速(s) 10.向右-刀位信息(T) 六.关于三个修调 快速修调-主要调节G00速度及手动移动时速度,其基础速度值由机床内部设定。 进给修调-主要调节进给速率F,其基础速度由人为设定。
华中世纪星数控车床G71编程实例
G71内(外)径粗车复合循环 运用这种复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和进给次数。注意: ①G71指令必须带有P、Q地址ns、nf,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。 ②ns的程序段必须有准备功能01组的G00或G01指令,否则产生报警,即从A到A′的动作必须是直线或点定位运动。 ③在顺序号为ns到顺序号为nf的程序段中,可以包含子程序。 ④在MDI方式下,不能运行复合循环指令。 1)无凹槽内(外)径粗车复合循环G71 格式:G71 U(△d) R(r) P(ns) Q(nf) X(△x) Z(△z) F(f) S(s) T(t) 说明:该指令执行如图1-22所示的粗加工,并且刀具回到循环起点。精加工路径A→A'→B'→B的轨迹按后面的指令循序执行。 △d:背吃刀量(每次切削量),指定时不加符号,方向由矢量AA '决定; r:每次退刀量; ns:精加工路径第一程序段的顺序号; nf:精加工路径最后程序段的顺序号; △x:X方向精加工余量; △z:Z方向精加工余量; f,s,t:粗加工时G71中编程的F、S、T有效,而精加工时如果G71指令到ns程序段内设定了F、S、T,将在精加工段内有效,如果没有设定则按照粗加工的F、S、T执行。 图1-22 无凹槽内外径粗车复合循环G71 G71切削循环下,切削进给方向平行于Z轴,X(△x)和Z(△z)的符号如图1-23所示。其中(+)表示沿轴正方向移动,(-)表示沿轴负方向移动。
图1-23 G71内外径粗车复合循环X(△x)和Z(△z)的符号 例1:用外径粗加工复合循环编制如图1-44所示零件的加工程序:毛坯为ф50×120,要求循环起始点在A(52,3),背吃刀量为1.5mm(半径量),退刀量为lmm,X方向精加工余量为0.6mm,Z方向精加工余量为0.1mm。T01为外圆粗车刀,T02为切断刀(刀宽为4mm),T03为外圆精车刀。 图1-44 阶梯轴 %3311 N1 G94 G90 N2 T0101 (设立坐标系,选1号刀) N3 M03 S400 (主轴以400r/min正转) N5 G00 X54 Z3 (刀具到循环起点位置) N6 G71U1.5RlP11Q20X0.6Z0.1F100 (粗切量:1.5mm 精切量:X0.6mm、Z0.1mm) N7 G00 X100 Z100 (粗加工后,到换刀点位置) N8 T0303 (精加工起始行,设立坐标系,选3号刀) N9 M03 S400 (主轴以400r/min正转) N10 G42 G01 X52 Z3 F100 (加入刀尖圆弧半径补偿) N11 G00 X0 (精加工轮廓起始行,到倒角延长线) N12 G01 X10 Z-2 (精加工C2倒角) N13 Z-20 (精加工фl0外圆) N14 G02 U10 W-5 R5 (精加工R5圆弧) N15 G01 W-10 (精加工ф20外圆) N16 G03 U14 W-7 R7 (精加工R7圆弧) N17 G01 Z-52 (精加工ф34外圆) N18 U10 W-10 (精加工外圆锥) N19 W-25 (精加工ф44外圆) N20 X52 (精加工轮廓结束行,退出已加工面) N21 G40 G00 X100 Z100 (取消半径补偿,返回程序起点位置) N22 M05 (主轴停) N23 M00 (程序暂停) N24 T0202 (设立坐标系,选2号刀) N25 M03 S400 (主轴以400r/min正转) N26 G0 X52 Z-86 (刀具到起点位置) N27 G01 X0 F100 (切断) N28 G00 X100 Z100 (回对刀点)
IGS精密星历说明
