铸件公差要求和ISO2768-1要求等(全)2009.05.22
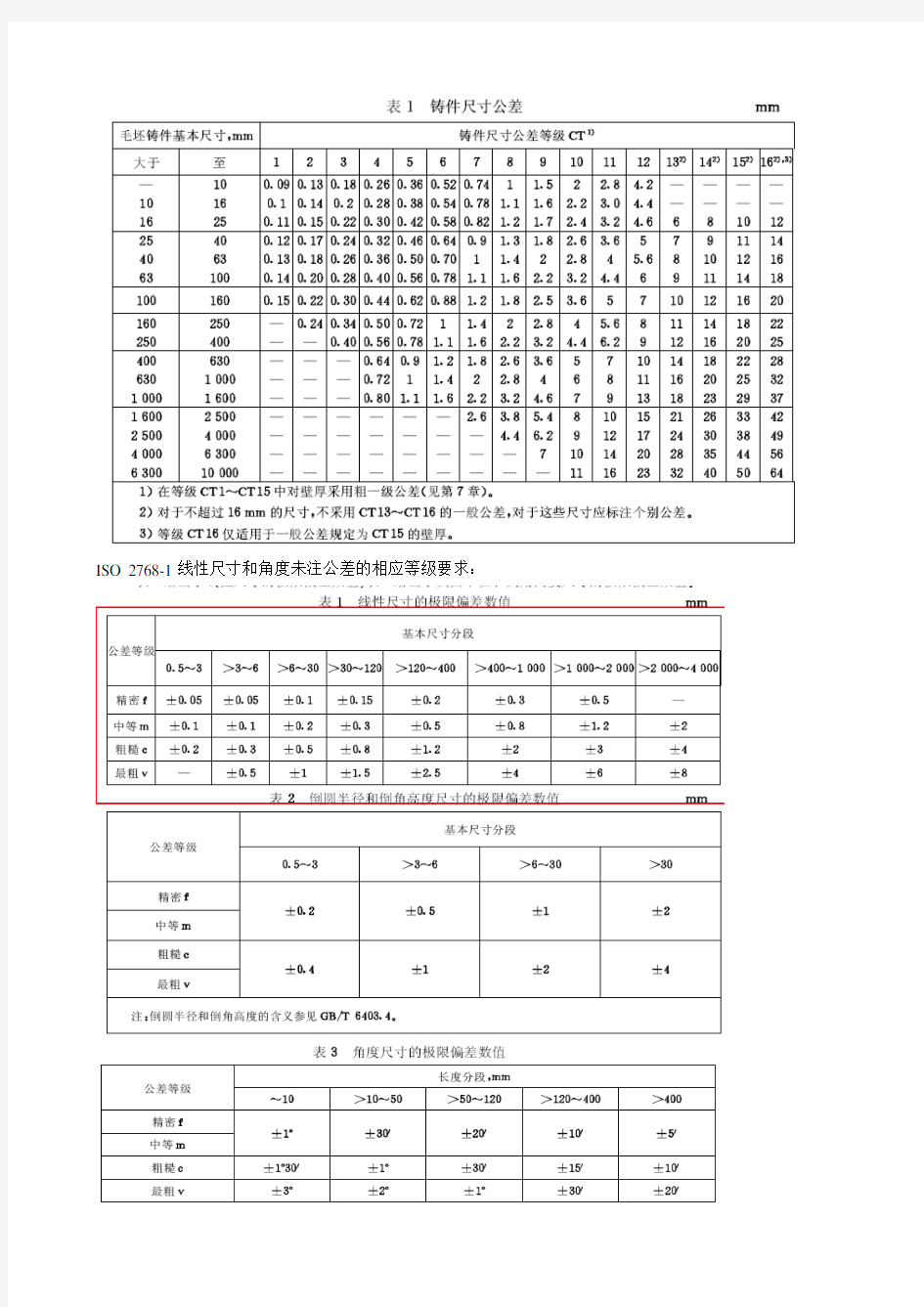
ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度平面度
圆度、垂直度、对称度、平行度
同轴度
ISO2768-2 形状位置的未注公差的相应等级要求
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
L?ngdem?l/ L?ngenma?e / length und Dickenma?e/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
非规则形状平面度公差
焊接件公差要求ISO 13920
L?ngdem?l/ L?ngenma?e / length 线性长度公差
planhed/ Geradheit und Ebenheit / regularity 非线性和规律性弧线公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差 mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差 mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏差 mm
铸件质量检查标准
一、目的: 为了确保外协标准铸件、成品铸件质量符合工艺、技术要求,为了满足产品特性,结合相关文件特制定本标准。 二、适用范围: 本办法适用于我公司产品外协、采购、装配过程中、全部铸件质量检查标准。 三、检查标准: 3.1、铸件结构要符合设计要求或加工工艺要求。无特殊要求时按铸件通用标准执行。通用标准等级分为: 交货验收技术条件标准;铸件质量分等通则(合格品、一等品、优等品)材质、检验方法;工艺和材料规格等一般性规则。 3.2、铸件成品检验。铸件成品检验包括:相关技术条件的检验、表面质量检验、几何尺寸检验等项内容。 ①相关技术条件的检验。包括铸件化学成分、机械性能等检验内容。机械性能检验和金相及化学成分检验等技术条件的检验,均必须按相关国家标准执行检验(此处略)。 ②表面质量检验。机械加工生产一线人员在工艺过程中对铸造毛坯的检查主要是对其外观铸造缺陷(如有无沙眼、沙孔、疏松、有无浇不足、铸造裂纹等)的检验;以及毛坯加工余量是否满足加工要求的检验。 表3-1铸件外观质量检验项目(GB6060.1—1985)
表3-2 铸件表面粗糙度(R a 值μm)(GB6414—1986) ③铸件成品几何尺寸检验。主要一种是采用划线法检查毛坯的加工余量是否足够。另一种方法是:用毛坯的参考基准面(也称工艺基准面)作为毛坯的检验基准面的相对测量法(需要测量相对基准面的尺寸及进行简单换算)。 表3-3 铸件尺寸公差数值(mm)(GB6414—1986) 注:铸件基本尺寸≤10mm 时,其公差等级提高3 级;大于10mm 至等于15mm 时,其公差等级提高2级;大于16mm 至25mm 时,其公差等级提高1 级。
螺栓强度等级对照表
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
=============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:
铸件尺寸公差(GBT_6414-1999)
