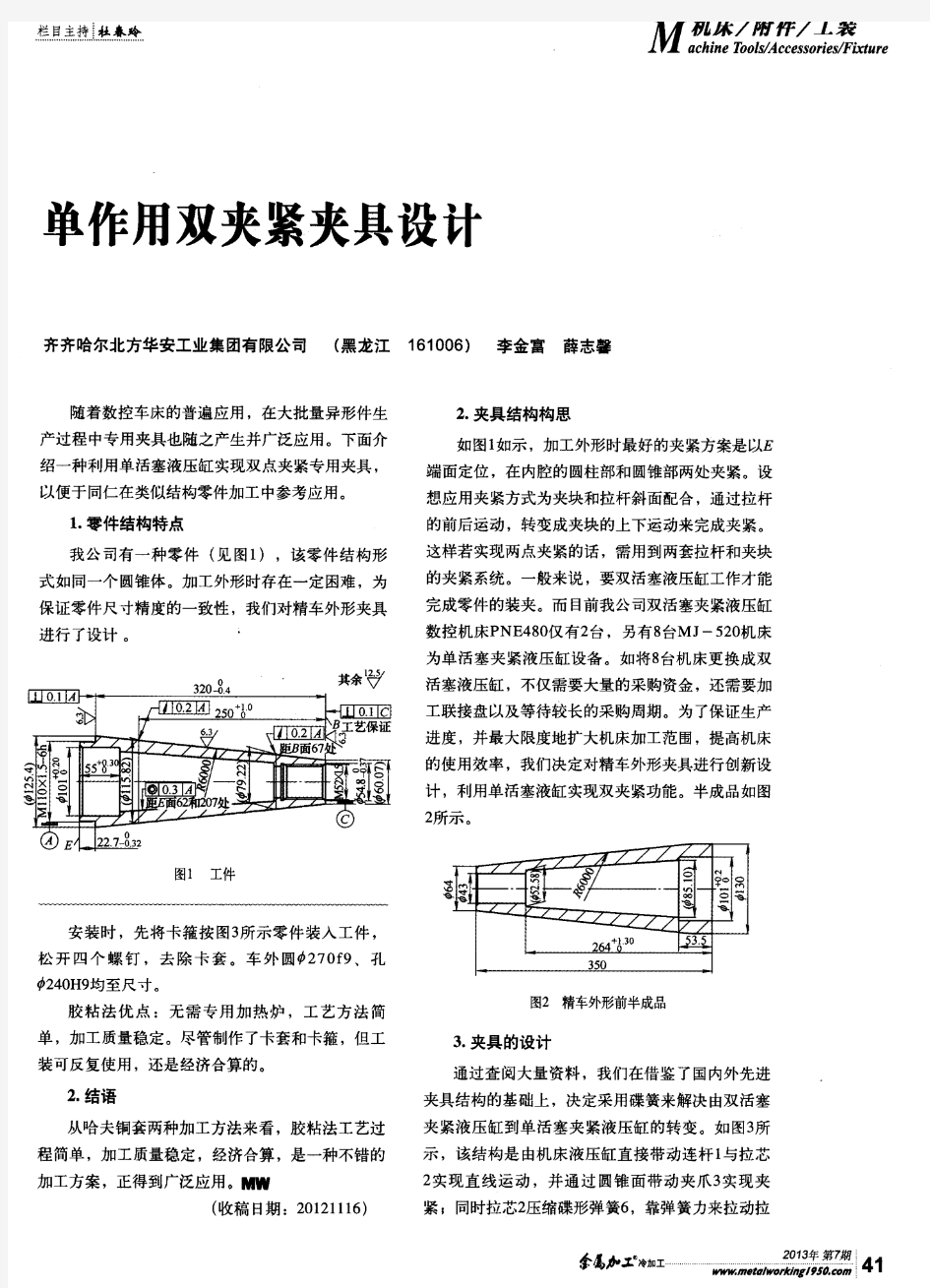
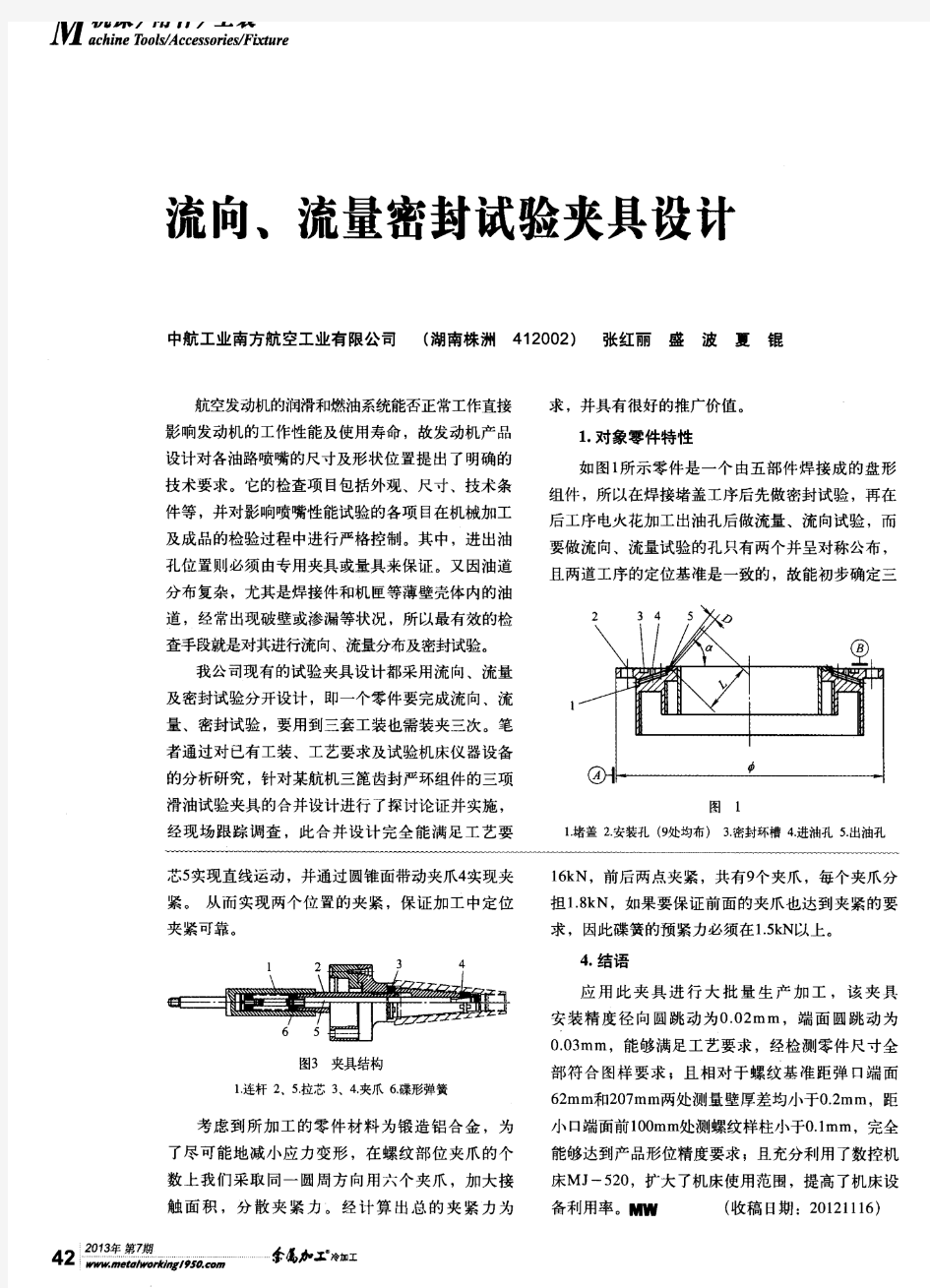
单作用双夹紧夹具设计
铣床专用夹具设计
洛阳理工学院 课程设计说明书 课程名称机械制造装备设计 设计课程铣床专用夹具设计 专业机械设计制造及其自动化 姓名邱令恩 年月日
课程设计任务书 机械工程系机械设计制造及其自动化专业学生姓名邱令恩班级 B150231 学号 B15023120 课程名称:机械制造装备设计 设计题目:铣床专用夹具设计 设计内容: 1、铣床夹具装配图1张 2、铣床夹具零件图1张 3、课程设计说明书1份 设计要求: 1、在立式铣床上加工18H12的通槽。 2、夹具设计要求合理,有利提高加工精度,保证 加工质量降低加工成本,提高劳动生产率和降 低工人的劳动强度,便于批量生产。 设计(论文)开始日期年月日指导老师张洪涛 设计(论文)完成日期年月日 年月日
课程设计评语 机械工程系机械设计制造及其自动化专业学生姓名邱令恩班级 B150231 学号 B15023120 课程名称:机械制造装备设计 设计题目:铣床专用夹具设计 课程设计片篇幅: 图纸共 2 张 说明书共 22 页 指导老师评语: 年月日指导老师
前言 机械制造装备设计课程设计是机械设计中的一个重要的实践性教学环节,也是机械设计与制造专业学生应该学习的一门主要专业课。其目的在于:(1〕学习和掌握一般机械设计的基本方法和步骤。培养独立设计能力,为以后续的专业课程及毕业设计打好基础,做好准备。 〔2〕为了开阔视野,掌握执照技术最新发展,开阔专业视野,培养复合型人才,处进先进制造技术在我国的研究和应用,“先进制照技术”以作为许多学校的必修课程。为了提高学生综合运用机械设计基础及其他先修课程的理论知识和生产实际知识去分析和解决工程实际问题的能力,通过课程设计训练可以巩固、加深有关机械课设方面的理论知识。 〔3〕使学生具有运用标准、规范手册、图册和查询有关设计资料的能力。课程设计应该注意的问题: 1:注意与工艺规程设计的衔接,夹具设计应和工序设计统一。 2:所需设计的夹具绝大多数用于零件加工的某一特定工序,在工艺设计的具体内容应与工序设计程序一致,不能相互冲突。 3:设计时要有整体观念。 4:夹具设计有自身的特点:定位,夹紧等各种装置在设计前期是分开考虑的,设计后期通过夹具体的设计将各种元件联系为一个整体。在这个 过程中容易出现工件无法装卸,工件定位出现过定位或欠定位等问题, 因此设计时要考虑周全,整体观念强就会少出现差错,从而提高设计 质量与效率。 零件在工艺规程之后,就要按工艺规程顺序进行加工。在加工中除了需要机床、刀具、量具之外,成批生产时还要用机床夹具。它们是机床和工件之间的连接装置,使工件相对于机床获得正确的位置。机床夹具的好坏将直接影响工件加工表面的位置精度。通常把确定工件在机床上或夹具中占有正确位置的过程,称为定位。当工件定位后,为了避免在加工中受到切削力、重力等的作用而使工件的既有位置遭到破坏,还应该用一定的机构或装置将工件加以固定。使工件在加工过程中保持定位位置不变的操作,称为夹紧。将工件定位、夹紧的过程称为装夹。
设计的目的及意义
二、设计的目的及意义(一)设计目的: 母线的材质为TMY型铜排(简称铜母线),也可以用铜芯塑料绝缘线BYR、BV型作母线(简称绝缘母线)。选作母线的铜芯塑料绝缘线,本身塑料绝缘层不应受到损伤,也不允许塑料绝缘层硬化、开裂。选作母线的铜排,本身不应有严重的凹坑、划痕、气孔、起皮、裂纹等现象。 低压开关柜一般采用铜母线及绝缘铜母线。当用户对母线的规格有明确要求时,按用户要求选择母线规格。低压开关柜一次回路中有几种额定电流不一致的电器元件,按下列原则选择铜母线的规格。 1)回路中有接触器按接触器的额定电流选 2)回路中有闸刀和熔断器的规格及额定电流选 3)回路中有闸刀和空气开关按空气开关额定电流 选。 最终目的要实现高低压成套开关设备,配电箱的零地保护排及主支路连接排安全稳定符合元器件额定电流的需要,更符合客户要求选择母线规格。