IGS精密星历 IGS精密星历采用sp3格式,其存储方式为ASCII文本文件,内容包括表头信息以及文件体,文件体中每隔15 min给出1个卫星的位置,有时还给出卫星的速度。它的特点就是提供卫星精确的轨道位置。采样率为15分钟,实际解算中可以进行精密钟差的估计或内插,以提高其可使用的历元数。 1.命名规则 常用的sp3格式的命名规则为:tttwwwwd.sp3 其中:ttt表示精密星历的类型,包括IGS(事后精密星历)、IGR(快速精密星历)、IGU(预报精密星历)三种;wwww表示GPS周;d表示星期,0表示星期日,1~6表示星期一至星期六。文件名如:igs12901.sp3,其中igs为计算单位名,1290为GPS周,1为星期一。以igr开头的星历文件为快速精密星历文件,以igu 开头的星历文件为超快速精密星历文件。三种精密星历文件的时延、精度、历元间隔等各不相同,在实际工作中,根据工程项目对时间及精度的要求,选取不同的sp3文件类型。 三种精密星历的有关指标: 2.电文格式
SP3格式数据文件第1行的格式说明
SP3格式数据文件第2行的格式说明 SP3格式数据文件第3行的格式说明
SP3格式数据文件第4行的格式说明 SP3格式数据文件第5~7行的格式说明 SP3格式数据文件第8行的格式说明 注:卫星的精度:1 表示“极佳”,99表示“不要使用”,0表示“未知”。SP3格式数据文件第9行的格式说明 SP3格式数据文件第10~12行的格式说明 同第8,9行类似一直到第85颗卫星的精度。 SP3格式数据文件第13~14行的格式说明:%c代表字符域;
数控车床操作手册(华中系列)
目录 华中世纪星21M数控铣床1第一章数控系统面板1 1.1数控系统面板1 1.2MDI键盘说明2 1.3菜单命令条说明2 1.4快捷键说明3 1.5机床操作键说明3第二章手动操作8 2.1返回机床参考点8 2.2手动移动机床坐标轴8 2.3手动控制主轴10 2.4MDI运行11
第三章自动运行操作14 3.1进入程序运行菜单14 3.2选择运行程序14 3.3程序校验15 3.4启动自动运行15 3.5单段运行15第四章程序编辑17 4.1进入程序编辑菜单17 4.2选择编辑程序17 4.3编辑当前程序18 4.4保存程序19第五章数据设置20 5.1进入数据设置菜单20 5.2设置坐标系20 5.3设置刀具数据21华中世纪星21T数控车床23
第一章数控系统面板23 1.1数控系统面板23 1.2MDI键盘说明24 1.3菜单命令条说明24 1.4快捷键说明25 1.5机床操作键说明25第二章手动操作30 2.1返回机床参考点30 2.2手动移动机床坐标轴30 2.3手动控制主轴32 2.4刀位选择和刀位转换33 2.5机床锁住33 2.6MDI运行34第三章自动运行操作36 3.1进入程序运行菜单36 3.2选择运行程序36 3.3程序校验37
3.4启动自动运行37 3.5单段运行37第四章程序编辑和管理39 4.1进入程序编辑菜单39 4.2选择编辑程序39 4.3编辑当前程序40 4.4保存程序41第五章数据设置42 5.1进入数据设置菜单42 5.2设置刀库数据42 5.3设置刀偏数据43 5.4设置刀补数据44 5.5设置坐标系44华中世纪星三轴立式加工中心46第一章数控系统面板46 1.1数控系统面板46
华中世纪星数控车床对刀及刀补值的设置方法(精)
华中世纪星数控车床对刀及刀补值的设置方法 1. 刀具补偿值设置(F4) 在主操作界面下,按F4键进入刀具补偿功能子菜单。命令行与菜单条的显示如图1-9所示。 图1-9 刀具补偿功能主菜单 刀具补偿分为刀具的几何补偿和刀具的半径补偿。T代码指定刀具的几何补偿(偏置补偿与磨损补偿之和),其后的4位数字分别表示选择的刀具号(前两位数字)和刀具偏置补偿号(后两位数字)。补偿号可以和刀具号相同,也可以不同,即一把刀具可以对应多个补偿号(值)。刀具补偿号为00表示补偿量为0,即取消补偿功能。G40、G41、G42指定刀具的半径补偿。 (1)刀偏数据设置(F4→F1) 刀具的几何补偿包括刀具的偏置补偿和刀具的磨损补偿,刀具的偏置补偿有绝对刀具偏置补偿和相对刀具偏置补偿两种形式。我们推荐采用绝对刀具偏置补偿。 在主操作界面下,按F4→F1进入刀具偏置编辑画面如图1-10所示。 图1-10 刀具偏置编辑 车床编程轨迹实际上是刀尖的运动轨迹,但实际中不同的刀具的几何尺寸、安装位置各不相同,其刀尖点相对于刀架中心的位置也就不同。因此需要将各刀具刀尖点的位置值进行测量设定,以便系统在加工时对刀具偏置值进行补偿。我们采用试切法来设置绝对刀具偏置补偿值。