铸件尺寸公差数值(GB/T6414-1999) 表1铸件尺寸公差数值mm 基本尺寸公差等级CT 大于至345678910111213141516 100.180.260.360.520.74 1.0 1.5 2.0 2.8 4.2 10160.200.280.380.540.78 1.1 1.6 2.2 3.0 4.4 16250.220.300.420.580.82 1.2 1.7 2.4 3.2 4.6681012 25400.240.320.460.640.90 1.3 1.8 2.6 3.6 5.0791114 40630.260.360.500.70 1.0 1.4 2.0 2.8 4.0 5.68101216 631000.280.400.560.78 1.1 1.6 2.2 3.2 4.469111418 1001600.300.440.620.88 1.2 1.8 2.5 3.6 5.0710121620 1602500.340.500.70 1.0 1.4 2.0 2.8 4.0 5.6811141822 2504000.400.560.78 1.1 1.6 2.2 3.2 4.4 6.2912162025 4006300.640.90 1.2 1.8 2.6 3.6571014182228 6301000 1.0 1.4 2.0 2.8 4.0681116202532 10001600 1.6 2.2 3.2 4.6791318232937 16002500 2.6 3.8 5.48101521263342 25004000 4.4 6.29121724303849 400063007.010142028354456 63001000011162332405064注:①CT1和CT2没有规定公差值,是为了将来可能要求更精密的公差保留的。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2-3级。
公差等级表
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
螺纹公差等级对照表
螺纹精度等级6h的公差范围为-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,由螺纹公差带和螺纹长度组成。6h等级对应的螺纹中径为5.35。 公差等级是指决定尺寸精度的等级。按照国家标准,一共有20个级别。从IT01、it0、it1、it2到it18,数字越大,公差等级(加工精度)越低,尺寸允许范围(公差值)越大,加工难度越小。 扩展数据: 公差等级的相关规定: 1在满足零件要求的前提下,尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即采用合理的加工工艺、装配工艺和现有设备。 2在选择公差等级时,不仅要满足设计要求,还要考虑技术可行性和经济性。选择最佳加工精度是一个非常复杂的技术和经济问题。它不仅要考虑加工成本,还要考虑加工精度提高后的装配成本,以及精度对性能和经济指标(可靠性、寿命、油耗等)的影响。
3、在机械制造中,公差水平的规定是为了保证机器的精度和零件的互换性,并保证制造机器的经济性。也就是说,只要精度较低,机器的功能和精度是可以保证的,不需要对零件的精度要求过高,这样会增加制造成本。 内螺纹公差等级外螺纹公差等级外螺纹公差6H 7H 6H 6G小径公差小径公差小径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0 0,+0.300-0.026,-0.138-0.026,0.206 M12 M12*1 12 11 11 11.35 10 10.917 0 0,+0.160 0,+0.2360 0 0 0,+0.200 0 0 0 0 0 0 0 0 0 0 0.300-0.026,-0.144-0.026,0.206 M14 1 4 14 13 13.35 122.917 0 0,+0.160 0.160 10 10 10 10 10 10 10 10 10 10 0.917 0,+0.160 0.0,+0.236 0,+0.200 0,+0.180 0,+0.2650 11 11.188 0.026,-0.144-0.026,0.206的0.206 M12*1.25 12 11 11.188 10.647 0 0,+0.180 0,+0.2650 0 0,+0.2240 0 0,+0.335-0.028,-0.160-0.028,-0.160的0.028,-0.240的0年240 M14的1.25 14 14 13 13 13.18812.647 0的“12.647 0,+0.180 0 0,+0.2650的0,+0.2650的0,+0.2240的0,+0.2240的0,+0.2240的0.330.028,.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.1900,+0.300 0,+0.0 0,