(二)设计意义 完善和巩固原有的工艺要求及规程,在现有的技术上,引进流水线设备,先进的加工工艺设备,完善原有的工艺,避免返工是生产一流产品的坚实有力的保障,以优异的工艺设计,优异的质量闻名,赢得广大客户的信赖。“传导工艺动力,负载民希望”的历史使命,以技术为风帆,以优秀的工艺技术打造出自己的品牌。勇于突破传统观念的束缚,能够提出新的创见、作出新的发现,将新的想象力及创造力尽可能展现出来。不安现状、要求超越自己,为求精益求精,日益更新。通过与他人讨论来搜集各种观点,从而总结、思考自身在该领域的经验。在当今社会,技术创新是创新主体意识,有预期地引发和实践技术与经济结合的过程。作此设计有助于我对相关理论的进一步巩固和完善。也对我今后从事事业工作奠定一定的基础。
铣床夹具设计
铣床夹具设计 地方及周边地区的快速发展需要越来越多的实用型应用型人才。高等职业教育根据“必须、够用”原则培养出一大批能把科学发现转化应用技术,把产品设计转化为工艺流程,把宏观决策转化为微观管理的技术型和管理型的人才。正是在这种背景下,我们为全面提升自身的知识结构、能力结构和素质结构进行此次毕业设计。 毕业设计是继专业基础课程如机械制造工艺学、工程力学、机械设计、差与技术测量、夹具设计等之后,并在一定生产实习的基础上进行的一个教学环节,要求我们综合运用所学知识,根据零件的结构特点和产品的加工要求,进行加工工艺规程和夹具的设计。 机床夹具是保证机械产品质量高、数量多、成本的一种极重要的工艺装备。其主要作用是:可靠地保证工件的加工质量,提高加工效率,减轻劳动强度,充分发挥和扩大机床的工艺性能。 机床夹具设计是工艺装备设计的重要组成部分。一个好的设计,应能稳定地保证工件的加工质量,生产效率高,成本低,排屑方便,操作安全、省力,制造、维护容易等其衡量指标。 本人设计的课题是气缸体工艺及其液压夹紧铣床夹具设计。原始数据及设计要求见设计任务书。 通过本次毕业设计,我能够综合的运用机械制造工艺学中的基本知识和理论,结合生产实习中的实践知识,独立地分析和解决工艺问题,已初步具备设计一定复杂程度的零件的工艺规程能力和运用夹具设计的基本原理和方法.拟订夹具 设计方案,完成夹具结构设计的能力,并熟悉和运用相关手册、图表等技术资料及编写技术文件等技能的一次综合训练的机会,为今后从事的工作打下良好的 基础。 作为一名高职院校的学生,我深知自己知识、能力和经验的不足,正是这种不足让我在今后的工作中更加谦虚谨慎、脚踏实地、不断进步,敬请各位老师多多指教。
1课题设计目的及意义
1课题设计目的及意义 1设计的目的 随着科学技术的快速发展,超声波将在测距仪中的应用越来越广。但就目 前技术水平来说,人们可以具体利用的测距技术还十分有限,因此,这是一个正在蓬勃发展而又有无限前景的技术及产业领域。展望未来,超声波测距仪作为一种新型的非常重要有用的工具在各方面都将有很大的发展空间,它将朝着更加高定位高精度的方向发展,以满足日益发展的社会需求,如声纳的发展趋势基本为:研制具有更高定位精度的被动测距声纳,以满足水中武器实施全隐蔽攻击的需要;继续发展采用低频线谱检测的潜艇拖曳线列阵声纳,实现超远程的被动探测和识别;研制更适合于浅海工作的潜艇声纳,特别是解决浅海水中目标识别问题;大力降低潜艇自噪声,改善潜艇声纳的工作环境。无庸置疑,未来的超声波测距仪将与自动化智能化接轨,与其他的测距仪集成和融合,形成多测距仪。