图1-11 绝对刀偏法刀具偏置补偿值 如图1-11所示,刀具偏置值即机床回到机床零点时,刀架工作位上各刀刀尖位置相对工件零点的有向距离。当执行刀具偏置补偿时,各刀以此值设定各自的工件坐标系。 机床到达机床零点时,机床坐标值显示均为零,整个刀架上的点可考虑为一理想点,故当各刀对刀时,机床零点可视为在各刀刀位点上。我们通过输入试切直径、长度值,自动计算工件零点相对与各刀刀位点的距离。其步骤如下: ①用光标键将蓝色亮条移动到要设置刀具偏置值的行。 ②用刀具试切工件的外径,然后沿Z轴方向退刀,在此过程中不要移动X轴。 ③测量试切后的工件外径,如为ф25.26 ,然后将此值输入到刀偏表中“#××01”一行中“试切直径”一栏中并确认,设置好X偏置。 ④用刀具试切工件的右端面,然后沿X轴方向退刀,在此过程中不要移动Z轴。 ⑤计算试切工件端面到该刀具要建立的工件坐标系的零点位置的有向距离,如为“3mm”,然后将“3”输入到刀偏表中“#××01”一行中“试切长度”一栏中并确认,设置好Z偏置。 如果要设置其余的刀具,就重复以上步骤。需要注意,对刀前,机床必须先回机床零点。 (2)刀具磨损量补偿参数设置(F4→F1) 刀具使用一段时间后磨损,也会使产品尺寸产生误差,因此需要对其进行补偿,该补偿值与刀具偏置补偿存放在同一个寄存器的地址号中如图1-10所示。 例如在粗加工时,将“X磨损”输入“0.5”(0.5mm作为精加工的余量),工件粗加工后,实测工件值大于图样尺寸0.48mm,则相应刀具磨损量为“0.5-0.48=0.02”,在图1-10刀偏表中,“X磨损”输入“0.02”,自动加工后即可保证工件尺寸。 若长度出现偏差也可以用刀具磨损量补偿,在图1-10刀偏表中“Z磨损”输入相应值即可。 (3)刀具半径补偿数据设置(F4→F2) 刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖圆弧半径补偿号来加入或取消半径补偿值。车刀刀尖的方向号定义了刀具刀位点与刀尖圆弧中心的位置关系,其从0~9有十个方向,如图1-12所示。
English-基于GPS精密星历的数据解算
基于GPS精密星历的数据解算 DATA PROCESS BASED ON PRECISE EPHEMERIS OF GPS 摘要:一般的工程应用中GPS控制网通常采用的是广播星历进行数据解算,这对一些低等级的控制网,精度基本符合要求,但是若控制网的等级较高,工程的精度要求更为严格,利用广播星历就不容易使基线解算合格,精度也很难达到要求。利用IGS提供的精密星历对数据进行解算,不但可以使基线解算合格,还可以很大程度的提高数据解算的精度。通过对某实际工程GPS接收机采集到的静态数据进行误差来源分析、数据预处理,利用HGO软件进行基线解算并和加入精密星历后的基线解算结果进行对比分析,得出IGS精密星历在实际工程应用当中的作用和意义,为更好地完成国家建设提供保障。 关键词:GPS,IGS,精密星历,数据预处理,HGO Abstract:Broadcast ephemeris is usually used in data processing of GPS control network in general engineering application.For some low level control network, its accuracy met the basic requirements. But if the control network of the high accuracy, using the broadcast ephemeris is not easy to make the baseline qualified, and it can reach the precision is very difficult to meet the requirements.The precise ephemeris provided by IGS for data calculation, it can not only make the baseline qualified, but also can greatly improve the accuracy of data calculation.Through the static data collected for GPS receiver in a practical project. Do error analysis, data pre processing to the static date,and do the baseline solution using HGO software.Then compare with results that calculated using the precise ephemeris.The role and significance of precise ephemeris are obtained in practical engineering application, it provides guarantee for the national construction completed successfully. Keyword:GPS,IGS,precise ephemeris,HGO 1. 