GB6414----铸件尺寸公差
铸件尺寸公差 1.主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合总论标准公差与基本偏差 3. 术语 3.1 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸
3.3 壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4 错型(错箱) 铸件的一部分与另一部分在分型面处相互错开(见图3)。 图3 错型 4. 基本规定 4.1 铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。
图4 倾斜部位的尺寸公差带 4.4 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
螺纹公差等级对照表
螺纹精度等级6h的公差范围是-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,它由螺纹公差带和螺钉长度组成。对应于6h级的螺纹的螺距直径为5.35。 公差等级是指确定尺寸精度的等级。根据国家标准,有20个等级。从IT01,it0,it1,it2到it18,数字越大,公差等级(加工精度)越低,尺寸的允许变化范围(公差值)越大,加工难度就越小。 扩展数据: 公差等级的有关规定: 1.在满足零件要求的前提下,应尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即应采用合理的加工技术,组装工艺和现有设备。 2.选择公差等级时,不仅应满足设计要求,而且还应考虑技术的可能性和经济性。选择最佳的加工精度是一个非常复杂的技术和经济问题。它不仅应考虑加工成本,而且还应考虑
由于加工精度的提高而导致的组装成本,以及精度对性能和经济指标(可靠性,寿命,燃料消耗等)的影响。 3.在机械制造中,规定公差等级是为了确保机器的精度和零件的互换性,并确保制造机器的经济性。也就是说,只要精度低就能保证机器的功能和精度,就不必过分要求零部件的精度,这会增加制造成本。 内螺纹公差等级外螺纹公差6H 7H 6G 小径公差中径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 -0.026,0.206 M12*1 12 11.35 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M14*1 14 13.35 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M12*1.25 12 11.188 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M14*1.25 14 13.188 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M16*1.5 16 15.026 14.376
铸件 尺寸公差与机械加工余量
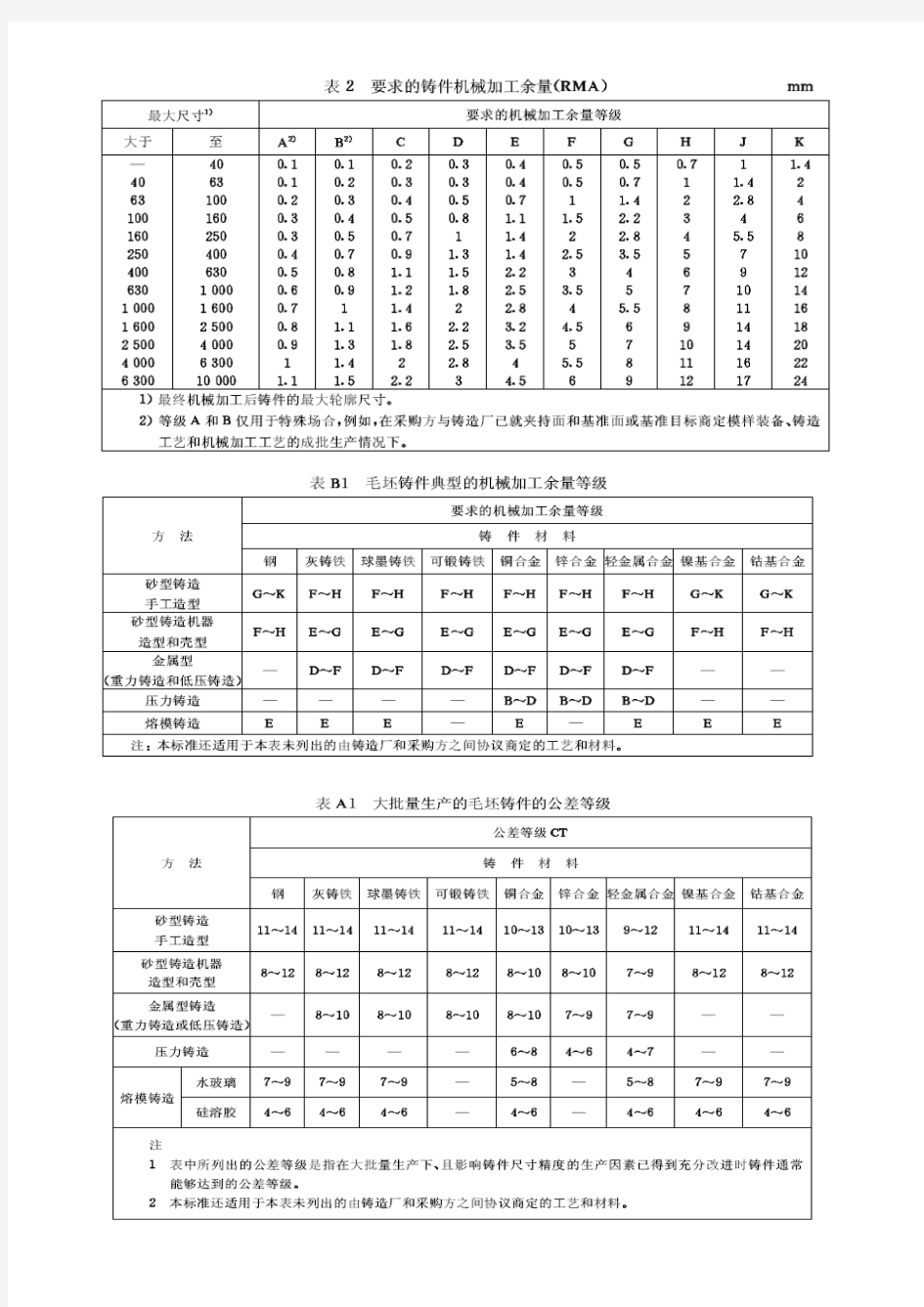
