常见抽芽预冲孔孔径一览表
常见抽芽预冲孔孔径一览表
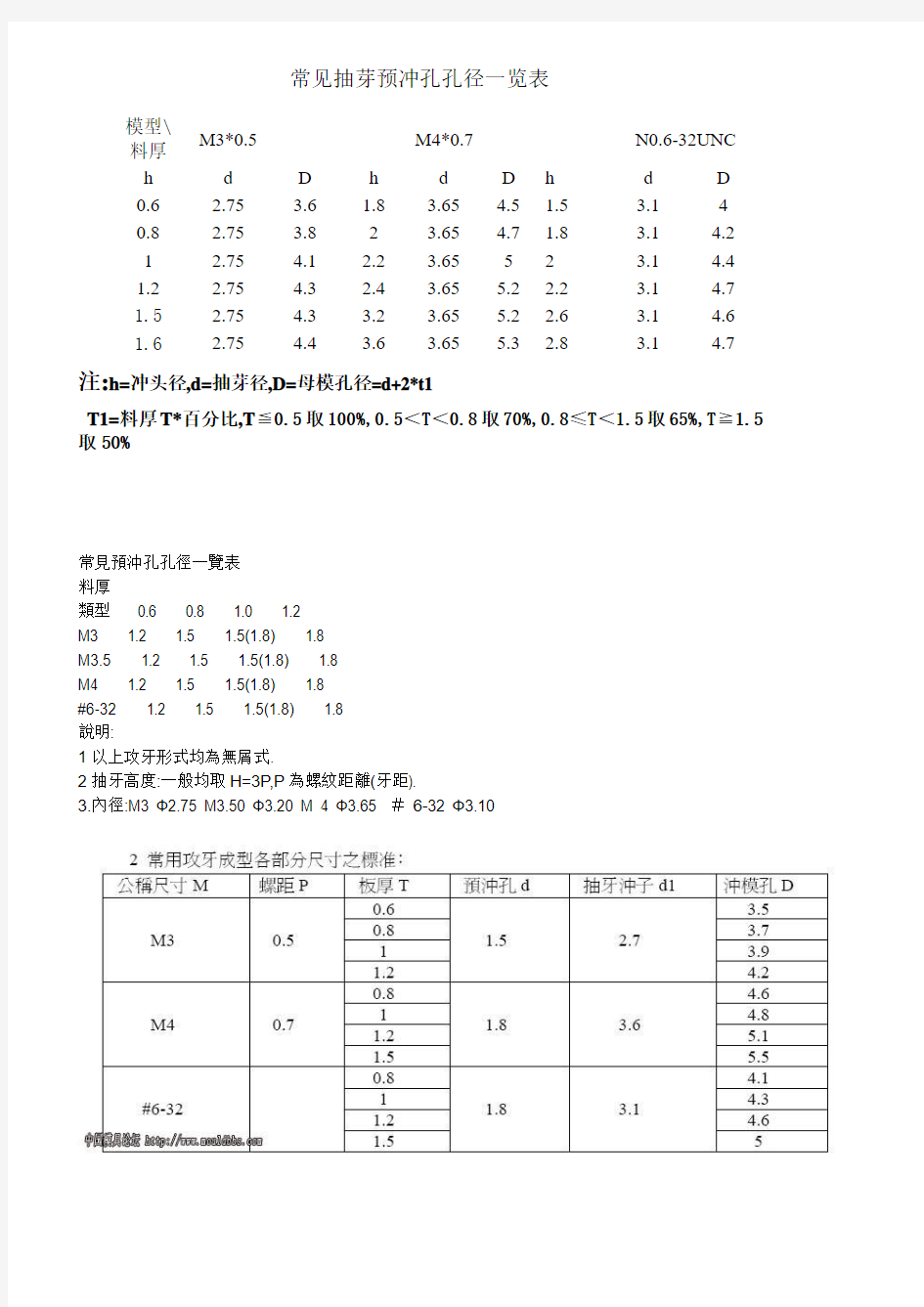
注:h=冲头径,d=抽芽径,D=母模孔径=d+2*t1
T1=料厚T*百分比,T ≦0.5取100%,0.5<T <0.8取70%,0.8≤T <1.5取65%,T ≧1.5 取50%
常見預沖孔孔徑一覽表 料厚
類型 0.6 0.8 1.0 1.2 M3 1.2 1.5 1.5(1.8) 1.8 M3.5 1.2 1.5 1.5(1.8) 1.8 M4 1.2 1.5 1.5(1.8) 1.8 #6-32 1.2 1.5 1.5(1.8) 1.8 說明:
1以上攻牙形式均為無屑式.
2抽牙高度:一般均取H=3P ,P 為螺紋距離(牙距).