引言 GPS对工程测量带来的巨大贡献是目前其他工具和方法无法代替的,工程测量中常用的有:建立精密GPS工程控制网,利用GPS进行大型工程项目的实时动态监测,采用网络RTK技术进行地形图测量等。 在野外,视线良好、周围环境允许的情况下,可以选择GPS联测高等级控制点来做工程控制网的首级控制,因此最需要关注的问题是GPS在工程控制网中能达到什么程度的定位精度。而提高定位精度的方法有多种,可以使用优秀的数据解算软件,如美国麻省理工学
SP3精密星历标准产品第3号说明
The National Geodetic Survey Standard GPS Format SP3 Paul R. Spofford National Geodetic Survey National Ocean Service, NOAA Silver Spring, MD 20910-3282, USA and Benjamin W. Remondi, PhD P.O. Box 37 Dickerson, Maryland 20842, USA INTRODUCTION Why do we need standardized orbit formats? Standard orbit formats provide many advantages, the most obvious being orbit exchange. ASCII and binary formats both satisfy this function, but ASCII does it with greater generality because binary formats are computer operating system dependent. The NGS standard GPS orbit format SP1 was introduced in Remondi (1985). After a few years of use, it was realized that enhancements would eventually be required. The "orbit type," the coordinate system, and the GPS week associated with the first epoch of the ephemeris file were added in a manner that did not impact the formats and existing software. A more serious omission of the initial NGS orbit format was the satellite clock corrections. This omission reflected an earlier belief that all geodetic applications could be accomplished in differential mode. Today we realize that standard formats serve a wider community and include those who find it inconvenient to operate in a differential mode. A user can operate in single-receiver or navigation mode based on the broadcast message. However, the user can get more accurate (post-processed) results if the precise orbital data and the associated satellite clock corrections, which were determined
华中世纪星数控车床的操作面板简介