随着测距仪的技术进步,测距仪将从具有单纯判断功能发展到具有学习功能,最终发展到具有创造力。在新的世纪里,面貌一新的测距仪将发挥更大的作用。 2设计的意义 随着科技的发展,人们生活水平的提高,城市发展建设加快,城市给排水系统也有较大发展,其状况不断改善。但是,由于历史原因合成时间住的许多不可预见因素,城市给排水系统,特别是排水系统往往落后于城市建设。因此,经常出现开挖已经建设好的建筑设施来改造排水系统的现象。城市污水给人们带来了困扰,因此箱涵的排污疏通对大城市给排水系统污水处理,人们生活舒适显得非常重要。而设计研制箱涵排水疏通移动机器人的自动控制系统,保证机器人在箱涵中自由排污疏通,是箱涵排污疏通机器人的设计研制的核心部分。控制系统核心部分就是超声波测距仪的研制。因此,设计好的超声波测距仪就显得非常重要了。这就是我设计超声波测距仪的意义。 2. 设计思路 1 硬件电路设计 硬件电路的设计主要包括单片机系统及显示电路、超声波发射电路和超声波检测接收电路三部分。单片机采用AT89C51或其兼容系列。采用12MHz高精度的晶振,以获得较稳定时钟频率,减小测量误差。单片机用P1.0端口输出超声波换能器所需的40kHz的方波信号,利用外中断0口监测超声波接收电路输出的返回信号。显示电路采用简单实用的4位共阳LED数码管,段码用74LS244
夹具设计方法及步骤
夹具设计方法及步骤 一、设计前的准备工作 1.生产纲领;(中批生产)--手动专用夹具 2.零件图及工序图;(工艺卡上的工序简图) 3.工序内容; (1)工序的具体内容 (2)工序的精度要求 (3)已加工的表面 二、夹具总体方案的确定 1.定位方案 根椐定位基准面的形状与尺寸,首先选用标准定位元件,若无合适的,可参照标准定位元件自行设计。(参考夹具设计手册) 2.夹紧方案 首先选用典型的夹紧机构,若无合适的,可参照典型的夹紧机构自行设计。(参考夹具设计手册) 3.夹具的型式 在满足要求的前提下,选用的标准件越多越好,夹具越简单越好。 例:车床支架 三、夹具装配草图的绘制 1.绘制工件图: 在可能的情况下,应该按1:1的比例绘出工件的三面投影图。线型用细的双点划线,表示工件的假想位置。工件应该是“透明”的,不遮挡夹具有关部分。同时工件图只需绘出外形轮廓,以及与定位、夹紧有关部分,其他细部均可略去。
2.绘制定位元件: 在绘制好工件轮廓图后,就可以按预定的定位方案,选用合适的标准定位元件,或是设计特殊定位元件,并合理布置,绘制成图。 3. 绘制导向元件及其他元件: 画好定位元件后,便可进行导向元件、对刀元件、分度元件及有关装置的设计及绘图。 钻套与工件间距离:钢h =(0.7~1.5)d 铁h =(0.6~0.7)d 4. 设计夹紧机构:
根据确定的夹紧方案,参考有关资料,按照夹紧力的大小,决定夹紧机构的尺寸及具体结构。 5. 绘制夹具体: 当夹具的有关元件、机构、装置设计好了之后,最后用夹具体把它们联接起来,形成一个有机的整体。夹具体有铸造及焊结两大类。 四、绘制夹具的装配图及零件图 夹具草图画好后,应该经过审定修改,然后便可绘制正式的装配图,并拆出零件图。在夹具装配图上,应该标注下列尺寸、偏差及配合。 1.轮廓尺寸,及夹具的长、宽、高尺寸。 2.配合尺寸及配合种类。夹具上有配合要求的部位,均应标注其公称尺寸及配合种类。 3.联系尺寸及偏差。夹具上各个定位元件之间,定位元件与导向元件、对刀元件、定向键之间,各导向元件之间等等,一般都有严格的尺寸要求,应该标注出它们的尺寸及偏差。联系尺寸的公差,一般按工件相应公差的(1/2 - 1/3)选取。其位置精度要求也按工件要求的位置公差的(1/2 - 1/3)选取。
浅谈包装设计的目的及作用#精选.