3.內徑:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10
模型\料厚 M3*0.5 M4*0.7 N0.6-32UNC h d D h d D h d D 0.6 2.75 3.6 1.8 3.65 4.5 1.5 3.1 4 0.8 2.75 3.8 2 3.65 4.7 1.8 3.1 4.2 1 2.75 4.1 2.2 3.65 5 2 3.1 4.4 1.2 2.75 4.3 2.4 3.65 5.2 2.2 3.1 4.7 1.5 2.75 4.3 3.2 3.65 5.2 2.6 3.1 4.6 1.6
2.75
4.4
3.6
3.65
5.3
2.8
3.1
4.7
滤布孔径对应目数
筛网(网式滤布)的型号和对应的过滤精度 日期:2009-7-16 11:34:52 人气:497 筛网(网式滤布)的型号一般以目数来表示,例如300目,200目等。而每个目数型号都对应一个最大的透过粒径,以下是各目数的对应透过粒径表: .hzhcf./zh-cn/page/default.asp?ID=117 滤布,除尘布,无纺布,滤袋,以及筛网专业提供商——合创过滤技术,是国领先的过滤材
料与过滤解决方案提供商,致力于为全球用户提供创新的固液分离和空气除尘解决方案。 离心过滤中滤布的选用原则 日期:2009-7-16 11:34:56 人气:354 离心机是一种非常常用的过滤设备,在化工等各领域都有广泛使用,而一般离心机都是以滤布作为过滤的介质,本人在长期的使用过程中对此也有一些体会: 1、采用滤布作为离心机过滤介质时,转鼓中装有金属衬网,滤布铺设在衬网上并作固定。由于滤布较软,强度较低,衬网的网孔应小一些,以便有效地支撑滤布、通畅地排出滤液。要求滤布有足够的强度、适宜的孔隙大小和孔隙率,对所处理的物料有耐腐蚀性,并有一定的耐磨性。滤布有三种织法,平纹、斜纹和缎纹,平纹的织法最紧密,斜纹次之,缎纹则较疏,孔隙率依次增加。滤布选择应通过试验确定,各种滤布的特性如下: A、全棉滤布:机械强度、耐磨性和耐温性良好,孔隙小,不受冷稀酸的影响。 B、锦纶滤布:抗强度高,耐磨性特别好,表面光滑,卸渣方便,能抗大多数碱类和任何浓度的有机酸。 C、涤纶滤布:强度及耐磨性良好,耐酸性特强,耐碱性良好。 D、丙纶滤布:耐磨性和耐温性良好,对无机酸有良好的抗蚀性,对弱碱和室温下的强碱有较强的抗蚀性,在浓度低于80%的硫酸不被溶解。 E、尼龙滤布:室温下对于碱和无机酸具有耐蚀性,价格低,但纤维较弱,强度较差。 F、聚氯乙烯滤布:对于各种浓度的强酸和较高温度下的浓碱有良好的饿抗蚀性,表面光滑,便于卸渣。 2、滤布过滤目数(型号)按所分离物料直径确定,一般在选择滤布目数时应稍大于所要截留的颗粒直径,在过滤的初级阶段有少量的小颗粒穿滤,当所截留的较大颗粒搭桥形成滤饼层后,就可以消除穿滤现象,有助于提高过滤效率。 3、滤布建议采用单丝双层复合滤布,过滤面经砑光处理,以减小滤布堵塞的可能和提高滤布的再生性能。
页岩全尺度孔径分布测试方法及特征研究
龙源期刊网 https://www.360docs.net/doc/d36671968.html, 页岩全尺度孔径分布测试方法及特征研究 作者:吴魏 来源:《中国化工贸易·上旬刊》2017年第05期 摘要:本文分别用高压压汞、液氮吸附及低温二氧化碳吸附方法获取了页岩的不同孔径 分布,分析了三种方法的适用范围,获取了页岩全尺度孔径分布。 关键词:页岩;孔径分布;压汞;液氮 目前研究页岩孔隙分布特征的方法主要有电镜扫描、高压压汞、液氮吸附及低温二氧化碳吸附等方法。因此本文旨在用这三种方法测试同一岩样的孔径分布并分析三种孔径分布的特征,研究页岩全尺度孔径分布的特征,为评价及优选有利储层提供技术支持。 1 实验方法 1.1 实验材料 页岩样品取自川南龙马溪组页岩。为排出水分对孔径分布测试的影响及获取样品较为真实的孔径分布,样品取回后在100℃下烘48小时,然后再根据不同实验的要求处理样品。 1.2 实验设备 高压压汞孔径分布实验采用国外引进的Poremaster高压压汞仪器,液氮孔径分布实验采用Autosorb-6B吸附仪,低温二氧化碳孔径分布实验采用Autosorb-IQ吸附仪。 2 高压压汞孔径分布特征 实验发现进汞退汞曲线不重合现象明显,而且进汞饱和度普遍偏低,分布在25%~58%之间,说明巨大的毛管力阻碍了退汞,同时意味着样品存在大量的微孔,而且还存在相当一部分微孔未被汞侵入,因此高压压汞不能得到整个样品的孔径分布。 4块样品的峰值均出现在60nm及800-1000nm左右,说明样品高压压汞孔径分布均呈双峰形态。又因为取样储层的破裂压力约在85MPa左右,同样压力下的汞能进入直径约为20nm的孔隙,因此进汞压力大于85MPa时页岩样品(或孔隙)很有可能被破坏,所以认为孔径小于20nm的孔径分布可信度不高。排除20nm及以下的孔径分布后,发现孔隙体积分布仍然呈双 峰形态,孔隙度越大对应分布曲线的峰值也越大,说明孔径分布特征与孔隙度间存在良好的对应关系,即在孔径大于20nm的范围内高压压汞能有效表征样品的孔径分布特征,而且我们认为具体的适用范围与储层破裂压力密切相关。
常用筛网目数与孔径对照表
常用筛网目数与孔径对照表 内容: 目数,就是孔数,就是每平方英寸上的孔数目。目数越大,孔径越小。一般来说,目数×孔径(微米数)=15000。比如,400目的筛网的孔径为38微米左右;500目的筛网的孔径是30微米左右。由于存在开孔率的问题,也就是因为编织网时用的丝的粗细的不同,不同的国家的标准也不一样,目前存在美国标准、英国标准和日本标准三种,其中英国和美国的相近,日本的差别较大。我国使用的是美国标准,也就是可用上面给出的公式计算。 由此定义可以看出,目数的大小决定了筛网孔径的大小。而筛网孔径的大小决定了所过筛粉体的最大颗粒Dmax。所以,我们可以看出,400目的抛光粉完全有可能非常细,比如只有1-2微米,也完全有可能是10微米、20微米。因为,筛网的孔径是38微米左右。我们生产400目的抛光粉的D50就有20微米。 另外,也可参考