华中世纪星数控车床的操作面板简介华中世纪星车削数控装置的操作面板如图1-1所示。 图1-1 华中世纪星操作面板 1. 软件操作面板 华中世纪星HNC-21T的软件操作界面如图1-3所示。其界面由如下几个部分组成: ①图形显示窗口。可以根据需要,用功能键F9设置窗口的显示内容。 ②菜单命令条。通过菜单命令条中的功能键F1~F10来完成系统功能的操作。 ③运行程序索引。自动加工中的程序名和当前程序段行号。 ④选定坐标系下的坐标值。坐标系可在机床坐标系/工件坐标系/相对坐标系之间切换;显示值可在指令位置/实际位置/剩余进给/跟踪误差/负载电流/补偿值之间切换。 ⑤工件坐标零点。工件坐标系零点在机床坐标系下的坐标。 ⑥辅助功能。自动加工中的M、S、T代码。 ⑦当前加工程序行。当前正在或将要加工的程序段。 ⑧当前加工方式、系统运行状态及当前时间。系统工作方式根据机床控制面板上相应按键的状态可在自动运行、单段运行、手动、增量、回零、急停、复位等之间切换;系统工作状态在“运行正常”和“出错”之间切换;系统时钟显示当前系统时间。 ⑨机床坐标、剩余进给。机床坐标显示刀具当前位置在机床坐标系下的坐标;剩余进给指当前程序段的终点与实际位置之差。 ⑩直径/半径编程、公制/英制编程、每分进给/每转进给、快速修调、进给修调、主轴修调。
图1-3 华中世纪星HNC-21T 软件操作界面 操作界面中最重要的一块是菜单命令条。系统功能的操作主要通过菜单命令条中的功能键F1~F10来完成。由于每个功能包括不同的操作,菜单采用层次结构,即在主菜单下选择一个菜单项后,数控装置会显示该功能下的子菜单,用户可根据该子菜单的内容选择所需的操作,如图1-4所示。当要返回主菜单时,按子菜单下的F10键即可。 图1-4 菜单层次 2. 机床控制面板 机床手动操作主要由机床控制面板完成,机床控制面板如图1-5所示。 ① 按下“手动”按键(指示灯亮),系统处于手动运行方式,可点动移动机床坐标轴。 ②手动进给时,若同时按下“快进”按键,则产生相应轴的正向或负向快速运动。
华中世纪星数控车床G71编程实例(精)
G71内(外径粗车复合循环 运用这种复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和进给次数。注意: ①G71指令必须带有P 、Q 地址ns 、nf ,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。 ②ns 的程序段必须有准备功能01组的G00或G01指令,否则产生报警,即从 A 到A ′的动作必须是直线或点定位运动。 ③在顺序号为ns 到顺序号为nf 的程序段中,可以包含子程序。 ④在MDI 方式下,不能运行复合循环指令。 1)无凹槽内(外)径粗车复合循环G71 格式:G71 U(△d R(r P(ns Q(nf X(△x Z(△z F(f S(s T(t 说明:该指令执行如图1-22所示的粗加工,并且刀具回到循环起点。精加工路径A →A' →B' →B 的轨迹按后面的指令循序执行。 △d :背吃刀量(每次切削量),指定时不加符号,方向由矢量AA '决定;r :每次退刀量; ns :精加工路径第一程序段的顺序号; — nf :精加工路径最后程序段的顺序号; △x :X 方向精加工余量; △z :Z 方向精加工余量;
f ,s ,t :粗加工时G71中编程的F 、S 、T 有效,而精加工时如果G71指令到ns 程序段内设定了F 、S 、T ,将在精加工段内有效,如果没有设定则按照粗加工的F 、S 、T 执行。 图1-22 无凹槽内外径粗车复合循环G71 G71切削循环下,切削进给方向平行于Z 轴,X(△x 和Z(△z 的符号如图1-23所示。其中(+表示沿轴正方向移动,(-表示沿轴负方向移动。
图1-23 G71内外径粗车复合循环X(△x 和Z(△z 的符号 例1:用外径粗加工复合循环编制如图1-44所示零件的加工程序:毛坯为 ф50×120,要求循环起始点在A(52,3 ,背吃刀量为(半径量,退刀量为lmm ,X 方向精加工余量为,Z 方向精加工余量为。T01为外圆粗车刀,T02为切断刀(刀宽为4mm ,T03为外圆精车刀。 — 图1-44 阶梯轴 %3311 N1 G94 G90 N2 T0101 (设立坐标系,选1号刀 N3 M03 S400 (主轴以400r/min正转 N5 G00 X54 Z3 (刀具到循环起点位置 N6 (粗切量:精切量:、 N7 G00 X100 Z100 (粗加工后,到换刀点位置 N8 T0303 (精加工起始行,设立坐标系,选3号刀
世纪星车床数控系统说明书