浅谈包装设计的目的及作用 浅谈包装设计的目的及作用近年来,笔者见到以营养保健品为代表的“高级”礼品盒,一般都是包装豪华、价格不菲,然而,打开层层叠叠的包装后,里面的实际内容却与其不菲的价格相去甚远。礼品盒的过度包装,令笔者大有“买椟还珠”之叹,其包装物不仅华而不实,更重要的是里里外外的多层包装超过有效内容的十几倍还多,剥离后的废弃物一大堆。无独有偶,据报刊披露,某市工商部门在对几家经营海产品礼盒的商店检查时发现,包装精美漂亮的礼品盒打开后,里面竟然分成好几层,顶层是极少量的粉红色大海米,下面是一层红色塑料薄膜和一层海绵,再下面居然全是厚厚的六层纸板,填满了整个包装盒。经质检人员检查,这种海米从表面看好像是满满的,里面都是大量的海米碎渣,正品的数量极少,实际重量只有一两左右,并且经过严重污染,食用后会对人体健康造成危害。不仅是海米,一些鱼干和虾干的礼盒也是在卖纸板,通过巧妙的包装,这些礼盒看上去“物美价廉”,但是撕去伪装,这些标价15 元的海产品实际价值不足5 元,真是害人不浅。其实,上述现象在市场上其它商品中无处不在。这种已经引起消费者普遍反感的过度包装和卖“皮”现象,说到底 2 就是商家挖空心思赚取消费者的昧心钱。人要穿衣,货要包装,对商品进行科学、简易的包装,并将包装成本适当加入商品价格中,本无可非议,但不能让包装物价格超过商品本身价格成倍甚至几倍。顾客花钱买的是商品,而不是购买拿回去当做垃圾扔掉的包装物,许多包装费用大大超过商品本身的价值,消费者岂能没有怨言?这种存心坑害消费者的生产和经营行为,所带来的问题和后果是既误导了消费者,增加了消费者的经济负担,使人们的消费权益受到损害,又浪费了资源,污染了环境,致使生活垃圾泛滥成灾。产品需要包装,但包装要讲求科学和美学,更要根据消费者的心理和需要去设计和制造包装物。无论是外包装和内包装,只要包装精美独特,在国家有关法规限定的范围内缜密设计,不给消费者造成额外的经济负担,才会受到消费者的欢迎。 最新文件仅供参考已改成word文本。方便更改如有侵权请联系网站删除 1 / 1word.
铣床传动后箱体铣削孔面夹具及加工工艺设计
毕业设计(论文) 题目铣床传动后箱体铣削孔面夹具及加工工艺设计 作者 学院 专业 学号 指导教师 二〇一三年五月十四日
铣床传动后箱体铣削孔平面 夹具及加工工艺设计 摘要 本设计是铣床传动后箱体零件的加工工艺规程及一些工序的专用夹具设计。铣床传动后箱体零件的主要加工表面是平面及孔系。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。 基准的选择分为粗基准和精基准,粗基准选择首先保证工件某重要表面的余量均匀,表面应平整,没有浇口或飞边等缺陷,而且只能用一次,以免产生较大的的位置误差。应选择该表面作粗基准。精基准的选择应尽可能使各个工序的定位都采用同一基准,当精加工或光整加工工序要求余量小而无效均匀时,应选择加工表面本身作为精基准。 机械夹具在我国的发展前景是十分广泛,有着很大的发展空间。机械夹具的要求结构简单,使用方便,制造精度高。就本次设计而言,整个加工过程均选用组合机床。夹具选用专用夹具,夹紧方式多选用气动夹紧,夹紧可靠,机构可以不必自锁。因此生产效率较高。适用于大批量、流水线上加工。能够满足设计要求。 关键词工艺路线;卡具设计;工序
After Milling Machine Drive Box-plane Kaju Milling and Processing Technology Design Abstract The design is about the After milling machine transmission box of the machining technology process and some working procedures of the car gearbox parts. The main machining surface of the car gearbox parts is the plane and a series of hole. Generally speaking, to guarantee the working accuracy of the plane is easi er than to guarantee the hole’s. So the design follows the principle of plane first and hole second. And in order to guarantee the working accuracy of the series of hole, the machining of the hole and the plane is clearly divided into rough machining stage and finish machining stage. The supporting hole of the input bearing and output bearing is as the rough datum. And the top area and two technological holes are as the finish datum. Benchmark rude into the choice of benchmarks and fine benchmark crude benchmark choose first guarantee an important part of a uniform surface of the cushion, the surface should be formed, no gate or fly-defects, and can only be used once, so as to avoid the larger Location error. The surface should be selected for the benchmark crude. The benchmark should be fine choices as possible so that all processes are targeting the same benchmark, when finishing or finishing processes require uniform cushion small and ineffective, should choose the surface itself as a fine processing base. Mechanical fixture in China's