标准筛目数: 1.目是指每平方英吋筛网上的空眼数目,50目就是指每平方英吋上的孔眼是50个,500目就是500个,目数越高,孔眼越多。除了表示筛网的孔眼外,它同时用于表示能够通过筛网的粒子的粒径,目数越高,粒径越小,标准筛需要配合标准振筛机才能准确测定 2. 粉体颗粒大小称颗粒粒度。由于颗粒形状很复杂,通常有筛分粒度、沉降粒度、等效体积粒度、等效表面积粒度等几种表示方法。筛分粒度就是颗粒可以通过筛网的筛孔尺寸,以1英寸(25.4mm)宽度的筛网内的筛孔数表示,因而称之为“目数”。目前在国内外尚未有统一的粉体粒度技术标准,各个企业都有自己的粒度指标定义和表示方法。在不同国家、不同行业的筛网规格有不同的标准,因此“目”的含义也难以统一。目前国际上比较浒用等效体积颗粒的计算直径来表示粒径。以μm或mm表示 标准筛目数|粒度对照表:
目数与孔径对照表
目数与孔径对照表 -9号喜阳阳药典筛(又称标准药筛)的技术参数: 1号筛2000±70um 10目 2号筛850±29um 24目 3号筛355±13um 50目 4号筛250±9.9um 65目 5号筛180±7.6um 80目 6号筛150±6.6um 100目 7号筛125±5.8um 120目 8号筛90±4.6um 150目 9号筛75±4.1um 200目 再补充一下药典筛的要求: 1.筛框均采用医药级SUS304不锈钢材料,壁厚0.6毫米,整体成型坚固耐用,无磁性。 2.筛网由不锈钢编织而成,孔径符合GB600 3.1-1997标准,并经喜阳阳筛网厂家严格检验合格后出厂,能保证任不同批次的同一型号的药典筛具有一致性和互换性。 3.每一个标号的药典筛均由不锈钢筛,筛底和筛盖3部分组成。筛的直径和高度均为标准的200mm*50mm。 常用目数/孔径换算规格:Φ200×50mm 筛孔尺寸:4.75mm, 标准目数:4目筛孔尺寸:4.00mm, 标准目数:5目
目数:7目 筛孔尺寸:2.36mm, 标准目数:8目筛孔尺寸:2.00mm, 标准目数:10目 筛孔尺寸:1.70mm, 标准目数:12目筛孔尺寸:1.70mm, 标准目数:12目 筛孔尺寸:1.18mm, 标准目数:16目筛孔尺寸:1.00mm, 标准目数:18目 筛孔尺寸:0.850mm, 标准目数:20目筛孔尺寸:0.710mm, 标准目数:25目 筛孔尺寸:0.600mm, 标准目数:30目筛孔尺寸:0.500mm, 标准目数:35目 筛孔尺寸:0.425mm, 标准目数:40目筛孔尺寸:0.355mm, 标准目数:45目 筛孔尺寸:0.300mm, 标准目数:50目筛孔尺寸:0.250mm, 标准目数:60目 筛孔尺寸:0.212mm, 标准目数:70目筛孔尺寸:0.180mm, 标准目数:80目 筛孔尺寸:0.150mm, 标准目数:100目筛孔尺寸:0.125mm, 标准目数:120目 筛孔尺寸:0.106mm, 标准目数:140目筛孔尺寸:0.090mm, 标准目数:170目
目数与孔径对照表
目数定义/粒度/孔径对照表 目数的定义: 目数是指每平方英吋筛网上的空眼数目,50目就是指每平方英吋上的孔眼是50个,500目就是500个,目数越高,孔眼越多。除了表示筛网的孔眼外,它同时用于表示能够通过筛网的粒子的粒径,目数越高,粒径越小,标准筛需要配合标准振筛机才能准确测定。 粒度: 粉体颗粒大小称颗粒粒度。由于颗粒形状很复杂,通常有筛分粒度、沉降粒度、等效体积粒度、等效表面积粒度等几种表示方法。筛分粒度就是颗粒可以通过筛网的筛孔尺寸,以1英寸(25.4mm)宽度的筛网内的筛孔数表示,因而称之为“目数”。目前在国内外尚未有统一的粉体粒度技术标准,各个企业都有自己的粒度指标定义和表示方法。在不同国家、不同行业的筛网规格有不同的标准,因此“目”的含义也难以统一。目前国际上比较流行用等效体积颗粒的计算直径来表示粒径,以μm或mm表示。 目数/粒度对照表: 英国标准筛 (目) 美国标准筛 (目) 泰勒标准筛 (目)国际标准筛 (目)微米对照 毫米对照 4 5 5 — 4000 4.00 6 7 7 280 2812 2.81 8 10 9 200 2057 2.05 10 12 10 170 1680 1.68 12 14 12 150 1405 1.40 14 16 14 120 1240 1.20 16 18 16 100 1003 1.00 18 20 20 85 850 0.85 22 25 24 70 710 0.71 30 35 32 50 500 0.50 36 40 35 40 420 0.42 44 45 42 35 355 0.35 52 50 48 30 300 0.30 60 60 60 25 250 0.25 72 70 65 20 210 0.21 85 80 80 18 180 0.18 100 100 100 15 150 0.15 120 120 115 12 125 0.12 150 140 150 10 105 0.10 170 170 170 9 90 0.09 200 200 200 8 75 0.075 240 230 250 6 63 0.063 300 270 270 5 53 0.053 350 325 325 4 45 0.045 400 400 400 — 37 0.037 500 500 500 — 25 0.025 625 625 625 — 20 0.020
比表面积、孔径分布及孔隙度测定理论方法介绍
气体吸附(氮气吸附法)比表面积测定 比表面积分析测试方法有多种,其中气体吸附法因其测试原理的科学性,测试过程的可靠性,测试结果的一致性,在国内外各行各业中被广泛采用,并逐渐取代了其它比表面积测试方法,成为公认的最权威测试方法。许多国际标准组织都已将气体吸附法列为比表面积测试标准,如美国ASTM的D3037,国际ISO标准组织的ISO-9277。我国比表面积测试有许多行业标准,其中最具代表性的是国标GB/T19587-2004《气体吸附BET法测定固体物质比表 面积》。 气体吸附法测定比表面积原理,是依据气体在固体表面的吸附特性,在一定的压力下,被测样品颗粒(吸附剂)表面在超低温下对气体分子(吸附质)具有可逆物理吸附作用,并对应一定压力存在确定的平衡吸附量。通过测定出该平衡吸附量,利用理论模型来等效求出被测样品的比表面积。由于实际颗粒外表面的不规则性,严格来讲,该方法测定的是吸附质分子所能到达的颗粒外表面和内部通孔总表面积之和,如图所示意位置。 氮气因其易获得性和良好的可逆吸附特性,成为最常用的吸附质。通过这种方法测定的比表面积我们称之为“等效”比表面积,所谓“等效”的概念是指:样品的比表面积是通过其表面密排包覆(吸附)的氮气分子数量和分子最大横截面积来表征。