铸件尺寸公差与机械加工余量 引言 对铸件规定的公差可以确定铸造方法因此在设计完成或合同签订之前建议采购方应与铸造厂取得联系以商定 铸件设计和所要求的精度 机械加工要求 铸造方法 所要生产的铸件数量 所采用的铸造设备 各种特殊要求例如基准目标系统个别的尺寸公差几何公差圆角半径公差以及个别的机械 加工余量 是否有更适合该铸件的其他标准 由于铸件的尺寸精度与生产因素有关因此对下列生产方式在附录中介绍了用不同方法和不同金属所能达到的公差等级 大批和大量生产此时可通过对铸造设备的改进调整和维护以获得精密的公差 小批量生产和单件生产 1.范围 本标准规定了铸件的尺寸公差等级和要求的机械加工余量等级。 本标准适用于有各种铸造方法生产的各类金属及其合金铸件的尺寸。 本标准既适用于在图样上给出的一般公差和/或个别要求的机械加工余量。 本公差体系用于铸造厂家提供墨阳或金属型装备,或承担模样或金属型装备检验责任的场合。2.铸件基本尺寸 机械加工前的毛坯铸件的尺寸,包括必要的机械加工余量。 3.在图样上的标注 3.1.铸件公差的标注 如果需要在基本尺寸后面标注个别公差 例如:“95±3”或“200?3+6” 3.2.机械加工余量的标注 应在图样上标出需机械加工的表面和要求的机械加工余量值并在括号内标出要求的机械加工余量等级当制造模样或金属型装备时应考虑这些要求 要求的机械加工余量应按下列方式标注在图样上
要求的机械加工余量在特定表面上的标注 铸件尺寸公差 1)在等级CT1~CT15中对壁厚采用粗一级公差。 2)对于不超过16mm的尺寸,不采用CT13~CT16的一般公差,对于这些尺寸应标注个别公差。 3)等级CT16仅适用于一般公差规定为CT15的壁厚。
GB/T1804-m_一般公差
一般公差 线性尺寸的未注公差 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角 3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。 4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
表1 线性尺寸的极限偏差数值 尺寸分段 公差等级 >1000~2000>2000~4000 >0.5~3 >3~6 >6~30 >30~120>120~400>400~1000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 尺寸分段 公差等级 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见GB6403.4。 5 线性尺寸的一般公差的表示方法 采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级 符号表示。例如选用中等级时,表示为:GB/T1804-m 2
铸件尺寸公差-ISO-8062-3(2007)-中文
国际标准ISO 8062-3:2007(E) 产品几何量技术规(GPS)-模制零件的尺寸和几何公差 第3部分: 铸件的一般尺寸、几何公差和机械加工余量 1 围 本国际标准ISO 8062的本部分,规定了符合ISO 8062-2的,交付给客户的铸件的一般尺寸和几何公差,以及机械加工余量的等级。它适用于为各种铸件制造工艺所生产的所有铸造金属及其合金的铸件所规定的尺寸和几何形状公差,以及所要求的加工余量。 ISO 8062的本部分适用于一般尺寸公差和一般的几何公差(在工程图明细表之中或近旁所标明的),除了另有说明,以及在图纸上特别提到的,在第9条中的参考条目之一的情况之外。 ISO 8062的本部分所涵盖的尺寸公差,都是用于线性尺寸的公差。 ISO 8062的本部分所涵盖的几何公差(形位公差)是指: —直线度公差, —平面度, —圆度, —并行度, —垂直度, —对称度,以及 —同轴度。 ISO 8062的本部分可用于个别指标公差值的选定。 注:ISO 8062的本部分不适用于采用非标注尺寸的三维计算机辅助设计(3D CAD)模型。 2 参考标准 本文件的使用,以下引用文件是必不可少的。对于注明日期的引用标准,仅采用所引用的版本。对于未标日期的参考标准,采用所引用文件的最新本版(包括任何修正版)。 ISO 286-1:1988, ISO 565极限与配合—第一部分:公差、偏差与配合的基础 ISO 1101:2004,产品几何量技术规(GPS) —几何公差—形状、方向、位置与跳动公差 1