development prospects are very wide, has a lot of room for development. The requirements of mechanical fixture structure is simple, easy to use, manufacture of high precision. On this design,special-purpose clamping apparatus are used in the whole machining process. The clamping way is to clamp by pneumatic and is very helpful. The instruction does not have to lock by itself. So the product efficiency is high. It is applicable for
毕业设计的目的
毕业设计的目的:1、满足学生基本专业知识教育的基础上进一步培养学生的理论联系实际独立思考分析问题和解决问题的能力全面提高学生的专业水平2、通过毕业设计学生受到一次全面的独立的和系统的专业技术训练从而掌握矿井通风系统设计的内容方法步骤为今后打下基础3、进一步提高学生使用AutoCAD等绘图工具编制煤矿矿井通风图件和文字报告的能力4、培养学生收集煤矿通风安全资料、运用煤矿通风安全资料和参考资料解决实际问题的能力 毕业设计的任务:每个学生独立完成一个矿井从巷道开拓到通风系统及安全技术措施的全部设计和编辑工作 毕业设计具体要求:1、每人提交一份完整的通风系统设计2、该项设计要严格按照生产矿山的标准进行设计和审核3、对设计内容,要求做到目的、任务明确,方案合理,依据充分,布置得当4、设计中药勤学好问善于独立思考按照自己的思路提出有创见爱你的切合实际的设计5、设计图纸必须按照指定的规格和要求分别用手绘和计算机绘图工具软件完成6、设计必须按时独立完成 采区巷道布置:(一)确定采区的各种巷道及硐室布置方式:1、联合布置采区与分层布置采区巷道的确定:只布置集中上山布置集中上山与集中平巷2、采区上(下)山布置、数目的确定3、区段平巷的布置:1、分层布置2、集中布置:一煤一岩集中平巷双煤机轨合一双岩机轨单巷交错布置4、上山与区段平巷、集中区段平巷和煤层区段平巷的联络方式:石门联系斜巷联系立眼联系根据具体条件采用“混合式”联系5、采区车场形式的确定(二)确定采区巷道布置可行性方案:1、巷道硐室开拓准备工程量的大小掘进速度施工费用施工期限2、巷道维护的难易程度,维护工程量及维护费用多少3、使用机电设备的多少、设备利用率高低,辅助人员多少4、生产系统合理性5、煤柱多少煤炭回收率的高低6、开采程序是否合理及接替关系7、劳动条件及安全方面8、生产成本高低 影响采区尺寸的因素:1、地质条件:地质构造、煤层及围岩稳定程度、自然发火再生顶板形成时间煤层倾角2、生产技术条件:区段平巷运输设备。设备搬迁。采区供电 3、经济因素 阶段大巷布置:运输方式:轨道运输胶带输送机运输布置方式:分层运输大巷集中运输大巷和分组集中运输大巷 采煤方法:1、根据地质条件煤层赋存条件开采技术条件发展趋势以安全高效低成本高回收率2、大型矿井以综合机械化采煤工艺为主3、设计生产能力3mt/a 矿井条件适宜采用先进成套综采设备设计高产高效采煤工作面 通风开采水平的确定:具有合理的阶段斜长具有合理的区段数目有利于采区的正常接替要保证开采水平有合理的服务年限及足够的储量经济上有利的水平垂高 煤层等底板线的作用:分解煤层产状及地质构造储量计算储量计算矿井设计断层位置预矿井通风系统设计的依据:1、将足够的新鲜空气送进井下工作场所保证安全生产和劳动条件2、通风系统简单风流稳定易于管理具有抗灾能力3、发生事故时风流容易控制人员好撤离4、符合规定的井下环境及安全监测系统5、系统投资省营运费用低综合效益好瓦斯抽采系统依据:《煤矿瓦斯抽放规范》《煤矿瓦斯抽采工程设计规范》《煤矿瓦斯抽采基本指标》《煤矿安全规程》《矿井抽放瓦斯设计手册》 抽放瓦斯的必要性分析:1、采煤工作面抽放瓦斯必要性分析掘进工作面抽放瓦斯的必要性分析可行性分析:1、开采层抽放瓦斯的可行性2、临近层抽放瓦斯的可行性3、煤层抽放瓦斯难易程度分类(容易抽放、可以抽放、较难抽放)判断抽放瓦斯的可行性 瓦斯抽采方法:未卸压抽放、采动卸压抽放、人为卸压抽放、邻近煤层瓦斯抽放、采空区瓦斯抽放、围岩瓦斯抽放(矿井集中抽放瓦斯系统地面钻孔抽放瓦斯系统井下移动式抽放我瓦斯系统)
专用铣床液压系统设计
一台专用铣床的铣头驱动电机的功率N= 7.5KW ,铣刀直径D=120mm,转速n=350rpm,工作台重量G1=4000N,工件及夹具重量G2=1500N,工作台行程L=400mm,(快进300mm,工进100mm)快进速度为4.5m/min,工金速度为60~1000mm/min,其往复运动和加速(减速)时间t=0.05s,工作台用平导轨,静摩擦系数fs=0.2,动摩擦系数fd=0.1。设计其液压控制系统。 二.负载——工况分析 1. 工作负载 2. 摩擦阻力 3. 惯性负荷 查液压缸的机械效率 0.9 cm η=,可计算出液压缸在各工作阶段的负载情况,如下表 表1所示: 表1 液压缸各阶段的负载情况
三.绘制负载图和速度图 根据工况负载和以知速度1v 和2v 及行程S ,可绘制负载图和速度图,如下图(图1、 图2)所示: 图1(负载图) 图2(速度图) 四.初步确定液压缸的参数 1. 初选液压缸的工作压力。 查各类液压设备常用工作压力初选, 2.计算液压缸尺寸。 选用差动液压缸,无杆腔与有杆腔的有效面积为12 2A A =;回油路上有背压阀或调压 阀,取背压 52810p Pa =?;回油管路压力损失 5 510p Pa ?=?。 按JB2183—77取标准值 D=50mm 活塞杆的直径d 为:0.70.75035d D mm ==?= 由此求得液压缸的实际有效工作面积 3.液压缸工作循环中各阶段的压力、流量和功率的计算值如下表2所示: 表2 液压缸所需的实际流量、压力和功率