实际测定出氮气分子在样品表面平衡饱和吸附量(V),通过不同理论模型计算出单层饱和吸附量(Vm),进而得出分子个数,采用表面密排六方模型计算出氮气分子等效最大横截面积(Am),即可求出被测样品 的比表面积。计算公式如下: sg:被测样品比表面积(m2/g) Vm:标准状态下氮气分子单层饱和吸附量(ml) Am:氮分子等效最大横截面积(密排六方理论值Am=0.162nm2) W:被测样品质量(g) N:阿佛加德罗常数(6.02x1023) 代入上述数据,得到氮吸附法计算比表面积的基本公式: 由上式可看出,准确测定样品表面单层饱和吸附量Vm是比表面积测定的关键。 测试方法分类 比表面积测试方法有两种分类标准。一是根据测定样品吸附气体量多少方法的不同,可分为:连续流动法、容量法及重量法,重量法现在基本上很少采用;再者是根据计算比表面积理论方法不同可分为:直接对比法比表面积分析测定、Langmuir法比表面积分析测定和BET法比表面积分析测定等。同时这两种分类标准又有着一定的联系,直接对比法只能采用
筛网目数对照表知识讲解
筛网目数对照表
过滤器滤网精度换算 微米10 25 30 40 50 80 100 120 150 200 400 800 1500 3000 毫米0.01 0.025 0.03 0.04 0.05 0.08 0.1 0.12 0.15 0.2 0.4 0.8 1.5 3.0 目数1500 650 550 400 300 200 150 120 100 80 40 20 10 5 目数微米目数微米目数微米目数微米 2.5 7925 12 1397 60 245 325 47 3 5880 1 4 116 5 65 220 425 33 4 4599 16 991 80 198 500 25 5 3962 20 833 100 165 625 20 6 332 7 24 701 110 150 800 15 7 2794 27 589 180 83 1250 10 8 2362 32 495 200 74 2500 5 9 1981 35 417 250 61 3250 2 10 1651 40 350 270 53 12500 1 粉体颗粒大小称颗粒粒度。由于颗粒形状很复杂,通常有筛分粒度、沉降粒度、等效体积粒度、等效表面积粒度等几种表示方法。筛分粒度就是颗粒可以通过筛网的筛孔尺寸,以1英寸(25.4mm)宽度的筛网内的筛孔数表示,因而称之为“目数”。目前在国内外尚未有统一的粉体粒度技术标准,各个企业都有自己的粒度指标定义和表示方法。在不同国家、不同行业的筛网规格有不同的标准,因此“目”的含义也难以统一。 目前国际上比较浒用等效体积颗粒的计算直径来表示粒径。以μm或mm表示。 下表为我国通常使用的筛网目数与粒径(μm)对照表。 微米概念: 微米是长度单位,符号 [micron],读作[miu]。1微米相当于1米的一百万分之一(此即为「微」的字义)。换算关系: 1 000 000 皮米(pm) = 1 微米(μm) 1 000 纳米(nm) = 1 微米(μm) 0.001 毫米(mm) = 1 微米(μm) 0.000... 旋风分离器的作用
BET孔径分布
超细粉表面特性的表征通常用比表面和孔隙度(Porosity)两个指标,比表面指单位质量粉 体的总表面积,孔隙度包括总孔体积、平均孔径、孔径分布等,对于多孔超细粉体而言,虽然还是这两个概念,但是其包含的内容及其分析方法要复杂得多。 多孔粉体颗粒的形状千变万化,只有分子筛类颗粒上的孔的形状和尺寸非常规律,是由物质的晶体结构决定的,对于其他多数无定形的粉体却十分复杂,典型的单个颗粒剖面如图1所示,颗粒中的孔分为闭孔(Closed)、通孔(Passing)、盲孔(Dead end)、内部连通的通孔(Inter-condected)等等,除了闭孔以外,都在要考察的范围;从孔形状看可分为缝隙形(Slits)、圆柱形(Cylindrical)、圆锥形(conical)、墨水瓶形(Ink Bottle)、内连通形(Iterstices)等,实际情况还要复杂得多,在孔径分布的分析中,通常取缝隙形和圆柱形两类;孔按尺寸分类(国际通用分类),可分为微孔(Micropores)孔径<2nm、中孔或介孔(Mesopores)孔径2~50nm、大孔(Macropores)孔径>50nm,微孔的下限是0.35nm,用气体吸附法可以分析的孔径范围的上限为500nm,再大需用压汞法。 图1 单粒多孔粉体的横截面示意 多孔粉体尺寸小且孔的形状又十分复杂,其表面特征无法直接进行观察与测定,气体吸附法是一个非常科学而巧妙的方法,通俗的说,就是用气体分子作为度量的“标尺”,通过对物质的表面吸附进行严密的测定,实现对粉体表面特征的描述。众所周知,气体与清洁固体表面接触时,在固体表面上气体的浓度高于气相,这种现象称为吸附,吸附气体的固体物质称为吸附剂,被吸附的气体称为吸附质,吸附可分为物理吸附和化学吸附,用气体吸附法表征粉体表面特性需采用低温物理吸附,例如在液氮温度下氮气的吸附;固体表面的吸附是一个动态过程;在一定的外界条件下,当吸附速率与脱附速率相等时,固体表面上的气体量维持不变,称为吸附平衡;在恒定温度下,固体表面上的气体吸附量取决于压力,吸附量随压力而变的曲线称为等温吸附曲线,他是固体物质吸附特性的最重要表现。比表面及孔隙度的测定与分析,基本上都依赖于等温吸附曲线,其压力的范围涉及很宽,对于极微孔填充吸附的平衡压力低于10-5大气压,对于500nm的大孔毛细凝聚的平衡压力达到气液平衡时的饱和蒸气压,例如液氮温度时氮气的饱和蒸汽压为一个大气压。不同固体的吸附等温线形状变化很大,如图2,是由国际纯粹与应用化学联合会(IUPAC)提出的物理吸附等温线分类(六种类型): 1型:在低相对压力区域气体吸附量有一个快速增长,这归因于微孔填充。随后的近水平平台表明微孔已经充满,随后几乎没有进一步的吸附发生,达到饱和压力时可能出现吸附质凝聚,外表面相对较小的微孔固体,如活性炭、分子筛沸石和某些多孔氧化物,表现出这种等温线; II型:一般由非孔或大孔固体产生,B点通常被作为单层吸附结束的标志; III型:在非孔或大孔固体上发生弱的气-固相互作用时出现,不常见; IV型:由介孔固体产生,典型特征是等温线的吸附曲线与脱附曲线不一致,出现迟滞回线; V型:来源于微孔和介孔固体上的弱气-固相互作用,不常见; VI型:以其吸附过程的台阶状特性而著称,台阶来源于均匀非孔表面的依次多层吸附,不常见;
折弯机吨位与V槽与小翻边以及理论计算公式