ISO 1302:2002, 产品几何量技术规(GPS) —在产品技术文件中表面特征的表示 ISO 5459:—1), 产品几何量技术规(GPS) —几何公差—几何图形公差的基准和基准系统 ISO 8062-1:2007, 产品几何量技术规(GPS) —模制零件的尺寸和几何公差—第一部分:词汇 ISO/TS 8062-2:—2), 产品几何量技术规(GPS) —模制零件的尺寸和几何公差—第二部分:技术要求ISO 10135:—3), 产品几何量技术规(GPS) —技术产品文件(TPD)中模制零件的图纸标注 ISO 10579:1993, 技术图纸—尺寸与公差—非刚性零件 ISO 14405:—4), 产品几何量技术规(GPS) —尺寸公差—线性尺寸 3 术语和定义 ISO 8062-1、ISO 1101与ISO 5459 中所规定的术语和定义适用于本文件的目的。 4 缩略语 缩略语规定于表1。 2 5 公差等级
螺纹公差等级对照表
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹公差等级表: 公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级越低,尺寸允许的变动范围越大,加工难度越小。 选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。 选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。对配合尺寸选取适当的公差等级是极为重要的。 (1)选择公差等级首先应保证使用要求。 (2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。选择最佳加工精度是一个非常复杂的技术经济问题。它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标的影响。 (3)在机械制造中,公差等级的规定是本着既能保证机器的精
度和零部件的互换性,又能保证制造机器的经济性。就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。
铸件尺寸公差
加工最终表面 机械加工余量 铸件尺寸公差铸件基本尺寸 铸件基本尺寸 铸件基本尺寸铸件基本尺寸 铸件尺寸公差 1. 主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2. 引用标准 GB6414 铸件尺寸公差 GB1800 公差与配合 总论 标准公差与基本偏差 3. 术语 3.1 一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2 铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 图1 机械加工余量与铸件尺寸公差的关系 图2 铸件的极限尺寸
3.3 壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4 错型(错箱) 铸件的一部分与另一部分在分型面处相互错开(见图3)。 错型 错型 错型 图3 错型 4. 基本规定 4.1 铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3 公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。