世纪星车床数控系统(HNC-21/22T)编程说明书 1 本书针对HNC-21/22T世纪星数控车床系统进行编程说明,其编程语言为广泛使用的ISO 码。本章旨在对本说明书中提到的一些基本概念进行解释。 1.1 零件程序是由数控装置专用编程语言书写的一系列指令组成的(应用得最广泛的是ISO码:国际标准化组织规定的代码)。] 数控装置将零件程序转化为对机床的控制动作。最常使用的程序存储介质是磁盘和网络。 1.2 1. 2.1 为简化编程和保证程序的通用性,对数控机床的坐标轴和方向命名制订了统一的标准,规定直线进给坐标轴用X,Y,Z表示,常称基本坐标轴。X,Y,Z坐标轴的相互关系用右手定则决定,如图1.2.1所示,图中大姆指的指向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。+X+X+Y'+Z+Y+Z+Y+C+Z'+A+B+C+X +Y +Z+A+B+X'图1.2.1 机床坐标轴围绕X,Y,Z轴旋转的圆周进给坐标轴分别用A,B,C表示,根据右手螺旋定则,如图所示,以大姆指指向+X,+Y,+Z方向,则食指、中指等的指向是圆周进给运动的+A,+B,+C方向。 数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。上述坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有:+X =-X′, +Y =-Y′, +Z =-Z′,+A =-A′, +B =-B′, +C =-C′同样两者运动的负方向也彼此相反。机床坐标轴的方向取决于机床的类型和各组成部分的布局,对车床而言:——Z轴与主轴轴线重合,沿着Z轴正方向移动将增大零件和刀具间的距离;——X轴垂直于Z轴,对应于转塔刀架的径向移动,沿着X轴正方向移动将增大零件和刀具间的距离;——Y轴(通常是虚设的)与X轴和Z轴一起构成遵循右手定则的坐标系统。图1.2.2 车床坐标轴及其方向 1.2.2机床坐标系是机床固有的坐标系,机床坐标系的原点称为机床原点或机床零点。在 机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,通常在每个 坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机 动或手动回参考点,以建立机床坐标系。机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC就建立起了机床坐标系。机床坐标轴的机械行程是由最大和最小限位开关来限定的。机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。机床零点(OM)、机床参 考点(Om)、机床坐标轴的机械行程及有效行程的关系如图1.2.3所示。 1.2.3工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点 (也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便 一直有效,直到被新的工件坐标系所取代。工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。一般情况下,程序原点应选在尺寸 标注的基准或定位基准上。对车床编程而言,工件坐标系原点一般选在,工件轴线 与工件的前端面、后端面、卡爪前端面的交点上。对刀点是零件程序加工的起始点,对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可与程序原点重合,也 可在任何便于对刀之处,但该点与程序原点之间必须有确定的坐标联系。可以通过CNC将相对于程序原点的任意点的坐标转换为相对于机床零点的坐标。加工开始时要设置工件坐标系,用G92指令可建立工件坐标系;用G54~G59及刀具指令可选择工件坐标系。 1.2.4 2.3 程序的一般结构
华中数控车编程说明书
世纪星车床数控系统 HNC-21/22T 编程说明书 华中科技大学国家数控系统工程技术研究中心武汉华中数控股份有限公司 2003年6月
前言 非常感谢您选用了本公司生产的HNC-21/22世纪星系列数控系统。 本说明书详细介绍了数控编程基本知识、指令体系、各指令功能的特点、注意事项和宏指令编程方法,并配以大量典型编程实例和图例加以说明。既可作为世纪星车床数控系统产品说明书,也可作为数控编程的培训教材。 在使用本产品前,请先仔细阅读本说明书,以达到最佳使用效果。 请妥善保存说明书,并交最终使用者认真阅读。 本说明书版权为武汉华中数控股份有限公司所有。 华中科技大学国家数控系统工程技术研究中心 武汉华中数控股份有限公司 2003年5月