折弯机吨位与V槽与小翻边以及理论计算公式
————————————————————————————————作者:————————————————————————————————日期: 2
折弯工作吨位 折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。 确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。 通常,工作吨位可按下表选择,并在加工参数中设置。 1、表中数值为板料长度为一米时的折弯压力: 例:S=4mm L=1000mm V=32mm 查表得P=330kN 2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积; 青铜(软):0.5;不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。 3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位P——kN S——mm L——mm V——mm 折弯压力对照表 v 4.0 6.0 8.0 10 12 14 16 18 20 24 28 32 36 40 48 70 90 110 130 b 2.8 4.0 5.5 7.0 8.5 10 11 12.5 14 17 20 22 25 28 32 42 56 70 85 r 0.7 1.0 1.3 1.6 2.0 2.3 2.6 3.0 3.3 3.8 4.5 5.0 6.0 6.5 8.0 10 13 16 19 s 0.5 40 30 0.6 60 40 30 30 0.8 70 50 40 30 1.0 110 80 70 60 1.2 120 100 80 70 60 1.5 150 120 110 90 80 2.0 220 190 170 150 130 110 2.5 250 220 200 170 150 130 3.0 330 290 250 210 180 160 3.5 400 330 290 250 220 200 4.0 440 370 330 290 260 220 4.5 470 410 370 330 270 5.0 510 450 400 340 270 6.0 590 490 390 300 8.0 700 520 429 10 810 650 12 950 780 14 1100 3
Micromeritics-ASAP2420比表面和孔径分布测定仪操作方法
. ASAP2420比表面和孔径分布测定仪操作方法制作人:刘玉霞日3月7日期:2017年一.仪器说明界面控制器和 微机控制系统组比表面和孔径分布测定仪由分析系统、ASAP2420个样品同时分析型号。系统中没有分子泵6-V2.03 的成。本系统为ASAP2420 -3。mmHg的。真空泵的极限真空能力为10 但必须在安装改变后面板的旋钮的位置,220V电压,仪器可使用110V或者。本系统选择4A),110V,更改为正确的电压,并选择合适的保险丝(220v 2A若换电源,警告:。(110V110V电源。控制器电源为110V。控制电脑电源为使用) 必须首先检查电压旋钮的位置!系统使用两种气体:N和He。压力设定为0.2MPa 左右,常开状态。2系统运行过程中使用液氮进行系统脱除水蒸气,防止真空泵受到污染。 系统有多个样品处理口(下侧是样品处理口)和上面是分析口,有冷阱及饱和蒸气压测定管(细金属管P0),分析用液氮瓶安放在升降架上,可在操作界面上由系统自动控制。有6个加热套用于预处理样品。样品管和P0管有塑料管套保护。 21 / 1 . 系统还包括一个控制面板,控制脱气系统的抽空、加热处理。此外,有一可滑动的深棕色防护罩起保护作用。脱气系统和表面分析过程互不影响。可在分析的
过程中进行样品处理,以提高工作效率。脱气系统的阀门由控制面板控制,分析系统的阀门由软件控制。冷阱——开机前应先装好冷阱液氮;开机过程中,应在每天上午处理或分析样品前,添加冷阱液氮至合适高度,防止真空泵受污染。样品管——一定要垂直安装,防止漏气;分析系统样品管如不垂直,液氮但瓶上升时会挤碎样品管。如果样品管安装不牢,在抽真空过程还不会有问题,在回充气体时,样品管会被气流冲脱而损坏。 取下处键同时打开。gas 脱气处理系统fast 和slow 两个键一定不能 与>Ready cooling是关闭状态,且理样品管时一定要先确认加热(Heating)或者冷却灯亮。 样品分析口和样品处理口在没装样品管时,一定要用玻璃封口塞进行密封,防止灰尘进入系统。 二.操作说明 ?开机 1.检查系统密封性,每个样品管,预处理管和冷阱安装垂直,密封完好。 2.打开N2 气和He 气(常开状态),注意表头气压设定为0.2MPa(系统使用的最大压力不超过1000mmHg,压力可适当减小);进气阀处于打开位置。 3.安装装有适量液氮的杜瓦瓶,并装在冷阱位置。 4.打开界面控制器;打开主机开关,真空泵启动。在win英文系统(中文系统单位会出现乱码)桌面上打开ASAP2420快捷方式。系统载入主机信息需要2-3分钟时间,耐心等待。然后系统出现黑白色操作界面,并显示温度和压力传感器的读数。 ?预处理空样品管 Auto 灯亮:选择自动脱气处理方式,装好样品管后,按Load 键,再按Left 或Right 键,选择需要处理的样品管。最后按Begin 键。预处理完成后,21 / 2 . 灯亮,表示此时设定操作已完成,Ready 可进行下一步骤。此时按Unload 键,可取下处理好的样品管。Manual 灯亮:选择手动脱气处理方式空样品管的加热预处理) . (一例如装在左(1. 将塞上密封塞的样品管垂直装在处理口,使安装紧密不漏气侧)。若样品的比表面较小,可在管中加一根填充棒以减少测试误差。 2. 将加热套套到样品管上,夹好。 键,对此样品管开),再打开Left 3. 处理空管,可直接打开Fast 键(灯亮始抽空。 Enable120℃。打开“Set ℃”加减键设定空管的处理温度,一般为此时用4. )键,Heating灯亮,表示开始加热。(注意:先抽真空后加热!℃”Set -0.51 小时。到时间后关闭Enable键,并将“5. 空管一般处理 降到室温以下。如果此时右侧也在处LeftFast 键和键(6. 待样品管自然冷却到室温,关闭 键,键,再打开Left )理样品,一定也要关闭Right 键。打开Backfill Gas 气至常压。回充He