铸件尺寸公差带 角度 图4 倾斜部位的尺寸公差带 4.4 错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值, 且不得与表1中所列值相加。 表1 铸件尺寸公差数值mm 铸件基本尺寸公差等级 大于至 3 4 5 6 7 8 9 10 11 12 13 14 15 16 — 3 0.14 0.20 0.28 0.40 0.56 0.80 1.2 1.6 1.6 1.6 2.3 ——— 3 6 0.16 0.2 4 0.32 0.48 0.64 0.90 1.3 1.8 2. 5 2.5 2.5 ——— 6 10 0.18 0.26 0.36 0.52 0.74 1.0 1.5 2.0 2.8 4.2 4.2 ———10 16 0.20 0.28 0.38 0.54 0.78 1.1 1.6 2.2 3.0 4.4 5.0 ———16 25 0.22 0.30 0.42 0.58 0.82 1.2 1. 7 2.4 3.2 4.6 6.0 8 10 12 25 40 0.24 0.32 0.46 0.64 0.90 1.3 1.8 2.6 3.6 5.0 7.0 9 11 14 40 63 0.26 0.36 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8.0 10 12 16 63 100 0.28 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.0 9.0 11 14 18 100 160 0.30 0.44 0.62 0.88 1.2 1.8 2.5 3.6 5.0 7.0 10 12 16 20 160 250 0.34 0.50 0.70 1.0 1.4 2.0 2.8 4.0 5.6 8.0 11 14 18 22 250 400 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.2 9.0 12 16 20 25 400 630 —0.64 0.90 1.2 1.8 2.6 3.6 5.0 7.0 10 14 18 22 28 630 1000 —— 1.0 1.4 2.0 2.8 4.0 6.0 8.0 11 16 20 25 32 1000 1600 ——— 1.6 2.2 3.2 4.6 7.0 9.0 13 18 23 29 37 1600 2500 ———— 2.6 3.8 5.4 8.0 10 15 21 26 33 42 2500 4000 ————— 4.4 6.2 9.0 12 17 24 30 38 49 注:①本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公 差增量,但不包括由于拔模斜度引起的公差增量。 ②CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标 注,可提高2~3级。
GB T 6414-1999铸件尺寸公差
铸件尺寸公差(GB/T6414-1999相当于ISO8062:1994) 基本尺寸铸件尺寸公差等级CT 大于至 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 -- 10 0.09 0.13 0.18 0.26 0.36 0.52 0.74 1 1.5 2 2.8 4.2 ———— 10 16 0.1 0.14 0.2 0.28 0.38 0.54 0.78 1.1 1.6 2.2 3.0 4.4 ———— 16 25 0.11 0.15 0.22 0.30 0.42 0.58 0.82 1.2 1.7 2.4 3.2 4.6 6 8 10 12 25 40 0.12 0.17 0.24 0.32 0.46 0.64 0.9 1.3 1.8 2.6 3.6 5 7 9 11 14 40 63 0.13 0.18 0.26 0.36 0.50 0.7 1 1.4 2 