4.液压缸的工况分析 选择调速回路由图1可知,这台机床液压系统功率较小,滑台运动速度低,工作负载为阻力负载且工作中变化小,故可选用进口节流调速回路。为防止铣完工作时负载突然消失引起运动部件前冲,在回油路上加被压阀。由于系统选用节流调速方式,系统必然为开式循环系统。 (1)选择油源形式从工况图可以清楚看出,在工作循环内,液压缸要求油源提供快进、快退行程的低压大流量和工进行程的高压小流量的油液。最大流量与最小流量之比=0.4/(1.58×10-2)≈25:其相应的时间之比 (t 1+t 2 )/t 2 =(3.3+5.3)/90=0.096。这表明在一个工作循环中的大部分时间都处于 高压小流量工作。从提高系统效率、节省能量角度看来,选用单定量泵油源显然是不合理的,为此可选用限压式变量泵或双联叶片泵作为油源。考虑到前者流量突变时液压冲击较大,工作平稳性差,且后者可双泵同时向液压缸供油实现快速运动,最后确定选用双联叶片泵方案。 (2)选择快速运动和换向回路本系统已选择液压缸差动连接和双泵供油两种快速运动回路实现快速运动。考虑到从工进转快退时回油路流量较大,故选用换向时间可调的电液换向阀式换向回路,以减小液压冲击。由于要实现液压缸差动连接,所以选用三位五通电液换向阀。 (3)选择速度换接回路由于本系统滑台由快进转为工进时,速度变化大 (v 1/v 2 =4.5/0.1≈45),为减少速度换接时的液压冲击,选用行程阀控制的换接回 路。 (4)选择调压和卸荷回路在双泵供油的油源形式确定后,调压和卸荷问题都已基本解决。即滑台工进时,高压小流量泵的出口压力由油源中的溢流阀调定,无需另调压回路。在滑台工进和停止时,低压大流量泵通过夜空顺序阀卸荷,高压小流量泵在滑台停止时虽未卸荷,但功率损失较小,故可不需要再设卸荷回路。 图3 整理后的液压系统原理图 将上面选出的液压基本回路组合在一起,并修改和完善,就可得到完整的液压系统工作原理,如图3所示。在图3中,为了解决滑台工进时进、回油路串通使系统压力无法建立的问题,增设了单向阀6。为了避免机床停止工作时回路中
机床夹具练习题
机床夹具练习题 一、判断题:下列判断题中正确的打“√”,错误的打“×”。 ()1工件定位的目的是使同一批工件逐次放入夹具中都能占有同一正确的位置。 ()2只要工件夹紧,就实现了工件的定位。 ()3采用辅助支承或工艺肋装夹薄壁工件时,只要夹紧力的作用点和支承点相对应时,才 能防止工件的变形。 ()4六个自由度是工件在空间不确定的最高程度。 ()5工件定位时,一个支承点只能限制一个自由度,两个支承点必然限制两个自由度,以 此类推。 < ()6部分定位时一般不允许,而欠定位是绝对不允许的。 ()7工件的六个自由度全部被限制,使它在夹具中只有唯一正确的位置,这种定位称为完 全定位。 ()8为保证工件在加工过程中牢固可靠,夹紧力越大越好。 ()9用七个支承点定位,一定是重复定位。 ()10部分定位时,工件被限制的自由度数少于六个,所以会影响加工精度。 ()11夹具夹紧装置的夹紧力既不能太大,也不能太小,要适当。 ()12夹紧力的方向应尽量与切削力的方向垂直,以减少工件在加工时的振动。 ()13夹紧装置中,螺旋压板夹紧装置的结构最简单,夹紧最可靠。 ()14螺旋压板夹紧装置的压板,其穿螺钉的孔被铣成腰形孔,所以装卸工件非常方便。 ¥ ()15在花盘、角铁上装夹工件时,需要装上平衡块以获得平衡。 ()16在数控车床上装夹工件时,应尽量选用专用夹具。 ()17用三爪自定心卡盘夹持较长工件时,能限制五个自由度。 ()18用一夹一定装夹时,后定尖能限制工件的四个自由度。 ()19用短圆柱销定位时,能限制工件的两个自由度。
()20用花盘或花盘角铁装夹工件时,花盘和花盘角铁属于专用夹具。 ()21欠定位不能保证工件的定位精度,因此是绝对不允许的。 ()22夹紧力的方向应尽量与切削力方向一致,这样可减少工件的振动。 ()23组合夹具具有灵活多变的特点,能较迅速地组装成所用夹具。 ()24由于专用本身精度较高,所以工件装夹后不需调整既可进行加工。 : ()25一批工件在夹具中的实际位置,将在一定范围内变动,工件在夹具中位置的变动量 叫定位误差。 ()26工件以内孔定位时,常采用的定位元件是心轴。 ()27组合夹具组装好后,应仔细检查夹具的总装精度(包括尺寸精度、位置精度)合格 后方可交付使用。 ()28尽可能采用设计基准或装配基准为定位基准。 ()29欠定位既能简化夹具结构,又能保证加工质量。 ()30在机床夹具定位中,过定位是绝对不允许出现的。 二、单项选择题:下列每题中有多个选项,其中只有一个是正确的,请将正确 答案的代号填在括号内。 ()1夹紧力的方向应尽量于工件的主要定位位置。 ) A平行B垂直C倾斜D相交 ()2夹紧力的方向应尽量与切削力的方向保持。 A垂直B倾斜C相交D一致 ()3能够保持工件在夹具中占有正确位置的是装置。 A定位B夹紧C辅助D车床 ()4在车床上用于装夹工件的装置称为。 A车床夹具B专用夹具C机床夹具D通用夹具 ()5决定某种定位方法属于几点定位,主要根据是。 A有几个支承点与工件接触B工件被限制了几个自由度 C工件需要被限制几个自由度D夹具采用了几个自由度 … ()6车削是用带有台阶的心轴定位,可限制个自由度。 A三B四C五D六
道路与桥梁毕业设计开题报告(意义)
河南理工大学本科毕业设计(论文)开题报告 题目名称 专业班级学号 学生姓名 一、选题的目的和意义 大学本科毕业设计是本科教学大纲最后一个重要环节,也是我们以后工作实践的理论依据。本次设计基于在大学期间的有关专业知识和基础知识。应用所掌握的专业知识设计经济、安全、美观的一级公路是我这次选题的主要目的,同时这次选题的意义如下: 1、综合运用在大学阶段所学的基础知识和专业知识,进行公路设计,重点解决路线、路基及防护、路面等道路主要工程的设计能力; 2、培养学生的主动性、创造性等独立工作的能力,同时培养我们的科技论文写作的能力; 3、提高对工程进行施工组织能力、进行工程量计算和对工程造价进行分析计算及解决的能力; 4、培养学生进行调查研究和综合分析问题的能力,培养学生使用技术资料、提高计算、绘图和编写技术的能力; 5、培养综合运用理论知识和专业知识的基本技能,提高分析与解决实际问题的能力,为毕业后尽快适应社会工作奠定基础。 6、培养学生建立理论联系实际、严谨踏实的科学作风和工程技术人员在工程建设施工中必
须具备的全局观点和经济观点; 7、通过毕业设计,使各方面的知识系统化,实践化,锻炼我们调查研究,收集资料查阅资料及阅读文献的能力,也可培养自身的独立操作能力,以及与组内成员的协作意识 二、国内外研究综述 在做这次课程设计以前我查了一些资料对公路设计有了一初步的了解,道路是一条带状的三维结构物,它涉及人、车、路和环境等诸多因素的影响和约束。它与道路交通特性、驾驶者的心态与道路几何设计都有着密切的关系,这就要求在设计时要深入调查、综合研究各方面产生的作用,从而设计出技术先进、方案合理、坚固耐用、经济节约的道路。随着公路建设的发展和不断壮大,道路设计和施工在很多方面都取得了进步。当前,我国公路建设正在快速发展,新材料,新技术,新标准及时被广泛采用,大大地提高了公路设计水平和工程质量。(RR300改性沥青、垃圾混凝土、石灰、粉煤灰、乳化沥青、矿渣、土工织物等在我国公路工程建设中逐步推广应用,出现了新材料应用的高潮。)而且在今天,3.4万多公里的高速公路和总量达185.6万公里的全国公路网正在为中国经济和社会发展提供着便捷,高效率的运输服务。2004年12月17日,国家高速公路网规划已经国务院审议通过,规划出台将对中国经济,社会的发展以及公众的生活方式和质量产生重大而深远的影象,必将成为中国高速公路长远发展和交通运输现代化的战略蓝图,标志着中国高速公路发展进入了新的历史阶段。快捷便利的交通运输网的逐步形成,将成为我国全面建设小康社会构筑坚实的腾飞跑