筛网目数-孔径对照表
筛网目数 目数,就是孔数,就是每平方英寸上的孔数目。目数越大,孔径越小。一般来说,目数×孔径(微米数)=15000。比如,400目的筛网的孔径为38微米左右;500目的筛网的孔径是30微米左右。由于存在开孔率的问题,也就是因为编织网时用的丝的粗细的不同,不同的国家的标准也不一样,目前存在美国标准、英国标准和日本标准三种,其中英国和美国的相近,日本的差别较大。我国使用的是美国标准,也就是可用上面给出的公式计算。 筛网目数-孔径对照表
备注: 1 um=1 micrometres(微米)=0.001 millimetre(毫米) 筛网筛孔的μm/网目数对照表(粒径目数换算表)
1.丝网 丝网是用作丝网印版支持体的编织物。俗我绢网、绢屏、纱网、筛网等。 2.丝网目数 丝网目数指的是每平方厘米(cm2)丝网所具有的网孔数目。丝网产品规格中用以表达目数的单位是孔/厘米或线/厘米。使用英制计量单位的国家和地区,以孔/英寸或线/英寸来表达丝网目数。目数一般可以说明丝网的丝与丝之间的密疏程度。目数越高丝网越密,网孔越小。反之,目数越低丝网越稀疏,网孔越大,如150目/英寸,即1英寸内有150根网丝。网孔越小,油墨通过性越差,网孔越大,油墨通过性就越好。在选用丝网时可根据承印的精度要求,选择不同目数的丝网。 3.丝网厚度 丝网厚度指丝网表面与底面之间的距离,一般以毫米(mm)或微米(μm)计量。厚度应是丝网在无张力状态下静置时的测定值。厚度由构成丝网的直径决定,丝网过墨量与厚度有关。 4.丝网的开度 丝网的开度是用来描述丝网孔宽、孔径、网孔大小的重要参数。丝网的开度对于丝网印刷品图案、文字的精细程度影响很大。开度实际表示的是网孔的宽度,用网的经纬两线围成的网孔面积的平方根来表示(通常以微米为单位,1微米=1/1000毫米)。因此,网孔一边长度愈长开度也愈大。但是,同样的开度,由于
动态氮吸附孔径分布测试的原理和方法
动态氮吸附孔径分布测试的原理和方法 许多超细粉体材料的表面是不光滑的,甚至专门设计成多孔的,而且孔的尺寸大小、形状、数量与它的某些性质有密切的关系,例如催化剂与吸附剂,因此,测定粉体材料表面的孔容、孔径分布具有重要的意义。国际上,一般把这些微孔按尺寸大小分为三类:孔径≤2nm为微孔,孔径=2~50nm为中孔,孔径≥50nm为大孔,其中中孔具有最普遍的意义。 用氮吸附法测定孔径分布是比较成熟而广泛采用的方法,它是用氮吸附法测定BET比表面的一种延伸,都是利用氮气的等温吸附特性曲线:在液氮温度下,氮气在固体表面的吸附量取决于氮气的相对压力(P/P ),P 为氮气分压,P 0为液氮温度下氮气的饱和蒸汽压;当P/P 在0.05~0.35范 围内时,吸附量与(P/P )符合BET方程,这是氮吸附法测定粉体材料比 表面积的依据;当P/P ≥0.4时,由于产生毛细凝聚现象,即氮气开始在微孔中凝聚,通过实验和理论分析,可以测定孔容、孔径分布。所谓孔容、孔径分布是指不同孔径孔的容积随孔径尺寸的变化率。 所谓毛细凝聚现象是指,在一个毛细孔中,若能因吸附作用形成一个凹形的液面,与该液面成平衡的蒸汽压力P必小于同一温度下平液面的饱 和蒸汽压力P ,当毛细孔直径越小时,凹液面的曲率半径越小,与其相平 衡的蒸汽压力越低,换句话说,当毛细孔直径越小时,可在较低的P/P 压力下,在孔中形成凝聚液,但随着孔尺寸增加,只有在高一些的P/P 0压力下形成凝聚液,显而易见,由于毛细凝聚现象的发生,将使得样品表面的吸附量急剧增加,因为有一部分气体被吸附进入微孔中并成液态,当固体表面全部孔中都被液态吸附质充满时,吸附量达到最大,而且相对压 力P/P 也达到最大值1。相反的过程也是一样的,当吸附量达到最大(饱和)的固体样品,降低其相对压力时,首先大孔中的凝聚液被脱附出来,随着压力的逐渐降低,由大到小的孔中的凝聚液分别被脱附出来。 设定粉体表面的毛细孔是圆柱形管状,把所有微孔按直径大小分为若干孔区,这些孔区按大到小的顺序排列,不同直径的孔产生毛细凝聚的压
最全的螺纹孔径对照表
最大最小最大最小G4-G6G7-G8G9M1.0*0.250.750.7850.729M12*1.011.0011.15310.917M1.0*0.250.860.88M1.1*0.250.850.8850.829M12*0.511.5011.52011.400M1.1*0.250.960.98最大M1.2*0.250.950.9850.929M14*1.512.5012.67612.376M1.2*0.25 1.06 1.08G 1/167.72 6.84M1.4*0.3 1.10 1.142 1.075M14*1.013.0013.15312.917M1.4*0.3 1.24 1.25G(PF)1/89.738.85M1.6*0.35 1.25 1.321 1.221M15*1.513.5013.67613.376M1.6*0.35 1.41 1.431/413.1611.89M1.7*0.35 1.35 1.421 1.321M15*1.014.0014.15313.917M1.7*0.35 1.51 1.533/816.6615.40M1.8*0.35 1.45 1.521 1.421M16*1.514.5014.67614.376M1.8*0.35 1.61 1.631/220.9619.17M2.0*0.4 1.60 1.679 1.567M16*1.015.0015.15314.917M2*0.4 1.78 1.805/822.9121.13M2.2*0.45 1.75 1.838 1.713M17*1.515.5015.67615.376M2.2*0.45 1.95 1.983/426.4424.66M2.3*0.4 1.90 1.979 1.867M17*1.016.0016.15315.917M2.3*0.4 2.08 2.107/830.2028.42M2.5*0.45 2.10 2.138 2.013M18*2.016.0016.21015.835M2.5*0.45 2.25 2.28133.2530.93M2.6*0.45 2.20 2.238 2.113M18*1.516.5016.67616.376M2.6*0.45 2.35 2.38 1.12537.9035.58M3.0*0.5 2.50 2.599 2.459M18*1.017.0017.15316.917M3.0*0.5 2.73 