2.8 4 5.6 8 10 12 16 63 100 0.14 0.20 0.28 0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6 9 11 14 18 100 160 0.15 0.22 0.30 0.44 0.62 0.88 1.2 1.8 2.5 3.6 5 7 10 12 16 20 160 250 —0.24 0.34 0.50 0.72 1 1.4 2 2.8 4 5.6 8 11 14 18 22 250 400 ——0.40 0.56 0.78 1.1 1.6 2.2 3.2 4.4 6.2 9 12 16 20 25 400 630 ———0.64 0.9 1.2 1.8 2.6 3.6 5 7 10 14 18 22 28 1 1.4 2 2.8 4 6 8 11 16 20 25 32 630 1000 ———0.72 1000 1600———0.80 1.1 1.6 2.2 3.2 4.6 7 9 13 18 23 29 37 注:1.在等级CT1~CT15中对壁厚采用粗一级公差。 2.不超过16mm的尺寸,不采用CT13~CT16的一般公差,对于这些尺寸应标注个别公差。 3.等级CT16仅适用于一般公差规定为CT15的壁厚。 图中标注示例:一般公差GB/T6414—CT12—最大错型1.5
公差等级表
公差等级表 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
公差与配合 1.基本偏差系列及配合种类 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴
用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~ 1000 >1000~ 2000 >2000~ 4000
标准公差等级表
最新的标准公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′
中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
螺纹公差等级对照表
各种公差带的丝锥所能加工的内螺纹公差带对照表: 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。 成量工具 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。由于影响螺纹精度的因素很多,表中所列仅供选择丝锥时做参考。应按加工条件根据生产经验或通过试验,在标准所列范围内选用最适当的公差带的丝锥。 美制螺纹: 美制螺纹,又名统一螺纹。1864年,美国人威利.赛特斯(Willian Sellers)参照英国惠氏螺纹标准体系制定了美国国家螺纹(N)。这两种螺纹在直径与螺距系列和公差方面很相近。 起源: 美国国家螺纹的牙型(牙型角为60,削平高度为H/8)不同于
惠氏螺纹牙型(牙型角为55,削平高度为H/6)。在美国工业影响的地区和行业,美国国家螺纹得到广泛应用。第二次世界大战中,由于盟军所使用的螺纹标准不统一,后勤补给困难给盟军造成了严重的经济损失和人员伤亡。二战刚结束,美国英国和加拿大等盟国马上着手制定盟国间统一的螺纹标准,于1948年颁布了统一螺纹标准。 由于当时美国的经济实力和军事实力在盟军内占主导地位,因此统一螺纹主要是依据美国国家螺纹标准而制定的,统一螺纹代号“UN”的前一个字母“U”来源于盟国间的“统一”;后一个字母“N”来源于美国国家螺纹的代号“N”。从此,统一螺纹开始挤占英国惠氏螺纹原有的使用市场。
铸件通用技术要求