液压自定心夹紧夹具设计
2013届本科毕业设计(论文) 目录 中文摘要 (3) 一、课题介绍及解决方案 (4) 1.1理论分析 (4) 1.2解决方案 (5) 1.3方案选择 (5) 二、液压自定心自动夹紧夹具设计 (6) 2.1液压自定心自动夹具的主要作用 (6) 2.2液压自定心自动夹具的基本要求 (6) 2.3液压系统简介 (6) 2.4液压自定心自动夹紧夹具设计 (7) 2.5液压自定心自动夹紧夹具的使用原理 (8) 三、结论 (9) 致谢 (10) 参考文献 (11) 附录 (12)
摘要 装备制造业是为国民经济、国家安全提供装备,为人民物质文化生活提供丰富产品的制造业。 在装备制造业中,机械零件的加工是最基础、最根本的。随着社会的进步,设计出来的机器越来也精密,随之而来的机械零件的加工也越来越复杂、困难。随着数控加工的普及,加工困难得到了缓解,同时出现了另一个问题——加工效率。在当代的社会环境中,机械零件的加工领域一直有两个永恒不变的话题——质量和效率。要想提高质量和效率,夹具起到了很大作用,自动夹具由于采用自动夹紧,消除了人为因素,使零件加工过程变得简单、稳定。自定心自动夹具的设计和应用,对机械零件加工的效率得到了很大的提高,由于消除了人为因素,机械零件的质量也有了保障。 关键词:装备制造业、数控加工、质量、效率、自动夹具
自动夹紧装置设计 Abstract Equipment manufacturing industry is the national economy, national security equipment manufacturing, to provide rich products for the people's material and cultural life. In the equipment manufacturing industry, mechanical parts machining is the most basic, most fundamental. Along with society's progress, design out of the machine and precision processing machinery parts, it is more and more complicated, difficult. With the popularization of NC machining, processing difficulty has been eased, but there was another problem -- the processing efficiency. In the contemporary social environment, processing machinery parts has two eternal topic -- quality and efficiency. In order to improve the efficiency and quality of fixture, played a big role, automatic clamp with automatic clamping, eliminate human factors, so that the machining process becomes simple, stable. Design and application of self-centering automatic fixture, the efficiency of the mechanical parts processing has been greatly improved, due to the elimination of human factors, mechanical parts quality has safeguard. Keywords: equipment manufacturing, NC machining, quality, efficiency, automatic fixture
《机床夹具设计》夹紧装置设计
模块3夹紧装置设计 【知识目标】 机床夹具夹紧装置的组成和基本要求; 夹紧装置中夹紧力大小、方向及作用点的基本确定方法; 基本夹紧机构(斜楔夹紧机构、螺旋夹紧机构、偏心夹紧机构、铰链夹紧机构)等工作特性。 【技能目标】 掌握联动夹紧机构、定心夹紧机构以及夹紧动力装置的应用; 掌握专用夹具夹紧装置设计的基本方法及应用; 培养学生查阅“设计手册”和资料的能力,逐步提高学生处理实际工程技术问题的能力。 【任务描述】 机械加工过程中,被加工的工件常会受到切削力、离心力、重力、惯性力等的作用,在这些外力作用下,要使工件仍能在夹具中保持已由定位元件所确定的加工位置,而不致发生振动或偏移,保证加工质量和生产安全,夹紧装置的设计尤为重要,一般夹具结构中都必须设计夹紧装置将工件可靠夹牢。同时夹紧装置的结构合理性、装卸快捷性及使用的安全性等因素对于工件的加工的质量有重要的影响。 如图3-1所示,需要加工摇臂零件φ18H7孔,本任务就是根据加工要求设计一套专用夹具的夹紧机构来满足孔φ18H7的加工要求。 图3-1加工摇臂零件φ18H7孔 【任务分析】 图3-1为加工摇臂零件φ18H7孔的工序图,要求根据加工工艺要求设计该零件的夹紧装置。首先要分析在加工φ18H7孔时,需要限制该零件哪几个自由度,既确定工件的定位基准;其次要根据夹紧装置的基本要求,来确定夹紧的三要素(大小、方向、作用点),并且根据常见夹紧装置的结构及生产现场的情况初步确定夹紧装置的结构特点。最后要对夹紧装置进行误差分析和相关特性分析。 【任务引导】 (1)工件定位与夹紧概念是什么?工件夹紧是由什么装置实现的? (2)机床夹具夹紧装置的组成和基本要求是什么? (3)夹紧力确定的基本原则是什么? (4)基本夹紧机构有哪些?主要结构特点是什么? (5)联动夹紧机构的种类有哪些?主要结构特点是什么? (6)定心夹紧机构的种类有哪些?主要结构特点是什么? (7)夹紧动力装置有哪些?主要结构特点是什么? (8)生产现场机床夹具动力装置有哪些? (9)生产现场专用机床夹具气动和液压动力装置组成有哪些?