目录 第一章概述 (1) 1.1 数控编程概述 (1) 1.2数控编程基本知识 (1) 1.2.1 机床坐标轴 (1) 1.2.2 机床坐标系、机床零点和机床参考点 (3) 1.2.3 工件坐标系、程序原点和对刀点 (4) 第二章零件程序的结构 (5) 2.1 指令字的格式 (5) 2.2 程序段的格式 (6) 2.3 程序的一般结构 (6) 2.4 程序的文件名 (7) 第三章HNC-21/22T数控系统的编程指令体系 (8) 3.1 辅助功能M代码 (8) 3.1.1 CNC内定的辅助功能 (9) (1)程序暂停M00 (9) (2)程序结束M02 (9) (3) 程序结束并返回到零件程序头M30 (9) (4) 子程序调用M98及从子程序返回M99 (9) 3.1.2 PLC设定的辅助功能 (11) (1) 主轴控制指令M03、M04、M05 (11) (2) 冷却液打开、停止指令M07、M08、M09 (11) 3.2 主轴功能S、进给功能F和刀具功能T (11) 3.2.1 主轴功能S (11) 3.2.2 进给速度F (11) 3.2.3 刀具功能(T机能) (12) 3.3 准备功能G代码 (12) 3.3.1有关单位设定的G功能 (15) (1) 尺寸单位选择G20,G21 (15) (2) 进给速度单位的设定G94、G95 (16) 3.3.2 有关坐标系和坐标的G功能 (16) (1) 绝对值编程G90与相对值编程G91 (16)
华中数控-世纪星说明书的一部分
华中数控-世纪星说明书的一部分 1、零件程序是由数控装置专用编程语言书写的一系列指令组成的。 2、数控装置将零件程序转化为对机床的控制动作。 3、最常使用的程序存储介质是磁盘和网络。 4、为简化编程和保证程序的通用性,规定直线进给坐标轴用X,Y,Z 表示,常称基本坐标轴。X,Y,Z 坐标轴的相互关系用右手定则决定。 5、规定大姆指的指向为X 轴的正方向,食指指向为Y轴的正方向,中指指向为Z 轴的正方向。围绕X,Y,Z 轴旋转的圆周进给坐标轴分别用A,B,C 表示, 6、数控机床的进给运动,有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。 7、坐标轴正方向,是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动则用加“′”的字母表示,按相对运动的关系,工件运动的正方向恰好与刀具运动的正方向相反,即有: +X =-X′, +Y =-Y′, +Z =-Z′ +A =-A′, +B =-B′, +C =-C′ 同样两者运动的负方向也彼此相反。 8、机床坐标轴的方向取决于机床的类型和各组成部分的布局,对车床而言:——Z 轴与主轴轴线重合,沿着Z 轴正方向移动将增大零件和刀具间的距离;——X 轴垂直于Z 轴,对应于转塔刀架的径向移动,沿着X轴正方向移动将增大零件和刀具间的距离; ——Y 轴(通常是虚设的)与X 轴和Z 轴一起构成遵循右手定则的坐标系统。9、机床坐标系是机床固有的坐标系,机床坐标系的原点称为机床原点或机床零点。在机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。 10、为什么数控车床开机后要回参考点? 答:数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机动或手动回参考点,以建立机床坐标系。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC 就建立起了机床坐标系。 11、机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。 12、机床坐标轴的机械行程是由最大和最小限位开关来限定的。机床坐标轴的有效行程范围是由软件限位来界定的,其值由制造商定义。 13、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。 14、程序原点选择原则? 答:工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。一般情况下,程序原点应选在尺寸标注的基准或定位基准上。对车床编程而言,工件坐标系原点一般选在,工件轴线与工件的前端面、后端面、卡爪前端面的交点上。 15、什么是对刀点?对刀的目的是什么?