2.75 1.2541.9139.59M3.0*0.6 2.40 2.440 2.280M20*2.018.0018.21017.835M3.5*0.6 3.17 3.20 1.37544.3242.01M3.5*0.6 2.90 3.010 2.850M20*1.518.5018.67618.376M4.0*0.7 3.62 3.65 3.69 1.547.8049.02M4.0*0.7 3.30 3.422 3.242M20*1.019.0019.15318.917M5.0*0.8 4.56 4.60 4.64 1.62551.9150.79M4.0*0.75 3.25 3.326 3.106M22*2.020.0020.21019.835M6.0*1.0 5.45 5.50 5.55 1.7553.7556.66 M4.5*0.75 3.80 3.878 3.688M22*1.520.5020.67620.376M7.0*1.0 6.45 6.50 6.552 59.61 M5.0*0.8 4.20 4.334 4.134M22*1.021.0021.15320.917M8.0*1.257.317.387.44M5.0*0.9 4.10 4.170 3.930M24*2.022.0022.21021.835M10*1.59.189.259.32M6.0*1.0 5.00 5.153 4.917M24*1.522.5022.67622.376M10*1.259.319.389.44M7.0*1.0 6.00 6.153 5.917M24*1.023.0023.15322.917M12*1.7511.0411.1211.21M8.0*1.25 6.80 6.912 6.647M25*2.023.0023.21022.835M12*1.25 11.3111.3811.44 M9.0*1.257.807.9127.647M25*1.523.5023.67623.376最大M10*1.58.508.6768.376M25*1.024.0024.15323.917PS 1/16 - 28 6.50 6.632M11*1.59.509.6769.376M26*1.524.5024.67624.376PS 1/8 - 288.508.637M12*1.7510.3010.44110.106M27*2.025.0025.21024.835PS 1/4 - 1911.4011.549M14*2.012.0012.21011.835M27*1.525.5025.67625.376PS 3/8 - 1915.0015.054M16*2.014.0014.21013.835M27*1.026.0026.15325.917PS 1/2 - 1418.5018.773M18*2.515.5015.74415.294M28*2.026.0026.21025.835PS 3/4 - 1424.0024.259M20*2.517.5017.74417.294M28*1.526.5026.67626.376PS 1 - 1130.2030.471M22*2.519.5019.74419.294M28*1.027.0027.15326.917规格PS 1-1/4 - 1138.8039.132M24*3.021.0021.25220.752M30*3.027.0027.25226.752(UNC) 最大最小PS 1-1/2 - 1144.8045.025M27*3.024.0024.25223.752M30*2.028.0028.21027.835 (螺丝牙外径) PS 2 - 11 56.50 56.836 M30*3.5 26.50 26.771 26.211 M30*1.528.5028.67628.376No.1-64(1.854) 1.55 1.582 1.425M30*1.029.0029.15328.917No.2-56(2.184) 1.80 1.871 1.695M32*2.030.0030.21029.835No.3-48(2.515) 2.10 2.146 1.941M32*1.530.5030.67630.376No.4-40(2.845) 2.30 2.385 2.157M33*3.030.0030.25229.752No.5-40(3.175) 2.60 2.697 2.487M33*2.031.0031.21030.835No.6-32(3.505) 2.80 2.895 2.642最大最小M33*1.531.5031.67631.376No.8-32(4.166) 3.40 3.530 3.302M1.0*0.20.800.8210.783M35*1.533.5033.67633.376No.10-24(4.826) 3.90 3.962 3.683M1.1*0.20.900.9210.883M36*3.033.0033.25232.752No.12-24(5.486) 4.50 4.597 4.344PT 1/16 -28 6.10 6.20 6.244 6.384M1.2*0.2 1.00 1.0210.983M36*2.034.0034.21033.8351/4 - 20 5.10 5.257 4.979PT 1/8 -288.108.208.4298.388M1.4*0.2 1.20 1.221 1.183M36*1.5 34.50 34.67634.376 5/16 - 18 6.60 6.731 6.401PT 1/4 -1910.7011.0010.96211.174M1.6*0.2 1.40 1.421 1.3833/8 - 168.008.1537.798PT 3/8 -1914.2014.5014.44814.658M1.7*0.2 1.45 1.500 1.4607/16 - 149.409.5509.144PT 1/2 -1417.6018.0017.97918.263M1.8*0.2 1.60 1.621 1.5831/2 - 1310.8011.02310.592PT 3/4 -1423.0023.5023.37823.663M2.0*0.25 1.75 1.785 1.7299/16 - 1212.2012.44611.989PT 1 -1129.0029.5029.45929.822M2.2*0.25 1.95 1.985 1.929规格5/8 - 