本次论文设计方案的背景和意义
本次论文设计的背景和意义 1.1我国家用防火报警系统的应用缺陷。 随着城市化建设不断加快,居民住宅向楼宇高层化,单元封闭化,住宅小区化发展。高层建筑有效的利用了空间,节约了城市中本就十分紧张的土地资源。也致使火灾的发生概率也在大幅增加。一旦发生火灾,整幢大楼就像一个大的火炉,而楼梯道各种通风管道和线路竖井都是效果极佳的火筒,从而给灭火施救造成了巨大的难度。在我国,火灾自动报警系统的安装范围主要是《高层民用建筑设计防火规范》、《建筑设计防火规范》规定的场所和部位。而在这些易造成群死群伤的居住密集地甚至部分高层住宅都没有规定安装火灾自动报警系统。我国的报警系统适用范围过小,防范措施不到位。 再一个方面火灾探测器虽然都进行了智能化设计,但由于传感器件探测 的参数较少、火灾现场参数数据库不健全等原因,加之火灾探测器安装环境中的气流、灰尘、电磁场、静电、天气情况、人为干扰等因素,使得火灾自动报警系统难以准确判定粒子(烟气)的浓度、现场温度等指标,造成迟报、误报、漏报情况较多。此外,我国目前使用的智能化火灾自动报警系统主要以集中智能系统为主,巡检速度低,稳定性和可靠性差,不适用于规模庞大的建筑。 我国目前应用的火灾自动报警系统形式基本上以区域火灾自动报警系统、集 中火灾自动报警系统和控制中心火灾自动报警系统为主,安装形式主要是集散控 制方式,自成体系,自我封闭,尚未形成区域性网络化火灾自动报警系统。由于各系统间的资源和服务不能共享,发生火灾时系统不能自动向城市“119”火警受理中心报告,特别是对具体的起火部位、火势大小等火场情况难以用语言来详细表述,这就使消防队不能准确、合理、及时调动兵力处置火情,以至造成不必要的损失。此外,还造成一些硬件的重复投资和人力投资浪费。 1.2未来家用防火报警器应用发展趋势。 未来火灾报警系统主要要求实现网络化、智能化、火灾探测技术的多样化、小型化、无线化和高灵敏性等特定,这样就能全天候的检测现场情况,一旦发生火灾自动报警。火灾自动报警及消防联动系统,作为火灾的先期预报、火灾的及时扑灭、保障人身和财产安全,起到了不可替代的作用。火灾自动报警系统是人们为了早期发现火灾,并及时采取有效措施,控制和扑灭火灾,而设置在建筑物中或其它场所的一种自动消防设施,是人类同火灾作斗争的有力工具。 1.2设计的要求与目的 设计要求:本文设计的系统是一种新型的电子安全报警系统,该系统的设计是将电子探测与智能控制相结合,通过对住宅各个不同部位的不同类 型探测器进行监测与控制,当出现异常情况时报警,以便通知人员 进行响应的处理。实行家庭智能化监控。 本住宅防火报警系统具有以下特点及功能:系统采用模块化设计;前段报警器能够快速、准确地检测到现场的异常状态。并能够可靠地进行火 灾敬请报警。报警完毕后回到警戒状态,等待下一次报警;用户端 自动报警岂可检测探测器或传输线路发生故障;系统开关机采用密
铣床夹具设计
安徽机电职业技术学院 Anhui Technical College Of Mechanical and Electrical Engineering 机床夹具毕业设计任务书 设计题目:汽车摇臂加工工艺及铣夹具设计设计内容: 1、产品零件图 2、产品毛坯图 3、夹具设计装配图 4、夹具设计零件图 5、课程设计说明书 系部机械工程系 专业机械设计与制造 班级机制3111班 学号 1201113061 序号 01 姓名于立国 指导教师鲍光明 日期 2013/11/8
序言 机床夹具课程设计一般安排在完成了大学的全部基础课、技术基础课以及大部分专业课之后。这是进行毕业设计之前的一次综合性复习及理论联系实际的实践训练,对我们的大学生活及以后进入社会参加工作具有重要意义。从中有效地锻炼了我们提出问题、分析问题、解决问题的能力。 我国社会主义现代化要求机械制造工业为国民经济各部门的技术进步、技术改造提供先进、高效的技术装备,它首先要为我国正在发展的产业包括农业、重工业、轻工业以及其它产业提供质量优良、技术先进的技术装备,同时还要为新材料、新能源、机械工程等新技术的生产和应用提供基础装备。 本论文是结合目前实际生产中,通用夹具不能满足生产要求,用通用夹具装夹工件效率低、劳动强度大、加工质量不高,而且往往需要增加划线工序,本论文为钻床专用夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体的设计及加工精度等方面的分析。 本夹具能在加工常规零件的时候使质量进一步提升,并降低劳动强度,能在保证产品质量加工精度的同时批量生产,从而降低生产成本。从而夹具的使用在某种程度上提高实际生产中企业的效益。因而对夹具知识的认识和学习,在今天显的优为重要起来。 由于能力有限,设计中尚有许多不足之处,恳请各位老师给予指导。