附录1:华中世纪星数控车床电气图
附录1:华中世纪星数控车床电气图
————————————————————————————————作者:————————————————————————————————日期: 2
3 -XT1:L1-XT1:L2-XT1:L3 3N~50HZ 380V 建议熔芯导线50A 6MM 2 -SQ01 -SA20 8L12 4MM 2 L12 PE PE PE PE 2/E1 -X T 2:1L 1 -X T 2:1L 2 -X T 2:1L 3 -XT2:200T -XT2:200S -XT2:200R -TM01 R S T 4MM 2 200T 200S 200R -KM71 4.7/D1 -FV72 8/B5 8/A5 200R 200T L11 L12 L13 L11L12L13 2/A1 1.5MM 2 设备边界限 用户电源电源引入电源保护及开门断电联锁伺服变压器伺服电源伺服控制电源 -QF1114-20A -QF1050A 主电源电气原理图 E110-01T
4 4MM 2 L11L12 L13 1/A8L11L12L13 3/A1 380V/700VA 100VA 0V 28V 100VA 0V 24V 500VA 0V 220V -TC1 PE 28N 28V -QF223A 28A -VC1BK -KA156/E3 -XT2:BK13/D1BK23/D1 1/E8PE XB PE -QF203A -XT2:EL -EL1 -XT2:0 00-QF201A -XT2:EL -EL1-XT2:0 0.75MM 2 -QF21 5A -XT2:1L220 7/D1 1L220 7/D1 220V -ZL1 *-M08-FNI *-EV1 + -QF245A M 1L+ -GS1145W 220B 220A 0.75MM 2 E8 M L+7/D1 2L+ -KA72E8 B7 2L+ -SB04 -SB03-KA72 E8 NCON -XT2: + -M M 10/C8 -KA72 E6E7D8 控制电源电气原理图 E110-02T 注:1 CJK6140H,SK50,SK50A工作照明灯接AC24V。 2 CJK6140/BJ,TK系列工作照明灯接AC220V。 3 CJK6140H,CJK6140/BJ配主轴制动。 NCOF 主轴制动 工作照明220V强电控制电源润滑 10MM 2
华中世纪星数控车床几种精确对刀方法
华中世纪星数控车床几种精确对刀方法 (时间:2008-1-14 8:27:26 来源:中华机床网) “有用”是本刊,尤其是本栏目的宗旨。本文就是一篇非常实用的文章,文中首先介绍了数控车床常用的“试切对刀法”的原理及对刀思路;接着,介绍了华中世纪星车削数控系统的四种手动试切对刀方法;为改进其对刀精度,根据“自动试切→测量→误差补偿”的思路,设计出了用程序控制的自动试切法,并总结介绍了四种精确对刀方法。文后还给出了几种对刀的示例程序,可能会对大家有所帮助。 对刀是数控加工中的主要操作和重要技能。对刀的准确性决定了零件的加工精度,同时,对刀效率还直接影响数控加工效率。华中世纪星车削系统是武汉华中数控股份公司近年推出的优秀国产数控车削系统,是2004年首届全国数控技能大赛的指定数控车削系统之一。但遗憾的是,华中公司以往多通过其技术人员口头向用户说明对刀操作,在他们编写的《操作说明书》中却没有提到对刀操作,给用户学习、使用带来不便。笔者通过实践探索,结合教学、技能考证培训与加工实践的经验,将该系统的几种快速准确的试切对刀方法予以小结,供大家参考,希望借此对国产数控系统的推广,推动我国数控技能人才的培训尽一点微薄之力。 一、数控车试切对刀法的原理及对刀思路 深入理解数控车床的对刀原理对于操作者保持清晰的对刀思路、熟练掌握对刀操作以及提出新的对刀方法都具有指导意义。对刀的实质是确定随编程而变化的工件坐标系的程序原
点在唯一的机床坐标系中的位置。对刀的主要工作是获得基准刀程序起点的机床坐标和确定非基准刀相对于基准刀的刀偏置。本文作以下约定来说明试切法对刀的原理与思路:使用华中世纪星教学型车削系统HNC-21T(应用软件版本号为5.30);以工件右端面中心为程序原点,用G92指令设定工件坐标系;直径编程,程序起点H的工件坐标为(100,50);刀架上装四把刀:1号刀为90°外圆粗车刀、2号基准刀为90°外圆精车刀、3号刀为切断刀、4号刀为60°三角螺纹刀(全文所举实例均与此相同)。 如图1所示,基准刀按照“手动试切工件的外圆与端面,分别记录显示器(CRT)显示试切点A的X、Z机床坐标→推出程序原点O的机床坐标→推出程序起点H的机床坐标”的思路对刀。根据A点与O点的机床坐标的关系:XO= XA-Φd,ZO =ZA,可以推出程序原点O的机床坐标。再根据H相对于O点的工件坐标为(100,50),最后推出H点的机床坐标:XH=100-Φd,ZH= ZA+50。这样建立的工件坐标系是以基准刀的刀尖位置建立的工件坐标系。 图1 手动试切对刀示意图 如图2所示,由于各刀装夹在刀架的X、Z方向的伸长和位置不同,当非基准刀转位到加工位置时,刀尖位置B相对于A点就有偏置,原来建立的工件坐标系就不再适用了。此