1113.6012.86813.386PT 1-1/4 -1137.5038.0037.97638.339M2.3*0.25 2.05 2.061 2.001(UNF) 最大最小3/4 - 1016.5018.84016.307PT 1-1/2 -1143.4044.0043.86944.232M2.5*0.35 2.20 2.221 2.1217/8 - 919.5019.76119.177PT 2 -11 54.9055.5055.41255.844 M2.6*0.35 2.20 2.246 2.186No.0-80(1.524) 1.25 1.305 1.182 1 - 822.2022.60621.971M3.0*0.35 2.70 2.721 2.621No.1-72(1.854) 1.55 1.612 1.4741-1/8 - 725.0025.34924.638M3.5*0.35 3.20 3.221 3.121No.2-64(2.184) 1.85 1.912 1.7561-1/4 - 728.2028.52427.813M4.0*0.5 3.50 3.599 3.459No.3-56(2.515) 2.10 2.197 2.0251-3/8 - 630.8031.11530.353M4.5*0.5 4.00 4.099 3.959No.4-48(2.845) 2.40 2.458 2.2711-1/2 - 634.0034.29033.528M5.0*0.5 4.50 4.599 4.459No.5-44(3.175) 2.70 2.740 2.5511-3/4 - 5 39.5039.82738.964M5.5*0.5 5.00 5.099 4.959No.6-40(3.505) 2.90 3.022 2.820 2 - 4-1/245.20 45.593 44.679 使用绞刀时不用绞刀时 M6.0*0.75 5.30 5.378 5.188No.8-36(4.166) 3.50 3.606 3.4041/16 - 27 6.10 6.25M6.0*0.5 5.50 5.550 5.400No.10-32(4.826) 4.10 4.165 3.9631/8 -278.338.43M7.0*0.75 6.30 6.378 6.188No.12-28(5.846) 4.60 4.724 4.4961/4 -1810.7211.13M7.0*0.5 6.50 6.550 6.4001/4 - 28 5.50 5.588 5.3603/8 -1814.2714.27M8.0*1.07.007.153 6.9175/16 - 24 6.907.035 6.782规格1/2 -1417.4817.86M8.0*0.757.307.3787.1883/8 - 248.508.6368.382(UNEF)最大最小3/4 -1422.6323.01M8.0*0.57.507.5207.4007/16 - 209.9010.0339.729No.12 - 32 4.70 4.826 4.623 1 -11-1/228.5828.98M9.0*1.08.008.1537.9171/2 - 2011.5011.60711.3291/4 - 32 5.60 5.690 5.4861-1/4 -11-1/237.3137.69M9.0*0.758.308.3788.1889/16 - 1812.9013.08112.7515/16 - 327.107.2647.0871-1/2 -11-1/243.6644.04M10*1.258.808.9128.4675/8 - 1814.5014.68114.3513/8 - 328.708.8658.661 2 -11-1/2 55.5855.96 M10*1.09.009.1538.9173/4 - 1617.5017.67817.3237/16 - 2810.2010.33810.135M10*0.759.309.3789.1887/8 - 1420.5020.67520.2701/2 - 2811.8011.93811.709M10*0.59.509.5209.400 1 - 1223.2023.57123.1149/16 - 2413.2013.38613.132M11*1.010.0010.1539.9171-1/8 - 1226.5026.74626.2895/8 - 2414.8014.98614.732M11*0.7510.3010.37810.1881-1/4 - 1229.5029.92129.4643/4 - 2017.8017.95817.678M12*1.510.5010.67610.3761-3/8 - 1232.8033.09632.6397/8 - 2021.0021.13320.853M12*1.25 10.80 10.91210.647 1-1/2 - 1236.0 36.271 35.814 1 - 20 24.00 24.30824.028 规 格使用绞刀时不用绞刀时 有效牙部之长度(最小)中之母螺牙内径 标准长度(最小)中之母螺牙内径 螺 纹 攻 牙 钻 孔 径 和 滚 造 径 对 照 表 英制平行管用螺紋PF(G) (單位:mm) 大 径钻孔径 规格公 制 细 螺 纹 规格 标准径2级牙钻孔径标准径 2级牙钻孔径美 制 特 细 螺 纹 规 格 (螺丝牙外径) 美 制 细 螺 纹 美 制 管 螺 纹 钻 孔 径 标准径 美 制 粗 螺 纹 标准径2级牙钻孔径公 制 粗 螺 纹 公 制 迫 牙 丝 攻 钻 孔 径 规 格精 度 等 级公 制 细 螺 纹 2级牙钻孔径标准径规格14.95 18.6320.5924.12最小6.568.5711.4541.3745.4949.6751.4327.8830.2934.9438.958.49511.341英 制 管 螺 纹 钻孔径 最小规格标准径N P T 14.84623.97530.11138.77218.48944.66556.476 英 制 管 螺 纹 规格18.2623.4229.366.3511.1314.68N P S 44.4556.36 38.108.7457.30 6.490注:迫牙丝攻之钻孔径,在上表所列之数值,由于被加工 材料之材质、硬度、形状、尺寸等之影响,多少会有所变动,因此于参考上表之同时,亦请增减若干。 标准径2级牙钻孔径标准径 2级牙钻孔径