铸件通用技术要求(JB/ZQ4000.5-86) 1.碳素铸钢应符合GB5678-85的规定; 合金铸钢应符合JB/ZQ4297-86的规定, 耐热铸钢应符合JB/ZQ4298的规定; 不锈钢应符合JB/ZQ4299及JB/ZQ6009-84的规定. 2.灰铸铁应符合GB5675-85的规定; 球墨铸铁应符合JB/ZQ4302-86的规定, 耐热铸铁应符合JB/ZQ4303-86的规定; 耐磨铸铁应符合JB/ZQ4303-86的规定. 3.铸件尺寸公差等级分16级,见1-175 铸件尺寸公差.plb, 单件小批生产一般按1-176 小批单件毛坯尺寸公差.plb选用.公差带应对称于毛坯铸件基本尺寸配置,即公差的一半位于正侧,另一半位于负侧. 有特殊要求时,公差带也可非对称配置,但应在图样上标注. 4.铸件内、外圆角公差用1-175铸件尺寸公差.plb 中公差值作为上限,使其下限为零;壁厚公差可比其它尺寸的一般公差降一级选用, 如图样上标明一般公差为CT10 级的话,则壁厚公差选用CT11级. 5.特殊要求的公差, 应直接标注毛坯件基本尺寸的后面,如95±1.1. 特殊要求的公差可比一般公差高或低.一般情况下不能低于1-176 小批单件毛坯尺寸公差.plb规定的公差等级范围,当要求的公差超过该库规定的范围时, 则经有关方面协商后从1-175铸件尺寸公差.plb中选取. 6.碳素钢和低合金钢(包括高锰钢)铸钢件缺陷的补焊按JB/ZQ4000.6-86(铸钢件补焊通用技术条件)规定执行. 7.当铸件补焊处的焊缝深度超过壁厚20%或25mm时,补焊后均应进行适当的消除应力热处理. 补焊大型缺陷时,焊缝金属量大,有必要时可在焊接到坡口的1/3-1/处时进行一次中间退火, 消除应力后再继续焊满坡口, 最后再做一次消除应力热处理.补焊大型或碳当量(碳当量的计算见本标准附录A)超过0.4%的铸钢件的缺陷时, 在补焊后应立即入炉进行消除应力的热处理. 8.设计人员根据铸件的技术要求填写下表,并将此表贴在铸件图样的右上部. (铸件技术要求) : ━━━━━━━━━━━━━━━━━━━ 通用技术要求JB/ZQ4000.5 铸件尺寸公差要求CT 密封试验是/否 耐压试验是/否 ━━━━━━━━━━━━━━━━━━━ 注:表中空格中可补充其它技术要求.
未注公差等级和标准公差表
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
铸件尺寸公差
铸件尺寸公差 TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】
铸件尺寸公差 1.主题内容与适应范围 本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。 2.引用标准 GB6414铸件尺寸公差 GB1800公差与配合总论标准公差与基本偏差 3.术语 3.1一般术语 尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。 3.2铸件基本尺寸 铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。 3.3壁厚 本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。 3.4错型(错箱)
铸件的一部分与另一部分在分型面处相互错开(见图3)。 图3错型 4.基本规定 4.1铸件尺寸公差代号、等级及数值 铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1. 4.2壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。 4.3公差带的位置 公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。 当铸件有倾斜的部位,其尺寸公差应沿倾斜面对称标注(见图4)。公差值按铸件基本尺寸从表1中选取。 图4倾斜部位的尺寸公差带 4.4错型(错箱)值 错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。 表1铸件尺寸公差数值mm